Результат интеллектуальной деятельности: ШТАМП ДЛЯ ПНЕВМОТЕРМИЧЕСКОЙ ФОРМОВКИ ДЕТАЛЕЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК
Вид РИД
Изобретение
Изобретение относится к оборудованию для обработки металлов давлением, а именно к конструкциям штампов для пневмотермической формовки деталей из листовых заготовок, преимущественно, в состоянии сверхпластичности.
Известно устройство для пневмоформовки (см. авторское свидетельство СССР №721179, кл. B21D 26/02, 1980 г.), содержащее матрицу и крышку, образующие при соединении друг с другом формовочную полость. Для проведения формовки заготовка фиксируется между матрицей и крышкой.
В процессе пневмоформовки в формовочной полости со стороны крышки создают избыточное давление рабочей среды, деформирующей заготовку в полость матрицы, формуя ее. Герметичный прижим заготовки между матрицей и крышкой обеспечивается за счет выступов замкнутого контура треугольного сечения в осевой плоскости, имеющихся на прижимной поверхности матрицы, и пазов прямоугольного профиля, имеющихся на прижимной поверхности крышки.
После проведения пневмоформовки давление в полостях устройства по обе стороны заготовки уравновешивают и отводят крышку с отформованным изделием от матрицы и снимают с крышки отформованное изделие.
В результате анализа известного устройства необходимо отметить, что в рассматриваемой конструкции штампа, из-за зажатия заготовки в пазах выступами, получение участка полуфабриката, из которого в последующем изготавливается деталь, осуществляется за счет формоизменения лишь части объема металла заготовки, расположенной с внутренней стороны от герметизирующего контура, что снижает коэффициент использования материала, т.к. материал фланца заготовки вплоть участка зажатия между последним выступом и пазом между матрицей и крышкой не участвует в формообразовании полуфабриката и удаляется после пневмоформовки. Кроме того, в процессе фиксации заготовки между матрицей и крышкой возможно ее смещение относительно заданного положения, что снижает качество отформованной детали.
Известно устройство для пневмоформовки деталей из листовых заготовок, содержащее основание с закрепленной в нем матрицей, крышку с герметизирующим элементом в виде стакана, выполненного из упругого металла и расположенного на рабочей поверхности крышки. Стакан выполнен с выпуклой конической донной частью, составляющей с рабочей поверхностью матрицы угол 1-3°, и отверстием в донной части, контур которого соответствует рабочему контуру матрицы в плане. На донной части стакана эквидистантно рабочему контуру матрицы в плане выполнены выступы треугольного поперечного сечения, которые при смыкании крышки внедряются в материал заготовки, при этом донная часть стакана упруго деформируется и происходит герметизация полости крышки. В крышке и матрице установлены электронагреватели. В крышке имеется канал для подачи рабочей среды (газа).
(см. авторское свидетельство СССР №1296265, кл. B21D 26/02, 1987 г.) - наиболее близкий аналог.
В результате анализа известного устройства необходимо отметить, что его использовании в процессе пневмоформовки возможна диффузионная приварка полуфабриката к основанию и/или и крышке, в результате чего затруднен съем отформованного изделия, что также приводит к изменению ее геометрических размеров. В рассматриваемой конструкции установки из-за зажатия заготовки выступом стакана получение участка полуфабриката, из которого в последующем изготавливается деталь, осуществляется за счет формоизменения лишь части объема металла заготовки, расположенной с внутренней стороны от герметизирующего контура, что снижает коэффициент использования материала, т.к. материал заготовки вплоть до герметизирующего контура не участвует в формообразовании полуфабриката.
Техническим результатом настоящего изобретения являются повышение производительности формовки за счет исключения операций центрирования матриц и заготовки при ее установке в матрицы, а также повышение качества отформованного полуфабриката из-за исключения возможности его повреждения при извлечении из штампа и повышения коэффициента использования материала за счет применения осадки поверхности заготовки в транспортировочной кассете, в результате чего уменьшается размер заготовки и при формовке металл фланцевой части заготовки затягивается в полость матрицы, тем самым участвуя в формированиии части полуфабриката, из которой в последующем изготавливается деталь.
Указанный технический результат обеспечивается тем, что в штампе для пневмотермической формовки деталей из листовых заготовок, содержащем верхнюю и нижнюю матрицы, в которых выполнены полости, образующие при соединении матриц формовочную герметичную полость, причем в матрицах выполнены каналы для подвода в формовочную полость рабочей среды и отвода среды из нее, новым является то, что на обращенных друг к другу поверхностях матриц выполнены центрирующие поверхности, имеющие возможность контакта друг с другом при соединении матриц для их относительного центрирования, при этом штамп оснащен транспортировочной кассетой, выполненной из верхней и нижней сцентрированных друг относительно друга посредством штифтов разъемных проставок, предназначенных для размещения между ними подлежащей формовке заготовки, в средней части проставок выполнены отверстия, а на контактирующих с матрицами поверхностях проставок, вокруг отверстий, имеются замкнутые канавки, в которых размещены уплотнительные прокладки, на боковой поверхности нижней проставки выполнен центрирующий поясок, имеющий возможность контакта с центрирующей поверхностью нижней матрицы для центрирования транспортировочной кассеты в нижней матрице при установке ее в штамп, при этом центрирующая поверхность верхней матрицы выполнена в виде пояска конической формы по образующей на поверхности матрицы, обращенной к нижней матрице, а центрирующая поверхность нижней матрицы выполнена в виде выборки конической формы на поверхности, обращенной к верхней матрице, а уплотнительная прокладка нижней проставки закреплена в канавке.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
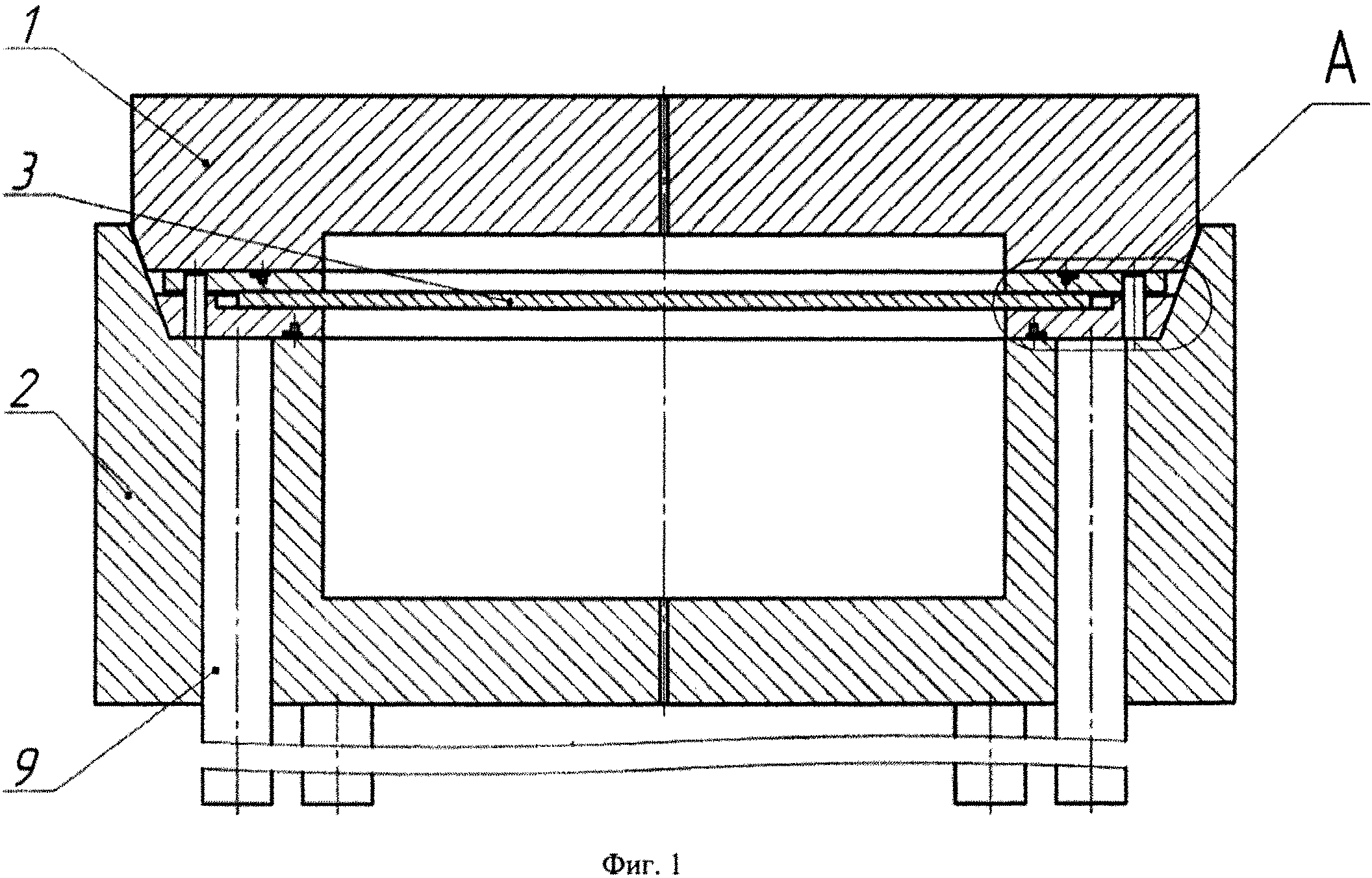
- на фиг. 1 - штамп, осевой разрез;
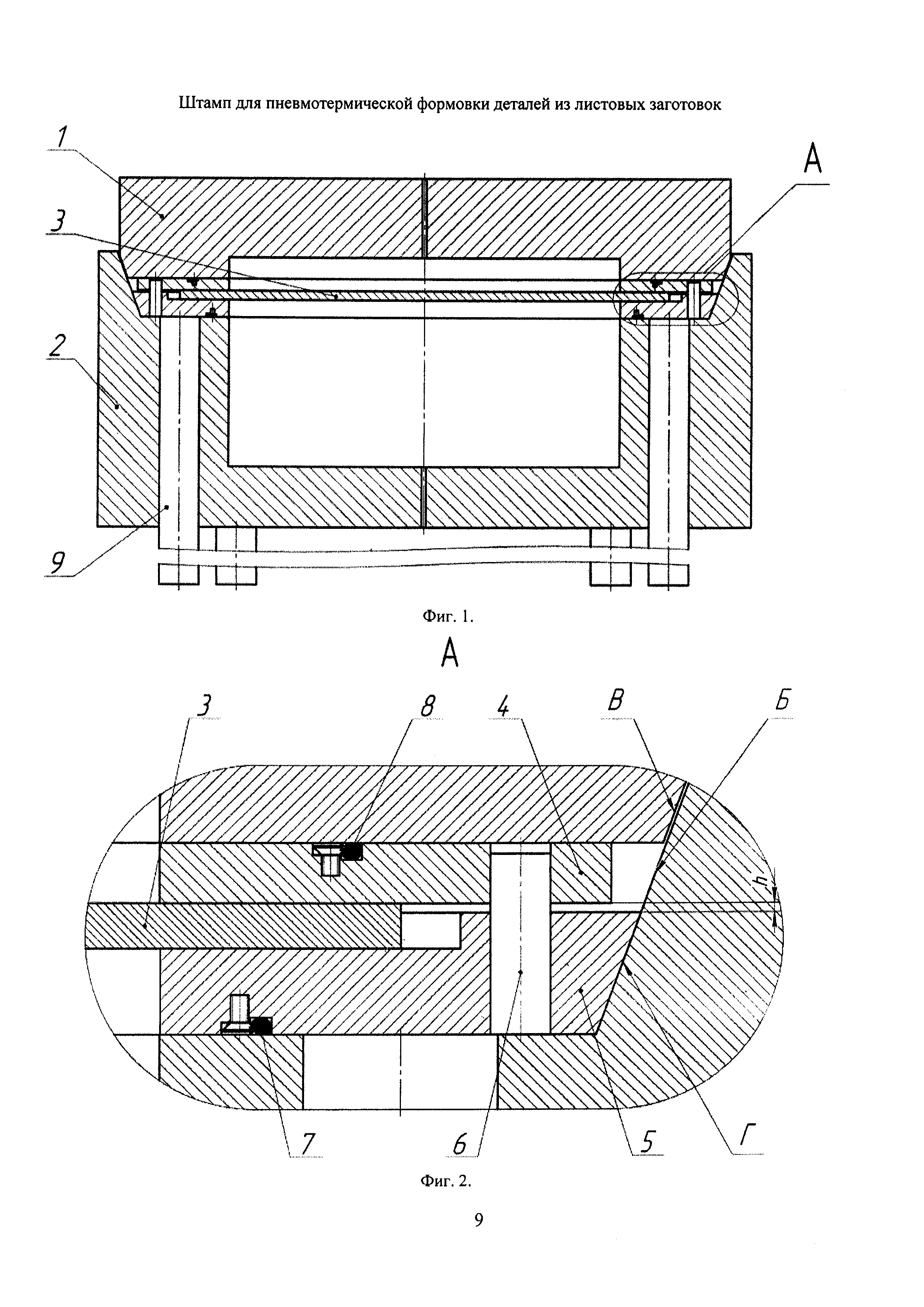
- на фиг. 2 - место А по фиг. 1.
Штамп состоит из разъемных верхней 1 и нижней 2 матриц, имеющих возможность относительного перемещения. В матрицах имеются полости (позицией не обозначены), образующие при их соединении формовочную полость для обеспечения формовки заготовки 3.
На обращенной к верхней матрице поверхности матрицы 2 имеется центрирующая поверхность, выполненная в виде выборки Б, например, конической формы.
На обращенной к нижней матрице 2 поверхности матрицы 1 также имеется центрирующая поверхность, выполненная в виде центрирующего пояска В на образующей матрицы, например, конической формы.
К полости каждой из матриц подведены каналы (не показаны) для подачи и стравливания рабочей среды.
Штамп оснащен транспортировочной кассетой, выполненной в виде двух разъемных проставок, верхней 4 и нижней 5. Проставки позиционируются друг относительно друга штифтами 6.
Проставки 4 и 5 имеют центральные отверстия (позициями не обозначены) для обеспечения формовки. Форма и размеры этих отверстий идентичны форме и размерам полостей матриц. Это необходимо для образования единой формовочной полости при установленной в штамп транспортировочной кассете с заготовкой.
На контактирующих с прижимными поверхностями матриц плоскостях проставок 4 и 5 выполнены канавки замкнутой формы, в которые укладываются уплотнительные прокладки 7 и 8. Наиболее предпочтительная форма канавок - эквидистантная контуру отверстий проставок. Сечение канавок может быть разным, например, прямоугольным или трапецеидальным. Используемые прокладки должны быть изготовлены из термостойкого материала, например различных сталей, сплавов, пластиков с температурой плавления, превышающей температурный режим конкретного технологического процесса пневмотермической формовки.
Уплотнительная прокладка 7 проставки 5 фиксируется, например, при помощи винтов (позицией не обозначены) в канавке во избежание ее выпадения при удалении кассеты из штампа. Уплотнительная прокладка 8 верхней проставки 4 также может быть зафиксирована в канавке, но может быть и свободно уложена.
На образующей проставки 5 выполнена центрирующая поверхность Г, например, конической формы.
Нагрев штампа с установленной в него заготовкой до температурного режима пневмотермической формовки осуществляется нагревателем (не показан), например, кольцевым, в который устанавливают штамп с загруженной в него кассетой для пневмотермической формовки, помещенной в транспортировочную кассету листовой заготовки 3.
Штамп работает следующим образом.
Для проведения пневмотермической формовки листовую заготовку 3 укладывают между проставками 4 и 5 транспортировочной кассеты и соединяют простаки, центрируя их посредством штифтов 6.
Загруженную заготовкой 3 транспортировочную кассету укладывают на нижнюю матрицу 2, установленную, например, на столе пресса в кольцевом индукторе (не показаны). При укладывании кассеты на нижнюю матрицу происходит ее центрирование относительно нижней матрицы за счет контакта центрирующих поверхностей Б и Г.
Далее, перемещением одной из матриц (например, 1), производится их смыкание, в процессе которого происходит центрирование матриц друг относительно друга за счет контакта центрирующих поверхностей Б и В, после чего производится нагрев заготовки, например кольцевым индуктором, если он (нагрев) не был совершен предварительно. По завершению операции нагрева к матрицам прикладывается необходимая сила прижима, под действием которой производится герметизация торцевых соединений между проставками кассеты с заготовкой и проставками кассеты с матрицами за счет, соответственно, осадки заготовки на величину h и осадки уплотнительных прокладок 7 и 8. Далее производится операция пневмотермической формовки подачей рабочей среды в формовочную полость штампа. По завершении формовки, верхняя и нижняя матрицы размыкаются и приложением силы съема к торцу нижней проставки транспортировочной кассеты штырями выталкивателя 9 производится подъем транспортировочной кассеты с отформованным полуфабрикатом над нижней матрицей и их извлечение из штампа, например с помощью клещей. Транспортировочная кассета разбирается для выемки отформованного полуфабриката.
Таким образом, за счет применения в конструкции штампа самоцентрирующихся поверхностей Б, В и Г нет необходимости взаимного позиционировании верхней 1 и нижней 2 матриц и транспортировочной кассеты, в результате чего увеличивается производительность процесса. В результате применения транспортировочной кассеты, приложением силы, к которой осуществляется фиксация заготовки, устраняется необходимость воздействия непосредственно на горячий полуфабрикат, находящийся в состоянии сверхпластичности, что позволяет достичь увеличение качества отформованного полуфабриката. Использование для герметизации осадки торца заготовки 3 позволяет при формовке металлу фланцевой части заготовки затягиваться в полость матрицы, тем самым участвуя в формировании полуфабриката и увеличивая коэффициент использования материала.
Появление возможности манипуляции заготовкой и получаемой поковкой в нагретом состоянии при применении новой конструкции штампа очевидным образом вытекает из сущности изобретения. Для проверки предположения о затягивании фланцевой части заготовки в полость матрицы был выполнен численный эксперимент пневмотермической формовки полусферы диаметром 628,4 мм из листовой заготовки диаметром 800 мм и толщиной 15 мм с предварительной осадкой фланца и использованием новой конструкции штампа. В качестве исследуемого металла применялся титановый сплав ВТ6 ГОСТ 19807-91, реологическая модель которого взята из (Ghosh A.K., Hamilton С.Н. Influences of material parameters and microstructure on superplastic forming // Metallurgical transactions A, 1982. vol. 13А). Процесс принят изотермическим с постоянной температурой материала заготовки, равной 927°С. Задача моделировалась в осесимметричной постановке, без учета анизотропии материала заготовки. В качестве модели трения между заготовкой и кассетой принят закон Кулона с коэффициентом трения 0,3. Компьютерное моделирование производилось в программном комплексе DEFORM, основанном на численном строго обоснованном методе конечных элементов, прошедшем неоднократную экспериментальную верификацию. Из полученного в результате моделирования поля векторов скоростей узлов конечно-элементной сетки фланцевой части заготовки очевидно, что материал фланцевой части заготовки движется в полость матрицы как на этапе пневмотермической формовки, так и на этапе предварительной осадки.
Устройство для прессования экзотермической шихтовой заготовки
Устройство для резки проката
Способ изготовления оребренных обечаек
Устройство для ультразвукового контроля изделий
Устройство для канального углового прессования
Устройство для канального углового прессования
Способ объемного прессования брикетов из порошкообразного материала и устройство для осуществления способа
Устройство для инициирования самораспространяющегося высокотемпературного синтеза (свс) в шихтовой заготовке для получения композиционного материала в пресс-форме
Способ определения статического дисбаланса ротора на балансировочных ножах
Способ определения массы и положения центра масс изделия и устройство для его осуществления
Устройство для прессования экзотермической шихтовой заготовки
Устройство для резки проката
Способ изготовления оребренных обечаек
Устройство для ультразвукового контроля изделий
Устройство для канального углового прессования
Устройство для канального углового прессования
Способ объемного прессования брикетов из порошкообразного материала и устройство для осуществления способа
Устройство для инициирования самораспространяющегося высокотемпературного синтеза (свс) в шихтовой заготовке для получения композиционного материала в пресс-форме
Способ определения статического дисбаланса ротора на балансировочных ножах
Способ определения массы и положения центра масс изделия и устройство для его осуществления

