Результат интеллектуальной деятельности: Листопрокатная клеть
Вид РИД
Изобретение
Изобретение относится к прокатному производству, конкретно к конструкциям прокатных валков и их взаимному расположению в листопрокатной клети. Оно может быть использовано при получении металлических полос с повышенными механическими и функциональными свойствами на листопрокатных станах дуо.
Известен комплект геликоидальных прокатных валков для получения металлического листового проката, содержащий пару рабочих валков, на бочках которых выполнен геликоидальный рельеф со скругленной вершиной выступа (Патент РФ №2407605, МПК В21В 27/02, 2010 г.). Недостаток известного устройства состоит в том, что оно не пригодно для использования на одноклетьевых листопрокатных реверсивных станах дуо.
Ближайшим аналогом к предлагаемому изобретению является листопрокатная клеть, содержащая два валка с бочками цилиндрической формы, на поверхности которых выполнены геликоидальные выступы в форме винтовой линии (Патент РФ №2427434, МПК В21В 1/22, 2011 г.). Недостатки данного устройства состоят в том, что его невозможно использовать на одноклетьевых листопрокатных станах дуо.
Технический результат, решаемый изобретением, состоит в том, что геликоидальную поверхность формируют только на половине длины бочки валка, что создает возможность применения устройства на одноклетьевых листовых реверсивных станах дуо. Кроме того, применение данного расположения геликоидальной поверхности обеспечивает дополнительное повышение механических свойств материала за счет дополнительного разрушения строчечных неметаллических включений, выводя их как на различный уровень по толщине, так и в разные стороны по ширине листа, чтобы строчечные дефекты не оставались в одной плоскости.
Технический результат достигается тем, что листопрокатная клеть содержит пару валков с бочками цилиндрической формы, на поверхности которых выполнены геликоидальные выступы в форме винтовых линий таким образом, что на каждом из валков упомянутые выступы выполнены на участках, равных половине длины бочки, с углом захода винтовых линий 42-47°, с совпадающим или противоположным направлением захода винтовых линий на обоих валках. В вариантах выполнения устройства винтовые выступы могут быть расположены или напротив друг друга, или напротив участка с гладкой бочкой другого валка.
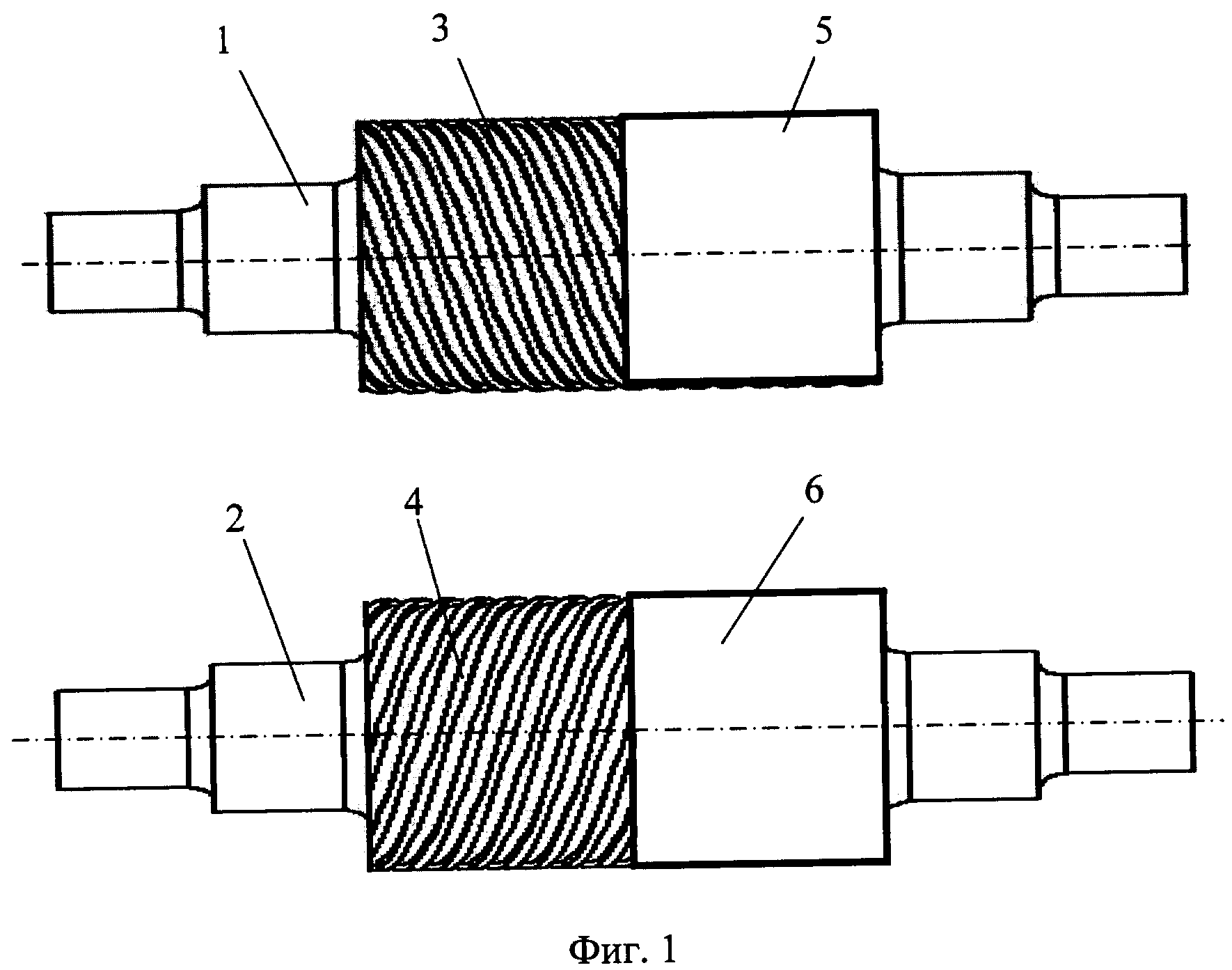
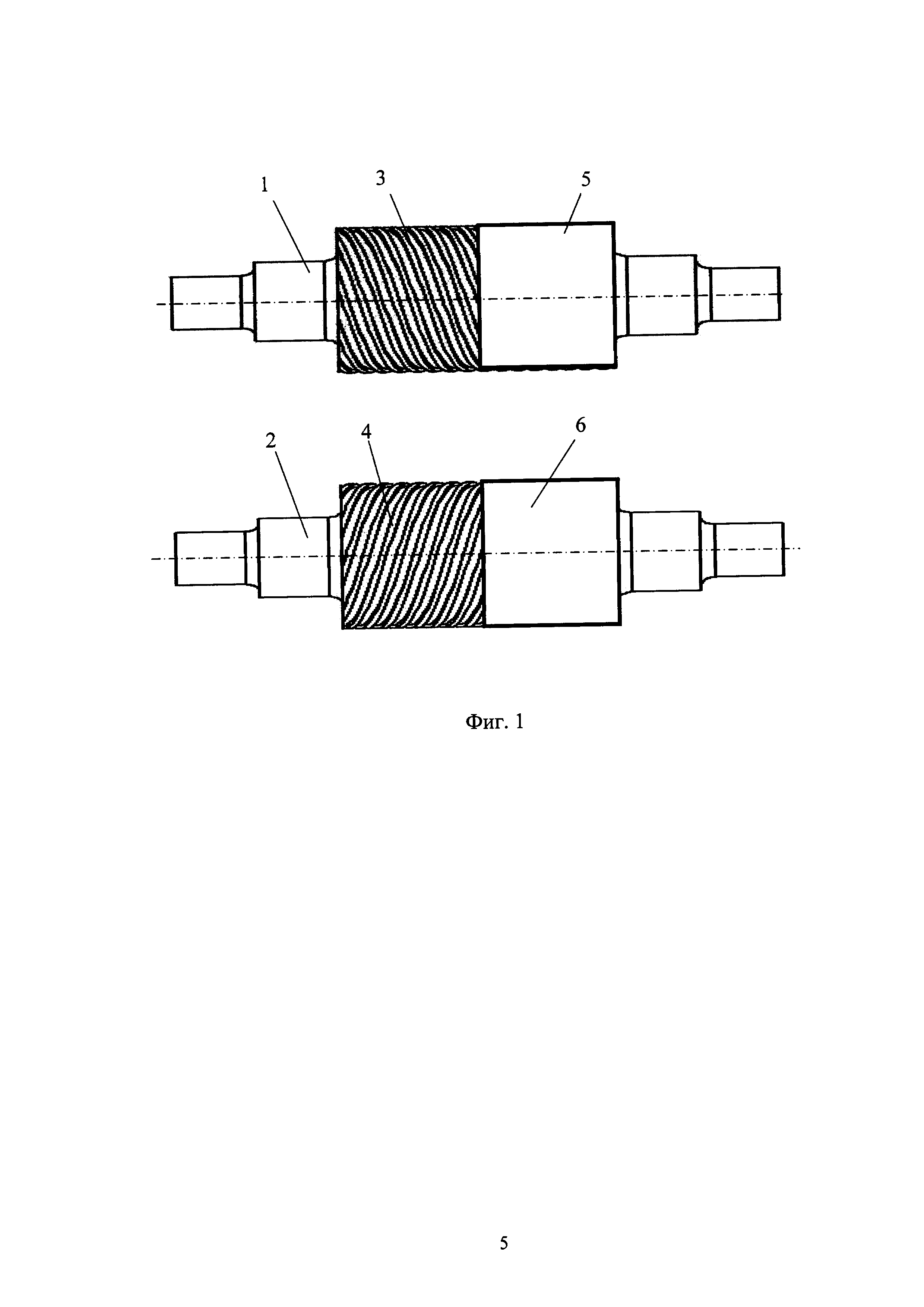
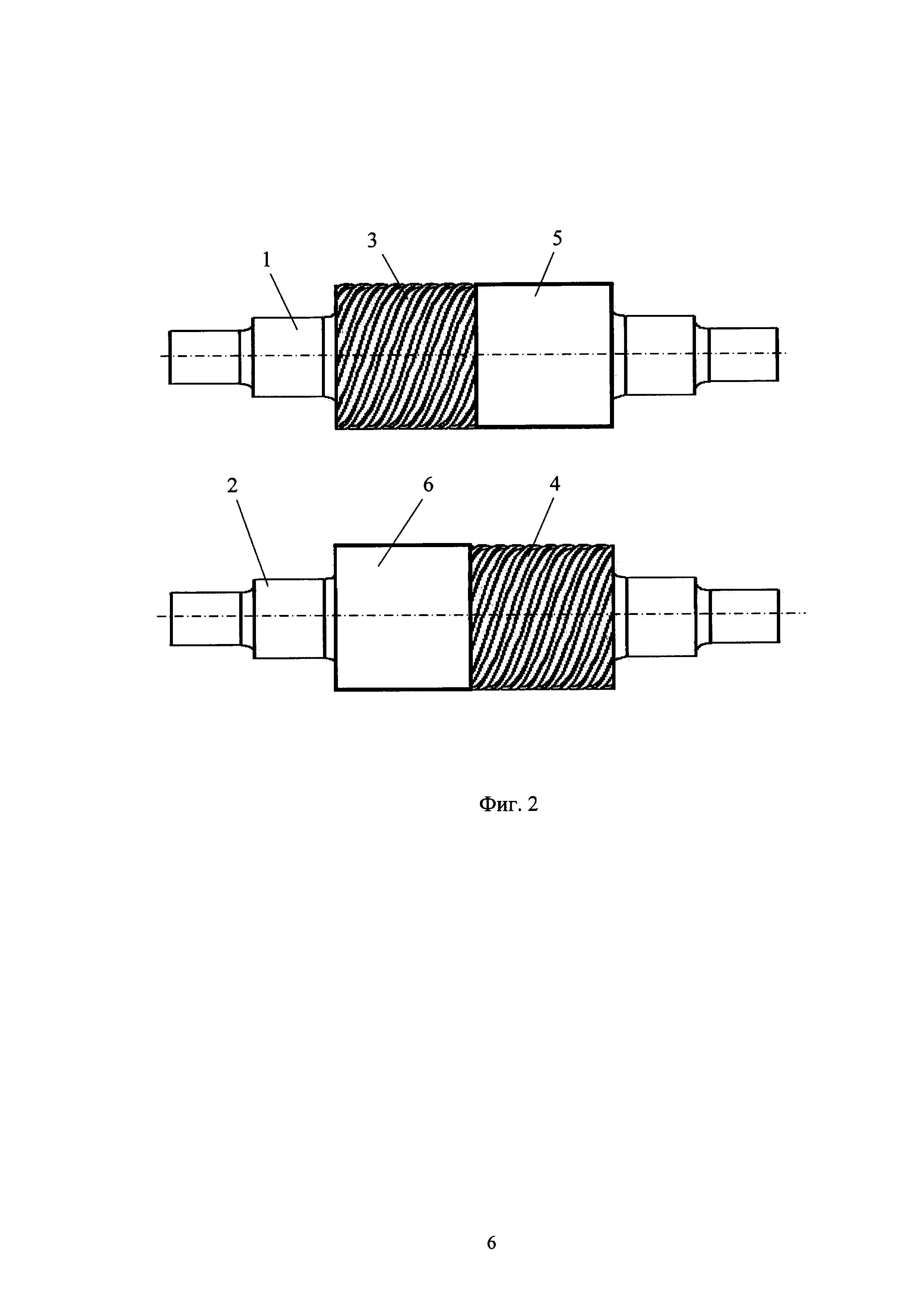
Сущность изобретения поясняется изображенными на фигуре 1 и фигуре 2 комплектами прокатных валков с геликоидальными выступами на половине поверхности бочки, которые располагаются напротив друг друга (фиг. 1) и напротив гладкой части бочки каждого из валков (фиг. 2).
Комплект состоит из верхнего валка 1 и нижнего валка 2 (см. фигуру 1). На левой половине 3 бочки верхнего валка 1 и левой половине 4 бочки нижнего валка 2 выполнены геликоидальные (винтовые) выступы со скругленной вершиной с углом захода винтовых линий ϕ=42-47°. Правая половина 5 верхнего валка 1 и правая половина 6 нижнего валка 2 имеют гладкую цилиндрическую форму.
Во втором варианте исполнения комплекта валков может быть комбинация (см. фиг. 2), когда в комплекте валков, заваленных в прокатную клеть, левая половина 3 бочки валка 1 с винтовым рельефом обращена к цилиндрической части 6 нижнего валка 2, а правая половина бочки 4 с винтовым рельефом нижнего валка 2 обращена к гладкой части 5 бочки верхнего валка 1.
Устройство работает следующим образом.
Комплект, состоящий из верхнего 1 и нижнего 2 валков, заваливают в листопрокатную клеть (см. фиг. 1). С помощью электродвигателя и шестеренной клети верхний валок 1 и нижний валок 2 приводят во вращение в противоположные стороны. После этого в межвалковый зазор задают литую заготовку. В процессе локального обжатия между верхним 1 и нижним 2 валками на половине ширины с противоположных сторон заготовки, контактирующих с участками бочек 3 и 4, формируется рельеф в виде выступов и впадин. При этом на нижней и верхней поверхностях заготовки формируются впадины от выступов на валках. Впадины на поверхностях заготовки расположены под углом к ее продольной оси и направлены в противоположные стороны. Это придает устойчивость полосе против смещения ее вдоль оси валка при прокатке. На участках заготовки, контактирующих с геликоидальными выступами валков 1 и 2, достигается разрушение строчечности неметаллических включений и их интенсивное измельчение.
После завершения первого прохода заготовку поворачивают в плоскости прокатки на 180° и вновь задают в валки 1 и 2. В результате поворота заготовки на противоположных ее сторонах обеспечивается интенсивная проработка макроструктуры выступами на бочках, измельчение хрупких неметаллических включений, и разбиение строчечных неметаллических включений в разные стороны по ширине, а также перевод их на различные уровни по толщине, чтобы дефекты не находились в одной плоскости, что повышает пластические свойства прокатываемой полосы и исключает ее разрушение в валках и в процессе формовки листов при изготовлении изделий.
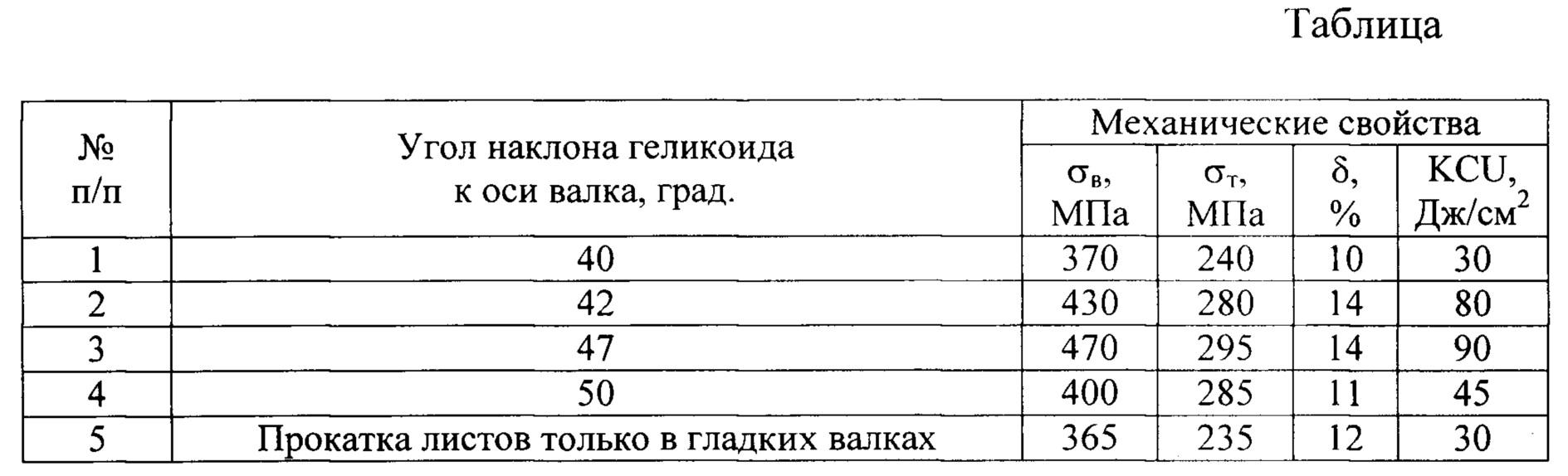
Вышедшую из валков рифленую заготовку снова подвергают прокатке в тех же валках 1 и 2, но на гладких участках 5 и 6 до полного исчезновения выступов на ее поверхности. Это способствует интенсивной проработке макроструктуры и, как следствие, повышению прочностных и пластических свойств. В таблице приведены варианты получения холоднокатаного листового проката и показатели их эффективности.
При прокатке высокопрочных и труднодеформируемых материалов применяют другой вариант комплекта валков (см. Фиг. 2). В этом случае плоскую заготовку задают по всей длине бочки валков 1 и 2. В результате рельефная поверхность наносится только на половине ширины полосы, что приводит к снижению усилия деформации. После кантовки на 180° осуществляют второй проход. В результате на обеих поверхностях происходит локальная деформация, после чего рифленую заготовку подвергают сглаживающей прокатке в валках с гладкой бочкой.
Технико-экономические преимущества предложенного комплекта валков состоят в том, что за счет многократного деформирования с неравномерной деформацией по ширине и толщине достигается измельчение изначально дендритной литой структуры заготовки и разрушение строчечных неметаллических включений, что улучшает комплекс механических свойств готового проката.
В качестве базового объекта выбран ближайший аналог (Патент РФ №2427434, МПК В21В 1/22, 2011 г.) Использование предложенного комплекта прокатных валков обеспечит повышение рентабельности производства полос из труднодеформируемых сплавов на 15-25%.
Способ прокатки сортовых профилей
Способ производства листовой низкоуглеродистой стали
Способ холодной прокатки стальных полос
Способ дрессировки стальных отожженных полос
Способ эксплуатации валков листопрокатного стана
Способ производства броневых листов
Способ производства круглого сортового проката из автоматной стали
Способ производства гетерогенной листовой стали
Способ производства тонкой горячекатаной листовой стали
Способ производства холоднокатаной листовой стали
Способ дрессировки стальных отожженных полос
Способ эксплуатации валков листопрокатного стана
Способ производства броневых листов
Способ производства круглого сортового проката из автоматной стали
Способ производства гетерогенной листовой стали
Способ производства тонкой горячекатаной листовой стали
Способ производства холоднокатаной листовой стали
Способ термической обработки деформируемых магнитотвердых сплавов на основе системы железо-хром-кобальт
Способ горячей прокатки стальных полос
Способ холодной прокатки стальных полос

