Результат интеллектуальной деятельности: Огнеупорное изделие и способ его получения
Вид РИД
Изобретение
Изобретение относится к огнеупорной промышленности, а именно к производству огнеупорных изделий и футеровок, устойчивых к воздействию расплавов металлов, шлаков, штейнов, цементного клинкера и т.д.
Известен способ получения огнеупорных изделий путем вакуумирования, пропитки их раствором сернокислого магния и полуторной окиси хрома с последующей термообработкой в окислительной среде при 1600-1650°С (Патент СССР, №507546).
Однако такие огнеупорные изделия обладают недостаточно высокой стойкостью в службе при контакте с расплавами металлов, шлаков штейнов и цементного клинкера, вследствие участия размещаемого в порах в процессе пропитки оксида магния, который модифицирует пропитывающий корродирующий компонент без повышения вязкости расплава в порах. А жидкоподвижность расплава корродирующего компонента, как известно, провоцирует ускорение процесса износа огнеупора. Кроме того, термообработка при 1600-1650°С требует дополнительных затрат энергии.
Известен способ получения огнеупорных изделий, включающий пропитку путем погружения в раствор сульфата магния, выдерживания в растворе с последующим проведением тепловой обработки (Патент КНР № CN 103172405).
Однако такие огнеупоры в условиях влажной воздушной среды достаточно быстро покрываются слоем высолов, который необходимо удалять вручную, изделия при хранении склеиваются между собой и их трудно отделить друг от друга. Наличие оксида магния в порах не препятствует глубокому проникновению корродирующего расплава по порам в структуру огнеупора.
Наиболее близким по технической сущности к заявляемому является огнеупорное изделие, поровое пространство которого как минимум на 70% (по объему) заполнено гидратом и сульфатом магния. Соединения магния заполняют поровое пространство в процессе пропитки насыщенным раствором соли - эпсомитом (сульфатом магния - MgSO4⋅7H2O) с последующей сушкой изделия при температуре около 250°F (121°С) (Патент США, № US 3489580).
Основным недостатком такого огнеупорного изделия является разложение при температуре выше 700°С находящегося в поровом пространстве сульфата магния MgSO4⋅7H2O с выделением газообразных SO2 и O2. SO2-содержащий газ воздействует на структуру различных фаз огнеупора, вызывая их эрозию и разрушение. Огнеупоры обладают недостаточно высокой стойкостью в службе при контакте с расплавами металлов, шлаков штейнов и цементного клинкера, вследствие участия размещаемого в порах в процессе пропитки оксида магния в модифицировании пропитывающего корродирующего компонента без повышения вязкости расплава в порах. Кроме того, в условиях пребывания изделий во влажной воздушной среде последние достаточно быстро впитывают влагу и покрываются слоем высолов, который необходимо удалять вручную. Изделия при хранении склеиваются между собой и их трудно отделить друг от друга.
Как известно, наиболее сильное разрушение огнеупоров происходит в результате их взаимодействия с расплавами металла и шлака. Компоненты шлакового расплава (Fe2O3, CaO, SiO2, Al2O3 и др.) проникают по порам огнеупора внутрь и образуют так называемую рабочую зону. Оксиды кремния и кальция мигрируют вглубь огнеупора и концентрируются на расстоянии 20-30 мм от горячей поверхности, образуя плотную переходную зону, насыщенную силикатами, корродирующими периклаз, шпинели, муллит.
Технический результат изобретения заключается в создании огнеупоров, обладающих высокой устойчивостью к пропитке и к корродирующему воздействию шлакового расплава, характеризуемых высокими термомеханическими свойствами при температуре эксплуатации.
Указанный технический результат достигается тем, что в огнеупорном изделии на основе периклаза, и/или глинозема, и/или хромита, и/или форстерита, и/или герцинита, и/или оксида циркония, и/или алюмосиликатов, характеризуемом наличием пор в структуре, заполненных оксидами металлов, согласно изобретению, поры на 40-70% от общей пористости заполнены оксидами алюминия, циркония, хрома по отдельности или их смесями.
Указанный технический результат достигается также тем, что по способу получения огнеупорного изделия на основе периклаза, и/или глинозема, и/или хромита, и/или форстерита, и/или герцинита, и/или оксида циркония, и/или алюмосиликатов, включающему заполнение пор в структуре оксидами металлов путем пропитки изделия водными растворами гидроксихлорида алюминия, гидроксихлорида циркония, гидроксинитрата алюминия, гидроксинитрата циркония, гидроксихромата алюминия, гидроксихромата натрия, гидроксихромата циркония и последующую термообработку изделий, согласно изобретению изделие пропитывают водными растворами указанных гидроксисолей алюминия, циркония, хрома по отдельности с концентрацией оксидов в пределах 31-50%, или смесями указанных гидроксисолей алюминия, циркония, хрома с концентрацией оксидов в пределах 15-50%, а термообработку осуществляют при температуре не ниже 250°С.
Гидроксисоли в заявляемом изобретении служат источниками оксидов алюминия, циркония и хрома в огнеупоре и применяются в виде водных растворов, например, гидроксихлорида алюминия, гидроксихлорида циркония, гидроксинитрата алюминия, гидроксинитрата циркония, гидроксихромата алюминия, гидроксихромата натрия, где они присутствуют в форме кристаллогидратов, и имеют концентрацию соответствующих оксидов в пределах 15-50 мас. %.
В процессе нагрева огнеупорного изделия, пропитанного водным раствором гидроксисоли с заявленной концентрацией оксида (в пределах 15-50%), происходит удаление несвязанной воды, затем полимеризация соли в несколько стадий, при дальнейшем повышении температуры выделяются высокодисперсные оксид алюминия, оксид циркония, оксид хрома.
Например, для гидроксихлорида алюминия процесс разложения до Al2O3 описывается следующим образом:
до 200°С теряется 2,5-3 молекул воды;
при 200-250°С теряется еще 3-3,5 молекул воды и одна молекула HCl и остается Al(ОН)3;
при 250-450°С происходит дегидратация с образованием Al2O3.
Термообработку пропитанных гидроксисолями металлов изделий необходимо проводить при температуре не ниже 250°С для полного удаления растворителя гидроксисоли - воды и выделения из гидроксисоли молекулярной воды (а также в случае применения гидроксихлорида алюминия - HCl молекулы). Дальнейшая тепловая обработка до температуры не ниже 450°С, обеспечивающая окончательную дегидратацию гидроксисоли с образованием оксидов металлов в порах, происходит при нагреве футеровки, выполненной из пропитанных изделий, перед началом ее эксплуатации.
При термообработке пропитанных гидроксисолями металлов изделий при температуре ниже 250°С не обеспечивается полное разложение гидроксисоли до гидроксида металла, вследствие чего при хранении изделий, особенно во влажной среде, велика вероятность образования на их поверхности высолов из-за обратимости процесса потери молекулярной влаги.
Высокодисперсные оксиды металлов, образующиеся в порах огнеупора в результате дегидратации, фактически присутствуют в наноформе и за счет развитой удельной поверхности и высокой активности вступают в химическое взаимодействие с оксидами в расплавах шлака, штейна, цементного клинкера, проникающих по порам в структуру огнеупора в процессе службы. Оксиды алюминия, циркония и хрома повышают вязкость расплава непосредственно в порах, тем самым ограничивая его дальнейшее продвижение в структуре огнеупора и препятствуя ее разрушению.
В результате экспериментов авторами установлена оптимальная концентрация растворов гидроксисолей металлов, при которой обеспечивается удовлетворительная пропитка огнеупорного изделия. При концентрации оксидов менее 15% раствор не достаточно вязкий и вытекает из структуры огнеупора, не задерживаясь в поровом пространстве. При концентрации оксидов более 50% вязкость раствора слишком высока, что снижает интенсивность и глубину проникновения.
Гидроксисоли с концентрацией оксидов в пределах 15-50% проникают по порам огнеупорного изделия, заполняя их. Пропитка изделия осуществляется без применения вакуума и с применением вакуума, причем вакуумирование изделия может осуществляться неоднократно. Доля заполненных пор в объеме огнеупора от общего количества пор составляет 40-70%. В результате многочисленных экспериментов установлено, что без применения вакуума доля заполненных оксидами пор составляет 40-50%, а с применением вакуума составляет 50-60%, а в случае неоднократного применения вакуума достигает 70%. При доле заполненных оксидами пор от общего количества пор менее 40% эффект повышения вязкости проникающего расплава минимален и не влияет на глубину его проникновения в структуру огнеупора. Доля заполненных пор 70% от общего количества пор является максимальной, так как остальная часть пор - непроницаемые для жидких сред даже при пропитке с применением вакуума.
Для целей заявляемого технического решения используются огнеупорные изделия различного химического состава с учетом особенностей их применения в конкретных высокотемпературных агрегатах.
Реализация настоящего изобретения поясняется на отдельных примерах, не ограничивающих другие варианты в пределах формулы изобретения.
Пример 1. Огнеупорное изделие периклазохромитового состава пропитывают гидроксихлоридом циркония с концентрацией ZrO2 31%. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее 31%-ный раствор гидроксихлорида циркония, нагретый до температуры 45°С. В вакуумной камере создают давление 10 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 2 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 8 часов.
Пример 2. Огнеупорное изделие периклазогерцинитового состава пропитывают гидроксинитратом алюминия с концентрацией Al2O3 35%. Предварительно изделие нагревают в газовой печи до температуры 115°С, затем нагретое изделие помещают в 35%-ный раствор гидроксинитрата алюминия, нагретый до температуры 50°С. Продолжительность выдержки в растворе - 1 час. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 12 часов. Пропитка и последующая термообработка огнеупорного изделия осуществлялась в три приема при тех же условиях.
Пример 3. Огнеупорное изделие периклазофорстеритового состава пропитывают гидроксихроматом циркония с концентрацией ZrO2 32%. Предварительно изделие нагревают в газовой печи до температуры 120°С, затем нагретое изделие помещают в 32%-ный раствор гидроксихромата циркония, нагретый до температуры 45°С. Продолжительность выдержки в растворе - 1,5 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 8 часов.
Пример 4. Огнеупорное изделие алюмохромоксидного состава пропитывают гидроксихроматом натрия с концентрацией Cr2O3 35%. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее 35%-ный раствор гидроксихромата натрия, нагретый до температуры 55°С. В вакуумной камере создают давление 12 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 3 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 8 часов. Пропитка и последующая термообработка огнеупорного изделия осуществлялась в два приема при тех же условиях.
Пример 5. Огнеупорное изделие периклазохромитового состава пропитывают гидроксихлоридом циркония с концентрацией ZrO2 50%. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее 50%-ный раствор гидроксихлорида циркония, нагретый до температуры 45°С. В вакуумной камере создают давление 12 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 4 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в электропечи в течение 8 часов.
Пример 6. Огнеупорное изделие периклазохромитового состава пропитывают смесью гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 10:90. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 45°С смесь растворов гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 10:90. В вакуумной камере создают давление 10 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 2 часа. После пропитки огнеупорное изделие подвергают термообработке при 400°С в газовой печи в течение 8 часов.
Пример 7. Огнеупорное изделие периклазохромитового состава пропитывают смесью гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 50:50. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 45°С смесь растворов гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 50:50. В вакуумной камере создают давление 10 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 2 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 8 часов.
Пример 8. Огнеупорное изделие периклазохромитового состава пропитывают смесью гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 90:10. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 45°С смесь растворов гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 90:10. В вакуумной камере создают давление 10 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 2 часа. После пропитки огнеупорное изделие подвергают термообработке при 400°С в газовой печи в течение 8 часов.
Пример 9. Огнеупорное изделие периклазохромитового состава пропитывают смесью гидроксихлорида циркония с концентрацией ZrO2 20% с гидроксинитратом алюминия с концентрацией Al2O3 30%, взятых в соотношении 40:60. Предварительно изделие нагревают в электропечи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 45°С смесь растворов гидроксихлорида циркония с концентрацией ZrO2 20% с гидроксинитратом алюминия с концентрацией Al2O3 30%, взятых в соотношении 40:60. В вакуумной камере создают давление 12 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 3 часа. После пропитки огнеупорное изделие подвергают термообработке при 420°С в газовой печи в течение 8 часов.
Пример 10. Огнеупорное изделие периклазохромитового состава пропитывают смесью гидроксихромата натрия с концентрацией Cr2O3 35% с гидроксихлоридом алюминия с концентрацией Al2O3 15%, взятых в соотношении 30:70. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 45°С смесь растворов гидроксихромата натрия с концентрацией Cr2O3 35% с гидроксихлоридом алюминия с концентрацией Al2O3 15%, взятых в соотношении 30:70. В вакуумной камере создают давление 10 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 2 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 8 часов.
Пример 11. Огнеупорное изделие периклазохромитового состава пропитывают смесью гидроксихромата натрия с концентрацией Cr2O3 35% с гидроксихлоридом алюминия с концентрацией Al2O3 28%, взятых в соотношении 80:20. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 45°С смесь растворов гидроксихромата натрия с концентрацией Cr2O3 35% с гидроксихлоридом алюминия с концентрацией Al2O3 28%, взятых в соотношении 80:20. В вакуумной камере создают давление 10 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 2 часа. После пропитки огнеупорное изделие подвергают термообработке при 350°С в газовой печи в течение 8 часов.
Пример 12. Огнеупорное изделие хромитопериклазового состава пропитывают смесью гидроксихлорида алюминия с концентрацией Al2O3 20% с гидроксихроматом натрия с концентрацией Cr2O3 35%, взятых в соотношении 60:40. Предварительно изделие нагревают в газовой печи до температуры 110°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 55°С смесь гидроксихлорида алюминия с концентрацией Al2O3 20% с гидроксихроматом натрия с концентрацией Cr2O3 35%, взятых в соотношении 60:40. В вакуумной камере создают давление 11 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 2 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 8 часов. Пропитка и последующая термообработка огнеупорного изделия осуществлялись в три приема при тех же условиях.
Пример 13. Огнеупорное изделие периклазового состава пропитывают смесью гидроксихлорида циркония с концентрацией ZrO2 20% с гидроксинитратом алюминия с концентрацией Al2O3 30% и гидроксихроматом натрия с концентрацией Cr2O3 20%, взятых в соотношении 20:60:20. Предварительно изделие нагревают в газовой печи до температуры 120°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 60°С смесь гидроксихлорида циркония с концентрацией ZrO2 20% с гидроксинитратом алюминия с концентрацией Al2O3 30% и гидроксихроматом натрия с концентрацией Cr2O3 20%, взятых в соотношении 20:60:20. В вакуумной камере создают давление 12 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 3,5 часа. После пропитки огнеупорное изделие подвергают термообработке при 350°С в газовой печи в течение 8 часов.
Пример 14. Огнеупорное изделие периклазогерцинитового состава пропитывают смесью гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 10:90. Предварительно изделие нагревают в газовой печи до температуры 115°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 50°С смесь гидроксихлорида циркония с концентрацией ZrO2 31% с гидроксихлоридом алюминия с концентрацией Al2O3 20%, взятых в соотношении 10:90. В вакуумной камере создают давление 11 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 4 часа. После пропитки огнеупорное изделие подвергают термообработке при 450°С в газовой печи в течение 12 часов.
Пример 15. Огнеупорное изделие периклазошпинельного состава пропитывают смесью гидроксинитрата циркония с концентрацией ZrO2 25% с гидроксинитратом алюминия с концентрацией Al2O3 35%, взятых в соотношении 50:50. Предварительно изделие нагревают в газовой печи до температуры 105°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 45°С смесь гидроксинитрата циркония с концентрацией ZrO2 25% с гидроксинитратом алюминия с концентрацией Al2O3 35%, взятых в соотношении 50:50. В вакуумной камере создают давление 10 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 3,5 часа. После пропитки огнеупорное изделие подвергают термообработке при 400°С в газовой печи в течение 6 часов. Пропитка и последующая термообработка огнеупорного изделия осуществлялись в два приема при тех же условиях.
Пример 16. Огнеупорное изделие периклазоцирконового состава пропитывают смесью гидроксинитрата циркония с концентрацией ZrO2 25% с гидроксинитратом алюминия с концентрацией Al2O3 35%, взятых в соотношении 50:50. Предварительно изделие нагревают в электропечи до температуры 105°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретый до температуры 20°С смесь гидроксинитрата циркония с концентрацией ZrO2 25% с гидроксинитратом алюминия с концентрацией Al2O3 35%, взятых в соотношении 50:50. В вакуумной камере создают давление 12 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 4 часа. После пропитки огнеупорное изделие подвергают термообработке при 200°С в электропечи в течение 10 часов.
Пример 17. Огнеупорное изделие алюмохромоксидного состава пропитывают смесью гидроксихромата натрия с концентрацией Cr2O3 35% с гидроксихлоридом алюминия с концентрацией Al2O3 28%, взятых в соотношении 80:20. Предварительно изделие нагревают в газовой печи до температуры 100°С, затем нагретое изделие помещают в вакуумную камеру. Из вакуумной камеры откачивают воздух до разрежения - 1 атм, затем подают в нее нагретую до температуры 55°С смесь гидроксихромата натрия с концентрацией Cr2O3 35% с гидроксихлоридом алюминия с концентрацией Al2O3 28%, взятых в соотношении 80:20. В вакуумной камере создают давление 12 атм, под действием которого пропитывающий раствор заполняет поры, продолжительность выдержки под давлением - 3 часа. После пропитки огнеупорное изделие подвергают термообработке при 250°С в газовой печи в течение 8 часов. Пропитка и последующая термообработка огнеупорного изделия осуществлялись в два приема при тех же условиях.
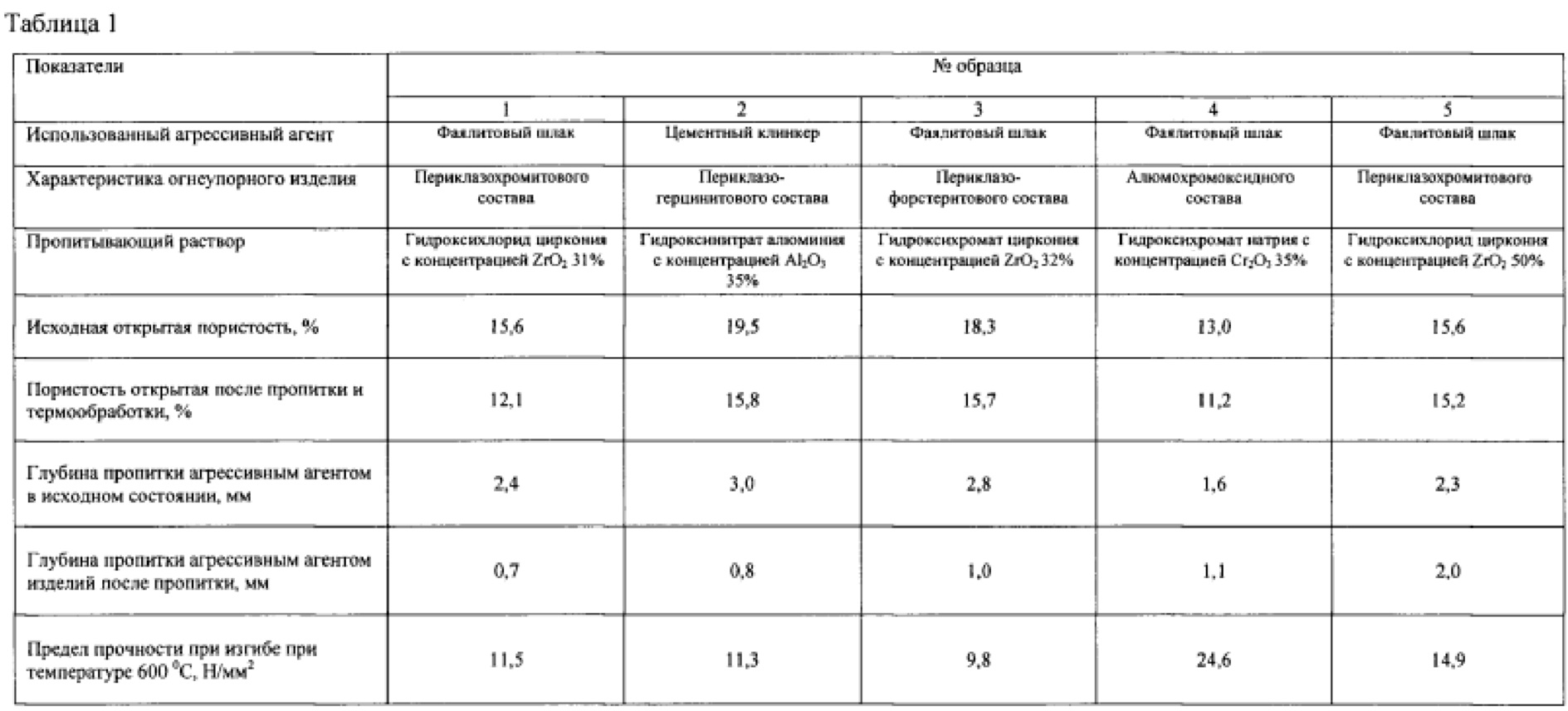
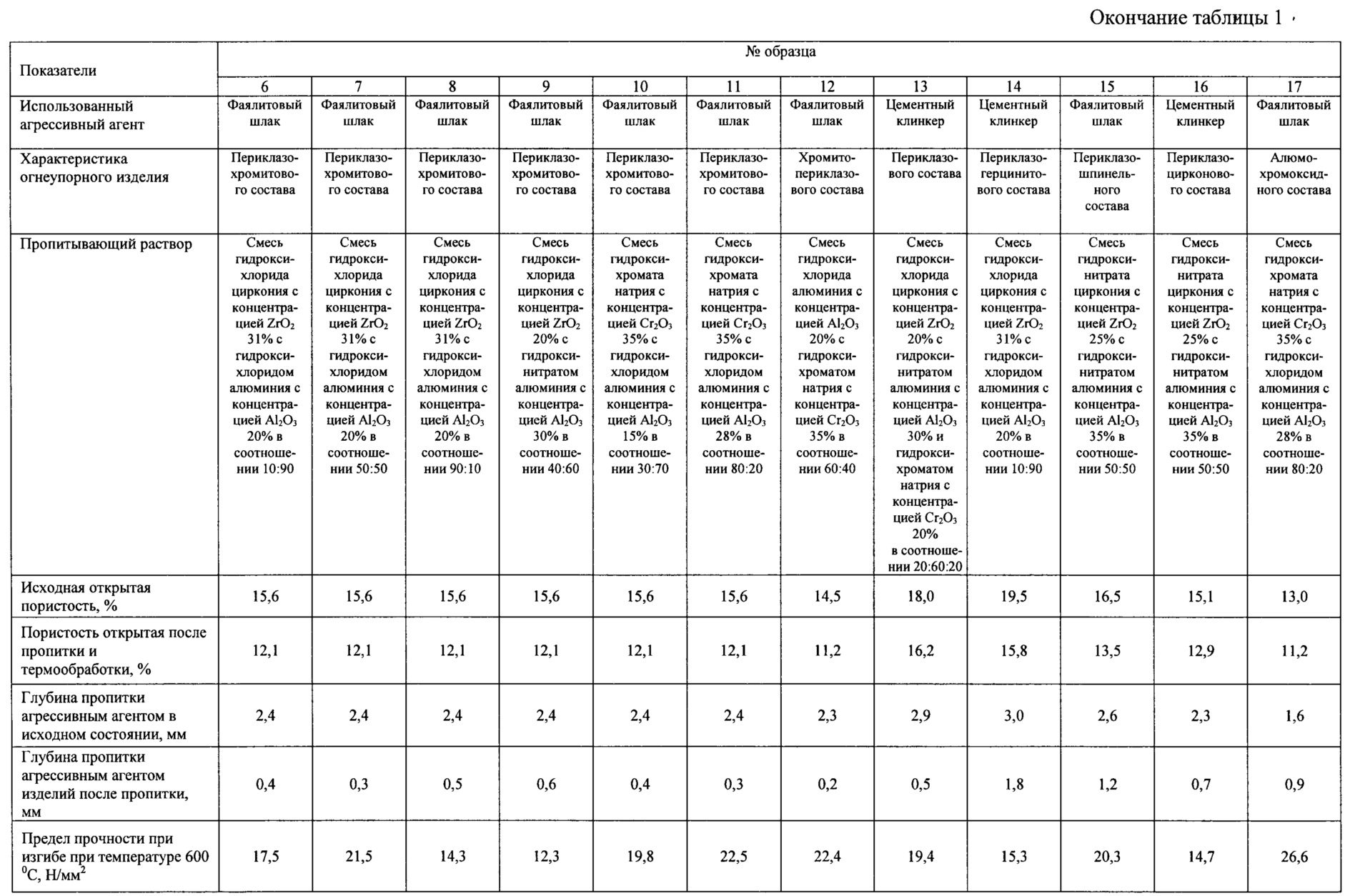
Для сравнения огнеупорные изделия периклазохромитового состава, аналогичного примеру 1, но без пропитки (примеры 18-19), подвергли одновременно с изделиями, использованными в примерах 1-17 в барабанной лабораторной печи, воздействию расплава фаялитового штейна (изделия №1, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 15, 17) и расплава цементного клинкера (изделия №2, 13, 14, 16). Определяли глубину пропитки агрессивным агентом изделий в исходном состоянии и пропитанных растворами гидроксисолей. Определяли открытую пористость изделий до и после пропитки растворами гидроксисолей, а также предел прочности при изгибе при 600°С. Технический результат оценивали по совокупности термомеханических показателей свойств и по глубине пропитки агрессивным агентом изделий в исходном состоянии и пропитанных растворами гидроксисолей.
Анализ микроструктуры изделий по примерам №2, 3 показал наличие оксидов в порах в объеме 40-50%, для примеров №1, 5, 6, 7, 8, 9, 10, 11, 13, 14, 16 - 50-60% объема пор заполняются оксидами металлов, для примеров 4, 12, 15, 17 - 60-70% объема пор заполняются оксидами металлов.
Результаты испытаний представлены в таблице 1.
Результаты испытаний подтверждают, что размещение в порах огнеупорного изделия оксидов алюминия, циркония, хрома позволяет повысить устойчивость к агрессивному воздействию расплавов шлака, штейна, цементного клинкера вследствие создания в порах барьера проникновению шлака за счет повышения вязкости шлака непосредственно в порах в процессе его взаимодействия с упомянутыми оксидами.
Заявляемое изобретение обеспечивает получение огнеупорных изделий с высокими термомеханическими свойствами при комнатной и высокой температурах, с высокой коррозионной устойчивостью к воздействию агрессивных расплавов металлов, шлаков, штейнов и цементного клинкера.
Способ получения магнезиального модификатора
Состав массы для углеродсодержащих огнеупоров и способ изготовления углеродсодержащих огнеупоров
Способ изготовления углеродсодержащих огнеупоров и состав массы для углеродсодержащих огнеупоров
Защитно-упрочняющее покрытие огнеупорных футеровок тепловых агрегатов
Металлоприемник
Способ производства стали в дуговой сталеплавильной печи
Огнеупорное изделие для футеровки высокотемпературных агрегатов
Способ обработки стали в промежуточном ковше
Способ трехмерной печати огнеупорных изделий
Шихта для изготовления огнеупора с форстеритовой связью
Способ получения магнезиального модификатора
Состав массы для углеродсодержащих огнеупоров и способ изготовления углеродсодержащих огнеупоров
Способ изготовления углеродсодержащих огнеупоров и состав массы для углеродсодержащих огнеупоров
Защитно-упрочняющее покрытие огнеупорных футеровок тепловых агрегатов
Металлоприемник
Способ производства стали в дуговой сталеплавильной печи
Огнеупорное изделие для футеровки высокотемпературных агрегатов
Способ обработки стали в промежуточном ковше
Способ трехмерной печати огнеупорных изделий
Шихта для изготовления огнеупора с форстеритовой связью

