Результат интеллектуальной деятельности: Способ сварки продольных швов труб
Вид РИД
Изобретение
Изобретение относится к способам, предназначенным для сварки труб большого диаметра, применяемых преимущественно для строительства магистральных нефтепроводов и газопроводов, а также водоканалов и тепловых сетей.
При организации и модернизации производства большое внимание уделяют функциональности, простоте и универсальности оборудования, с помощью которого осуществляют технологический процесс по изготовлению труб, при котором меняют угол наклона трубной заготовки на различных сварочных операциях, положение стыка ее кромок. Кроме того, большое значение уделяют качеству сварного шва.
Наиболее близким аналогом, выбранным в качестве прототипа, является способ сварки труб, в котором осуществляют стыковку кромок трубной заготовки, выполняют прихваточный шов дуговой сваркой, после чего накладывают основной рабочий шов с переплавлением прихваточного шва лазерной или лазерно-дуговой сваркой, далее выполняют внутренний и наружный облицовочные швы дуговой сваркой (патент RU 2511191 С1, B23K 9/16, B23K 9/02, B23K 25/00, B23K 33/00, опубликован 10.04.2014).
Однако при сварке основного рабочего шва существует вероятность образования дефектов сварного соединения, таких как несквозное проплавление кромок или частичное сквозное проплавление кромок с образованием застывших металлических капель с нижней стороны разделки кромок. Так же при сварке облицовочных швов возникает такая проблема, как образование дефекта в виде высокого усиления шва, высота свыше 2,5 мм, что является концентратором напряжений.
Таким образом, техническая проблема заключается в создании способа сварки труб, осуществление которого способствует повышению качества сварного шва, а также производительности процесса изготовления трубы.
Техническая проблема решается тем, что в способе для сварки продольных швов труб после осуществления стыковки кромок трубной заготовки выполняют прихваточный шов дуговой сваркой, после чего накладывают основной рабочий шов с переплавлением прихваточного шва лазерной или лазерно-дуговой сваркой, далее выполняют внутренний и наружный облицовочные швы дуговой сваркой, согласно изобретению перед выполнением основного рабочего шва осуществляют подъем трубной заготовки до фиксированного положения посредством приводного механизма, связанного с блоком управления, на вход которого вводят значение угла наклона трубной заготовки, далее при помощи приводных опорных роликов, выполненных с возможностью размещения и поворота трубной заготовки на 360°, устанавливают стык кромок трубной заготовки в положение 12 часов, после чего выполняют основной рабочий шов на подъем, далее опускают трубную заготовку на угол, значение которого вводят на вход блока управления, и выполняют либо наружный облицовочный шов на спуск, не меняя положения стыка кромок трубной заготовки, либо внутренний облицовочный шов на спуск, предварительно установив стык кромок трубной заготовки с помощью приводных опорных роликов в положение 6 часов.
Осуществление подъема трубной заготовки перед выполнением основного рабочего шва до фиксированного положения посредством приводного механизма, связанного с блоком управления, на вход которого вводят значение угла наклона трубной заготовки, и выполнение основного рабочего шва на подъем позволяет снизить вероятность образования дефектов, таких как поры, которые возникают при стандартной технологии лазерной и лазерно-гибридной сварки в горизонтальном положении, когда происходит схлопывание парогазового канала из-за большого количества расплавленного металла в ванне, образованного введением большой концентрации энергии в виде лазерного луча и присадочного металла от дуговой горелки. Расплавленный металл в сварочной ванне подвергается моментальному застыванию за счет быстрого отвода тепла в основной металл. В случае, если трубная заготовка наклонена, то происходит течение металла из зоны сварки, при этом парогазовый канал становится шире, снижается риск образования дефектов. При этом повышается качество сварного шва.
Осуществление положения трубной заготовки на определенный угол, значение которого вводят и оно попадает в блок управления для выполнения, либо наружного облицовочного шва, либо внутреннего облицовочного шва на спуск. Это позволяет снизить величину усиления шва, которое может играть роль концентратора напряжений, тем самым повышая качество сварного шва.
Установка стыка кромок трубной заготовки в положение «на 12 часов» или «на 6 часов» при помощи приводных опорных роликов, выполненных с возможностью размещения и поворота трубной заготовки на 360°, позволяет повысить производительность процесса изготовления трубы за счет возможности проведения комплекса сварочных операций на одном устройстве.
Сущность изобретения поясняется чертежами:
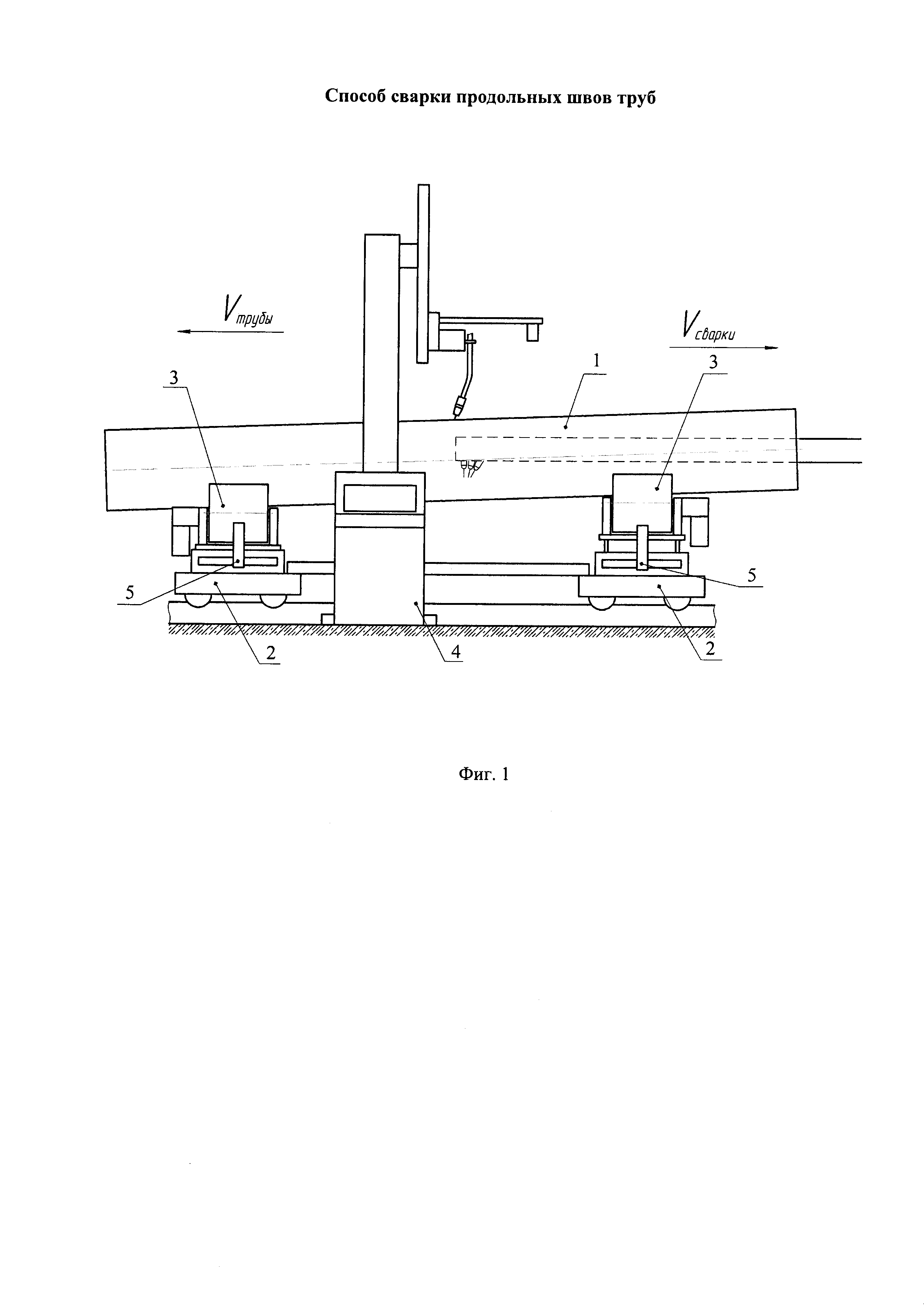
- на фиг. 1 показано устройство для осуществления способа сварки труб (общий вид, операция лазерной сварки корневого шва);
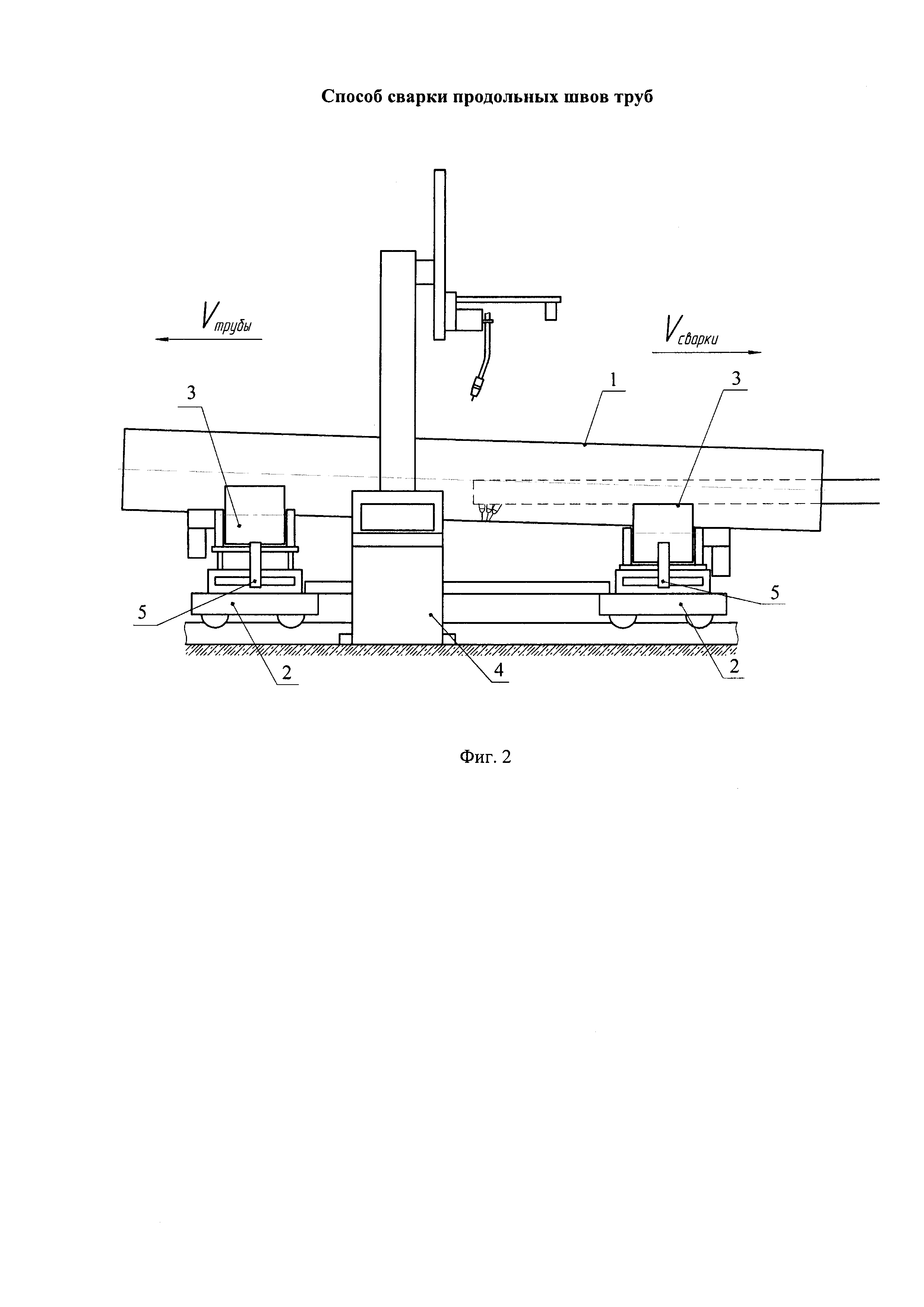
- на фиг. 2 показано устройство осуществления способа сварки труб (общий вид, операция внутренней сварки облицовочного шва).
В конкретном примере осуществления изобретения способ сварки труб осуществляют с помощью устройства, изображенного на фиг. 1 и 2. Для чего размещают трубную заготовку 1 на сварочных тележках 2, на которых смонтированы приводные опорные ролики 3, выполненные с возможностью размещения и поворота трубной заготовки 1 на 360°. Далее на вход блока управления 4 вводят значение угла наклона трубной заготовки. Посредством приводного механизма 5, размещенного на сварных тележках 2 и связанного с блоком управления 4, осуществляют подъем трубной заготовки до фиксированного положения. При этом в конкретном примере осуществления изобретения оптимальным углом наклона трубной заготовки 1 является +2°. После чего подают сигнал с блока управления 4 на привод опорных роликов 3 и устанавливают стык кромок трубной заготовки 1 в положение на 12 часов. Затем выполняют сварку основного рабочего шва с переправлением прихваточного шва лазерной или лазерно-дуговой сваркой на подъем (фиг. 1).
Далее опускают трубную заготовку 1 на угол, значение которого передают на блок управления 4, и выполняют внутренний облицовочный шов на спуск дуговой сваркой в среде защитных газов или под слоем флюса. При этом в конкретном примере осуществления полезной модели для сварки внутреннего шва трубной заготовки 1 оптимальным углом наклона является -1°. При этом положение стыка кромок трубной заготовки 1 меняют с помощью приводных опорных роликов 3 в положение на 6 часов (фиг. 2).
Таким образом, использование настоящего изобретения способствует повышению качества сварного шва, а также производительности процесса изготовления трубы.
Способ сварки продольных швов труб, включающий стыковку кромок трубной заготовки, выполнение прихваточного шва дуговой сваркой, затем основного рабочего шва с переплавлением прихваточного шва посредством лазерной или лазерно-дуговой сварки и выполнение внутреннего и наружного облицовочных швов дуговой сваркой, отличающийся тем, что перед выполнением основного рабочего шва осуществляют подъем трубной заготовки до фиксированного положения посредством приводного механизма, связанного с блоком управления, в который вводят значение угла наклона трубной заготовки, после чего при помощи приводных опорных роликов, выполненных с возможностью размещения и поворота трубной заготовки на 360°, устанавливают стык кромок трубной заготовки в положение на 12 часов и выполняют основной рабочий шов на подъем, затем опускают трубную заготовку, а значение угла наклона трубной заготовки вводят в блок управления и выполняют внутренний облицовочный шов на спуск, предварительно установив стык кромок трубной заготовки с помощью приводных опорных роликов в положение на 6 часов, а затем - наружный облицовочный шов на спуск, не меняя положения стыка кромок трубной заготовки.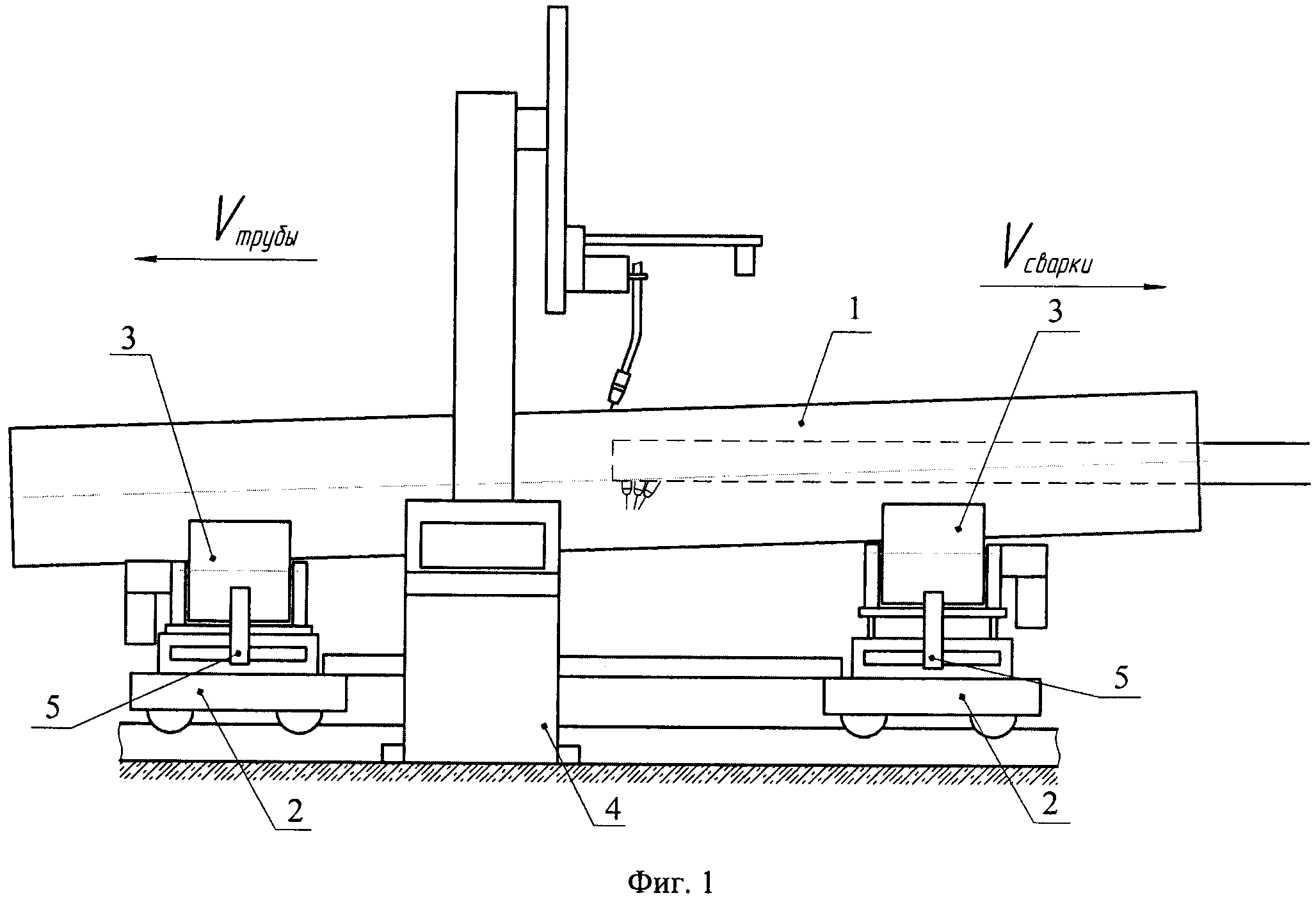
Способ лазерной очистки поверхности
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки
Способ гибридной лазерно-дуговой сварки толстостенных труб большого диаметра из высокопрочных марок стали
Способ гибридной лазерно-дуговой сварки стальных толстостенных конструкций
Роботизированный комплекс для ремонта дефектов сварных швов труб, изготовленных с использованием технологии лазерной сварки
Способ гибридной лазерно-дуговой сварки стальных труб с наружным плакирующим слоем
Способ защиты стекла лазерной оптической головки от брызг в начале сварки
Агломерированный флюс для сварки и наплавки лентой нержавеющих сталей
Способ гибридной лазерно-дуговой сварки с напылением стальных плакированных труб
Способ лазерной очистки поверхности
Способ устранения дефекта сварного шва трубной сформованной заготовки, выполненного с использованием лазера
Способ лазерно-дуговой сварки плавящимся электродом в среде защитного газа стыкового соединения сформованной трубной заготовки
Способ гибридной лазерно-дуговой сварки толстостенных труб большого диаметра из высокопрочных марок стали
Способ гибридной лазерно-дуговой сварки стальных толстостенных конструкций
Роботизированный комплекс для ремонта дефектов сварных швов труб, изготовленных с использованием технологии лазерной сварки
Способ гибридной лазерно-дуговой сварки стальных труб с наружным плакирующим слоем
Способ защиты стекла лазерной оптической головки от брызг в начале сварки
Способ гибридной лазерно-дуговой сварки с напылением стальных плакированных труб
Комплекс роботизированный для ремонта дефектов продольных швов труб, изготовленных с применением технологии лазерной сварки

