Результат интеллектуальной деятельности: ПОРТАТИВНОЕ УСТРОЙСТВО ДЛЯ ПРИКРЕПЛЕНИЯ РАЗЪЕМА К ОПТИЧЕСКОМУ ВОЛОКНУ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к обработке оптических волокон и, более конкретно, к портативному устройству для прикрепления разъема к оптическому волокну, и к средству для автоматической обработки оптического волокна, а также к отдельным устройствам и способам для обработки оптических волокон.
Уровень техники
Устройства обработки оптических волокон могут использоваться на уровне земли, но также и в трудных условиях, например, на лестницах, телеграфных столбах, на крышах.
Когда выполняют обработку оптического волокна, используя, например, зачистку концов, очистку, скалывание, необходимо использовать различные устройства, соответствующие выбранному этапу обработки. В результате, при применении одного из упомянутых процессов, устройство для зачистки концов, устройство для очистки и устройство для скалывания должны храниться отдельно, и их требуется переносить часто в труднодоступное окружение. Например, при проведении работы на лестнице, рабочий выполняет требуемую обработку, используя соответствующее устройство и, после этого, он или она должен вытащить другое устройство после помещения предыдущего устройства в его исходное положение. Таким образом, рабочий должен работать с весом нескольких устройств, в качестве нагрузки. Кроме того, для каждой операции обработки, рабочий должен быть обучен в данной области техники для правильной обработки деликатного оптического волокна.
Кроме того, обычные устройства для обрезки оптического волокна не имеют конкретной интегрированной конструкции для сбора отходов, которые могут образовываться в результате обработки оптического волокна, таких как отрезной буферный материал, покрытие, меньшие и более крупные стеклянные части (в зависимости от положения скалывания стекла). Поэтому, остатки оптических волокон непосредственно выбрасывают на месте строительства, в результате чего, происходит загрязнение окружающей среды.
В документе WO 2006/112675 раскрыто портативное устройство для обработки оптического волокна с использованием нескольких модулей обработки, таких как модуль для зачистки концов, модуль нарезки оптического волокна, сварочный модуль для сварки участков соединения двух оптических волокон. Зачистка концов, нарезка, очистка и сварка все могут быть выполнены с использованием одного устройства.
Все еще существует потребность в удобном и простом при использовании портативном устройстве для обработки оптического волокна.
Раскрытие изобретения
Задача настоящего изобретения состоит в том, чтобы обеспечить способ и портативное устройство для автономного присоединения разъема к оптическому волокну, а также в индивидуальных устройствах обработки и способах для оптических волокон.
Эта задача достигается с помощью способов и средств, в соответствии с независимыми пунктами настоящего изобретения. Зависимые пункты относятся к предпочтительным вариантам осуществления.
В изобретении предусмотрено, в одном варианте осуществления, портативное устройство для прикрепления разъема к оптическому волокну, оптическое волокно, имеющее конец, устройство, содержащее средство для приема оптического волокна на конце оптического волокна; и установку для автономного прикрепления разъема к оптическому волокну.
Другой вариант осуществления настоящего изобретения направлен на способ прикрепления разъема на оптическом волокне с использованием портативного инструмента, причем способ содержит этап, на котором принимают оптическое волокно в портативном инструменте на конце оптического волокна; соединяют установку портативного инструмента с концом оптического волокна для прикрепления разъема к оптическому волокну; и автономно прикрепляют разъем к оптическому волокну в установке.
Важное преимущество устройства, в соответствии с изобретением, состоит в том, что его может использовать не имеющий навыка оператор, тогда как операции с оптическим волокном обычно требуют хорошего навыка. Другое преимущество состоит в том, что устройство является удобным и очень простым при использовании.
В некоторых вариантах осуществления устройства в соответствии с изобретением разъем закрепляют на оптическом волокне.
В некоторых вариантах осуществления изобретения выполняют один или несколько этапов приготовления для подготовки оптического волокна для прикрепления разъема.
В вариантах осуществления изобретения оптическое волокно подготавливают для прикрепления разъема и затем закрепляют разъем.
Преимущество изобретения состоит в высокой степени автоматизации устройства.
Настоящее раскрытие включает в себя различные аспекты, которые могут быть интегрированы в одном инструменте или могут представлять собой отдельные устройства, относящиеся к оптоволоконным разъемам, системам обработки оптоволоконного разъема и к способам обработки оптоволоконного разъема. Следует понимать, что такие аспекты идеально подходят для применения в портативном устройстве для предварительной обработки и прикрепления оптоволоконного разъема с оптическим волокном. Однако также следует понимать, что различные разъемы, системы и способы, раскрытые здесь, могут дополнительно использоваться отдельно или в различных комбинациях за пределами их применения в таких портативных устройствах. Таким образом, разъемы, системы и способы, раскрытые здесь, имеют широкое применение для любого типа операции с оптическим волокном и операции по обработке разъема и, конечно, не ограничены использованием с портативным устройством установки разъема.
Настоящее раскрытие также относится к устройству, включающему в себя корпус, определяющий отверстие для вставки волокна, для установки в него оптического волокна. Устройство может включать в себя механизм в корпусе, предназначенный для прикрепления корпуса разъема на оптическом волокне, когда оптическое волокно вставляют в отверстие для вставки оптического волокна. В определенных вариантах осуществления устройство также может включать в себя одну или больше установок в корпусе для предварительной обработки оптического волокна перед прикреплением корпуса разъема на оптическом волокне. В одном примере установка включает в себя установку дуговой обработки. Установка по другому примеру включает в себя установку для зачистки концов. Установка в дополнительном примере включает в себя установку для скалывания. Установка в другом примере включает в себя тестирующую установку. Установка в дополнительном примере включает в себя корпус разъема, содержащий и нагревающий установку. В определенных вариантах осуществления картридж разъема, содержащий множество корпусов разъема, может быть установлен в корпусе. В некоторых вариантах осуществления картридж разъема может выполнять функцию карусели для последовательного размещения корпусов разъема в месте подачи, где корпуса разъемов индивидуально загружают из картриджа разъема в корпус разъема и нагревательную установку. В определенных вариантах осуществления, по меньшей мере, некоторые из установок размещены в каретке, которая выполнена с возможностью передвижения назад и вперед (то есть каретка выполняет возвратно-поступательные движения) в определенной ориентации вдоль оси вставки оптического волокна. В некоторых вариантах осуществления зажим волокна установлен в каретке и выполнен с возможностью передвижения вдоль оси вставки оптического волокна. В некоторых вариантах осуществления зажим используется для вытягивания до заданной длины оптического волокна в корпус вдоль оси вставки. В некоторых вариантах осуществления первый зажим предусмотрен на каретке, второй зажим для волокна прикреплен вдоль оси относительно корпуса, и третий зажим для волокна расположен между первым и вторым зажимами для волокна. В определенных вариантах осуществления каретка может поворачиваться вокруг оси поворота параллельно оси вставки волокна. В некоторых вариантах осуществления каретка включает в себя поворотную головку, которая может быть проградуирована вокруг оси поворота, которая, в общем, расположена поперечно относительно оси вставки волокна. В некоторых вариантах осуществления установка дуговой обработки, установка тестирования и держатель разъема и нагревательная установка могут быть установлены на поворотной головке, и поворотная головка функционирует, как карусель, для размещения установок в положение совмещения с осью вставки волокна. В любом из представленных выше вариантов осуществления система сбора отходов может быть предусмотрена в корпусе, для сбора обрезков, таких как снятые кусочки покрытия и обрезки после скалывания. Любое из представленных выше свойств может быть предоставлено индивидуально или в любой комбинации друг с другом.
Настоящее раскрытие также относится к устройству, включающему в себя корпус, определяющий отверстие для вставки волокна, предназначенное для приема в него оптического волокна. Устройство может включать в себя механизм в корпусе для очистки конца оптического волокна и для дуговой обработки несрощенного конца оптического волокна.
В одном варианте осуществления, в соответствии с изобретением, оптическое волокно принимают с помощью устройства, выполняют все требуемые операции для подготовки волокна, и затем оптическое волокно закрепляют; и весь этот процесс является полностью автоматическим, то есть оптическое волокно вводят в устройство, и на выходе устройства находится оптическое волокно с прикрепленным разъемом, и все это без каких-либо действий, выполняемых, например, оператором вручную. Этот процесс может занять приблизительно 40 секунд.
В другом варианте осуществления, в соответствии с изобретением, операции в разных установках устройства выполняются автономно, но между операциями выполняются действия, выполняемые, например, оператором. Оператор может, например, нажимать на кнопку для начала следующей операции, например, после проверки состояния предыдущей операции на дисплее. Таким образом, операции все еще выполняются автономно, но весь процесс не является полностью автоматическим.
В еще одном, другом варианте осуществления изобретения, не все подготовительные этапы выполняются в устройстве, но один или несколько из этапов предварительной обработки и/или последующей обработки выполняют за пределами устройства. Один пример такого этапа предварительной обработки представляет собой удаление внешнего армированного покрытия (такого как, например, покрытие из материала кевлар) с оптического волокна. Пример этапа последующей обработки, не выполняемого в устройстве, представляет собой прикрепление защитного колпачка на разъеме: оператор может надеть защитный колпачок со скольжением на оптическое волокно, перед подготовкой оптического волокна, и разъем может быть прикреплен с помощью инструмента, и после этого оператор закрепляет защитный колпачок на разъеме. В другом варианте осуществления защитный колпачок может быть прикреплен автоматически с помощью устройства.
Другое преимущество устройства, в соответствии с изобретением, представляет его высокая надежность: оптическое волокно подготавливают, и разъем закрепляется с очень высокой степенью надежности, и это в комбинации с очень высокой степенью автоматизации.
Еще одно, другое преимущество некоторых вариантов осуществления устройства, в соответствии с изобретением, состоит в том, что могут быть обработаны оптические волокна, имеющие разные диаметры.
Преимущество некоторых вариантов осуществления устройства, в соответствии с изобретением, состоит в том, что могут быть обработаны различные типы оптических волокон, включая в себя плотные и полуплотные типы.
Другое преимущество состоит в том, что некоторые варианты осуществления устройства, в соответствии с изобретением, требуют всего лишь, 30 см свободной длины оптического волокна для подготовки волокна и прикрепления к разъему. Для известного механического соединения предшествующего уровня техники требовалось от 1,5 до 2 м волокна.
Устройство, в соответствии с настоящим изобретением, является портативным. Предпочтительно, чтобы устройство можно было удерживать в руке. В некоторых вариантах осуществления, в соответствии с изобретением, устройство может быть установлено на треноге. В некоторых вариантах осуществления устройство может быть помещено на столе. В некоторых вариантах осуществления его можно поместить в жесткую коробку, например, для защиты устройства при использовании транспорта. В одном варианте осуществления устройство, в соответствии с изобретением, имеет приблизительно цилиндрическую форму с диаметром приблизительно 8 см и длиной приблизительно 30 см.
Разные этапы обработки могут быть выполнены в устройстве, в соответствии с изобретением, для подготовки оптического волокна для соединения с разъемом и для прикрепления разъема. Этапы обработки, которые будут подробно описаны ниже, могут включать в себя:
- зачистку концов,
- очистку,
- испытание на растяжение,
- скалывание,
- тепловую обработку, такую как дуговая обработка,
- инспекцию,
- установку разъема и прикрепление разъема.
Не все из этих этапов обработки обязательно должны быть включены. Порядок, в котором выполняются этапы, может изменяться. Другие этапы могут быть включены. Разъем может содержать несколько частей (например, "механизм", или внутреннюю часть, и "внешний корпус"), которые могут быть установлены на разных подэтапах.
В настоящем изобретении предусмотрен способ, например, тепловой обработки такой, как дуговая обработка, для механического соединения оптических волокон, в котором оптические волокна имеют высокую устойчивость к соединению, то есть высокую устойчивость к большому количеству операций соединения и разъединения, которые также называются "стыковкой" и "расстыковкой" в данном документе. Другое преимущество вариантов осуществления настоящего изобретения состоит в обеспечении оптических разъемов, которые имеют высокую устойчивость к стыковке. Оптические разъемы могут представлять собой беззажимные разъемы. Было определено, что устойчивость к стыковке механически сколотых оптических волокон заметно улучшается при выполнении для оголенных концов оптических волокон, то есть оболочки и сердечника оптических волокон, с которых было снято покрытие, определенной тепловой обработки. В соответствии с вариантами осуществления настоящего изобретения конкретная тепловая обработка может представлять собой специфичную дуговую обработку. В соответствии с вариантами осуществления настоящего изобретения, оптические волокна, которые были механически сколоты и впоследствии были обработаны под действием тепла, в соответствии с изобретением, могут быть соединены и разъединены большое количество раз, например, вплоть до пятидесяти раз и больше. Это позволяет использовать новый беззажимный разъем, который очень хорошо подходит для использования в сегменте FTTx (таком как FTTH, “волокно в дом”). В этом сегменте преимуществом является очень простая установка в условиях на месте установки.
Беззажимное соединение известно. Однако, более ранние попытки внедрения беззажимных соединителей при, так называемой, наружной установке (то есть на объектах сети за пределами центрального офиса) не были успешными.
Успешное развитие беззажимного разъема с малыми потерями с простой установкой, в соответствии с вариантами осуществления настоящего изобретения, обеспечивает существенное преимущество.
Одно из основных преимуществ, обеспечиваемых вариантами осуществления настоящего изобретения, представляет собой разъем, обладающий износостойкостью при последовательности стыковок и расстыковок. В вариантах осуществления, в соответствии с изобретением, соединение имеет низкие вносимые потери и высокие потери возврата после вплоть до пятидесяти циклов стыковки-расстыковки.
Изобретение предусматривает в варианте осуществления оптоволоконный разъем для механического соединения с другим оптоволоконным разъемом, оптоволоконный разъем, содержащий в оптическом волокне, имеющем оголенный конец, оголенный конец, имеющий торцевую грань и содержащий сердечник и оболочку, окружающую сердечник, в котором оболочка имеет радиус кривизны на торцевой грани в диапазоне от 0,4 до 4 мм. Радиус кривизны упомянутой оболочки может быть получен путем тепловой обработки упомянутой торцевой грани. Сердечник может иметь радиус кривизны на упомянутой торцевой грани в диапазоне от 0,14 до 4 мм. Радиус кривизны сердечника может быть меньшим, чем радиус кривизны оболочки.
В варианте осуществления изобретения предусмотрен оптоволоконный разъем, в котором сердечник выступает из оболочки с высотой проникновения в диапазоне от 10 до 200 нм, предпочтительно, в диапазоне от 10 до 150 нм, более предпочтительно, в диапазоне от 30 до 60 нм. Выдвижение сердечника из оболочки может быть получено путем тепловой обработки упомянутой торцевой грани.
В одном варианте осуществления оптоволоконного разъема, в соответствии с изобретением, упомянутое оптическое волокно имеет ось, и упомянутая торцевая грань составляет угол относительно плоскости, перпендикулярной упомянутой оси, в которой упомянутый угол находится в диапазоне от 5° до 50°, предпочтительно в диапазоне от 5° до 15°.
Изобретение дополнительно обеспечивает в варианте осуществления изобретения комбинацию оптоволоконного разъема, содержащего первый оптоволоконный разъем, в соответствии с изобретением, второй оптоволоконный разъем, в соответствии с изобретением, и адаптер для соединения упомянутого первого и упомянутого второго оптоволоконных разъемов.
В другом варианте осуществления изобретения предусмотрена комбинация оптоволоконного разъема, содержащая первый оптоволоконный разъем, в соответствии с изобретением, и второй оптоволоконный разъем, в соответствии с изобретением, в котором упомянутый первый оптоволоконный разъем представляет собой охватываемый разъем и упомянутый второй оптоволоконный разъем представляет собой охватывающий разъем.
В варианте осуществления настоящего изобретения предусмотрен оптоволоконный разъем, предназначенный для механического соединения с другим оптоволоконным разъемом, упомянутый оптоволоконным разъем, содержащий оптическое волокно, имеющее оголенный конец, упомянутый оголенный конец, имеющий торцевую грань и содержащий сердечник и оболочку, окружающую этот сердечник, в котором упомянутый сердечник имеет радиус кривизны на упомянутой торцевой грани в диапазоне от 0,14 до 4 мм. Упомянутый радиус кривизны упомянутого сердечника может быть получен путем тепловой обработки упомянутой торцевой грани. Упомянутая оболочка может иметь радиус кривизны на упомянутой торцевой грани в диапазоне от 0,4 до 4 мм. Упомянутый радиус кривизны упомянутого сердечника может быть меньшим, чем упомянутый радиус кривизны упомянутой оболочки.
Изобретение обеспечивает в варианте осуществления оптоволоконный разъем, в котором упомянутая оболочка имеет радиус кривизны на упомянутой торцевой грани в диапазоне от 0,4 до 4 мм. Сердечник может иметь радиус кривизны на упомянутой торцевой грани в диапазоне от 0,14 до 4 мм. Радиус кривизны упомянутого сердечника может быть меньшим, чем радиус кривизны упомянутой оболочки.
В одном варианте осуществления в настоящем изобретении предусмотрен способ механического соединения первого и второго оптоволоконных разъемов, первый оптоволоконный разъем, содержащий первое оптическое волокно, имеющее первый оголенный конец и содержащее сердечник и оболочку, окружающую сердечник, способ, содержащий этапы механического скалывания упомянутого первого оголенного конца, при котором получают, таким образом, первую торцевую грань упомянутого первого оголенного конца; и тепловой обработки упомянутой первой торцевой грани. В одном варианте осуществления способ дополнительно содержит тепловую обработку упомянутой первой торцевой грани таким образом, что упомянутая оболочка имеет радиус кривизны на упомянутой первой торцевой грани в диапазоне от 0,14 до 4 мм после упомянутой тепловой обработки. Упомянутый второй оптоволоконный разъем может представлять собой оптоволоконный разъем с зажимами, способ, дополнительно содержащий: соединяют упомянутый первый оптоволоконный разъем с упомянутым вторым оптоволоконным разъемом через преобразователь. Упомянутый второй оптоволоконный разъем может содержать второе оптическое волокно, имеющее второй оголенный конец, способ, дополнительно содержащий этапы механического скалывания упомянутого второго оголенного конца, при котором получают, таким образом, вторую торцевую грань упомянутого второго оголенного конца; и тепловую обработку упомянутой второй торцевой грани. Способ может дополнительно содержать тепловую обработку упомянутой второй торцевой грани таким образом, что упомянутая оболочка имеет радиус кривизны на упомянутой второй торцевой грани в диапазоне от 0,14 до 4 мм после упомянутой тепловой обработки. Способ может дополнительно содержать: соединяют упомянутый первый оптоволоконный разъем с упомянутым вторым оптоволоконным разъемом и впоследствии разъединяют упомянутый первый оптоволоконный разъем от упомянутого второго оптоволоконного разъема, в котором упомянутое соединение и последующее разъединение выполняют множество раз, например, по меньшей мере, десять раз, или, по меньшей мере, пятьдесят раз.
В одном варианте осуществления в изобретении предусмотрен способ, содержащий этап, на котором соединяют упомянутый первый оптоволоконный разъем с упомянутым вторым оптоволоконным разъемом через адаптер. Упомянутый адаптер может содержать материал согласования показателя преломления, способ, дополнительно содержащий: соединяют упомянутый первый оптоволоконный разъем с упомянутым вторым оптоволоконным разъемом через упомянутый материал согласования показателя преломления.
Затем в изобретении предусмотрен вариант осуществления способа, в котором упомянутый первый оптоволоконный разъем представляет собой охватываемый разъем и упомянутый второй оптоволоконный разъем представляет собой охватывающий разъем.
В одном варианте осуществления изобретения предусмотрен способ, содержащий этап, на котором применяют упомянутую электрическую дуговую обработку в течение периода времени, в диапазоне от 120 мс до 280 мс, предпочтительно, в течение периода времени в диапазоне от 150 мс до 250 мс. Упомянутая электрическая дуговая обработка может применяться, используя катод и анод, имеющие расстояние разделения, и в котором упомянутое расстояние разделения находится в диапазоне от 1,5 до 4 мм.
В изобретении предусмотрен вариант осуществления способа, в котором упомянутое механическое скалывание представляет собой скалывание под углом. Упомянутое скалывание под углом может представлять собой скалывание под углом в диапазоне от 5° до 50°, предпочтительно в диапазоне от 5° до 15°.
Изобретение направлено на один вариант осуществления способа для механического соединения первого и второго оптоволоконных разъемов, первый оптоволоконный разъем, содержащий оптическое волокно, имеющее оголенный конец, способ, содержащий этапы механического скалывания оголенного конца, при котором получают, таким образом, торцевую грань оголенного конца, и тепловой обработки торцевой грани.
В вариантах осуществления, раскрытых выше, тепловая обработка может представлять собой обработку электрической дугой.
Изобретение дополнительно предусматривает в варианте осуществления оптоволоконного разъема, содержащего оптическое волокно, имеющее оголенный конец, оголенный конец, имеющий торцевую грань, торцевую грань, имеющую закругленную кромку. Потери на вставку при соединении двух упомянутых оптоволоконных разъемов при этом меньше чем 0,25 дБ. Данный вариант осуществления оптоволоконного разъема получают с помощью варианта осуществления способа, в соответствии с изобретением.
Варианты осуществления изобретения могут иметь одно или несколько из следующих преимуществ, как описано более подробно ниже. Разъем является относительно недорогим. Соединение имеет малые вносимые потери и высокие потери возврата. Большое количество соединений и разъединений возможно без существенного ухудшения качества оптического соединения. Мощность, требуемая для тепловой обработки торцевой грани, является относительно малой, поэтому такой способ можно использовать, как один из этапов обработки конца волокна в портативном, даже в удерживаемом в руке инструменте, для подготовки конца оптического волокна для прикрепления разъема, возможно, включая в себя прикрепление разъема с помощью инструмента.
При сравнении вариантов осуществления, в соответствии с изобретением, со способами нарезки и одновременной полировки лазером в предшествующем уровне техники, раскрытом выше, в вариантах осуществления настоящего изобретения используют механическое скалывание, и тепловую обработку используют только для обработки торцевой грани, а не для резки. Тепловая обработка торцевой грани, таким образом, может быть выполнена, используя более низкие уровни мощности. Кромки торцевой грани закруглены в результате тепловой обработки. Более низкий уровень потребления мощности позволяет получать закругленные кромки, имеющие меньший радиус кривизны. Потери на вставку также получаются меньшими при использовании тепловой обработки, в соответствии с изобретением, при сравнении способа лазерной нарезки и полировки. Без обращения к теории, мы полагаем, что меньший радиус кривизны приводит к меньшим потерям на вставку.
Тепловая обработка, применяемая к торцевой грани, может представлять собой лазерный нагрев, как результат облучения лазером, или плазменную дуговую обработку или электрическую дуговую обработку, или другую тепловую обработку, как известно в данной области техники.
Облучение может применяться под разными углами и в разных положениях, а также, например, фронтально освещая торцевую грань волокна или освещая концы волокна сбоку. Лазер может работать в импульсном режиме или в непрерывном режиме; лазер может быть классифицирован, как работающий либо в непрерывном, или в импульсном режиме, в зависимости от того, является ли выход мощности, по существу, непрерывным с течением времени или принимает ли выход форму импульсов света в соответствующем временном масштабе.
В предпочтительном варианте осуществления настоящего изобретения используют электрическую дуговую обработку в качестве тепловой обработки торцевой грани оптического волокна. Электрическая дуговая обработка обеспечивает низкое потребление энергии.
Оптические волокна с торцевыми гранями после тепловой обработки, в соответствии с изобретением, проявляют очень хорошие характеристики соединения и разъединения. Вставку оголенного конца оптического волокна в элемент совмещения оптического волокна при выполнении соединения с другим оптическом волокном, и последующее извлечение конца оптического волокна, можно повторять десятки раз (например, пятьдесят раз и больше), без существенного влияния на качество соединения оптического волокна.
В некоторых вариантах осуществления изобретения, механическое скалывание концов оптического волокна представляет собой перпендикулярное скалывание, то естьсколотая торцевая грань расположена перпендикулярно оси оголенного оптического волокна.
В других вариантах осуществления изобретения, механическое скалывание выполняют, как скалывание под углом. В этом случае сколотая торцевая грань составляет угол больше чем 0° с плоскостью, перпендикулярной оси волокна. В результате, волокно больше не имеет вращательной симметрии, и имеет несколько разные длины вдоль направления, параллельного оси оптического волокна. В одном варианте осуществления угол находится в диапазоне от 5° до 50°. В другом варианте осуществления угол находится в диапазоне от 5° до 15°, и, предпочтительно, в диапазоне от 6° до 10°, например, угол 8°. Как уже было раскрыто выше, материал согласования показателя преломления, например, гель согласования показателя преломления, может использоваться в механическом соединении волокна для улучшения согласования по свету от одного конца волокна до другого конца. Оголенные концы оптических волокон обычно контактируют друг с другом только на ограниченной площади их торцевых граней. Заполнение гелем согласования показателя преломления может осуществляться вплоть до возможных "зазоров" между торцевыми гранями и, таким образом, может уменьшаться отражение Френеля и повышаться эффективность оптического соединения.
Варианты осуществления изобретения включают в себя способ соединения первого и второго оптоволоконных разъемов, причем каждый разъем имеет оголенный конец, оголенные концы механически сколоты, и для них была выполнена тепловая обработка торцевых граней.
Изобретение дополнительно включает в себя способ соединения таких первого и второго соединителей через адаптер. Адаптер может содержать материал согласования показателя преломления.
Изобретение также включает в себя способ соединения таких первого и второго разъемов, в котором первый разъем представляет собой охватываемый (вставляемый) разъем, и второй разъем представляет собой охватывающий (принимающий) тип разъема для оптического волокна.
В еще одном, другом варианте осуществления изобретение содержит способ соединения первого разъема для оптического волокна, имеющего оголенный конец, причем этот оголенный конец был механически сколот и для него была выполнена тепловая обработка торцевой грани, в соответствии с изобретением, для обжатого оптического волокна через преобразователь. Преобразователь может содержать специальный переходный элемент, который включает в себя короткую часть оптического волокна с зажимом на одном конце, в то время как он выполнен без зажима на другом конце. Первое оптическое волокно затем соединяют с беззажимным концом переходного элемента в преобразователе, и оптическое волокно с зажимом соединено с зажимом в преобразователе. Беззажимный конец переходного элемента может быть механически сколот и может иметь торцевую грань после тепловой обработки, в соответствии с изобретением.
В соответствии с другим аспектом изобретения предусмотрен оптоволоконный разъем, прикрепленный к оптическому волокну, в котором оптоволоконный разъем содержит внешний корпус, например, корпус разъема; внутренняя часть, например элемент соединения волокна вставлен в упомянутый корпус разъема; и термоформируемый материал, прикрепляющий оптическое волокно к упомянутому элементу прикрепления волокна, в котором упомянутый термоформируемый материал имеет определенную температуру обработки; и в котором упомянутый корпус разъема выполнен из одного или больше материалов, имеющих температуру размягчения ниже упомянутой температуры обработки.
В соответствии с другим аспектом изобретения, предусмотрено устройство для прикрепления оптического волокна к оптоволоконному разъему, в котором оптоволоконный разъем содержит элемент прикрепления волокна и корпус разъема, устройство, содержащее средство для приема оптоволоконного разъема и оптического волокна; средство для прикрепления оптического волокна к элементу прикрепления волокна; и средство передвижения, предназначенное для передвижения элемента прикрепления волокна из положения прикрепления в рабочее положение, в котором положение прикрепления предназначено для упомянутого прикрепления оптического волокна к элементу прикрепления волокна, в котором положение прикрепления предусмотрено снаружи корпуса разъема, и в котором рабочее положение предусмотрено внутри корпуса разъема.
Кроме того, средство передвижения может быть выполнено с возможностью передвижения элемента прикрепления волокна из предварительного положения в положение прикрепления, в котором предварительное положение предусмотрено внутри корпуса разъема.
В некоторых вариантах осуществления, в соответствии с изобретением, оптоволоконный разъем содержит корпус разъема и элемента прикрепления волокна, к которому может быть прикреплено оптическое волокно. В вариантах осуществления способа в соответствии с изобретением элемента прикрепления волокна может иметь, по меньшей мере, два положения относительно корпуса разъема. Одно из этих положений представляет собой рабочее положение, в котором оптоволоконный разъем выполнен с возможностью его соединения с другим оптическим устройством, таким, как другой оптический разъем, или с любым другим оптическим устройством, как известно в данной области техники, например, излучающим свет устройством, таким как светодиод, преобразователь для соединения оптического разъема с другим типом разъема, и т.д. В функциональном положении оптическое волокно прикреплено к элементу прикрепления волокна, и корпус разъема экранирует элемента прикрепления волокна и прикрепленное оптическое волокно, от окружающей среды, то есть от загрязнений. Помимо функционального положения, элемент прикрепления волокна может иметь положение прикрепления, отличающееся от функционального положения, относительно корпуса разъема, и предварительное положение, которое, предпочтительно, отличается от функционального положения, но которое в некоторых вариантах осуществления может совпадать с функциональным положением. В предварительном положении элемента прикрепления волокна экранирован корпусом разъема от внешней среды, то есть от загрязнений; оптическое волокно еще не прикреплено к элементу прикрепления волокна в этом положении.
В положении прикрепления элемент прикрепления волокна расположен снаружи от корпуса разъема. Это означает, что, предпочтительно, участок элемента прикрепления волокна все еще соединен с корпусом разъема, более предпочтительно, что этот участок все еще находится внутри корпуса разъема, в то время, как другой участок элемента прикрепления волокна, к которому должен быть прикреплен участок оптического волокна, находится снаружи корпуса разъема. Для прикрепления оптического волокна к разъему, элемент прикрепления волокна может затем быть перемещен из предварительного положения в положение прикрепления, где оптическое волокно прикрепляют. После прикрепления элемент прикрепления волокна затем перемещают снова внутрь корпуса разъема, в рабочее положение, которое, как описано выше, может отличаться от предварительного положения. Элемент прикрепления волокна может быть зафиксирован в корпусе разъема в функциональном положении, таким образом, что он не может быть изъят из корпуса разъема; например, может использоваться крепление с защелкой или другая система, как известно в данной области техники, для его фиксации. Кроме того, разъем может содержать систему “мягкой фиксации”, которая фиксирует элемент прикрепления волокна таким образом, что он не перемещается (например, под действием силы тяжести) из корпуса разъема в предварительное положение. Фиксирующая система является "мягкой", что означает, что при приложении малой силы модуль прикрепления волокна можно извлечь из корпуса разъема. Кроме того, корпус разъема может содержать упор для удержания элемента прикрепления волокна, когда его перемещают в положение прикрепления.
Варианты осуществления разъема, в соответствии с изобретением, имеют ряд преимуществ. Элемент прикрепления волокна большую часть времени экранирован от внешней среды, то есть от загрязнения корпусом разъема. Если оптическое волокно прикреплено к разъему путем использования термоформуемого материала, такого как термоусадочная трубка, только материалы элемента прикрепления волокна должны иметь возможность противостоять высокой температуре, такой как, например, 120°C, которая требуется для прикрепления разных типов материалов, которые могут использоваться для корпуса разъема.
Для прикрепления оптического волокна к элементу прикрепления волокна могут использоваться несколько способов. Предпочтительный способ состоит в нанесении термоформуемого материала, например, термоусадочного материала, такого как термоусадочная лента или, предпочтительно, термоусадочная трубка. Другой предпочтительный способ состоит в нанесении горячего, расплавленного материала, и нанесении термоусадочного материала, такого как термоусадочная трубка, поверх нанесенного расплавленного материала. Механическое обжатие, используя связующий материал, возможно, отвердевающий под действием ультрафиолетового излучения связующий материал, или другие соответствующие способы прикрепления, как известно в данной области техники, также могут использоваться.
Разъем, предпочтительно, предварительно собирают в картридже разъема, таким образом, что элемент прикрепления волокна располагается в корпусе разъема, предпочтительно, в предварительном положении.
Другое преимущество вариантов осуществления, в соответствии с изобретением, состоит в том, что прикрепление может быть легко автоматизировано, например, в портативном устройстве и даже в удерживаемом в руках устройстве.
Варианты осуществления изобретения могут использоваться для прикрепления оптического волокна к разъему волокна для беззажимных систем или для оптоволоконных систем с зажимом. Преимущество использования термоусадочной трубки состоит в том, что она может обеспечивать фиксирующую механическую разгрузку от напряжения, путем свода зазора между диаметром покрытия, например, 1000 мкм, и диаметром оболочки, например, 125 мкм, если переход от волокна с покрытием к оголенному волокну происходит в элементе прикрепления волокна, как обычно происходит.
Варианты осуществления раскрытого здесь устройства и способов для прикрепления оптического волокна в оптоволоконном разъеме могут быть любыми из надежных, удобных, исключающих загрязнения и недорогостоящих. Кроме того, IPA или другие спирты не требуется использовать для очистки волокна перед активацией тепла. В некоторых вариантах осуществления настоящего изобретения положение оголенного оптического волокна, то есть сердечника и оболочки (см. ниже в "определениях" значения сердечника и оболочки) зафиксировано относительно разъема; что называется фиксацией волокна. “Фиксация волокна” не является тем же, что и “завершение волокна”; при завершении волокна оптическое волокно просто прикрепляют к разъему, например, путем прикрепления снаружи покрытия к корпусу разъема; в этом случае, стеклянная часть оптического волокна, то есть оболочка и сердечник, все еще могут перемещаться, и не являются фиксированными относительно разъема.
В вариантах осуществления, раскрытых здесь, может использоваться восстанавливающий размеры элемент для помощи при удержании оптического волокна. Восстанавливающий размеры элемент представляет собой элемент, в котором конфигурация размеров может быть выполнена так, что она существенно изменяется при воздействии обработки теплом. Обычно эти элементы восстанавливают их исходную форму, из которой они были предварительно деформированы, но термин "восстанавливающий", используемый здесь, также включает в себя элемент, который принимает новую конфигурацию, даже если он не был ранее деформирован. В вариантах осуществления настоящего изобретения восстанавливаемые под действием тепла элементы восстанавливаются в направлении исходной формы при инкапсуляции и удержании формы, в частности, формы удержания оптического волокна.
Преимущество некоторых вариантов осуществления изобретения состоит в том, что предотвращается выпучивание волокна. Выпучивание волокна связано с поведением усадки полимерных оболочек, то есть внешнего покрытия оптических волокон. Из-за разности температур (для оптических волокон требуется стабильность в диапазоне от -40°C до 70°C) у полимерных оболочек может снова происходить усадка, что вызывает выпучивание сердечника и оболочки, и обычно также внутреннего покрытия (которое может представлять собой акриловый слой) из полимерной оболочки.
В некоторых вариантах осуществления восстанавливаемый под действием тепла элемент представляет собой муфту (например, трубку), которая включает в себя продольный шов или может быть выполнена бесшовной. В некоторых вариантах осуществления муфта имеет конструкцию с двойной стенкой, включающую в себя внешний, восстанавливаемый под действием тепла кольцевой слой, и внутренний кольцевой клеящий слой. В некоторых вариантах осуществления внутренний кольцевой клеящий слой включает в себя слой из плавкого клея.
Предпочтительно, клей обеспечивает первичное удержание оптического волокна внутри разъема. Восстанавливаемое под действием тепла защитное покрытие функционирует так, что оно содержит клей и обеспечивает протекание этого клея в области полостей между элементом прикрепления волокна и оптическим волокном, для обеспечения того, что эффективный контакт с клеем будет сформирован с оголенным участком стекла оптического волокна, слоем с покрытием оптического волокна и элементом прикрепления волокна. Используется относительно большое количество клея. Например, в процессе используется термоусадочная трубка, имеющая внешнюю стенку (то есть слой) из восстанавливаемого под действием тепла материала и внутреннюю стенку (то есть слой) из клея, в комбинации с отдельной муфтой из клея, которая устанавливается внутри внутренней стенки для обеспечения большего количества клея для заполнения полостей. В качестве альтернативы, внутренняя стенка может быть выполнена более толстой для обеспечения дополнительного объема клея.
В одном варианте осуществления муфту первоначально расширяют от нормального состояния со стабильным по размерам диаметром до нестабильного по размерам диаметра в состоянии нагрева, который больше, чем нормальный диаметр. Форму муфты устанавливают в соответствии с нестабильным, установленным под действием тепла диаметром. Обычно это выполняют при установках на предприятии/во время производства. Диаметр с нестабильным, установленным под действием тепла размером устанавливают так, что обеспечивается возможность установки муфты поверх двух компонентов, которые требуется соединить вместе. После установки поверх этих двух компонентов муфту нагревают, обеспечивая, таким образом, сокращение муфты обратно к нормальному диаметру таким образом, что муфта радиально сжимает два компонента, скрепляя эти два компонента вместе. Слой клея, предпочтительно активируется под действием тепла во время нагрева муфты. В некоторых вариантах осуществления муфта может использоваться для прикрепления оптического волокна с покрытием на подложке, так же, как элемент прикрепления, выполненный с возможностью его прикрепления в корпусе разъема. В некоторых вариантах осуществления клей внутри муфты может соединяться непосредственно с подложкой и оптическим волокном с покрытием, и оптическое волокно с покрытием может иметь диаметр меньше чем 300 микрон. В некоторых вариантах осуществления оголенный участок стекла в волокне с покрытием продолжается наружу вдоль оси за пределы конца муфты. В некоторых вариантах осуществления муфта может использоваться для прикрепления/осевой фиксации участка с покрытием оптического волокна на участке оголенного стекла оптического волокна. В некоторых вариантах осуществления клей внутри муфты может непосредственно соединяться с участком с покрытием и участком оголенного стекла оптического волокна, и участок оголенного стекла оптического волокна может продолжаться наружу вдоль оси за пределы торца муфты. Участок с покрытием может иметь диаметр меньше чем 300 микрон.
Предпочтительный эффект настоящего изобретения состоит в том, что, даже если может присутствовать загрязнение между волокном и восстанавливаемым под действием тепла элементом, такое как пыль и частицы грязи, крепление волокна на элементе прикрепления волокна все еще будет достаточным, в результате чего, обеспечиваются хорошие оптические свойства. Кроме того, настоящее изобретение предотвращает возникновение модальных шумов, вызванных микроизгибами, которые довольно часто составляют проблему в системах механического обжима.
Другой аспект изобретения включает в себя способ прикрепления оптического волокна в оптоволоконном разъеме. В варианте осуществления оптоволоконный разъем содержит элемент прикрепления волокна, термоформуемый материал, такой как восстанавливаемый под действием тепла элемент, окружающий, упомянутый элемент прикрепления волокна, и корпус разъема, окружающий упомянутый термоформуемый материал, и способ содержит этапы вставки оптического волокна в оптоволоконный разъем; и активации термоформуемого материала, прикрепляя, таким образом, оптическое волокно к элементу прикрепления волокна.
Активация термоформуемого материала может быть выполнена, например, путем его нагрева. Термоформуемый материал может представлять собой термоусадочный материал. Термоусадочный материал может представлять собой термоусадочную трубку. Он может представлять собой термоусадочную ленту.
В одном варианте осуществления способа для прикрепления оптического волокна к элементу прикрепления волокна, используется термоформуемый материал, такой как восстанавливаемый под действием тепла элемент, например, термоусадочный материал, такой как термоусадочная лента или, предпочтительно, термоусадочная муфта или термоусадочная трубка. Другой предпочтительный способ состоит в использовании плавкого материала, а также термоусадочного материала, такого как термоусадочная трубка. Плавкий материал может быть нанесен на внутреннюю поверхность термоусадочной муфты или трубки, и/или, как отдельная обкладка термоусадочной муфты или трубки.
В дополнительном аспекте изобретение направлено на оптоволоконные разъемы, содержащие корпус разъема, имеющий стыковочный конец; и оптическое волокно, которое прикреплено внутри корпуса разъема, используя, по меньшей мере, один компонент, удерживаемый с помощью клея, оптическое волокно имеет неприкрепленный оконечный участок, который доступен через стыковочный конец корпуса разъема, в котором оптоволоконный разъем выполнен беззажимным. Предпочтительно, неприкрепленный оконечный участок представляет собой участок оголенного стекла.
В некоторых вариантах осуществления оптическое волокно фиксируют с помощью клея на элементе прикрепления, который соединен с корпусом разъема. В других вариантах осуществления оптическое включает в себя первый участок, включающий в себя первичное покрытие, и второй участок, не включающий в себя первичное покрытие, в котором неприкрепленный оконечный участок оптического волокна сформирован с помощью второго участка, и в котором первый и второй участки прикреплены с использованием клея на элементе прикрепления с помощью клея. Предпочтительно, второй участок оптического волокна включает в себя структуру передачи сигналов, включающую в себя сердечник и оболочку, в которой первый участок оптического волокна включает в себя структуру передачи сигнала, покрытую первичным и вторичным покрытием, и в которой клей ограничивает осевое движение между структурой передачи сигнала и вторичным покрытием.
В альтернативных вариантах осуществления муфта покрывает клей, и, предпочтительно, муфта представляет собой восстанавливаемую под действием тепла муфту, и в которой клей является клеем, активируемым теплом.
В некоторых вариантах осуществления оптоволоконный разъем имеет первую конфигурацию, в которой неподдерживаемый оконечный участок заключен внутри корпуса разъема, для защиты торцевой грани неподдерживаемого оконечного участка от загрязнений, и вторую конфигурацию, в которой доступ к торцевой грани неподдерживаемого оконечного участка может осуществляться на стыковочном конце корпуса разъема, для обеспечения возможности оптического соединения с другим оптическим волокном.
Предпочтительно, клей фиксирует оптическое волокно внутри корпуса разъема, и муфта окружает клей и оптическое волокно. Более конкретно, муфта может представлять собой восстанавливаемую под действием тепла муфту, и клей, предпочтительно, активируется теплом. В некоторых вариантах осуществления муфта окружает элемент прикрепления, который прикреплен с помощью клея к оптическому волокну.
Настоящее изобретение также обеспечивает устройство и способ микросборки, используя восстанавливаемый под действием тепла материал, такой как термоусадочная муфта. Восстанавливаемый под действием тепла материал может, например, использоваться для сборки оптического волокна и элемента в оптоволоконном разъеме.
Варианты осуществления раскрытых здесь устройств и способов для сборки могут представлять собой любые из надежных, удобных, исключающих загрязнения и недорогостоящих устройств. В некоторых вариантах осуществления восстанавливаемый под действием тепла материал используется для сборки элементов. Сборка может быть выполнена с использованием восстанавливаемого под действием тепла материала. Тепло может быть затем направлено на восстанавливаемый под действием тепла материал, таким образом, как описано ниже, так, чтобы исключить захват воздуха.
В аспекте настоящего изобретения обеспечивается устройство для сборки частей и для передачи тепла в восстанавливаемый под действием тепла материал, устройство, содержащее первый предварительно установленный или предварительно собранный элемент, и выполнено с возможностью приема второго элемента для сборки, дополнительно содержащее средство распределения тепла для передачи тепла к упомянутому восстанавливаемому под действием тепла материалу, в котором упомянутое средство распределения тепла имеет полость для приема восстанавливаемого под действием тепла материала и теплопроводный участок, окружающий упомянутый восстанавливаемый под действием тепла материал, таким образом, что устройство выполнено с возможностью сокращения восстанавливаемого под действием тепла материала на втором элементе, и в котором упомянутое средство распределения тепла содержит локализованный участок нагрева с заданной физической взаимосвязью между локализованным участком нагрева и восстанавливаемым под действием тепла материалом.
Первый предварительно установленный или предварительно собранный элемент (выполненный с возможностью приема второго элемента, предназначенного для сборки) может представлять собой, например, собранную микрокомпоновку компонентов, например, втулку разъема, корпус разъема, элемент прикрепления волокна, в результате чего, первый предварительно установленный или предварительно собранный элемент предпочтительно выполнен с возможностью включения в себя восстанавливаемого под действием тепла материала, прикрепленного таким способом, что восстановление под действием тепла восстанавливаемого под действием тепла материала закрепляет предварительно установленный или предварительно собранный элемент на втором элементе. В частности, предварительно установленный или предварительно собранный элемент и второй элемент, в случае необходимости, относятся к беззажимному соединению оптического волокна.
Настоящее изобретение также направлено на оптоволоконный разъем, содержащий:
корпус разъема, имеющий стыковочный конец; и
оптическое волокно, которое прикреплено внутри корпуса разъема с помощью материала, восстанавливаемого под действием тепла,
в котором оптоволоконный разъем выполнен беззажимным, дополнительно содержащим средство распределения тепла для передачи тепла к восстанавливаемому под действием тепла материалу, в котором упомянутое средство распределения тепла имеет полость, принимающую материал, восстанавливаемый под действием тепла, и теплопроводный участок, окружающий, упомянутый материал, восстанавливаемый под действием тепла.
Преимущество некоторых вариантов осуществления изобретения состоит в том, что предотвращается выпучивание волокна. Выпучивание волокна связано с поведением усадки полимерных оболочек, то есть внешнего покрытия оптических волокон. Из-за разности температур (для оптических волокон требуется стабильность в диапазоне от -40°C до 70°C) у полимерных оболочек может снова происходить усадка, что вызывает выпучивание сердечника и оболочки, и обычно также внутреннего покрытия (которое может представлять собой акриловый слой) из полимерной оболочки. В некоторых вариантах осуществления восстанавливаемый под действием тепла элемент представляет собой муфту (например, трубку), которая может включать в себя продольный шов или может быть выполнена бесшовной. В некоторых вариантах осуществления муфта имеет конструкцию с двойной стенкой, включающую в себя внешний, восстанавливаемый под действием тепла кольцевой слой, и внутренний кольцевой клеящий слой. В некоторых вариантах осуществления внутренний кольцевой клеящий слой включает в себя слой из плавкого клея.
Предпочтительно, клей обеспечивает первичное удержание оптического волокна внутри разъема. Восстанавливаемое под действием тепла защитное покрытие содержит клей и обеспечивает протекание клея в области полостей между элементом прикрепления волокна и оптическим волокном для обеспечения эффективного липкого контакта на участке оголенного стекла оптического волокна, на участке оптического волокна с покрытием и на элементе прикрепления волокна. Используется относительно большое количество клея. Например, в процессе используется термоусадочная трубка, имеющая внешнюю стенку (то есть слой) из восстанавливаемого под действием тепла материала и внутреннюю стенку (то есть слой) из клея в комбинации с отдельной муфтой из клея, которая может быть установлена внутри внутренней стенки для обеспечения большего количества клея для заполнения полостей. В качестве альтернативы, внутренняя стенка может быть изготовлена более толстой для обеспечения дополнительного объема клея.
В одном варианте осуществления муфту первоначально расширяют от нормального, стабильного по размерам диаметра до нестабильного по размерам при воздействии тепла диаметра, который является большим, чем нормальный диаметр. Диаметр муфты установлен под действием тепла и представляет собой нестабильный диаметр. Это обычно происходит при установке на предприятии/во время производства. Нестабильный по размерам при воздействии тепла диаметр имеет такие размеры, которые обеспечивают возможность вставки муфты поверх двух компонентов, которые должны быть соединены вместе. После установки поверх этих двух компонентов муфту нагревают, обеспечивая, таким образом, усадку муфты обратно в направлении нормального диаметра таким образом, что муфта радиально сжимается, прижимаясь к двум компонентам, скрепляя эти два компонента вместе. Слой клея, предпочтительно, активируют под действием тепла во время нагрева муфты. В некоторых вариантах осуществления муфта может использоваться для прикрепления оптического волокна с покрытием на подложке, таким образом, как элемент прикрепления, выполненный с возможностью его прикрепления в корпусе разъема. В некоторых вариантах осуществления клей внутри муфты может непосредственно соединяться с подложкой и оптическим волокном с покрытием, и оптическое волокно с покрытием может иметь диаметр меньше чем 300 микрон. В некоторых вариантах осуществления участок оголенного стекла волокна с покрытием продолжается в направлении наружу вдоль оси за пределы конца муфты. В некоторых вариантах осуществления муфта может использоваться для прикрепления/осевой фиксации участка с покрытием оптического волокна до участка оголенного стекла оптического волокна. В некоторых вариантах осуществления клей внутри муфты может непосредственно связываться с участком покрытия и оголенным участком стекла оптического волокна, и оголенный участок стекла оптического волокна может продолжаться наружу вдоль оси за пределы конца муфты. Участок покрытия может иметь диаметр меньше чем 300 микрон.
В некоторых вариантах осуществления предусмотрен оптоволоконный разъем, в котором восстанавливаемый под действием тепла материал, такой как термоусадочная муфта, предпочтительно термоусадочная трубка, используется внутри оптоволоконного разъема. Восстанавливаемый под действием тепла материал может использоваться для сборки оптического волокна и элемента прикрепления волокна внутри оптоволоконного разъема. Назначение прикрепления может представлять собой фиксацию положения оптического волокна относительно корпуса разъема. То, что элемент прикрепления волокна и материал, восстанавливаемый под действием тепла, находятся внутри оптоволоконного разъема, означает, что другая часть оптического волоконного разъема, например, корпус разъема, окружает элемент прикрепления волокна. Для нагрева восстанавливаемого под действием тепла материала, внутри оптоволоконного разъема, и для обеспечения надежного прикрепления без попадания воздуха внутрь восстанавливаемого под действием тепла материала, может использоваться распределитель тепла, который имеет теплопроводный участок, окружающий восстанавливаемый под действием тепла материал. Оптоволоконный разъем может содержать элемент прикрепления волокна; он может содержать восстанавливаемый под действием тепла материал. Теплопроводный участок может иметь локализованный нагревательный участок, к которому прикладывают тепло от источника тепла. Корпус разъема может иметь местоположение, например, отверстие, которое позволяет нагревать локализованный нагревательный участок от источника тепла. Источник тепла может подавать тепло под действием излучения (например, инфракрасного излучения) и/или путем конвекции. Предпочтительно используется, нагреватель, например, электрический резистивный нагреватель. Теплопроводный участок может быть также электропроводным, например, может пропускать ток от источника энергии через тепловодный участок, при этом тепло генерируется в теплопроводном участке. Для сборки частей, оптическое волокно вставляют в разъем, в термоусадочную трубку. Термоусадочная трубка окружает оптическое волокно и элемент прикрепления волокна. Тепло подают в локализованный нагревательный участок с помощью нагревателя; предпочтительно, нагреватель входит в физический контакт с локализованным нагревательным участком теплопроводного участка. Тепло, подаваемое в локализованный нагревательный участок, распределяется путем теплопроводности вдоль теплопроводного участка, который может представлять собой трубчатую металлическую часть. Тепло передается от теплопроводного участка к материалу, восстанавливаемому под действием тепла, который сокращается, начиная от участка локализованного нагрева, куда подают тепло, и затем далее вдоль теплопроводного участка, таким образом, что оптическое волокно прикрепляется к элементу прикрепления волокна. Восстанавливаемый под действием тепла материал начинает сжиматься в известном местоположении, рядом с локализованным участком нагрева, таким образом, что воздух внутри этого восстанавливаемого под действием тепла материала выталкивается наружу в направлении конца или концов восстанавливаемого под действием тепла материала. Тепловой фронт распространяется в теплопроводном участке, и фронт усадки распространяется в восстанавливаемом под действием тепла материале. Размеры и тепловые свойства теплопроводного участка, и размеры и физические свойства восстанавливаемого под действием тепла материала, предпочтительно таковы, что распространение теплового фронта в теплопроводном участке следует за распространением фронта усадки в восстанавливаемом под действием тепла материале. При этом воздух не будет захвачен во время процесса усадки.
Дополнительное преимущество некоторых вариантов осуществления состоит в том, что предварительная сборка или предварительная установка частей и материала, восстанавливаемого под действием тепла, может быть выполнена в управляемых условиях, например, в условиях производства, исключая, таким образом, загрязнения. В условиях установки на месте оптического волокна оно может затем быть вставлено в оптоволоконный разъем, и все, что требуется сделать для выполнения микросборки, состоит в подаче тепла в материал, восстанавливаемый под действием тепла.
Кроме того, части, которые собирают, могут быть очень малыми (известны термоусадочные трубки с внешним диаметром, перед усадкой, приблизительно 1 мм). Как описано выше, в некоторых вариантах осуществления источник тепла является очень простым и удобным, поскольку тепло может быть подано в локализованный участок нагрева, например, в результате физического контакта с нагревателем. Дополнительное преимущество состоит в том, что эти материалы можно использовать в разъеме, который не является устойчивым к воздействию высоких температур, которые требуются для обработки восстанавливаемого под действием тепла материала, поскольку тепло прикладывается локально, к локализованному нагревательному участку, и направляется к внутренней части оптоволоконного разъема с помощью распределителя тепла. Тепло может быть распределено и передано в восстанавливаемый под действием тепла материал управляемым способом.
Конец восстанавливаемого под действием тепла материала может быть расположен на локализованном нагревательном участке распределителя тепла; центр восстанавливаемого под действием тепла материала может быть расположен на локализованном нагревательном участке; участок восстанавливаемого под действием тепла материала между концом и его центром может быть расположен на локализованном нагревательном участке.
Теплопроводный участок распределителя тепла может иметь полость для восстанавливаемого под действием тепла материала. В предпочтительном варианте осуществления теплопроводный участок имеет цилиндрическую форму. Теплопроводный участок может иметь трубчатую форму. Он также может иметь коническую форму. В общем, предпочтительно, чтобы форма теплопроводного участка была такая, чтобы обеспечить возможность передачи тепла в термоусадочную трубку в полости по всей окружности термоусадочной трубки и по всей ее длине; теплопроводный участок, который имеет цилиндрическую форму или коническую форму, или трубчатую форму, соответствует этим требованиям.
Восстанавливаемый под действием тепла материал, предпочтительно, представляет собой термоусадочную муфту (которая необязательно имеет одинаковый диаметр по всей своей длине). Восстанавливаемый под действием тепла материал может представлять собой термоусадочную трубку.
Варианты осуществления устройства, в соответствии с изобретением, могут использоваться в оптоволоконных разъемах. Другое применение представляет собой муфта SMOUV (SMOUV представляет собой товарный знак компании ТЕ Connectivity). Муфты SMOUV могут использоваться для оптоволоконных соединений путем расплава; они могут быть нанесены вокруг сплавляемой области, для защиты сплавляемой области и зон, расположенных рядом со сплавляемой областью. Муфта SMOUV содержит термоусадочную трубку и стержень для армирования стыка.
В некоторых вариантах осуществления устройство может дополнительно содержать элемент предварительного выравнивания, предназначенный для предварительного выравнивания оптического волокна, которое должно быть вставлено. Элемент предварительного выравнивания может включать в себя коническое отверстие, в которое вставляют оголенный конец оптического волокна перед достижением им участка выравнивания.
Варианты осуществления настоящего изобретения обеспечивают альтернативное устройство и способ удаления обрезков из оптического волокна, например, когда обрезки образуются при выполнении операции над оптическим волокном, такой как операция зачистки концов, операция очистки, операция скалывания. Варианты осуществления раскрытых здесь устройств и способов для удаления обрезков из оптического волокна являются надежными и удобными. Кроме того, раскрытое устройство или способ особенно пригодны для их интеграции в автоматизированном инструменте. Предпочтительно, обрезки захватывают и удаляют таким образом, что устройство и его внутренние механизмы не загрязняются этими обрезками, или что загрязнение в существенной степени уменьшается, что является особенно предпочтительным в автоматизированном инструменте.
Изобретение обеспечивает в одном варианте осуществления устройство для удаления обрезков из оптического волокна, устройство, содержащее направляющий элемент для направления ленты, в котором упомянутое устройство выполнено с возможностью складывания этой ленты, так, чтобы она покрывала волокно и захватывала обрезки на ленте, формируя, таким образом, многослойную структуру с одной лентой. Обрезки, таким образом, удаляют в этой многослойной структуре надежным и удобным способом. В альтернативном варианте осуществления устройство может дополнительно содержать вторую выбрасываемую ленту и второе средство направления, в котором устройство выполнено с возможностью перемещения первой и второй ленты так, что они закрывают волокно и захватывают волокна между первой и второй лентами в форме многослойной структуры с двумя лентами. В соответствии с одним аспектом изобретения, устройство содержит картридж с лентой, содержащий, помимо одного или двух направляющих элементов, соответственно, одну или две ленты. Предпочтительно, картридж с лентой может быть легко заменен, и лента может быть выброшена. Лента разработана для дешевизны и краткосрочного удобства и, предпочтительно, предназначена для однократного использования. В соответствии с другим аспектом изобретения, устройство включает в себя, помимо направляющих элементов, элемент для приема картриджа с лентой. В соответствии с еще одним, другим аспектом изобретения, устройство функционирует без картриджа с лентой; при этом ленты могут, быть установлены, например, в устройстве с роликами для ленты.
В этих вариантах осуществления обрезки захватываются, по меньшей мере, одной лентой, и затем непосредственно захватываются между двумя соответствующими сторонами одной ленты или двух лент, которые формируют многослойную структуру, таким образом, что обрезки безопасно захватываются между лентой или лентами в виде многослойной системы и не могут загрязнить устройство. Направляющий элемент (элементы), которые направляют ленту (ленты), может составлять часть картриджа с лентой, или он может составлять часть устройства, которое выполнено с возможностью приема картриджа с лентой, или он может составлять часть устройства, которое функционирует без картриджа с лентой, или некоторые направляющие элементы могут составлять часть устройства, которое выполнено с возможностью приема картриджа с лентой, в то время как другие направляющие элементы представляют собой часть самого картриджа с лентой.
В некоторых вариантах осуществления устройство для удаления обрезков от оптического волокна включает в себя элемент привода, предназначенный для привода ленты. Элемент привода может быть выполнен с возможностью удаления ленты. Направляющий элемент (элементы), для ленты может быть предусмотрен в устройстве и/или в картридже с лентой, выполненном с возможностью взаимодействия с устройством. Элемент привода и/или направляющий элемент (элементы) может быть выполнен с возможностью привода ленты, и направляющие элементы могут быть выполнены с возможностью направления и сворачивания ленты, для захвата обрезков между двумя соответствующими сторонами ленты и для зажима сторон ленты после захвата обрезков.
В других вариантах осуществления устройство для удаления обрезков из оптического волокна включает в себя первый элемент привода, предназначенный для привода первой ленты, и второй элемент привода, предназначенный для привода второй ленты. Первый и второй элементы привода могут быть выполнены с возможностью удаления первой и второй ленты. Направляющие элементы для первой и второй ленты могут быть предусмотрены в устройстве, и/или в картридже с лентой, выполненном с возможностью взаимодействия с устройством. Элементы привода и/или направляющие элементы могут быть выполнены с возможностью привода первой и второй ленты, и направляющие элементы для направления первой и второй ленты могут быть выполнены с возможностью захвата обрезков между первой и второй лентами и зажима первой и второй ленты после захвата обрезка.
Устройство для удаления обрезков в форме оптического волокна может включать в себя одну или больше систем для выполнения операции, которая генерирует обрезки оптического волокна. Устройство может включать в себя систему для выполнения операции генерирования обрезков, такой как операция зачистки концов, и/или систему для выполнения операции очистки, и/или систему для выполнения операции скалывания.
В некоторых вариантах осуществления устройство для удаления обрезков из оптического волокна включает в себя, по меньшей мере, один нагреватель, предназначенный для нагрева оптического волокна, и элемент привода, предназначенный для привода ленты, для контакта с оптическим волокном таким образом, что лента защищает нагреватель от контакта с оптическим волокном, в котором элемент привода выполнен с возможностью удаления ленты и обрезков, собранных лентой.
Изобретение также обеспечивает альтернативные устройства и/или способы для вставки оптического волокна в оборудование для обработки оптического волокна, в результате чего, оборудование выполнено с возможностью выполнения операции на оптическом волокне, такой как операция зачистки концов, операция очистки или операция скалывания.
Преимущество вариантов осуществления настоящего изобретения может состоять в том, что оптическое волокно направляют в защищенном состоянии в оборудование для обработки оптического волокна путем использования ленты, в результате чего, оптическое волокно зажимается между лентой при движении ленты. Другое преимущество вариантов осуществления настоящего изобретения может состоять в том, что оптическое волокно может быть предварительно выровнено перед обработкой. В результате, один или несколько из недостатков и проблем, связанных с устройствами и способами предшествующего уровня техники, устраняются или уменьшаются с помощью устройств и способов, раскрытых здесь.
Варианты осуществления раскрытых здесь устройств и способов, для вставки оптического волокна в оборудование для обработки оптического волокна являются надежными и удобными. Кроме того, раскрытое здесь устройство или способ особенно пригодны для их интеграции в автоматизированный инструмент. Предпочтительно, оптическое волокно вставляют таким образом, что оборудование и его внутренние механизмы могут применять описанные операции, правильным образом, как результат операции направления, применяемый для оптического волокна, путем использования ленты, что является особенно предпочтительным в автоматизированном инструменте.
Изобретение обеспечивает, в одном варианте осуществления, устройство для вставки оптического волокна, в котором оптическое волокно имеет ось волокна, в оборудовании для обработки оптического волокна, устройство, содержащее средство направления, таким образом, что устройство выполнено с возможностью передвижения ленты, в котором упомянутое средство направления выполнено с возможностью вытягивания ленты для подачи оптического волокна с лентой и для зажима оптического волокна в ленте при движении ленты. Оптическое волокно, таким образом, направляется и предварительно выравнивается, в результате движения вытягивания, используя ленту в форме многослойной структуры, надежным и удобным образом. Предпочтительно, движение вытягивания обеспечивается в результате различия между скоростью движения ленты и скоростью вставки волокна. Более конкретно, скорость движения ленты выше, чем скорость вставки волокна, которая обычно составляет от 5-20 мм/с, более конкретно, 10 мм/с. В предпочтительных вариантах осуществления скорость движения ленты на 5-10% выше, чем скорость вставки оптического волокна.
Предпочтительно, в результате описанного выше движения вытягивания ленты, оптическое волокно направляется, и оптическое волокно автоматически выравнивается, например, выправляется. В результате, при выполнении операции обработки оптического волокна, оптическое волокно находится в правильном положении. Такое распрямление улучшает качество выполняемой операции, в результате чего получается оптическом волокно с лучшими характеристиками.
В альтернативном варианте осуществления устройство может дополнительно содержать второе направляющее средство, и в результате чего, устройство выполнено с возможностью передвижения второй ленты, в котором упомянутое первое и второе направляющее средство выполнены с возможностью вытягивания ленты для подачи оптического волокна между первой и второй лентами и для зажима оптического волокна между первой и второй лентами при движении первой и второй лент. В соответствии с одним аспектом изобретения, устройство содержит картридж для ленты, содержащий, помимо одного или двух направляющих элементов, соответственно, одну или две ленты. Предпочтительно, картридж для ленты может быть легко заменен, и лента выполнена одноразовой. Лента разработана для обеспечения дешевизны и краткосрочного удобства, и, предпочтительно, предназначена для одноразового использования. В соответствии с другим аспектом изобретения, устройство включает в себя, помимо направляющих элементов, элемент для приема картриджа с лентой. В соответствии с еще одним, другим аспектом изобретения, устройство функционирует без картриджа с лентой; лента может, например, быть установлена в устройстве, как ролики с лентой.
В некоторых вариантах осуществления устройство для вставки оптического волокна включает в себя вытягивающий элемент для вытягивания ленты. Вытягивающий элемент может быть выполнен с возможностью удаления ленты. Направляющий элемент (элементы) для ленты может быть предусмотрен в устройстве и/или в картридже с лентой, выполненном с возможностью взаимодействия с устройством. Элемент привода и/или направляющий элемент (элементы) могут быть выполнены с возможностью привода ленты и направляющих элементов для направления и сворачивания ленты.
Устройство для вставки оптического волокна может включать в себя одну или больше систем для выполнения операции, в ходе которой образуются обрезки оптического волокна. Устройство может включать в себя систему для выполнения операции генерирования обрезков, такой как операция зачистки концов, и/или систему для выполнения операции очистки, и/или систему для выполнения операции скалывания.
Изобретение дополнительно направлено на устройство обработки, предназначенное для удаления покрытия с оптического волокна с покрытием, оптическое волокно с покрытием, имеющее оболочку, сердечник и ось, причем оболочка окружает сердечник, и покрытие окружает оболочку, устройство, содержащее средство для нагрева оптического волокна с покрытием, при зажиме оптического волокна с покрытием, средство привода, предназначенное для привода защитного средства так, чтобы оно закрывало оптическое волокно с покрытием, и которое выполнено с возможностью его вставки между оптическим волокном с покрытием и упомянутым средством для нагрева, и средство передвижения, предназначенное для выполнения относительного движения, в осевом направлении оси оптического волокна, средства для нагрева относительно оболочки, в то время как средство для нагрева зажимает оптическое волокно с покрытием и в то время, как защитное средство, которое закрывает оптическое волокно с покрытием, вставляют между оптическим волокном с покрытием и средством для нагрева, удаляя, таким образом, покрытие с оптического волокна с покрытием.
В другом аспекте изобретение обеспечивает устройство обработки, предназначенное для удаления покрытия с оптического волокна с покрытием, оптическое волокно с покрытием, имеющее оболочку, сердечник и ось, оболочка окружает сердечник, и покрытие окружает оболочку, устройство, содержащее средство для нагрева оптического волокна с покрытием, в то время, как оно зажимает оптическое волокно с покрытием, средство привода, предназначенное для привода защитного средства для покрытия оптического волокна с покрытием, и выполненное с возможностью его вставки между оптическим волокном с покрытием и средством для нагрева, и средство передвижения, предназначенное для выполнения относительного движения, в направлении, перпендикулярном оси оптического волокна, средства для нагрева относительно оболочки, в то время как средство для нагрева зажимает оптическое волокно с покрытием, в то время как защитное средство, которое покрывает оптическое волокно с покрытием, вставлено между оптическим волокном с покрытием и средством для нагрева, удаляя, таким образом, покрытие с оптического волокна с покрытием.
Прочность на разрыв волокна может представлять собой важный параметр, который требуется учитывать при удалении покрытия с оптического волокна с покрытием, поскольку, чем выше прочность на разрыв волокна с зачищенным концом, тем прочнее волокно и, следовательно, тем лучшего качества получается в результате волокно. Другой параметр, который может, таким образом, быть важным, представляет собой скорость относительного движения волокна, при его движении во время зачистки концов. Что касается прочности волокна, предпочтительно, относительное движение выполняют со скоростью в диапазоне 10-20 мм/с. Такая относительно высокая скорость может оказывать благотворное влияние на генерируемые на поверхности дефекты стекла.
Предпочтительно, устройство дополнительно содержит средство для выполнения надреза в покрытии оптического волокна. Средство для выполнения надреза в покрытии оптического волокна может, например, представлять собой нож с профилированным лезвием или нагреваемый выступающий элемент с профилированным нагреваемым лезвием.
В вариантах осуществления средство привода для привода защитного средства для покрытия оптоволокна с покрытием дополнительно может быть выполнено с возможностью его вставки между оптическим волокном с покрытием и средством для нагрева и/или средством для выполнения надреза в оптическом волокне. Предпочтительно, как средство для нагрева, так и средство для выполнения надреза в оптическом волокне, защищены от оптического волокна с покрытием. В других вариантах осуществления средство для выполнения надреза в покрытии оптического волокна может быть убирающимся. В результате, оптическое волокно зачищают, выполняя относительное движение средства для нагрева относительно оболочки, в то время как средство для нагрева зажимает оптическое волокно с покрытием.
В альтернативных вариантах осуществления, в которых средство для выполнения надреза выполнено без возможности отвода, оптическое волокно зачищают путем движения средства для выполнения надреза относительно оптического волокна, в то время как средство для выполнения надреза зажимает оптическое волокно с покрытием. В результате, средство выполнения надреза соскабливает покрытие с оптического волокна с покрытием. Предпочтительно, оптическое волокно с покрытием нагревают с помощью средства для нагрева, перед выполнением относительного движения.
В других вариантах осуществления устройство обработки для удаления покрытия с оптического волокна дополнительно содержит средство очистки, предназначенное для очистки зачищенного участка упомянутого оптического волокна, в результате чего, упомянутое средство очистки может быть выполнено с возможностью его отвода или поворота. Предпочтительно, зачищенный участок оптического волокна очищают, путем выполнения относительного движения средства очистки относительно зачищенного оптического волокна, в то время как средство для нагрева или средство для выполнения надреза зажимает оптическое волокно с покрытием, и средство для очистки зажимает зачищенный участок оптического волокна.
Средство для защиты инструментов обработки оптического волокна, например, зажимы для зачистки концов, ножи, нагретые профилированные лезвия, средства очистки и т.д., или защитное средство предотвращает непосредственный контакт, по меньшей мере, некоторых из инструментов обработки оптического волокна с покрытием оптического волокна. Таким образом, исключается загрязнение инструментов обработки оптического волокна остатками покрытия. В предпочтительном варианте осуществления используют ленту, как защитное средство. В случае, когда два инструмента обработки оптического волокна используются с каждой стороны оптического волокна, например, используются два зажима для зачистки концов; одна или, в случае необходимости, две ленты могут использоваться, при этом каждый зажим для зачистки концов защищен лентой. В другом варианте осуществления используется одна лента, обернутая вокруг волокна, когда оно вставлено между зажимами, таким образом, что она защищает оба зажима для зачистки концов. В остальном описании, в основном, термин лента будет использоваться, как средство для защиты зажимов для зачистки концов. Однако, следует понимать, что вместо ленты можно также использовать другие виды защитного средства. Другой вид защитного средства представляет собой элемент в виде тонкостенный пластиковой трубки. Элемент трубки может быть помещен между зажимами и может окружать оптическое волокно, и может быть выполнен с возможностью движения вдоль волокна, вместе с устройством для зачистки концов. Таким образом, зажимы не загрязняются, и трубка может использоваться для захвата и удаления счищаемого покрытия с волокна. Предпочтительно, для каждого этапа зачистки концов используется новая трубка.
Предпочтительно, зажим для зачистки концов, который может, например, содержать плоскую пластину, может открываться симметрично, что способствует вводу волокна между зажимами, и, кроме того, может быть предусмотрено направляющее средство. В частности, направляющее средство может быть предусмотрено для направления конца волокна в зажимах для зачистки концов, таким образом, что не устанавливается контакт между концом волокна и лентой. Устройство для обработки затем предпочтительно работает следующим образом. Оптическое волокно с покрытием зажимают и нагревают, в то время как нагретые пластины защищены лентой, так, что не происходит контакт с оптическим волокном с покрытием. На следующем этапе зажимы последовательно перемещают вдоль оси волокна от фиксированных зажимов на заданное расстояние и, в результате, нагретое покрытие разрывается на границе между нагретым и не нагретыми участками. Его затем удаляют с оптического волокна, используя силу трения между зажимом и покрытием. Захваченное покрытие оптического волокна, в случае необходимости, может быть удалено с помощью ленты, в то время как не нагретый участок и сердечник, и оболочка остаются на месте. Предпочтительно, перед или во время зажима оптического волокна с покрытием, выполняют надрез в покрытии оптического волокна на заданном расстоянии.
В результате, хрупкие стеклянные элементы оптического волокна никоим образом не повреждаются, и благодаря использованию ленты для защиты зажима от загрязнения нагретым покрытием, обеспечивается больший срок службы устройства. Кроме того, обрезки, получаемые в результате зачистки концов, удаляются. Последнее приводит к получению высоконадежного устройства и обеспечивает возможность интеграции устройства в автоматизированный инструмент, который позволяет применять дополнительные этапы обработки для оптического волокна, такие как: скалывание, очистка, обработка концов волокна, прикрепление разъема, инспекция обработанного волокна и т.д.
Другой предпочтительный вариант осуществления настоящего изобретения направлен на устройство для зачистки концов, для удаления покрытия с оптического волокна с покрытием, оптическое волокно с покрытием, имеющее покрытие, устройство, содержащее зажим, включающий в себя две плоские пластины, которые могут быть нагреты, отводимое средство, предназначенное для выполнения надреза, и ленту, для защиты зажима и/или средства для выполнения надреза. Предпочтительно, зажим может раскрываться симметрично, что способствует вводу волокна в зажим. Устройство затем предпочтительно работает следующим образом. Отводимые ножи, выполненные с возможностью выполнения надреза в волокне, рядом с плоскими пластинами, до оболочки. После выполнения такого надреза средство может быть отведено. Оптическое волокно с покрытием зажимают и нагревают, в то время как нагретые пластины защищены от контакта с оптическим волокном с покрытием. Выполнение надреза может произойти перед или во время нагрева. Зажатое покрытие оптического волокна затем перемещают, в то время как не нагретый участок и сердечник, и оболочка удерживаются на месте. Покрытие разрывается в месте надреза, и его удаляют с оптического волокна, используя силу трения между зажимом и покрытием. Когда средство для выполнения надреза не отведено, покрытие оптического волокна зажимают и нагревают. Средство для надреза соскабливает нагретое покрытие оптического волокна, в то время как не нагретый участок и сердечник, и оболочка удерживаются на месте.
Перед вводом волокна в зажимы для зачистки концов, в другом варианте осуществления, направляющее средство может быть предусмотрено для направления конца волокна в зажимы для зачистки концов, таким образом, что не устанавливается контакт между концом волокна и лентой. Например, при использовании подвижных зажимов между фиксированными зажимами и зажимами для зачистки концов.
После ввода волокна в зажим для зачистки концов может быть выполнена зачистка концов волокна, используя отводимое средство для надреза, путем выполнения следующих четырех этапов. На первом этапе надрез может быть выполнен в покрытии, но не до оболочки, с помощью, например, отводимых ножей или нагретых профилированных лезвий, и на следующем этапе зажимы, которые защищены от волокна с помощью ленты, нагревают, например, вплоть до 120°C, зажимы затем поступательно перемещают вдоль оси волокна от фиксированных зажимов на заданное расстояние и, в результате, покрытие разрывается в месте выполненного надреза, и его снимают с оптического волокна с помощью силы трения между нагретым зажимом и покрытием. В частности, нагреватели прикладывают однородную силу сдвига к волокну, в результате чего, получаются большие зачищенные участки. На третьем этапе надрез не выполняют в волокне с помощью отводимых ножей, но зажимы и защитное средство нагревают для зачистки остатков первичного покрытия волокна, имеющего толщину от 200 до 300 мкм. На необязательном конечном этапе надрез снова не выполняют, но зажимы и ленту нагревают для зачистки каких-либо остатков на оболочке.
После того, как волокно поступает в зажим для зачистки концов, зачистка волокна, используя неотводимое средство для выполнения надреза, может быть выполнена за четыре следующих этапа. На первом этапе надрез может быть выполнен во вторичном покрытии, но не до оболочки, используя, например ножи или нагретые профилированные лезвия, и на следующем этапе зажимы нагревают, например, до 120°C. Оба средства для выполнения надреза и нагретые зажимы могут быть защищены от волокна с помощью ленты. Нагретые зажимы передают тепло покрытию волокна, которое размягчается и ослабевает, и по мере того, как средство для выполнения надреза, которое не было отведено, поступательно перемещают вдоль оси волокна от фиксированных зажимов на заданное расстояние, средство для выполнения надреза соскабливает размягченное покрытие от места надреза, и удаляет его с оптического волокна посредством силы трения между средством для выполнения надреза и покрытием. Поступательное перемещение средства для выполнения надреза вдоль волокна приводит к соскабливанию покрытия с волокна и выталкивает его с поверхности. В частности, средство для выполнения надреза прикладывает однородную силу сдвига к волокну, в результате чего, получают большую длину зачищенного отрезка. На третьем этапе надрез не выполняют в волокне, но зажимы и средство защиты могут быть нагреты, для зачистки оставшегося первичного покрытия волокна, имеющего толщину от 200 до 300 мкм. На необязательном конечном этапе надрез снова не выполняют, но зажимы и ленту нагревают для зачистки каких-либо остатков на оболочке.
Если волокно имеет внешнее и внутреннее покрытие, внешнее покрытие может быть удалено на первом этапе зачистки концов и внутреннее покрытие может быть удалено на втором этапе зачистки концов. После первого этапа зажимы для зачистки открывают, предпочтительно подают новое средство защиты, например, новую ленту, и зажимы для зачистки концов передвигают обратно в положение, где они могут нагревать внутренне покрытие, которое должно быть удалено. Зажимы для зачистки концов закрывают, и снова передвигают, для удаления внутреннего покрытия. В конечном итоге, третий этап нагрева и перемещения может быть выполнен для удаления каких-либо обрезков, которые все еще могут присутствовать на оболочке оптического волокна, выполняя, таким образом, операцию очистки оптического волокна с зачищенными концами.
Волокно может иметь только внутреннее покрытие. Пример этого представляет собой особый случай усиленного оптического волокна, которое содержит материал кевлар между внешним и внутренним покрытием. В этом случае, внешнее покрытие и слой из кевлара могут быть удалены на этапе предварительной обработки, возможно, с помощью другого устройства. Внутреннее покрытие затем удаляют на первом этапе зачистки концов, описанном выше, в то время как последний этап зачистки концов затем представляет собой "пустой" этап. Преимущество такого способа состоит в том, что разного вида волокна обрабатывают одинаково, таким образом, что оператору не требуется вводить в устройство зачистки концов информацию о виде волокна.
В качестве альтернативы, устройство зачистки концов может содержать датчик, который детектирует вид волокна, которое требуется зачистить.
В результате, может быть зачищено любое оптическое волокно, имеющее первичное или вторичное покрытие, или оба. Кроме того, оператор не должен указывать какие-либо установки для устройства для зачистки концов, в результате чего зачистка концов оптического волокна становится независимой от человека, выполняющего операции с устройством. Последнее приводит к более высокой эффективности работы и помогает работать с устройством.
Кроме того, в одном варианте осуществления устройства могут использоваться два разных типа ленты, адгезивная лента и неадгезивная лента. Одна сторона адгезивной ленты выполнена липкой, в то время как другая сторона выполнена нелипкой. Липкая сторона обращена к оптическому волокну с покрытием. Устройство для зачистки концов содержит средство привода, предназначенное для привода ленты. После удаления покрытия с волокна, удаленное покрытие зажимают между адгезивной лентой и неадгезивной лентой и выводят из зажимов для зачистки концов с помощью средства привода. Ленты могут в дальнейшем использоваться для удаления каких-либо обрезков, получаемых в результате зачистки концов оптического волокна. Это является очень удобным способом удаления обрезков покрытия. Он также является безопасным: обрезки не остаются рядом с зажимами для зачистки концов, где они могли бы повредить работающее устройство. Предпочтительно, может использоваться картридж с лентой, который может содержать три ролика, привод которых может осуществляться: ролик с адгезивной лентой, ролик с неадгезивной лентой и ролик, на который можно наматывать многослойную структуру из адгезивной и неадгезивной ленты.
Однако, когда волокно вставляют между двумя слоями ленты, оконечная точка волокна может быть острой, и она может проникать в ленту, вместо скольжения поверх нее, или волокно может быть изогнуто из-за пластической деформации в буфере перед вставкой в инструмент. Предпочтительно, в другом варианте осуществления устройства, волокно может поддерживаться во время вставки между лентами, используя направляющий элемент, такой как подвижный зажим. Подвижный зажим может направлять конец волокна и может передвигаться между фиксированным зажимом и зажимом для зачистки концов.
В некоторых вариантах осуществления устройство, в соответствии с изобретением, содержит множество установок, в котором в каждой установке выполняется один или несколько этих этапов обработки. В варианте осуществления зачистку и очистку выполняют в одной и той же установке. В одном варианте осуществления тестирование на растяжение и операцию по скалыванию выполняют об одной и той же установке.
Краткое описание чертежей
Дополнительные свойства настоящего изобретения будут понятны из чертежей, на которых:
на фиг.1 показано схематичное представление устройства в соответствии с вариантом осуществления изобретения;
на фиг.2 показана внутренняя часть устройства в соответствии с вариантом осуществления изобретения;
на фиг.3 показан инструмент в соответствии с принципами настоящего раскрытия;
на фиг.4-25 показана последовательность шагов/этапов операций, реализуемых инструментом по фиг.3 для предварительной обработки и соединения оптического волокна;
на фиг.26 показан вариант осуществления элемента прикрепления волокна в соответствии с принципами настоящего изобретения;
на фиг.27 показан вид с увеличением устройства предварительного выравнивания разъема в соответствии с вариантами осуществления изобретения;
на фиг.28-30 иллюстрируются варианты осуществления элемента прикрепления волокна в соответствии с принципами настоящего изобретения;
на фиг.31 показан вариант осуществления оптоволоконного разъема, соединенного с оптическим волокном, в соответствии с изобретением;
на фиг.32а-32с схематично иллюстрируется корпус разъема, содержащий элемент прикрепления волокна в соответствии с вариантом осуществления, в соответствии с изобретением, используемый со всем диапазоном покрытий для различных типов оптического волокна;
на фиг.33 показан вариант осуществления корпуса разъема, содержащего элемент прикрепления волокна в соответствии с вариантами осуществления изобретения;
на фиг.34а и 34с показан вид в поперечном сечении варианта осуществления корпуса разъема, содержащего первый участок элемента прикрепления волокна перед активацией термоусадочного материала;
на фиг.34b и 34d показан вид в поперечном сечении варианта осуществления корпуса разъема, содержащего второй участок элемента прикрепления волокна перед активацией термоусадочного материала;
на фиг.35а и 35с показан вид в поперечном сечении варианта осуществления корпуса разъема, содержащего первый участок элемента прикрепления волокна после активации термоусадочного материала;
на фиг.35b и 35d показан вид в поперечном сечении варианта осуществления корпуса разъема, содержащего второй участок элемента прикрепления волокна после активации термоусадочного материала;
на фиг.36а-36е схематично иллюстрируются последовательные этапы, в которых тепло передают с помощью устройства в материал, восстанавливаемый под действием тепла, в соответствии с принципами настоящего изобретения;
на фиг.37 показан вариант осуществления разъема в соответствии с принципами настоящего изобретения;
на фиг.38а-38b показана одна компоновка ленты, предназначенной для использования с установкой, где оптическое волокно содержит или генерирует обрезки в соответствии с вариантами осуществления изобретения;
на фиг.39 схематично показано устройство в соответствии с вариантом осуществления изобретения, которое включает в себя картридж с лентой;
на фиг.40а и 40b иллюстрируется операция зачистки концов в соответствии с вариантом осуществления изобретения, которая выполняется для захвата и удаления обрезков;
на фиг.41а и 41b схематично иллюстрируется операция устройства для зачистки концов в соответствии с вариантами осуществления изобретения;
на фиг.42 схематично показана операция варианта осуществления устройства для зачистки концов в соответствии с вариантами осуществления изобретения;
на фиг.43а и 43b схематично иллюстрируется лезвие для зачистки концов в соответствии с предпочтительным вариантом воплощения в соответствии с изобретением;
на фиг.44а и 44b, соответственно, схематично иллюстрируется профилированное лезвие для зачистки концов по сравнению с прямым лезвием для зачистки концов в соответствии с вариантами осуществления изобретения;
на фиг.45а показано перпендикулярное перемещение ленты и на фиг.45b показано осевое перемещение ленты в соответствии с вариантами осуществления изобретения;
на фиг.46а-46е иллюстрируется операция зачистки концов с осевым перемещением ленты, в соответствии с вариантом осуществления изобретения;
на фиг.47а-47е иллюстрируется операция зачистки концов с осевым перемещением ленты, в соответствии с вариантом осуществления изобретения;
на фиг.48 показан вариант осуществления картриджа ленты в соответствии с принципами изобретения;
на фиг.49а-49с иллюстрируются варианты осуществления изобретения, в которых используется одна лента;
на фиг.50 показан вариант осуществления дискового кулачка, используемого в варианте осуществления изобретения;
на фиг.51 и на фиг.52 показаны возможные компоновки установок в вариантах осуществления устройства в соответствии с изобретением.
на фиг.53 показана установка тепловой обработки в соответствии с вариантом осуществления изобретения;
на фиг.54а представлено изображение механически сколотых концов оптического волокна до применения электродуговой обработки;
на фиг.54b представлено изображение концов оптического волокна после применения электродуговой обработки в соответствии с вариантом осуществления изобретения;
на фиг.55 показан график, иллюстрирующий количество возможных соединений и разъединений двух необработанных оптических волокон до наступления отказа;
на фиг.56 показан график, иллюстрирующий количество возможных соединений и разъединений двух оптических волокон, обработанных электрической дугой, до наступления отказа;
на фиг.57 и 58 показаны изображения СЭМ необработанного оптического волокна;
на фиг.59 и 60 показаны изображения СЭМ оптических волокон, обработанных теплом;
на фиг.61а представлены интероферометрические измерения торцевой грани необработанного волокна;
на фиг.61b представлены интероферометрические измерения торцевой грани обработанного волокна;
на фиг.62 показан поперечный разрез необработанного и обработанного оптического волокна;
на фиг.63а показан поперечный разрез обработанного оптического волокна;
на фиг.63b показана кривизна оболочки и сердечника, как функция длительности дуговой обработки для обработанного оптического волокна;
на фиг.63с показана кривизна оболочки, как функция длительности дуговой обработки для волокон других поставщиков;
на фиг.64 показан преобразователь для соединения оптоволоконного беззажимного разъема с разъемом с зажимами;
на фиг.65 показан адаптер с интегрированным преобразователем для соединения беззажимного оптоволоконного разъема с разъемом с зажимами;
на фиг.66 показаны этапы способа в соответствии с изобретением.
Осуществление изобретения
Термин "вносимые потери", используемый здесь, относится к потере мощности сигнала, в результате вставки устройства в линию электропередачи или оптическое волокно. Вносимые потери обычно выражают в децибелах (дБ).
"Обратные потери" или "потери на отражение" представляют отражение мощности сигнала, в результате вставки устройства в линию электропередачи или оптическое волокно. Это обычно выражается, как отношение в дБ мощности падающего сигнала относительно мощности отраженного сигнала (для получения положительного числа). Предпочтительно получать низкую мощность отраженного сигнала, то есть высокое значение обратных потерь.
"Соединение" здесь означает выполнение относительного перемещения между установкой и концом оптического волокна; таким образом, что после этого относительного перемещения может быть выполнена операция, в данном случае присоединения оптического волокна установкой. Относительное перемещение может представлять собой: удержание конца оптического волокна в положении, которое фиксировано относительно инструмента и передвижение установки или удержание установки в положении, которое является фиксированным, и передвижение конца оптического волокна, или перемещение, как установки, так и конца оптического волокна.
Термин "волокно", используемый здесь, относится к одиночному элементу оптической передачи, имеющему сердечник, имеющий, например, диаметр 8 мкм и оболочку, имеющую, например, диаметр 125 мкм, в котором сердечник является центральной, пропускающей свет областью волокна, и оболочка представляет собой материал, окружающий сердечник, для формирования направляющей структуры для распространения света внутри сердечника. Размеры, конечно, могут отличаться; для многомодальных волокон, наиболее часто используют диаметр сердечника 50 мкм или 62,5 мкм. Сердечник и оболочка могут быть покрыты первичным покрытием, которое обычно содержит один или несколько органических или полимерных слоев, окружающих оболочку, для обеспечения механической защиты и защиты от окружающей среды для области, пропускающей свет. Первичное покрытие может иметь диаметр в диапазоне, например, от 200 до 300 мкм. Сердечник, оболочка и первичное покрытие обычно покрыты вторичным покрытием, так называемым "буфером", слоем из защитного полимера, без оптических свойств, который наносят на первичное покрытие. Буфер или вторичное покрытие обычно имеет диаметр в диапазоне от 300 до 1100 мкм, в зависимости от изготовителя кабеля.
Термин "разъем", используемый здесь, относится к элементу, который используется для завершения оптического волокна таким образом, что волокно может быть соединено с другим оптическим волокном или устройством. Оптоволоконный разъем, в основном, представляет собой жесткий цилиндр, окруженный муфтой, которая удерживает этот цилиндр в его соответствующем гнезде. Механизм сопряжения может представлять собой, например, механизм типа "вставки и защелки, поворота и защелки”, и т.д. Хорошее совмещение соединенных оптических волокон является чрезвычайно важным для получения соединения хорошего качества с низкими потерями оптического сигнала. Обычно используют, так называемые разъемы с обжимом, в которых волокна с зачищенными концами устанавливают коаксиально в зажиме. Зажимы могут быть изготовлены из керамики, металла или иногда из пластика и имеют высверленное центральное отверстие. Разъемы с зажимами, однако, являются дорогостоящими. Центральное отверстие должно быть высверлено очень точно для хорошего совмещения оптического волокна. Кроме того, торцевую грань волокна полируют так, что волокна в двух разъемах с зажимами обеспечивают хороший физический контакт. Этап полировки является дорогостоящим. Альтернативные решения выравнивания, содержащие беззажимные разъемы являются намного менее дорогостоящими. "Разъем" в этом документе, предпочтительно, представляет собой беззажимный разъем, хотя разъем для механического сращивания представляет собой альтернативную возможность. Механическое сращивание представляет собой способ соединения двух оптических волокон, в котором концы волокон выравнивают и удерживают вместе с помощью прецизионно изготовленного разъема. Механическое сращивание обычно предназначено для неразъемного соединения, хотя в определенных случаях волокна все еще могут быть разъединены и снова соединены впоследствии. Пример системы механического сращивания представляет собой RECORDspliceTM от Tyco Electronics. Перед выполнением механического сращивания концы волокон зачищают от их покрытия, таким образом, что получают оголенные концы волокон. Для получения хорошо определенных торцевых граней, которые могут быть затем совмещены при механическом сращивании, концы механически разделяют с помощью инструмента прецизионного скалывания, такого, как используется в RECORDsplice RECORDsplice Cleaver и Assembly Tool (RCAT).
To, что установка выполняет операцию "автономно", означает в данном документе, что она функционирует независимо: после начала операции, и продолжает работу до окончания операции, без вмешательства, выполняемого вручную, но, возможно, под управлением контроллера. "Автономно" очень похоже на "автоматически", но в данном тексте используется "автономно" для установки портативного устройства, в то время как "автоматически" используется для портативного устройства более высокого уровня, для обозначения функционирования без какого-либо вмешательства, выполняемого вручную, или действия, выполняемого вручную. Таким образом, портативное устройство может функционировать автоматически. В качестве альтернативы, установки устройства могут функционировать автономно, и портативное устройство может функционировать неавтономно, что означает, что действие выполняется, например, с помощью оператора между операциями в установках, работающих автономно, один раз или несколько раз.
Когда слой или слои покрытия удаляют с участка волокна на определенную длину, так, что только сердечник и оболочка остаются оголенными, этот участок волокна является "оголенным", как это называется в данном документе.
Термин "свет" используется здесь для обозначения электромагнитного излучения, содержащего часть электромагнитного спектра, который классифицируют по длине волны на инфракрасную, видимую и ультрафиолетовую области.
В вариантах осуществления, раскрытых здесь, может использоваться элемент с восстанавливаемыми размерами для помощи при удержании оптического волокна. Элемент с восстанавливаемыми размерами представляет собой элемент, с конфигурацией размеров, которая может быть выполнена с возможностью их существенного изменения при воздействии тепловой обработки. Обычно эти элементы восстанавливают свою исходную форму, из которой они ранее были деформированы, но термин "восстанавливаемый", используемый здесь, также включает в себя элемент, который принимает новую конфигурацию, даже если он не был ранее деформирован. В вариантах осуществления настоящего изобретения элементы, восстанавливаемые под действием тепла, восстанавливают свою исходную форму, стремясь принять оригинальную форму при инкапсуляции и форму удержания, в частности, форму удержания оптического волокна.
Типичная форма элемента с восстанавливаемым размером представляет собой элемент, восстанавливаемый под действием тепла, конфигурация размеров которого может быть изменена, при воздействии на элемент тепловой обработки. В их наиболее распространенной форме такие элементы содержат термоусадочную муфту, изготовленную из полимерного материала, проявляющего свойство упругой или пластичной памяти, как описано, например, в документах US №№2,027,962 (Currie); 3,086,242 (Cook и др.); и 3,597,372 (Cook), раскрытия которых представлены здесь по ссылке. Для полимерного материала было выполнено полимерное сшивание во время процесса производства, для улучшения требуемой способности восстановления размеров. Один способ производства восстанавливаемого под действием тепла элемента содержит формирование полимерного материала в требуемой, стабильной к воздействию тепла форме, с последующим поперечным сшиванием полимерного материала, нагревом элемента до температуры выше точки плавления кристаллов (или для аморфных материалов выше точки размягчения полимера), деформации элемента и охлаждения элемента, в деформированном состоянии таким образом, что поддерживается деформированное состояние элемента. При использовании, из-за того, что деформированное состояние элемента является нестабильным к воздействию тепла, приложение тепла приводит к тому, что элемент принимает свою оригинальную, стабильную к воздействию тепла форму.
Термин, "зачистка концов", используемый здесь, относится к удалению покрытия с элемента оптической передачи.
Термин "удаление", используемый здесь, относится к надежному удалению вещества отходов оптического волокна таким образом, чтобы обрезки не могли повторно загрязнить волокно.
Настоящее изобретение будет описано в отношении определенных вариантов осуществления, и со ссылкой на определенные чертежи, но изобретение не ограничено этим, а только формулой изобретения. Описанные чертежи являются только схематичными и не являются ограничительными. На чертежах размер некоторых из элементов может быть преувеличен, и они могут быть вычерчены в масштабе, с целью иллюстрации. В случае, когда термин "содержащий" используется в настоящем описании и в формуле изобретения, он не исключает другие элементы или этапы. В случае, когда используются неопределенный или определенный артикль при ссылке на существительное в единственном числе, например, "а" или "an", "the", это включает в себя множественное число этого существительного, если только что-нибудь другое не будет указано специально.
Термин "содержащий", используемый в формуле изобретения, не следует интерпретировать, как ограниченный средством, представленным ниже; он не исключает другие элементы или этапы. Таким образом, объем выражения “устройство, содержащее средство А и В”, не следует ограничивать устройствами, состоящими только из компонентов А и В. Это означает, что в отношении настоящего изобретения, только А и В представляют собой соответствующие компоненты устройства.
Кроме того, термины первый, второй, третий и т.п., в описании и в формуле изобретения, используются для различия между аналогичными элементами и не обязательно для описания последовательного или хронологического порядка. Следует понимать, что термины, используемые таким образом, являются взаимозаменяемыми в соответствующих обстоятельствах, и что варианты осуществления изобретения, описанные здесь, выполнены с возможностью работы в других последовательностях, чем описаны или представлены здесь.
Кроме того, термины верх, низ, над, под и т.п., в описании и в формуле изобретения, используются с целью описания и не обязательно для описания относительных положений. Следует понимать, что термины, используемые таким образом, являются взаимозаменяемыми в определенных обстоятельствах, и что варианты осуществления изобретения, описанные здесь, выполнены с возможностью работы в других ориентациях, чем описаны или представлены здесь.
На чертежах, аналогичные номера ссылочных позиций обозначают аналогичные свойства; и номера ссылочных позиций, появляющиеся более, чем на одной фигуре, относятся к одному и тому же элементу.
На фиг.1 показано схематичное представление варианта осуществления портативного устройства 10, в соответствии с изобретением. Здесь описаны общая компоновка и конструкция; функционирование варианта выполнения устройства подробно описано дополнительно ниже. На фиг.2 показан вид изнутри варианта осуществления устройства 10, соответствующего схематичному представлению по фиг.1.
Оптическое волокно 100, имеющее конец 101, устанавливают в устройство 10. Части устройства установлены на раме 11 устройства.
В варианте осуществления по фиг.1 оптическое волокно 100 устанавливают в фиксированный зажим 20, который направляет и впоследствии зажимает волокно. Во время этого процесса волокно не движется относительно портативного устройства; оно зажато фиксированным входным зажимом 10. Различные установки 30, 40, 50, 60 обработки установлены на поворотной револьверной головке 14; эти установки могут последовательно устанавливаться на место расположения оптического волокна 100 при повороте и поступательном перемещении головки. Револьверная головка 14 вращается с помощью электродвигателя 16, который может представлять собой шаговый двигатель, и зубчатой передачи 18. Для поступательного передвижения револьверной головки активируют электродвигатель 15 поступательного перемещения револьверной головки (который также может представлять собой шаговый двигатель). Это приводит к вращению шпинделя 17 и поступательному перемещению револьверной головки 14 в направлении к оптическому волокну 100 или от него, в зависимости от направления вращения электродвигателя 15 поступательного перемещения револьверной головки. В предпочтительном варианте осуществления устройство 10 содержит картридж 70 ленты. Во время зачистки концов волокна от покрытия, а также во время скалывания, образуются обрезки. Эти обрезки могут содержать буфер, покрытие, стеклянные частицы (крошки, обрезки оболочки/сердечника длиной вплоть до 25 мм). Одна из функций ленты в картридже с лентой состоит в том, чтобы захватывать эти обрезки и удалять их. В одном предпочтительном варианте осуществления устройство содержит картридж 80 с разъемом. Разъемы 110, которые еще могут содержать две или больше частей, предназначенных для последовательной установки на подготовленное оптическое волокно 100, содержатся в картридже 80 разъема. Обычно картридж разъема может содержать, например, от восьми до двенадцати разъемов. Установка 30 соединения разъема прикрепляет разъем 110 к оптическому волокну 100. Энергия может поступать в устройство 10 от батареи 12, которая, предпочтительно, представляет собой аккумуляторную батарею.
Оптическое волокно 100 выравнивают и направляют с помощью разных средств в устройстве 10. В некоторых вариантах осуществления одно из этих средств представляет собой подвижный зажим 22. Оптическое волокно удерживают с помощью фиксированного зажима 20, и далее с помощью подвижного зажима 22. Кроме того, в предпочтительном варианте осуществления, подвижный зажим может иметь дополнительную функцию: в начале операции оператор может просто вставить оптическое волокно на несколько мм в устройство (в отверстие фиксированного зажима 20, в варианте осуществления по фиг.1), после чего волокно детектируют, когда оно захвачено подвижным зажимом 22, и втягивают дальше в устройство с помощью подвижного зажима. Общая длина, например, 70 мм волокна может, таким образом, быть вставлена в инструмент.
На фиг.3-25 иллюстрируется инструмент 900, в соответствии с принципами настоящего раскрытия. Инструмент 900 включает в себя внутренний механизм для прикрепления корпуса разъема на оптическом волокне. Для инструмента 900 предпочтительно, чтобы он был относительно компактным и портативным. В некоторых вариантах осуществления инструмент 900 имеет общий вес меньше чем 5 кг или меньше чем 3 кг, или меньше чем 2 кг. Как представлено на фиг.3, инструмент 900 включает в себя внешний корпус 902, имеющий ручку 904 для удобства переноса инструмента 900. Корпус 902 позволяет легко переносить инструмент 900 в удаленные места положения (то есть места положения, находящиеся на расстоянии от производственного объекта или предприятия) и использовать его для фиксации корпусов разъема на оптическом волокне в условиях на месте применения. Инструмент 900 также может использоваться для предварительной обработки оптического волокна перед вставкой этого оптического волокна в корпус разъема. Корпус 902 может иметь различные съемные участки, которые могут быть извлечены из основного корпуса для обеспечения доступа к внутренним компонентам для технического обслуживания. Кроме того, съемные участки могут обеспечить возможность загрузки картриджей, таких как картридж 906 разъема (см. фиг.15) в корпус 902, если необходимо. Возвращаясь обратно к фиг.3, корпус 902 может дополнительно определять отверстие 908 для вставки волокна, которое обеспечивает возможность вставки оптического волокна 960 (см. фиг.4) в корпус 902. Оптическое волокно 960 может быть вставлено в корпус 902 вдоль оси 961 вставки. Следует понимать, что отверстие 908 для вставки волокна, предпочтительно, выполнено достаточно большим, чтобы обеспечить возможность удаления корпусов разъема изнутри корпуса 902 после прикрепления корпусов разъема на соответствующих оптических волокнах. В определенных вариантах осуществления гибкая прокладка может быть предусмотрена в отверстии 908 для вставки волокна, для уменьшения вероятности попадания загрязнителей в корпус.
На фиг.4-25 показан корпус 902 с удаленными боковыми панелями, для представления внутренних компонентов инструмента 900. Как показано на фиг.5, корпус 902 включает в себя первый конец 910, расположенный противоположно второму концу 912. Различные механические компоненты (например, механизмы, компоновки, устройства и т.д.) расположены внутри корпуса 902. Компоненты включают в себя каретку 914 (то есть держатель), установленную на линейных подшипниках 916 (то есть стержнях скольжения). Линейные подшипники 916 продолжаются между первым и вторым концами 910, 912, корпуса 902. Во время работы инструмента 900, механизм привода используется для скользящего передвижения 914 назад и вперед вдоль линейных подшипников 916. Движение каретки 914 по линейным подшипникам 916 выполняется вдоль оси 963 скольжения каретки, которая расположена параллельно первой оси 961 вставки волокна. Подшипники 916 включают в себя верхний подшипник 916А и нижний подшипник 916В. Механизм поворота используется для поворота верхнего линейного подшипника 916А и каретки 914 вокруг оси 920 поворота, которая продолжается через нижний линейный подшипник 916B (см. фиг.14 и 15). В результате поворота каретки 914 вокруг оси 920 поворота, разные рабочие установки, расположенные на каретке 914, могут быть выровнены с отверстием 908 вставки волокна на разных этапах обработки разъема и операций прикрепления, выполняемых инструментом 900. Благодаря скользящему движению каретки 914 назад и вперед вдоль оси 963 скольжения каретки, различные компоненты, переносимые кареткой 914, могут перемещаться вдоль оси 961 вставки волокна вдоль оси в направлении оптического волокна 960 и вдоль оси на расстоянии от осевого волокна 960. Следует понимать, что любое количество разных механических механизмов привода можно использовать в корпусе 902 для обеспечения требуемой автоматизации и движения частей. Примеры механизмов привода включают в себя серводвигатели, шаговые двигатели, винтовые приводы или другие известные механизмы привода. Аккумуляторная батарея или другие средства питания также могут быть предусмотрены в корпусе для питания различных механических компонентов.
Как показано на фиг.14, каретка 914 включает в себя основание 922, которое установлено с возможностью скольжения на линейных подшипниках 916А, 916В, и которое может поворачиваться вокруг оси 920 поворота. Каретка 914 также включает в себя пластину 924, установленную на одной стороне основания 922, и вращающуюся головку 926, установленную на противоположной стороне основания 922. Первая сторона 930 (см. фиг.5) пластины 924 обращена от основания 922, а вторая сторона 931 (см. фиг.14) пластины 924 обращена в направлении основания 922. Различные рабочие компоненты установлены на каретке 914. Например, установка 928 для зачистки концов (см. фиг.5) установлена с первой стороны 930 пластины 924. Следует понимать, что установка 928 для зачистки концов может иметь любое из свойств установки для зачистки концов, описанных везде в настоящем описании. Как представлено, установка 928 для зачистки концов включает в себя нагреваемые зажимные элементы 932А, 932В, которые выполнены с возможностью перемещения между открытым положением (см. фиг.5-8) и закрытым положением (см. фиг.9). Также на первой стороне 930 установлена пластина 924, которая представляет собой устройство 934 для сбора отходов в виде непрерывной бобины (то есть устройство для удаления отходов). Следует понимать, что устройство 934 для сбора отходов может иметь любое из свойств устройств для удаления отходов, описанных везде в данном описании. Как представлено, устройство 934 для сбора отходов включает в себя ленты 936А, 936В, подаваемые с подающих бобин 938А, 938В и направляемые между нагреваемыми зажимными элементами 932А, 932В. Ленты 936А, 936В выполнены с возможностью захвата обрезков, генерируемых в результате операций зачистки концов и скалывания, и заключают обрезки между лентами 936А, 936В в форме многослойной ленточной структуры. Отсоединенные ленты проходят через зазор между нагретыми зажимными элементами 932А, 932В и собираются на бобине 940 для сбора. Лента 936А направляется вокруг внешнего контура пластины 924 и направляется направляющими роликами 942 в положение, рядом с нагретыми зажимными элементами 932А. Лента 936В направляется прямо к нагретому зажимному элементу 932В. Ленты 936А, 936В объединяются на нагретых зажимных элементах 932А, 932В и проходят между нагретыми зажимными элементами 932А, 932В.
Поворотная головка 926 каретки 914 выполнена с возможностью вращения вокруг оси вращения 946 (см. фиг.17), которая, в общем, расположена поперечно относительно оси 920 поворота, оси 961 вставки волокна и оси 463 скольжения каретки. Различные компоненты/каскады установлены на поворотной головке 926. Компоненты могут быть установлены на поворотной головке 926 в местах положения, которые расположены с радиальным смещением вокруг оси вращения 946. Таким образом, благодаря вращению/дискретному шаговому повороту, поворотной головки 926 вокруг оси вращения 946, поворотная головка 926 может выполнять функцию карусели для последовательного переноса различных компонентов в положение осевого совмещения с осью вставки оптического волокна 910. Как показано на фиг.16, один из компонентов, переносимых поворотной головкой 926, представляет собой установку 941 дуговой обработки такого типа, как описано везде в данном описании. Кроме того, установка 942 оптического тестирования и установка 944 нагрева и держателя корпуса разъема установлены на поворотной головке 926. В результате поворота каретки 914 в заданное местоположение вокруг оси 920 поворота, и поворота/прецизионного шагового вращения поворотной головки 926 вокруг оси 946 поворота в требуемое местоположение, установка 942 дуговой обработки, установка 942 оптического тестирования и установка 944 нагрева и держатель корпуса разъема могут последовательно выравниваться с отверстием 908 для вставки волокна и осью 961 для вставки волокна во время обработки, и соединения с оптоволоконным разъемом.
Различные дополнительные механизмы и компоненты также установлены в корпусе 902. Например, установка 950 для скалывания (см. фиг.12) установлена на верхней стенке корпуса 902. Механизм привода, предпочтительно, предусмотрен для выдвижения и отвода (например, опускания и подъема) установки 950 для скалывания относительно оси 961 вставки оптического волокна 960. Компоновка зажимов волокна также предусмотрена внутри корпуса 902. В одном варианте осуществления компоновка зажимов может включать в себя первый зажим 954 (см. фиг.6 и 7), второй зажим 956 (см. фиг.4) и третий зажим 957 (см. фиг.12). Первый зажим 954 установлен на каретке 914 в месте, рядом с установкой для зачистки концов. Поскольку первый зажим 954 установлен на каретке 914, движение каретки 914 вдоль ее оси 963 скольжения передвигает первый зажим 954 вдоль оси 963 скольжения и также вдоль оси 961 вставки волокна. Таким образом, механизм привода предусмотрен для движения первого зажима 954 вдоль оси 961 вставки оптического волокна. Первый зажим 954 может называться зажимом осевого передвижения, поскольку он выполнен с возможностью передвижения вдоль оси 961 вставки оптического волокна. Второй зажим 956 установлен на первом конце 910 корпуса 902 рядом с отверстием 908 для вставки. В представленном варианте осуществления второй зажим 956 выполнен неподвижным вдоль оси 961 вставки оптического волокна 960 и, поэтому, может называться фиксированным вдоль оси зажимом или фиксированным зажимом. Третий зажим 957 расположен между первым и вторым зажимами 954, 956 и может называться промежуточным зажимом.
В картридж 906 разъема инструмента 900, предпочтительно, загружены корпуса 958 разъема (см. фиг.15). Картридж 906 разъема может включать в себя множество пазов или положений, в которых могут индивидуально содержаться корпуса разъема. В одном варианте осуществления картридж 906 разъема может представлять собой карусель, которая выполнена с возможностью пошагового поворота с помощью механизма привода для последовательной установки пазов, содержащих корпуса 958 разъема, в место отбора корпуса разъема, в которые корпуса 958 разъема могут быть поданы (например, выталкивающим устройством) из картриджа 906 разъема в нагревательную установку 944 держателя корпуса разъема. Когда все корпуса 958 разъема будут выданы из картриджа 906 разъема, картридж 906 разъема может быть снят с корпуса 902 и заменен полностью загруженным картриджем 906 разъема.
В предпочтительном варианте осуществления восстанавливаемую под действием тепла муфту, содержащую активируемый теплом клей, предпочтительно, предварительно устанавливают в каждом из корпусов 958 разъема. Как описано везде в данном описании, восстанавливаемые под действием тепла муфты, предпочтительно, устанавливают над элементами соединения, которые закрепляют или по-другому соединяют с корпусами 958 разъема. Как только картридж 902 с разъемами будет загружен в корпус 902, инструмент 900 готов для использования для обработки оптических волокон и для прикрепления корпуса разъема на оптических волокнах.
Для обработки и подключения оптического волокна 960 необходимо только вставить оптическое волокно 960 в корпус 902 через отверстие 908 для вставки волокна вдоль оси 961 вставки. На фиг.4 показано оптическое волокно 960, которое вставлено в корпус 902. После вставки оптического волокна 960 в корпус 902, каретка 914 скользит вдоль линейных подшипников 916 (то есть вдоль оси 963 скольжения каретки) в направлении оптического волокна 960 на первом конце 910 корпуса 902 (см. фиг.5). Первый зажим 954 затем зажимает оптическое волокно 960 и каретка 914 скользит обратно в направлении второго конца 912 корпуса 902 вдоль линейных подшипников 916 для вытягивания до заданной длины оптического волокна 960 в корпус 902 (см. фиг.6). После вытягивания до заданной длины оптического волокна в корпус 902, второй зажим 956 активируют для фиксации вдоль оси оптического волокна относительно корпуса 902. Первый зажим 954 затем открывают (см. фиг.7), и каретка 914 скользит обратно к первому концу 910 корпуса 902 таким образом, что оптическое волокно 960 движется между нагретыми зажимными элементами 932А, 932В (см. фиг.8). Нагретые зажимные элементы 932А, 932В затем движутся от открытого положения в закрытое положение (см. фиг.9), и нагреваются. Таким образом, нагретые зажимные элементы 932А, 932В нагревают и зажимают внешнее покрытие оптического волокна 960. Ленты 936А, 936В располагаются между оптическим волокном 960 и их соответствующими нагретыми зажимными элементами 932А, 932В и выполняют функцию защитных слоев/экранов, а также предоставляют функцию захвата обрезков.
После нагрева покрытия оптического волокна 960 и другой его обработки (например, зачистки) в установке зачистки концов, каретка 914 движется обратно вдоль линейных подшипников 916 в направлении второго конца 912 (то есть вдоль оси от оптического волокна 960) таким образом, что нагретый и зафиксированный участок покрытия оптического волокна 960 проталкивается вдоль оси и, таким образом, зачищается на участке оголенного стекла оптического волокна 960. Зачищенный участок покрытия захватывают между лентами 936А, 936В устройства 934 сбора отходов. На фиг.10 показано оптическое волокно с оконечным участком, с которого снято покрытие участка оголенного стекла.
После зачистки концов оптическое волокно 960 зажимается третьим зажимом 957 и первым зажимом 954 (см. фиг.11). Первый зажим 954 зажимает участок оголенного стекла оптического волокна 960, а третий зажим 957 зажимает участок с покрытием оптического волокна. Установка 950 скалывания затем выдвигается, снижаясь таким образом до положения скалывания, выровненного с осью 961 вставки оптического волокна 960 (см. фиг.12). Оптическое волокно 960 затем разделяют с помощью установки 950 скалывания. Участок отбрасываемого конца волокна и любые другие обрезки после скалывания захватывают с помощью устройства 934 сбора отходов. После скалывания установку 950 скалывания отводят (см. фиг.13), и каретку 914 поворачивают вокруг оси 920 поворота (см. фиг.14 и 15) для смещения установки для зачистки концов от оси 961 вставки волокна и для ориентации поворотной головки 926 для совмещения с осью 961 вставки волокна. Будучи установленной таким образом, установка 941 дуговой обработки, которая расположена на поворотной головке 926, совмещается с оптическим волокном 960 (см. фиг.15 и 16).
Каретка 914 затем скользит вдоль оси 963 скольжения каретки назад в направлении первого конца 910 корпуса 902 (то есть назад в направлении оптического волокна 960) таким образом, что оптическое волокно 960 устанавливается/располагается/вставляется в установку 941 дуговой обработки (см. фиг.17). При этом оптическое волокно 960 устанавливается в установке дуговой обработки, и сколотый конец оптического волокна 960 обрабатывают с помощью процесса дуговой обработки такого типа, как описано везде в данном описании. После окончания процесса дуговой обработки, каретка 914 скользит обратно от оптического волокна 960 вдоль оси 963 скольжения каретки таким образом, что оптическое волокно 960 удаляют из установки дуговой обработки (см. фиг.18). Поворотная головка 926 выполняет прецизионное пошаговое поворотное движение вокруг оси вращения 946 для перевода установки 942 оптического тестирования в осевое совмещение с оптическим волокном 960 (см. фиг.19). Каретка 914 затем снова скользит вдоль оси 963 каретки в направлении оптического волокна 960 таким образом, что оптическое волокно 960 устанавливается в установку 942 оптического тестирования для оптического тестирования (см. фиг.20).
После оптического тестирования каретка 914 скользит вдоль оси 463 скольжения каретки от оптического волокна 960 в положение, где оптическое волокно 960 удаляют из установки 942 оптического тестирования и каретки корпуса разъема, и нагревательную установку 944 устанавливают непосредственно рядом с картриджем 906 разъема (см. фиг.21). Корпус 958 разъема затем выводят из каретки 906 разъема в держатель корпуса разъема и нагревательную установку 944 (см. фиг.22). Следует понимать, что механический толкатель или другая структура могут использоваться для переноса корпуса 958 разъема из картриджа 906 разъема в нагревательную установку 944 и держатель корпуса разъема. Следует также понимать, что картридж 906 разъема может пошагово поворачиваться таким образом, что данный корпус 958 разъема будет готов для подачи в установку 944 нагрева и держатель корпуса разъема.
После загрузки корпуса 958 разъема в установку 944 нагрева и держатель корпуса разъема поворотная голова 926 выполняет прецизионное пошаговое поворотное движение вокруг оси вращения 946 для перевода корпуса 958 разъема, удерживаемого установкой 944 нагрева и держателем корпуса разъема, в положение совмещения с оптическим волокном 960 (см. фиг.23). Каретка 914 затем скользит вдоль оси 963 скольжения каретки обратно в направлении оптического волокна 960 таким образом, что оптическое волокно 960 устанавливается в корпус 958 разъема (см. фиг.24). По мере того, как корпус 958 разъема скользит вдоль оптического волокна 960, следует понимать, что оптическое волокно 960 устанавливается внутри муфты, восстанавливаемой под действием тепла, которая расположена поверх элемента соединения, соединенного с корпусом 958 разъема. Когда оптическое волокно 960 продолжается внутрь элемента, восстанавливаемого под действием тепла, такой элемент, восстанавливаемый под действием тепла, нагревается установкой 944 нагрева и держателем корпуса разъема, и как описано здесь везде, для усадки муфты, восстанавливаемой под действием тепла, вплоть до оптического волокна и активации активируемого теплом клея, расположенного в муфте, восстанавливаемой под действием тепла. После отверждения клея соответствующим образом, клей и муфта, восстанавливаемая под действием тепла, взаимодействуют с элементом соединения, для осевой фиксации оптического волокна 960 в корпусе 958 разъема. Различные зажимы в корпусе 902 затем высвобождают, таким образом, предоставляя оператору возможность вытянуть оптическое волокно 960 с корпусом 958 разъема, прикрепленным на нем, из корпуса 902 через отверстие 908 вставки волокна (см. фиг.25). Затем выполняют сброс различных механизмов внутри корпуса 902, и инструмент 900 готов для обработки и подсоединения к разъему другого оптического волокна таким же образом, как описано выше.
В определенных вариантах осуществления дуговую обработку выполняют на сколотом конце оптического волокна 960 для получения обработанного дугой, несоединенного конца оптического волокна. Такая обработка особенно пригодна для беззажимных разъемов. В таких вариантах осуществления восстанавливаемая под действием тепла муфта и клей позволяют закрепить оптическое волокно на корпусе разъема во взаимодействии с элементом прикрепления, и при этом оптическое соединение не предусматривается в муфте, восстанавливаемой под действием тепла. В других вариантах осуществления разъем с зажимами может быть изготовлен путем предварительной установки зажимов внутри оптоволоконного отрезка в каждом корпусе 958 разъема, с последующим сращиванием (например, при сращивании путем плавления) оптоволоконного отрезка с оптическим волокном 960. Такое сращивание может быть защищено и усилено муфтой, восстанавливаемой под действием тепла, содержащей клей, активируемый под действием тепла.
В некоторых вариантах осуществления другие средства выравнивания представляют собой отверстие 150 дискового кулачка, в дисковом кулачке 140, показанном на фиг.50. Функция дискового кулачка 140, который также показан на фиг.2, состоит в том, чтобы активировать определенные зажимы в устройстве 10. Кроме того, отверстие 150 в дисковом кулачке используется для выравнивания оптического волокна 100 рядом с его концом 101.
В варианте осуществления на фиг.1 и 2, разные установки, используемые для выполнения операций для подготовки оптического волокна 100, выполнены в виде поворотной симметричной компоновки.
На фиг.51 иллюстрируется такая компоновка: установки 90 поворачиваются, например, в направлении стрелки 28, вокруг оси 103 параллельно оси 102 оптического волокна 100. Как уже было упомянуто выше, относительное движение является важным; поэтому, в другом варианте осуществления установки могут оставаться фиксированными, и оптическое волокно может вращаться.
На фиг.52 иллюстрируется другая возможная компоновка, в которой установки 90 выполняют поступательное перемещение в направлении стрелки 27, перпендикулярной оси 102 оптического волокна 100. На фиг.52 установки размещают вдоль одного ряда. В другом предпочтительном варианте осуществления установки выравниваются вдоль более чем одного, предпочтительно вдоль двух, параллельных рядов. Установки могут затем перемещаться в поступательном движении в местоположение оптического волокна 100. Такая компоновка вдоль двух рядов является компактной, так же, как и в случае поворотной компоновки, показанной на фиг.51.
Теперь будут описаны различные операции, которые могут выполняться в разных установках портативного инструмента.
На фиг.39 показана установка 40 для зачистки концов и картридж 70 с лентой. В установке для зачистки концов одно или несколько покрытий удаляют с оптического волокна. Зачистку концов выполняют, используя надежный процесс зачистки концов; это необходимо, с учетом высокой степени автоматизации устройства. В одном варианте осуществления зачистку концов волокна выполняют следующим образом. Зачистку концов выполняют на двух или больше этапах: на первом этапе выполняют зачистку буфера, на следующем этапе или этапах - покрытия. Предпочтительно, используются зачищающие ножи, а также нагреватели: буфер и покрытие нагревают с помощью нагревателей и затем выполняют надрез в покрытии, не далее оболочки, с помощью ножей. Ножи отводят, и нагреватели перемещают в направлении вдоль оси волокна, в то время, как они зажимают волокно. Сила трения, таким образом, прикладывается от нагревателей к волокну, в то время как оболочка волокна и сердечник зажимаются (с помощью фиксируемого зажима 20), таким образом, что покрытие удаляется. В варианте осуществления удаляют набор покрытий, имеющих диаметры 900 мкм и 250 мкм. В одном варианте осуществления покрытия удаляют на длину 35 мм. Предпочтительно, нагреватели имеют форму плоских зажимов. В предпочтительном варианте осуществления нагреватели защищены от прямого контакта с волокном с покрытием, с помощью ленты. Это предотвращает загрязнение нагревателей горячими остатками покрытия.
На фиг.41а и 41b схематично иллюстрируется операция варианта осуществления устройства 540 для зачистки концов, в соответствии с изобретением. На фиг.41а и 41b показаны виды сбоку устройства 540 для зачистки концов в двух разных положениях. На фиг.41а оптическое волокно 100 удерживают фиксированными зажимами 20 и устанавливают между нагретыми зажимами 551, 552 для зачистки концов. Зажимы для зачистки концов закрывают и зажимают волокно 100. Они защищены защитным средством 511, таким образом, что они не входят в контакт с волокном 100 с покрытием. Фиксированные зажимы 20 могут поддерживать волокно 100 непрерывно в течение процесса зачистки концов. Перед тем, как волокно будет введено в зажимы 551, 552 для зачистки концов, подвижный зажим (не показан) может быть предусмотрен для направления конца волока между зажимами 551, 552 для зачистки концов, таким образом, что не устанавливается контакт между концом волокна и лентами. Предпочтительно, вначале может быть выполнен надрез в покрытии, но не далее оболочки, используя средство для надреза, например, отводные ножи или нагретые профилированные лезвия или нагретый выступающий элемент 604. После выполнения надреза средство для выполнения надреза 604 может быть отведено. Надрезом можно управлять путем активации движущегося средства 614, такого, как электродвигатель. Зажимы нагревают до температуры от 100 до 120°C, например, 120°C. Покрытие оптического волокна 100, таким образом, нагревается, и ослабленные, предпочтительно, нагретые, пластины и средство для выполнения надреза постоянно защищено с помощью защитного средства 511. Выполнение надреза с помощью средства для выполнения надреза 604 может происходить перед нагревом или во время нагрева. Зажимы 551, 552 для зачистки концов зажимают волокно 100 и защитное средство 511, склеивая обе ленты 511 вместе и захватывая покрытие. Зажимы 551, 552 для зачистки концов движутся относительно оболочки оптического волокна при их активации средством передвижения, таким как электродвигатель, содержащимся в устройстве 540 для зачистки концов. На фиг.41b зажимы 551, 552 для зачистки концов поступательно перемещаются вдоль оси волокна от фиксированных зажимов на заданное расстояние. Покрытие также перемещается с ними, из-за силы трения между покрытием и защищенными зажимами для зачистки концов, и, в результате, покрытие разрывается в месте между нагретым и не нагретым участком. Захваченное покрытие 541 оптического волокна зажимают между защитным средством 511. Защитное средство 511 может представлять собой ленту, в результате чего, одна лента может направляться вокруг оптического волокна так, что она оборачивается вокруг него, и захваченное покрытие 541 захватывается между двумя участками одной ленты, обращенными друг к другу, и формируя многослойную структуру. В некоторых вариантах осуществления две ленты могут использоваться, каждая лента при этом защищает зажим для зачистки концов и средство для выполнения надреза, например, одна из клеящей ленты и одна из неклеящей ленты, таким образом, что многослойная структура может быть удалена и может перемещать захваченное покрытие 541 от зажимов для зачистки концов. Благодаря защитному средству 511, горячие зажимы 551, 552 для зачистки концов и средство для выполнения надреза 604 не загрязняются обрезками покрытия. Дополнительное преимущество состоит в том, что этот процесс зачистки концов может быть легко выполнен в автоматизированном устройстве, поскольку обрезки покрытия безопасно удаляются.
В некоторых вариантах осуществления материал ленты, предпочтительно, имеет высокую прочность и хорошую устойчивость к воздействию температур, вплоть до, например, 220°C. Кроме того, он предпочтительно имеет низкий коэффициент трения со стеклом, предотвращая возникновение больших сил зажима, воздействующих на волокно после операции зачистки концов. Может использоваться лента, содержащая нетканые материалы, такие как материалы на основе целлюлозы.
Другие материалы, используемые для ленты, в соответствии с вариантами осуществления изобретения, могут представлять собой, например ленту Kapton, которая представляет собой полиимидную пленку (поли [4,4'-оксидифенилен-пиромеллитимид]), которая может оставаться стабильной в широком диапазоне температур, от -273 до +400°C. Также можно использовать разные другие типы подложек для ленты, такие как PET (полиэтилен), который может использоваться при более низких температурах (вплоть до 120°C). В вариантах осуществления, где используются профилированные лезвия, можно использовать ленты, состоящие из тканого текстильного материала. Например, можно использовать два типа, которые являются коммерчески доступными: (1) Optipop РТС, который представляет собой ленточный материал, используемый для очистителя оптического разъема Optipop R1, производства NTT AT, и (2) тканый материал в виде текстильной ленты, используемый в очистителе оптоволоконного разъема ReelClean 500, производства корейской компании TheFibers Inc.
В случае перпендикулярно транспортированной ленты, лента может иметь ширину приблизительно 25 мм, что представляет собой приблизительно длину зачистки концов. Лента также может иметь маркеры, которые используются для оборачивания ленты на правильном расстоянии и для обозначения конца ленты. Лента может переноситься в картридж, который может быть выполнен более широким, чем лента, для размещения обрезков, выступающих за пределы ленты.
Кроме того, при использовании одной ленты и/или второй ленты в некоторых вариантах осуществления изобретения, для защиты волокна при использовании нагревателя, может использоваться лента, не содержащая липкие или клеящие зоны. Тепло, производимое нагревателем, предпочтительно, генерирует липкое поведение ленты, что помогает захватывать обрезки. В альтернативном варианте осуществления лента может содержать зоны с клеем, в результате чего, клей становится липким после активации нагревом, и, таким образом, активируемая теплом лента обычно остается не липкой, пока она не будет активирована источником тепла.
В других вариантах осуществления первая или вторая лента может содержать зоны, которые выполнены таким образом, что упомянутые тисненые зоны выполнены с возможностью охвата перфорированных зон другой ленты. Тисненые зоны первой или второй ленты и перфорированная зона другой ленты располагаются таким образом, что может быть сформирована многослойная структура, когда обе ленты помогают захвату обрезков.
В качестве средства 511 защиты могут использоваться две ленты, каждая для одного нагретого зажима. Такие две ленты могут быть одного и того же типа, или разных типов. В качестве альтернативы, может использоваться одна лента, которая оборачивается вокруг волокна, когда ее вставляют между зажимами, таким образом, что она защищает оба зажима для зачистки концов. Лента 511 может приводиться в движение между зажимами для зачистки концов в направлении, перпендикулярном оси оптического волокна, как показано на фиг.45а. В качестве альтернативы, лента 511 может приводиться в движение в направлении, параллельном оси волокна 100, как показано на фиг.45b.
После удаления зачищенного покрытия оптического волокна 541, зачищенный участок оптического волокна может направляться назад (не показано) и располагаться между зажимами 551, 552 для зачистки концов, тогда зажимы для зачистки концов закрывают, что зажимает волокно 100. И снова, предпочтительно, как зажимы, так и ножи защищены защитным средством 511, таким образом, что они не входят в контакт с зачищенным участком оптического волокна. Фиксированные зажимы 20 могут поддерживать волокно 100 непрерывно в течение процесса зачистки концов. Нагревающиеся зажимы нагревают до температуры, например, 120°C, и любые остаточные обрезки на зачищенном оптическом волокне 100, таким образом, нагреваются и размягчаются. Зажимы 551, 552 для зачистки концов передвигают относительно зачищенного оптического волокна путем активации средства передвижения, такого как электродвигатель, входящий в состав устройства 540 для зачистки концов. Зажимы 551, 552 для зачистки концов поступательно перемещают вдоль оси волокна от фиксированных зажимов на заданное расстояние. Остальные обрезки на зачищенном участке оптического волокна поступательно перемещаются также, благодаря силе трения между покрытием и защищенными зажимами для зачистки концов, и, в результате, остальные обрезки зачищенного волокна захватываются и зажимаются в защитном средстве 511. В результате, оголенный участок оптического волокна очищают, и остающиеся обрезки могут быть безопасно удалены на следующем этапе. В этом варианте осуществления предпочтительно не применяют убирающиеся ножи.
В другом варианте осуществления, настоящего изобретения схематично представленном на фиг.42, устройство 540 зачистки концов может дополнительно содержать средство 640 очистки в соответствии с вариантами осуществления изобретения. Прежде, чем зажим 1 для зачистки концов или средство для выполнения надреза 604 будут передвинуты вдоль оси оптического волокна дальше от фиксированных зажимов на заданное расстояние, средство 640 очистки поворачивается в направлении, показанном стрелками 641, 642. Когда зажимы для зачистки концов или средство или средство для выполнения надреза 604 последовательно перемещаются вдоль оси оптического волокна, средство очистки, которое закрывает оголенный участок оптического волокна, чистит оголенный участок оптического волокна вдоль оси оптического волокна. Средство 640 очистки оказывает незначительное давление на оголенный участок оптического волокна, и, в результате последовательного перемещения зажимов для зачистки концов, зачищенный участок оптического волокна очищается.
Каждое средство очистки, предпочтительно, может содержать контейнер, который может быть заполнен чистящей жидкостью. Чистящая жидкость, предпочтительно, является функциональной и безопасной во время нагревания зажимов или средства для выполнения надреза. Предпочтительно, используется бензиловый спирт имеющий соответствующие точки вспышки и/или кипения. Например, может использоваться бензиловый спирт, имеющий температуру кипения 203-205°C, точку вспышки 98°C, температуру воспламенения 436°C, который предпочтительно является нетоксичным. Другие примеры могут представлять улучшенные формулировки и смеси, на основе бензилового спирта, такие, как, например:
- 50% смеси бензилового спирта и TEGMBE (триэтиленгликольмонобутиловый эфир), или
- смеси бензилового спирта с 1%-ным поверхностно-активным веществом Byk333 (полидиметилсилоксан, модифицированный полиэфиром). Оба добавочных вещества, предпочтительно, выбирают для улучшения характеристик очистки путем уменьшения поверхностного напряжения смеси ниже, чем у бензилового спирта, для репликации поведения IPA (изопропилового спирта), но которые также выбирают так, чтобы точка кипения и точка вспышки были сопоставимыми или выше, чем у бензилового спирта.
Средство очистки может быть выполнено из резинового материала таким образом, что нанесение очищающей жидкости на зачищенное волокно выполняется управляемым способом. Также можно использовать материал в виде губки, в качестве средства очистки; однако управление нанесением или распределением очищающей жидкости при этом затруднено по сравнению с резиновым материалом. При поступательном перемещении зажимов для зачистки концов или средства для выполнения надреза вдоль оси волокна, зачищенный участок оптического волокна очищают, при этом предпочтительно защитное средство, используемое в данном варианте осуществления, может представлять собой ленту, которая изготовлена из текстильного материала таким образом, что она может перемещать очищающую жидкость на зачищенный участок оптического волокна самым оптимальным способом.
В других вариантах осуществления средство очистки может быть выполнено отводимым, а не поворотным, в результате чего, средство очистки устанавливается на зачищенном участке оптического волокна, когда оптическое волокно поступательно перемещается, в результате чего, происходит очистка зачищенного участка оптического волокна. Отводимым зачищающим средством можно управлять путем активации средства передвижения (не показано), такого, как электродвигатель. После операции очистки средство для очистки может быть отведено назад в его исходное положение. Однако, отводимое средство для очистки является предпочтительным, поскольку оно, предпочтительно, занимают меньше места, и, в результате, получается меньших размеров устройство для зачистки концов.
На фиг.43а схематично показано средство для выполнения надреза, например, профилированное лезвие или нож, в соответствии с другим вариантом осуществления настоящего изобретения. Профилированное лезвие содержит профиль с заостренной кромкой, в результате чего, профиль поверхности адаптируется так, что он соответствует защитному средству поверх покрытия или оболочки оптического волокна. Профиль кромки профилированного лезвия 660 содержит изогнутые канавки, предпочтительно полукруглые канавки для зачистки концов в повторяющихся положениях рядом друг с другом вдоль направления, перпендикулярного оси волокна, с периодом 0,3 мм, которые имеют размер, выполненный с возможностью его установки вокруг оптического волокна, например, имеют радиус 0,0625 мм. Профиль поверхности имеет такую форму, что свободный конец оптического волокна размещается в одном из изогнутых элементов, то есть захватывается им. На фиг.43b показан увеличенный вид детали А профилированной поверхности лезвия.
Форма профилированного лезвия разработана таким образом, что участок с большим радиусом изогнутой кромки соответствует внешнему диаметру оголенного волокна (то есть составляет 0,25 мм) с круговым зазором вокруг волокна, то есть приблизительно 0,05 mm, для размещения средства очистки и/или защитного средства (то есть очищающего текстиля)). Когда используются два профилированных лезвия, получаемый в результате диаметр отверстия предпочтительно такой, что он в достаточной степени прорезает покрытие, но не входит в контакт с оболочкой. Это предотвращает повреждение стеклянного волокна средством для выполнения надреза.
На фиг.44а и фиг.44b схематично иллюстрируется преимущество использования профилированного средства для выполнения надреза по сравнению с прямым средством для выполнения надреза. При использовании защитного средства, такого, как, например, материал 511 ленты, профилированное средство для выполнения надреза обеспечивает покрытие защитным средством большего участка поверхности оптического волокна 100. В результате, больший участок покрытия оптического волокна 100 нагревается и размягчается, в результате чего обеспечивается более эффективный нагрев оптического волокна с покрытием.
Вместо двух нагревателей или двух средств для выполнения надреза может быть предусмотрено больше нагревателей или средств для выполнения надреза, или только один нагреватель или средство для выполнения надреза. Направляющий элемент или направляющие элементы, предпочтительно, выполнены с возможностью направления защитного средства, например, ленты или лент для защиты нагревателя (нагревателей) и, в случае необходимости, средства для выполнения надреза, от контакта с оптическим волокном. Как описано выше, это предотвращает загрязнение нагревателя (нагревателей) или средства для выполнения надреза нагретым покрытием. Лента может, таким образом, иметь две функции: удаления обрезков с одной стороны, и защиты нагревателя (нагревателей) и, в случае необходимости, средства для выполнения надреза от контакта с оптическим волокном, с другой стороны.
Возможны разные ориентации ленты, в случае необходимости, лент. Ленты 511, 512 могут направляться в направлении, перпендикулярном оси оптического волокна 100, как показано на фиг.45а. В качестве альтернативы, ленты 511, 512 могут направляться в направлении, параллельном оси оптического волокна 100, как показано на фиг.45b.
На фиг.47а-47е схематично показан вариант осуществления операции зачистки концов в направлении, параллельном оси оптического волокна, с последующим удалением обрезков. На фиг.47а, оптическое волокно 100 вставлено в направлении стрелки 556, между нагревателями 551 и 552, которые защищены лентами 511 и 512 (или одиночной сложенной лентой). Предпочтительно, оптическое волокно 100 вставлено между нагревателями 551 и 552 на расстоянии 10-70 см. Первый надрез выполняют в оптическом волокне 100, предпочтительно, в покрытии, но не дальше оболочки путем выполнения надреза 604, например отводимыми ножами с профилированными лезвиями или нагретыми профилированными лезвиями, как показано на фиг.47b. После выполнения надреза средство для выполнения надреза 604 может быть отведено. В других вариантах осуществления средство для выполнения надреза может быть выполнено без возможности отвода, то есть после выполнения надреза средство для выполнения надреза остается в контакте с оптическим волокном. В результате, в случаях, когда используется не отводимое средство для выполнения надреза, зажимы и средство для выполнения надреза 604 последовательно перемещают, обеспечивая их относительное движение; средство для выполнения надреза, в дополнение к этому, соскабливает нагретое и ослабленное покрытие с оптического волокна. Выполнение надреза, таким образом, может быть получено механически или путем нагрева лезвий до температуры, например, 200°C. В вариантах осуществления, в случае, когда используется отводимое средство для выполнения надреза, отводом можно управлять путем активации средства перемещения (не показано), такого как электродвигатель. Нагреватели 551 и 552 передвигаются друг к другу в направлении стрелок 558, как показано на фиг.47с, и покрытие оптического волокна нагревается (фиг.47с). Зажимы, предпочтительно, нагревают до температуры от 100 до 120°C, например, 120°C, тогда как отводимые ножи нагревают до температуры, например, 200°C. После этого оптическое волокно вытягивают с помощью любого соответствующего средства вытягивания в направлении стрелки 557. Перед выполнением поступательного движения средство 540 очистки поворачивают в направлении, показанном стрелками 641, 642, таким образом, что средство очистки покрывает зачищенный участок оптического волокна вдоль оси, в то время как оптическое волокно вытягивают из фиксирующих зажимов на заданное расстояние, как показано на фиг.47d. Средство 640 очистки прикладывает незначительное давление к зачищенному участку оптического волокна, и, в результате поступательного движения зажимов для зачистки концов зачищенный участок оптического волокна зачищается. Зачищенное покрытие остается, как обрезки 541 между лентами (или лентой), как представлено на фиг.47е. Вместо вытягивания оптического волокна, нагреватели 551, 552 могут перемещаться в направлении, противоположном направлению стрелки 557; при этом требуется только относительное движение. Затем нагреватели 551 и 552 движутся в стороны друг от друга в направлении стрелок 559, и, предпочтительно, средство очистки поворачивают назад в его исходное положение (фиг.47d), и, в конечном итоге, ленты 511 и 512 (или одна сложенная лента), перемещаются в направлении стрелки 563, удаляя, таким образом, обрезки 541.
Материал ленты, предпочтительно, имеет высокую прочность и хорошую устойчивость к температурам, вплоть до 220°C. Кроме того, предпочтительно, он имеет хороший коэффициент трения относительно стекла, предотвращая воздействие значительных зажимных усилий на волокно после операции зачистки концов. Может использоваться лента из нетканых материалов, таких как ткань для очистки объектива. В частности, при использовании перпендикулярного транспортирования ленты, лента может иметь ширину приблизительно 25 мм, что представляет собой приблизительно длину зачистки концов. Лента также может иметь маркеры, которые используются для намотки ленты на правильное расстояние и для обозначения конца ленты. Лента может перемещаться в картридже, который может быть выполнен более широким, чем сама лента, для размещения обрезков, выступающих за пределы ленты.
Предпочтительно, обеспечить отдельный, заменяемый модуль с защитным средством, таким как картридж 70 с лентой, для нагревателей для зачистки концов. Таким образом, можно легко обеспечить новое защитное средство, когда все защитное средство израсходуется, путем простой замены старого модуля новым, то есть в варианте осуществления по фиг.39, путем замены картриджа 70. Кроме того, таким образом, удаляются отходы. В предпочтительном варианте осуществления картридж для ленты достаточен для более, чем 60 соединений разъема.
На фиг.38а иллюстрируется первая компоновка ленты для использования с установкой, формирующей обрезки, в соответствии с вариантом осуществления настоящего изобретения. Например, одна лента 511 может использоваться таким образом, что обрезки захватываются между двумя участками одной ленты 511. Установка выполнена с возможностью формирования многослойной структуры из ленты, в результате чего, такая многослойная структура, формируется двумя разными продольными участками одной ленты 511, которые складываются друг с другом, и такая складка располагается поперечно ленте для формирования многослойной структуры, и обрезки удаляются в направлении стрелки 561. Для достижения этого, ленту вставляют между двумя зажимами 551, 552 так, что она складывается сама с собой продольно, формируя, таким образом, многослойную структуру, когда зажимы смыкаются, захватывая, таким образом, обрезки.
На фиг.38b иллюстрируется вторая компоновка ленты, предназначенная для использования с установкой, формирующей обрезки, в соответствии с вариантом осуществления настоящего изобретения. Например, одна лента 511 может использоваться таким образом, что обрезки захватываются между двумя участками одной ленты 511. Установка выполнена с возможностью формирования многослойной структуры из ленты, в результате чего, формируется многослойная структура двумя участками одной ленты 511, как схематично представлено на фиг.38b, и обрезки удаляют в направлении стрелки 561. С этой целью, лента может направляться таким образом, что она складывается сама с собой с образованием складки вдоль продольной оси, чтобы, таким образом, формировать оборот вокруг волокна 100. В результате замыкания открытых концов оборачивающей петли, например, путем замыкания сторон с помощью роликов, формируется многослойная структура, которая, таким образом, захватывает обрезки.
На фиг.39 схематично показано устройство 540, для удаления обрезков 541 с оптического волокна 100. В установке 90 выполняется операция для оптического волокна 100, которая генерирует обрезки 541. Обрезки удаляются с оптического волокна 100 в установке 90 и захватываются между первой лентой 511 и второй лентой 521. Первая и вторая лента формируют многослойную систему 531, которая транспортируется в направлении стрелки 536, и которая удаляет обрезки 541, то есть надежно удерживает их таким образом, что удаляемые обрезки не входят снова в контакт с волокном. В этом варианте осуществления устройство 90 включает в себя картридж 70 с лентой. Картридж с лентой включает в себя первый ролик 514 с запасом первой ленты 511 и второй ролик 524 с запасом второй ленты 521. Обе ленты сводят вместе в установке 90, и после захвата обрезков формируют многослойную структуру 531 ленты с захваченными обрезками 541, которые наматываются на приемный ролик 534, и которые, таким образом, удаляют обрезки 541. В данном варианте осуществления первая лента 511 направляется направляющим роликом 513 и меньшим роликом (не показан) на кромке нагревателя 551 установки 90, и вторая лента 521 направляется направляющим роликом 523, в то время как многослойная структура 531 после ее формирования направляется направляющим роликом 533. Направляющие ролики первой и второй ленты располагаются таким образом, что обрезки 541 захватываются между лентами 511, 521 в установке 90. Направляющий ролик 513 приводится в движение элементом 512 привода, например, электродвигателем, и направляющий ролик 23 приводится в движение элементом 522 привода. Кроме того, многослойная структура 531 направляется направляющим роликом 33 и приводится в движение элементом 532 привода. Элементы привода приводят в движение направляющие элементы любым соответствующим способом, например, элемент привода может быть концентричным с направляющим элементом, привод которого он выполняет.
Предпочтительно, элементы 512, 522 и 532 привода, которые представлены в варианте осуществления на фиг.39, не формируют часть картриджа 70 с лентой, но представляют собой часть устройства 540. Картридж 70 с лентой, предпочтительно, является только расходуемым, и содержит первую и вторую ленты. Картридж 70 с лентой, в котором лента была израсходована, может быть затем легко заменен новым, полным картриджем. Использование такого картридж с лентой, таким образом, очень удобно. В другом варианте осуществления, один или несколько элементов привода для ленты могут составлять часть картриджа с лентой. Предпочтительно, чтобы картридж 70 с лентой содержал средство для направления ленты. Путь подачи ленты и путь многослойной структуры, которые определены направляющим средством, предпочтительно являются такими, что первая 511 и вторая 521 ленты формируют многослойную структуру 531 непосредственно после захвата обрезков 541 между первой и второй лентам. Таким образом, обрезки надежно удаляются, и они не могут загрязнить устройство 540 или волокно 100. Безопасное удаление обрезков 541 является особенно предпочтительным, когда устройство 540 является автоматизированным или интегрированным в автоматизированный инструмент.
Предпочтительно, первая и/или вторая ленты 511 или 521 имеют липкие или клеящие зоны, предназначенные для контакта с другой лентой 521 или 511. Одна или обе ленты могут быть липкими или обладать клеящими способностями (например, сами по себе или благодаря покрытию) на их всей поверхности, обращенной к другим лентам, или могут просто содержать липкие или клеящие зоны. Предпочтительно, одна лента имеет липкую или клеящую зоны, а другая лента не имеет их. Это помогает захватывать обрезки 541 и формировать многослойную структуру 531. Кроме того, при использовании одной ленты и/или второй ленты в некоторых вариантах осуществления изобретения, для защиты волокна при использовании нагревателя, может использоваться лента, не содержащая липкие или клеящие зоны. Тепло, производимое нагревателем, предпочтительно, генерирует липкое поведение ленты, которое помогает захватывать обрезки. В альтернативном варианте осуществления лента может содержать зоны с клеем, в результате чего, упомянутый клей становится липким после активации теплом, таким образом, лента активируемая теплом, обычно остается неклейкой, пока она не будет активирована источником тепла.
В одном варианте осуществления устройства, как показано на фиг.39, установка 90 представляет собой установку 40 для зачистки концов, предназначенную для удаления, по меньшей мере, одного покрытия с оптического волокна. Установка 40 содержит первый нагреватель 551 и второй нагреватель 552. Оба нагревателя 551, 552 используются для нагрева покрытия оптического волокна 100 таким образом, что его более легко можно удалить с оптического волокна. Лента 511 защищает нагреватель 551 от контакта с нагретым оптическими волокном 100, таким образом, что исключается загрязнение нагревателя 551 остатками нагретого покрытия. Лента 512 защищает нагреватель 552 от контакта с нагретым оптическим волокном 100 для исключения загрязнения нагревателя 552.
Другой вариант осуществления операции зачистки концов более подробно показан на фиг.40а и 40b. На фиг.40а и 40b схематично показан вид сбоку установки 40 для зачистки концов по фиг.39. Оптическое волокно 100 вставляют в устройство 540 в направлении стрелки 562, и направление транспортирования лент 511 и 521 перпендикулярно плоскости чертежа. На фиг.40а оптическое волокно 100 показано вставленным между нагревателями 551 и 552. Ленты 511 и 521 защищают нагреватели 551 и 552 от контакта с оптическим волокном 100. Затем нагреватели 551 и 552 перемешаются в направлении друг друга так, что они захватывают оптическое волокно 100, и затем нагреватели 551, 552 перемещаются в направлении стрелки 555, как показано на фиг.40b. Конец оптического волокна 100, таким образом, защищается от, по меньшей мере, одного покрытия, которое остается, как обрезки 541, между первой лентой 511 и второй лентой 512. Нагреватели 551 и 552 перемещаются друг от друга, и затем движение лент 511, 512 удаляет обрезки, как описано выше, со ссылкой на фиг.39. Ленты 511 и 512 приводят в движение на определенное расстояние, и затем перемещение ленты останавливают, так, что новая лента становится доступной в установке 40, для другой операции зачистки концов.
Вместо двух нагревателей, может быть предусмотрено больше нагревателей или только один нагреватель. Направляющий элемент или направляющие элементы, предпочтительно, адаптированы для направления ленты или лент, для защиты нагревателя или нагревателей от контакта с оптическим волокном. Как описано выше, это предотвращает загрязнение нагревателя (нагревателей) нагретым покрытием. Лента, таким образом, может иметь две функции: удаления обрезков с одной стороны, и защиту нагревателя (нагревателей) от контакта с оптическим волокном, с другой стороны.
Если используется отдельный картридж 70 с лентой, устройство 540, предпочтительно, выполнено с возможностью приема такого картриджа 70 с лентой. В соответствии с другим аспектом изобретения, устройство 540 само включает в себя элементы привода и/или направляющие элементы для лент. Направляющие элементы могут затем быть выполнены с возможностью захвата обрезков между первой и второй лентой, формируя, таким образом, многослойную структуру, как описано выше. При этом не требуется предусматривать картридж для ленты; все элементы привода и направляющие элементы в таком случае предусмотрены в устройстве 540. В качестве альтернативы, некоторые направляющие элементы для ленты могут быть предусмотрены в картридже для ленты, и другие направляющие элементы в устройстве. Обычно, направляющие элементы для ленты могут быть предусмотрены в устройстве, или они могут быть предусмотрены в картридже для ленты, или некоторые направляющие элементы могут быть предусмотрены в устройстве и другие в картридже для ленты.
Привод первой и второй лент может выполняться опосредованно, например, путем привода в движение многослойной структуры. В таком варианте осуществления одну ленту или первую, или вторую ленту, приводят в движение путем привода в движение сформированной многослойной структуры.
На фиг.39 показана установка 40, оборудованная для выполнения операции зачистки концов. Та же установка может также быть оборудована для выполнения любой другой обработки, используемой при подготовке оптических волокон. Следовательно, та же установка также может быть оборудована для выполнения операции очистки оптического волокна. В качестве альтернативы, другая установка может быть предусмотрена в устройстве, которая выполняет операцию очистки. Кроме того, может быть предусмотрена установка, которая выполняет операцию скалывания. На последующих этапах такие установки могут быть установлены в местоположении оптического волокна (или, в другом варианте осуществления, оптическое волокно может впоследствии быть установлено местах положения установок) таким образом, что ленты могут использоваться для удаления обрезков, образующихся в результате разных операций, например, после операции зачистки концов и/или операции очистки, и/или операции скалывания.
В одном варианте осуществления операция очистки выполняется для очистки зачищенного оптического волокна от возможно остающихся остатков покрытия и/или обрабатывающих жидкостей, таких, как масла, используемых во время процесса производства волокна. Операция очистки может выполняться в модуле зачистки концов: дополнительное количество ленты может использоваться для очистки волокна между нагревателями 551, 552, например, путем перемещения нагревателей снова вдоль волокна, как и в процессе зачистки концов. Такая очистка является сухой. В случае, когда лента используется для очитки, липкая лента может содержать зоны, например, 10 мм, которые не являются липкими; эти зоны могут затем использоваться для очистки. В другом варианте осуществления дополнительно используется небольшое количество изопропилового спирта; для каждого действия очистки определенное количество может быть подано на ленту. Это называется влажной очисткой. В любом варианте осуществления, включающем в себя очистку, многослойная структура из ленты может использоваться для захвата любых материалов отходов, полученных в результате операции очистки.
На фиг.43 и фиг.44а и фиг.44b иллюстрируются варианты осуществления, в которых ленты 511, 512 направляются в направлении, перпендикулярном направлению продольной оси оптического волокна.
На фиг.46а-46е схематично показан вариант осуществления операции зачистки концов в направлении, параллельном оси оптического волокна, с последующим удалением обрезков. На фиг.46а оптическое волокно 100 вставляют в направлении стрелки 556, между нагревателями 551 и 552, которые защищены лентами 511 и 512 (или одной согнутой лентой). Нагреватели 551 и 552 перемещаются в направлении друг друга, в направлении стрелок 558, как показано на фиг.46b, и покрытие оптического волокна нагревают (фиг.46с). Затем оптическое волокно вытягивают с помощью соответствующего средства вытягивания, в направлении стрелки 557 (фиг.46с и 46d), оставляя снятое покрытие, как обрезки 541 между лентами (или лентой). Вместо вытягивания оптического волокна, нагреватели 551, 552 могут перемещаться в направлении, противоположном направлению стрелки 557; требуется только относительное движение. Затем нагреватели 551 и 552 отводят друг от друга в направлении стрелок 559 (фиг.46d), и, в конечном итоге, ленты 511 и 512 (или одна согнутая лента) перемещают в направлении стрелки 563, удаляя, таким образом, обрезки 541.
На фиг.48 схематично показан вариант осуществления картриджа 70 с лентой, в котором ленты 511, 512 (или лента (не показана)) направляются в направлении, параллельном оси оптического волокна 100. Первую ленту подают на первый ролик 514 для ленты, и вторую ленту 521 подают на второй ролик 524 для ленты. Ленту 511 направляют с помощью малого направляющего ролика 513 вдоль первого нагревателя 551 и затем с помощью приводного направляющего ролика 513, в то время как лента 512 направляется малым направляющим роликом 523 вдоль второго нагревателя 552 и приводным направляющим роликом 523. Нагреватели 551 и 552, предпочтительно, не формируют часть картриджа для ленты, но представляют собой часть устройства, в которое вставлен картридж 70 для ленты (вставка картриджа 70 для ленты в устройство может, например, быть выполнена в направлении, перпендикулярном плоскости вытягивания). Покрытие теперь зачищают, как описано со ссылкой на фиг.46а-46е, и многослойную структуру 531 удаляют путем проталкивания ее (с помощью приводных направляющих роликов) в отсек 535, который, предпочтительно, разработан так, чтобы обеспечить эффективную укладку удаляемой многослойной структуры 531. В другом варианте осуществления отсек 535 для удаления отсутствует, но многослойную структуру 531 удаляют через отверстие для удаления в картридже ленты, и нарезают на полоски, имеющие, например, длину 10 см, таким образом, что эти полоски падают на землю при работе устройства. После этого, оператор устройства собирает эти полоски, как отходы.
Во всех вариантах осуществления, описанных выше, первая и вторая лента также могут быть идентичными. Одна лента может направляться вокруг оптического волокна таким образом, что она формирует оборачивающую петлю, такую, как показана на фиг.38b, и при этом обрезки захватываются между двумя участками одной ленты обращенными друг к другу и формирующими многослойную структуру. Одиночная лента, которая направляется вокруг оптического волокна, затем может использоваться, как защитное средство при использовании нагревателя.
На фиг.49а, 49b и 49с иллюстрируется первая компоновка ленты для использования с установкой, где оптическое волокно содержит или генерирует обрезки, например, при работе установки формирования обрезков, в соответствии с вариантом осуществления настоящего изобретения. Например, одна лента 511 может использоваться таким образом, что оптическое волокно вставляют между двумя сложенными участками одной ленты 511. Установка выполнена с возможностью формирования многослойной структуры из ленты, таким образом, что формируется многослойная структура путем складывания двух участков одной ленты 511 вдоль продольной оси ленты. С этой целью, лента находится между двумя зажимами 551, 552 так, что она складывается продольно, формируя, таким образом, многослойную структуру. Складывание инициируется в момент поступления ленты между двумя зажимами, в том же положении, где волокно захватывается и вытягивается в многослойную структуру из ленты и между двумя площадками. Предпочтительно, оптическое волокно направляется в направлении 561 с помощью вытягивающего движения между лентой, в форме многослойной структуры из ленты, в результате чего, обеспечивается вытягивающее движение из-за разности между скоростью движения ленты и скоростью вставки волокна. Скорость движения ленты выше, чем скорость вставки волокна, которая обычно составляет от 5 до 20 мм/с, более конкретно, 10 мм/с. В предпочтительных вариантах воплощения скорость движения ленты на 5-10% выше, чем скорость вставки оптического волокна. В результате разности скорости, оптическое волокно вытягивается в центре ленты, то есть волокно выравнивается так, что предотвращается эксцентричность оптического волокна относительно, как горизонтальной, так и вертикальной осей.
Во всех вариантах осуществления, описанных выше, первая и вторая лента также могут быть идентичными. Одна лента может направляться вокруг вставляемого оптического волокна так, что она формирует оборачивающую петлю, как показано на фиг.49b, и при этом обрезки захватываются между двумя участками одной ленты, обращенными друг к другу, и формирующими многослойную структуру. Одна лента, которая направляется вокруг оптического волокна, затем может использоваться, как защитное средство при использовании нагревателя. В вариантах осуществления портативного устройства револьверная головка поворачивается, переводя, например, под управлением модуля управления и программного обеспечения, следующую установку к оптическому волокну для выполнения следующей операции с оптическим волокном.
В одном варианте осуществления следующая операция может представлять собой операцию очистки для очистки зачищенного оптического волокна от, возможно, оставшихся остатков покрытия или жидкостей обработки, таких как масла, используемые во время процесса производства волокна. В некоторых вариантах осуществления изобретения, операция очистки может быть выполнена в модуле зачистки концов: дополнительное количество ленты может использоваться для очистки волокна между нагретыми зажимами для зачистки концов, например, путем передвижения нагретых зажимов снова вдоль волокна, как и в процессе зачистки концов. Это представляет собой сухую очистку. В случае, когда лента используется для очистки, липкая лента может содержать зоны, например, 10 мм, которые не содержат клей; эти зоны могут затем использоваться для очистки. В другом варианте осуществления используется дополнительно малое количество изопропилового спирта; для каждого действия очистки такое количество может быть подано на ленту (влажная очистка).
Затем может быть выполнен тест на растяжение. Цель теста на растяжение состоит в том, чтобы проверить, что волокно может противостоять определенной силе. Если, например, поверхность волокна была повреждена, вытягивающая сила приведет к концентрации напряжений в местоположении повреждения, и волокно порвется. В конкретном варианте осуществления предварительное натяжение волокна при тесте на растяжение и скалывание выполняют в одной и той же установке; используя одни и тот же исполнительный элемент и используя один и тот зажим (предпочтительно плоский зажим). В одном варианте осуществления сила растяжения для теста на растяжение составляет приблизительно 5 Н, в то время как сила растяжения во время скалывания составляет в диапазоне от 1,2 до 1,5 Н. Кроме того, в одном варианте осуществления угол скалывания составляет 8° (это угол между плоскостью скалывания и плоскостью, перпендикулярной оси оптического волокна). Волокно может быть сколото на длину 21 мм, таким образом, что остается 21 мм оголенного волокна (волокна без покрытия, только сердечник и оболочка).
Принцип скалывания может быть таким же, как в инструменте RCAT, упомянутом выше.
Другая операция в другой установке может представлять собой тепловую обработку, такую как дуговая обработка, выполняемая для торцевой грани оголенного конца оптического волокна. Это представлено на фиг.53. После зачистки концов оптического волокна 100 остается оголенный конец 104 оптического волокна (без какого-либо покрытия, только сердечник и оболочка). В установке 50 тепловой обработки, конечную сторону 105 оголенного конца оптического волокна подвергают тепловой обработке, например, дуговой обработке. Преимущество такой тепловой обработки состоит в том, что для разъемов с оптическим волокном, обработанных таким образом, большое количество соединений и разъединений возможно, без существенного ухудшения качества оптического соединения, по сравнению с не обработанными теплом разъемами для волокна. Другое преимущество тепловой обработки состоит в том, что соединения имеют малые потери вставки.
На фиг.53 торцевая грань 105 сколотого оголенного конца 104 оптического волокна 100 показана, будучи вставленной в устройство 50 электрической дуги, между катодом 51 и анодом 52. В предпочтительном варианте осуществления расстояние разделения между анодом и катодом составляет в диапазоне от 1,5 до 4 мм для оптимальной стабильности дуги. После того, как конец волокна будет вставлен в устройство электрической дуги, генерируют дугу 53 достаточной температуры, для, по существу, незначительного расплавления или размягчения конца волокна. Как правило, температура такой электрической дуги находится в диапазоне от 1200 до 1800°C. В варианте осуществления длительность электрической дуги находится в диапазоне от 120 мс до 280 мс, предпочтительно в диапазоне от 150 мс до 250 мс. Другие установки для электрической дуги могут представлять собой напряжение обычно 6 кВ, и ток, например, в диапазоне от 0,35 до 0,45 А среднеквадратичного значения с частотой 125 кГц.
Вместо электрической дуги, можно применять другой тип маломощной тепловой обработки к торцевой грани 105 оголенного конца оптического волокна. Тепловая обработка также может представлять собой нагрев лазером в результате облучения лазером, или другую тепловую обработку, как известно в данной области техники. Потребление энергии, предпочтительно, достаточно мало, то есть сравнимо с электрической дугой, таким образом, что тепловая обработка может быть встроена в портативный инструмент. Облучение может применяться под разными углами и положениями, также, для, например, фронтального освещения торцевой грани волокна или освещения торцевой грани волокна сбоку. Лазер может работать в импульсном режиме или в непрерывном режиме; лазер может быть классифицирован, как работающий либо в непрерывном, или в импульсном режиме, в зависимости от того, является ли выходная мощность, по существу, непрерывной с течением времени, или его выход представлен в форме импульсов света, на соответствующей временной шкале.
На фиг.53 торцевая грань 105 зачищенного оголенного конца 104 оптического волокна 100 показана, будучи вставленной в устройство 50 электрической дуги, между катодом 51 и анодом 52. В одном варианте осуществления анод и катод имеют расстояние разделения в диапазоне от 1,5 до 4 мм, для оптимальной стабильности дуги. Расстояние разделения может составлять 2 мм. После вставки конца волокна в устройство электрической дуги генерируют дугу 53 достаточной температуры для, по существу, некоторого плавления или размягчения конца волокна. Как правило, температура такой электрической дуги находится в диапазоне от 1200 до 1800°C. Предпочтительно, как сердечник, так и оболочку доводят, по меньшей мере, до температуры размягчения, которая обычно составляет выше 1500°C. В варианте осуществления длительность электрической дуги составляет в диапазоне от 120 мс до 280 мс, предпочтительно, в диапазоне от 150 мс до 250 мс. Другие установки для электрической дуги могут представлять собой напряжение обычно 6 кВ, и ток, например, в диапазоне от 0,35 до 0,45 среднеквадратичного значения с частотой 125 кГц. Вместо применения одного разряда дуги может применяться множество последовательных разрядов дуги; что интерпретируется в данном документе, как эквивалентное одному разряду дуги, имеющему общую длительность, равную сумме длительностей отдельных последовательных разрядов дуги.
Оголенный конец 104 оптического волокна может быть сколот перпендикулярно. В предпочтительном варианте осуществления скалывание конца 104 волокна выполняют, используя скалывание под углом. В одном варианте осуществления угол составляет в диапазоне от 5° до 50°. В другом варианте осуществления угол находится в диапазоне от 5° до 15°, и, предпочтительно, в диапазоне от 6° до 10°, например, 8°.
На фиг.54а качественно показаны концевые стороны 105 механически сколотых концов оптического волокна, перед применением тепловой обработки. Кромки 207 торцевых граней 105 являются острыми. Эти острые кромки могут повредить структуру выравнивания, такую как V-образная канавка, в которую вставляют сколотое оптическое волокно. С другой стороны, следует отметить, что зажим обеспечивает защиту волокна от механических сил, которые могут воздействовать на него; при этом без зажима силы, воздействующие непосредственно на волокно, могут быть очень большими. В этом случае волокно не защищено зажимом, и силы, действующие на острые кромки 207, могут быть очень большими, и могут повредить волокно.
На фиг.54b показаны торцевые грани 105 оптического волокна после применения обработки электрической дугой, в соответствии с вариантом осуществления изобретения. Кромки 208 торцевых граней теперь закруглены в результате тепловой обработки. При вставке волокна с закругленными кромками в структуру выравнивания, повреждение структуры выравнивания исключается, и силы, действующие на волокно, намного меньше. Помимо закругления кромок 208, в некоторых вариантах осуществления можно было отметить подъем центральной зоны 209 торцевой грани вокруг оси оптического волокна.
Конечно, способ, в соответствии с изобретением, который включает в себя тепловую обработку торцевой грани оптического волокна, не ограничен одиночными разъемами волокна. Изобретение также включает в себя оптические многоволоконные разъемы, имеющие множество оптических волокон, которые могут быть скомпонованы в виде массива, например, в одном измерении (линейная компоновка) или в двух измерениях. Пример многоволоконного разъема представляет собой разъем МРО; разъем МРО может иметь, например, двенадцать оптических волокон.
Варианты осуществления настоящего изобретения дополнительно включают в себя оптоволоконный разъем, представляющий комбинацию двух таких оптоволоконных разъемов (для одного волокна или для множества волокон) и адаптера для их соединения.
Варианты осуществления настоящего изобретения также включают в себя комбинацию оптоволоконного разъема из двух таких разъемов для оптического волокна, в которой первый разъем для оптического волокна представляет собой охватываемый разъем, и второй из них представляет собой охватывающий разъем.
После применения специфичной обработки электрической дугой оголенного конца оптического волокна его характеристики соединения/разъединения существенно улучшаются, по сравнению с необработанными оголенными концами оптического волокна, как показано на фиг.55 и 56 для, соответственно, необработанных и обработанных волокон. На фиг.55 и 56 кривые 221 представляют обратные потери (RL), и кривые 222 представляют вносимые потери (IL) соединения оптического волокна, как функцию множества последовательных соединений/разъединений, или стыковки/расстыковки. Данные на фиг.55 были получены с использованием следующего теста на выносливость. Для двух оголенных оптических волокна выполнили механическое скалывание. Оптические волокна представляли собой одномодовые волокна и имели диаметр сердечника 9 мкм и диаметр оболочки 125 мкм. Если не будет указано другое, такие одномодовые волокна использовались для испытаний и измерений, описанных ниже. Для механического скалывания использовали устройство RCAT (RECORDsplice Cleaver and Assembly Tool), как описано выше. Скалывание оптических волокон выполняли под углом 8°. Волокна затем устанавливали и выравнивали в RECORDsplice (также описано выше). Первое волокно удерживали фиксированным, с выступом его торцевой грани на половину из V-образной канавки RECORDsplice, и V-образную канавку заполнили гелем для согласования показателя преломления. Второе волокно многократно устанавливали относительно первого волокна, то есть соединяли и разъединяли. Во время этого процесса измеряли оптические характеристики соединения. В качестве сигнала передачи использовали инфракрасный свет, имеющий длину волны 1310 нм. Тест на выносливость выполняли для нескольких наборов из двух оптических волокон. Результаты для одного набора показаны на фиг.55. После нескольких соединений, как показано кривой 222 на фиг.55, IL увеличилось на 0,5 дБ, в то время как RL, см. кривую 221, понижалось до приблизительно 40 дБ, что обозначало отказ в соединении. Как правило, для необработанных волокон, IL увеличивается выше 0,5 дБ, и RL понижается ниже 40 дБ. После возникновения отказа выполняли визуальную инспекцию волокна, используя оптический микроскоп, и наблюдали повреждение торцевой грани. Эксперимент повторяли для наборов из двух волокон, которые были обработанным с использованием дугового разряда, в соответствии с изобретением, после операции скалывания. В обработанных волокнах стыковку/расстыковку можно было повторять десятки раз, например, пятьдесят раз и больше, даже больше, чем семьдесят раз, как показано на фиг.56, без существенного влияния на качество соединения оптического волокна.
В другом тесте прочность на излом необработанного волокна сравнивали с обработанным теплом волокном, в соответствии с изобретением. Образцы подготовили, и волокна стыковали с оптически плоским сапфиром, в то время, как отслеживали силу сжатия. Образцы, которые были сколоты и не обработаны, имели нагрузку раскола, в общем, меньше чем 1 Н, в то время, как образцы, которые прошли тепловую обработку, в соответствии с изобретением, выдерживали нагрузку до 10 Н без повреждения.
Для определения режима отказа оптических волокон после испытаний на выносливость, описанных со ссылкой на фиг.55 и 56, повреждения торцевой грани исследовали, используя сканирующий электронный микроскоп (СЭМ). Подготовили две партии по 15 образцов каждая. Первая партия содержала необработанные оптические волокна, отказ которых возникал во время испытаний на выносливость, тогда как вторая партия содержала волокна, которые были подвергнуты тепловой обработке в течение 220 мс. Перед наблюдениями с помощью сканирующего электронного микроскопа на образцы нанесли покрытие из золота толщиной 40 нм, для того, чтобы исключить накопление заряда во время измерений. Использовали воздушное распыление и вытирание этиловым спиртом для очистки волокон перед металлизацией. При этом не наблюдали какой-либо пыли или загрязнений на волокнах с покрытием.
На фиг.57 и 58 показаны изображения поврежденных, необработанных оптических волокон, полученные с помощью сканирующего электронного микроскопа. Область сердечника торцевой грани 105 была не поврежденной, в то время как растрескивание инициировалось на кромке 207 скалывания. Повреждение в необработанных волокнах инициировалась на кромке 207 торцевой грани 105, в том месте, где был зачищен участок оболочки. Как показано на фиг.57, поврежденная область имела острые кромки, обозначающие быстрое распространение микротрещин. С другой стороны, центральная область торцевой грани 105, содержащая сердечник, выглядела неповрежденной. Дальнейшее исследование трещин раскрыло присутствие усталостных канавок под оторванным участком на кромке 207 торцевой грани 105, как показано на фиг.58. Кроме того, плоскости скалывания были видны на поврежденном стекле. Все эти особенности являются типичными для режима хрупкого разрушения, вызванного присутствием скалывающего напряжения в оболочке оптического волокна.
При изготовлении оптических волокон, в настоящее время их вытягивают со скоростью приблизительно 1 км/минуту и охлаждают от температуры более 2000°C до комнатной температуры в течение приблизительно одной секунды. Это обеспечивает высокую производительность. Однако процесс быстрого вытягивания приводит к остаточным напряжениям при растяжении порядка 10 МПа, которые "заморожены" в волокне. Как правило, остаточные напряжения в сердечнике и остаточные напряжения в оболочке имеют противоположные знаки: напряжения растяжения в оболочке и напряжения сжатия в сердечнике.
Определили, что режим хрупкого разрушения необработанных оптических волокон вызван присутствием таких замороженных напряжений.
На фиг.59 и 60 показаны изображения обработанных теплом оптических волокон после теста на соединение, полученные с помощью сканирующего электронного микроскопа. Разрыв, вероятно, возникает во внутренней части торцевой грани 105, в то время, как кромки 207 торцевой грани 105 остаются неповрежденными. Поэтому, в обработанных волокнах не наблюдались какие-либо проявления плоскостей скалывания, что привело к заключению о том, что режим разрушения в обработанных волокнах не является хрупким.
По измерениям СЭМ мы пришли к заключению, что существуют два независимых эффекта тепловой обработки торцевой грани 105 волокон. С одной стороны, тепловая обработка, такая как разряд дуги, действует на кромки 207 торцевой грани 105, удаляя инициаторы разрушения. С другой стороны, обработка влияет на само стекло, делая его в большей степени устойчивым к усталости.
Для того, чтобы исключить возможные структурные изменения в стекле при тепловой обработке, выполняли микрорамановскую спектроскопию. При этом не наблюдали различия между обработанными и необработанными волокнами.
Поэтому, можно сделать вывод, что улучшенная устойчивость волокон может поясняться эффектом удаления инициаторов разрушения, с одной стороны, и существенного уменьшения замороженного вязкоупругого напряжения внутри волокна в результате тепловой обработки, в соответствии с изобретением, с другой стороны.
Удаление инициаторов разрушения в результате тепловой обработки дополнительно исследовали, используя интерферометрические измерения торцевых граней необработанных и обработанных волокон, для которых не был выполнен тест на выносливость. Использовали интерферометр Mirau белого света, соединенный с объективами микроскопа с высоким разрешением. Использовали два объектива микроскопа: 20х объектив, обеспечивающий пространственное разрешение 318 нм/пиксель, и 100х объектив, обеспечивающий разрешение 75 нм/пиксель. В обоих случаях вертикальное разрешение составляло 3 нм. Второй набор измерений выполняли с использованием интерферометра Майкельсона, соединенного с микроскопом, который обеспечивал пространственное разрешение 378 нм/пиксель. Интероферометрические измерения являются неразрушающими, поэтому они позволяли выполнять оценку торцевой грани до и после тепловой обработки. Выполняли измерения, как для скалывания под углом (8°), так и для плоского скалывания (0°). Типичные результаты показаны на фиг.61а и 61b.
Для необработанного сколотого волокна наблюдали, что, хотя центральная область волокна была очень гладкой (что позволяет получить хорошие оптически характеристики) кромки торцевой грани были чрезвычайно неровными. На фиг.61а показаны детали необработанного сколотого волокна. На расколотой кромке 207 торцевой грани 105 видны гребни. Эти гребни могут действовать, как инициатор трещин, что ограничивает износостойкость волокна. Те же волокна подвергли тепловой обработке дуговым разрядом в течение 220 мс. Детали обработанной поверхности показаны на фиг.61b. Дуговой разряд выполняли между двумя вольфрамовыми электродами, разведенными на расстояние 2 мм. Конец волокна устанавливали симметрично между двумя электродами, то есть на расстоянии 1 мм от каждого электрода. Ток составил I=0,42 А среднеквадратичного значения, при частоте 125 кГц (ток измеряли, используя трансформатор тока). Как показано на фиг.61b, после обработки электрической дугой, торцевая грань 10 волокна выглядит более гладкой, поскольку гребни и другие дефекты были отожжены. Кромка 208 конечной стороны 105 теперь закруглена. Разрешение изображений на фиг.61а и 61b составляет 75 нм/пиксель. Вертикальное разрешение составляет 3 нм. Шероховатость поверхности в зоне гребня уменьшилась от Rq=56,9 нм на фиг.61а до Rq=21,5 нм на фиг.61b, после обработки. Шероховатость поверхности всей внешней поверхности оценивали, и обработка привела к улучшению шероховатости от Rq=246 нм для необработанных волокон до 210 нм после обработки.
Обработка влияла на общую форму торцевой грани. На фиг.62 показано поперечное сечение 223 необработанного, сколотого под углом 0° волокна и поперечное сечение 224 того же волокна после обработки электрической дугой. Поперечное сечение было получено с использованием тех же интероферометрических измерений, которые были описаны выше со ссылкой на фиг.61а и 61b. Обработка, очевидно, модифицирует форму торцевой грани путем ввода кривизны. Изогнутая поверхность получается в результате релаксации, в результате тепловой обработки, напряжений, замороженных во время процесса вытягивания.
При использования объектива со 100х увеличением, мы исследовали центральную область сколотых торцевых граней. Типичное поперечное сечение волокна Corning SMF-28, обработанного дугой в течение 220 мс (при i=0,42 А), показано на фиг.11а. По данным 225 измерений, можно видеть, что оболочка сердечника имеет другую кривизну. Для определения кривизны оболочки и кривизны сердечника, определили, что квадратичная подгонка дает очень хорошие результаты, как показано на фиг.63а. Кривая 226 представляет квадратичную подгонку оболочки, и кривая 227 представляет квадратичную подгонку сердечника. В этом документе кривизна оболочки и кривизна сердечника определены, как значения, определенные по квадратичной подгонке, и радиусы были взаимно соответствующими этим значениям кривизны. Для обработанного волокна на фиг.63а, это привело к получению кривизны оболочки 0,6 мм-1 (при соответствующем радиусе 1,67 мм), и кривизны 2,55 мм-1 сердечника. Кроме того, было отмечено, что сердечник несколько выступает из оболочки; выступ составил приблизительно 60 нм.
Зависимость значений кривизны сердечника и оболочки исследовали, как функцию длительности обработки (при постоянном токе дуги I=0,42 А среднеквадратичного значения при частоте 125 кГц). На фиг.63b показана кривизна 231 оболочки и кривизна 232 сердечника, как функция длительности дуговой обработки. Наблюдали поведение, аналогичное порогу кривизны, при увеличении длительности обработки. Образцы, обработанные в течение менее чем приблизительно 150 мс, не проявляли кривизну. Это означает, что недостаточно энергии было подведено к волокну, для инициирования эффекта. Поскольку изменяли только длительность обработки, энергия, подводимая к волокну, была пропорциональна длительности обработки. Существует пороговое значение количества энергии, подаваемой в ходе тепловой обработки, ниже которой волокно не становится достаточно вязким. Как только количество энергии становилось достаточно большим, конец волокна становился вязким, и возникала релаксация напряжений, замороженных в нем во время процесса вытягивания волокна; такая релаксация напряжений приводила к возникновению кривизны торцевой грани. На фиг.63b можно видеть, что кривизна 231 оболочки и также кривизна 232 сердечника являются представительными для длительности обработки, и, следовательно, для количества энергии, переданной в волокно. На фиг.63b показано, что при длительности больше 150 мс, кривизна 231 оболочки и кривизна 232 сердечника увеличивались приблизительно линейно с увеличением длительности обработки. Для всей длительности обработки кривизна сердечника была существенно большей, чем кривизна оболочки (примечание: знак "минус" для кривизны на фиг.63b не имеет значения; это просто вопрос выпуклой/вогнутой кривизны в данном конкретном случае).
Для получения эффекта обработки оптических волокон разных изготовителей, мы выполнили обработку волокон, поставляемых компаниями Corning, Jena и OFS, которые представляют собой хорошо установившихся поставщиков оптических волокон для рынка телекоммуникаций. На фиг.63с показана измеренные значения кривизны 231 оболочки этих волокон, как функция длительности обработки. Результаты измерений показали, что эффект обработки является достаточно устойчивым среди производителей.
Аналогично кривизне, степень проникновения сердечника оптического волокна проявляет поведение, подобное пороговому. При длительности обработки меньше 180 мс проникновение сердечника не наблюдалось, тогда как она увеличивалась линейно, приблизительно до 100 нм для волокон, обработанных при 260 мс. Можно сделать вывод, что степень проникновения представляет собой результат релаксации вязкоупругих сжимающих напряжений, замороженных в сердечнике. В результате измерений в соответствии с "Residual stress profiles in optical fibers determined by the two-waveplate-compensator method," Opt. Commun. Vol.265, pp.29-32, 2006, С.C. Montarou, Т.K. Gaylord, and A.I. Dachevski, напряжение сжатия приблизительно 10 МПа присутствует в сердечнике после процесса вытягивания. Определили, что при тепловой обработке длина приблизительно L=0,5 мм сердечника волокна нагревается выше точки отжига напряжения. Поэтому, величина выступа может быть количественно оценена следующим образом:
ΔL=L*напряжение/Е=68 нм,
в котором "напряжение"=10 МПа и где Е=73 ГПа представляет собой модуль упругости для SiO2. Это значение величины выступа соответствует нашим интерферометрическим измерениями, что, таким образом, подтверждает, что происходит релаксация напряжения в случае возникновения выступа. Увеличение выступа при повышении длительности обработки поясняется тем фактом, что больший участок волокна достигает точки отжига напряжения при увеличении длительности обработки.
То, что сердечник несколько выступает из оболочки, является преимуществом, поскольку это улучшает контакт двух волокон при соединении двух разъемов, в соответствии с изобретением. При выполнении резки и полировки лазером торцевой грани волокна, как раскрыто в US 6963687, уже упомянутом выше, не возникает выступ сердечника. При этом, наоборот, сердечник утапливается внутри оболочки.
По результатам наших экспериментов мы сделали вывод, что для достижения большого количества стыковок и расстыковок, радиус кривизны оболочки на торцевой грани волокна, предпочтительно, должен быть в диапазоне от 0,4 до 4 мм, более предпочтительно, в диапазоне от 0,6 до 3 мм. Радиус кривизны сердечника на торцевой грани волокна, предпочтительно, должен быть в диапазоне от 0,14 до 4 мм, более предпочтительно, в диапазоне от 0,2 до 3 мм.
Таким образом, мы определили, что количество стыковок и расстыковок, при которых все еще обеспечивалось очень хорошее качество соединения, очень существенно увеличивается в результате тепловой обработки, в соответствии с изобретением. Мы исследовали, при какой конкретно тепловой обработке такой желательный результат мог быть получен. Поэтому, мы исследовали причины возникновения неисправностей после стыковки/расстыковки. Мы определили, что важная причина неисправности волокна представляет собой замороженное в нем напряжение. Для уменьшения замороженного напряжения в приемлемых пределах, определенное количество энергии должно быть подано к волокну. Мы определили за счет этого, что кривизна оболочки (или радиус оболочки) обработанного волокна является представительной для переданного количества энергии, и что разъем, имеющий радиус оболочки в пределах определенного диапазона, таким образом, может выдерживать большое количество стыковок и расстыковок.
Выше был раскрыт способ, в соответствии с изобретением, для соединения первого оптоволоконного разъема, имеющего оголенный конец, при этом оголенный конец механически скалывали и подвергали торцевую грань тепловой обработке, в соответствии с изобретением, для оптического волокна с зажимом через преобразователь. Было раскрыто, что преобразователь может содержать специальный переходный элемент.
В общем, преобразователь, как показано, например, на фиг.64 может использоваться для соединения беззажимного разъема волокна с разъемом волокна с зажимами, в котором преобразователь может содержать специальный переходный элемент, или нет. Беззажимный оптоволоконный разъем может представлять собой разъем, в соответствии с изобретением, или, в общем, только беззажимный оптоволоконный разъем. На фиг.64 показан SC-разъем 213 на основе зажима, который соединен через стандартный SC-разъем 214 с беззажимным разъемом 212 через модуль 211 преобразователя.
Аналогичное, но другое решение для соединения разъема с зажимами с беззажимным разъемом показано на фиг.65. На фиг.65 показан адаптер со встроенным преобразователем 216, который используется для соединения LC разъема 215 на основе зажима с беззажимным разъемом 217. Адаптер со встроенным преобразователем 216, показанный на фиг.213, может использоваться для соединения двух наборов оптоволоконных разъемов.
На фиг.66 показана блок-схема последовательности операций варианта осуществления способа, в соответствии с изобретением, в котором оголенный конец оптического волокна механически раскалывают 240, получая, таким образом, торцевую грань оголенного конца, и подвергают теплой обработке 241.
Предпочтительно, перед соединением разъема с волокном, конец волокна может быть проинспектирован с помощью установки инспектирования, например, активируемой в револьверной головке. Установка инспектирования может детектировать различные типы дефекты волокна, которые могли бы ухудшить рабочие характеристики при соединении с разъемом. Кроме того, проверка угла скалывания волокна может быть выполнена в установке инспектирования. В установке инспектирования волокна качество волокна может быть проверено с использованием либо концепции детектировании не основанной на формировании изображений, например, с использованием фотодетектора, или концепции детектирования на основе формирования изображений, такой как камеры.
Если инспекция выявляет, что качество оптического волокна неудовлетворительное, возможна повторная обработка, то есть повторение операций, выполняемых с оптическим волокном. Это может потребовать использования дополнительных 25 мм волокна. Повторная обработка может также быть выполнена, в случае неудачного испытания на растяжение.
В варианте осуществления инструмент предоставляет обратную связь, представляя результаты инспектирования оператору. Инструмент может иметь сенсорный экран, в качестве интерфейса пользователя. Инструмент может иметь порт считывания для считывания информации управления. Кроме того, инструмент может иметь режим специалиста, в котором более подробная информация об инструменте предоставляется пользователю. Размещение разъема и прикрепление его на оптическом волокне может быть выполнено следующим образом, в установке 30 соединения разъема. В одном варианте осуществления разъем содержит две части: внутреннюю часть или "механизм" и внешний корпус.
На фиг. 26 иллюстрируется вариант осуществления способа, в соответствии с изобретением, в котором элемент 303 прикрепления волокна расположен в положении 372 прикрепления относительно корпуса 302 разъема для разъема 110. Термоусадочная трубка 305 уже помещена на место.
Кроме того, в другом варианте осуществления, принимающий конец оптоволоконного разъема 110 может иметь элемент 400 предварительного выравнивания, который показан на фиг. 27 в виде конического отверстия, для приема оголенного конца 104 оптического волокна. На другом конце устройства 110, может быть предусмотрен зажим с V-образной канавкой в канале, для приема обрезанного конца волокна в V-образной канавке.
На фиг. 28 оптическое волокно 100 вставляют в элемент 303 прикрепления волокна и на фиг. 29 выполняют усадку термоусадочной трубки 305 на оптическом волокне 100 и элементе 303 прикрепления волокна, в положении 372 прикрепления.
На фиг. 30, элемент прикрепления волокна показан после перемещения его в рабочее положение 373, которое может, как описано выше, совпадать с предварительным положением 371. На фиг. 27-31 показан вариант осуществления изобретения, когда его применяют к разъему в беззажимной системе. Оголенный конец 104 оптического волокна 100 защищен разъемом 1 и может теперь быть соединен с другим оптическим устройством, например, с другим оптическим разъемом.
На фиг. 31 защитный колпачок 306 был прикреплен на разъеме поверх оптического волокна с покрытием, для обеспечения возможности натяжения и изгиба.
Преимущество применения термоформуемого материала 305 в положении 372 прикрепления, в котором элемент 303 прикрепления волокна находится снаружи от корпуса 302 разъема, состоит в том, что один или несколько материалов 325, как показано на фиг. 27, могут использоваться для корпуса 302 разъема, например, термопластичные материалы, которые имеют температуру размягчения ниже, чем температура обработки, например, 120°С, при которой применяется термоформуемый материал.
В соответствии с дополнительным аспектом изобретения, предусмотрено устройство для прикрепления оптического волокна 100 на оптоволоконном разъеме 110. Устройство может содержать средство для приема оптоволоконного разъема 110 и оптического волокна 100, средство для прикрепления оптического волокна к элементу прикрепления волокна, и средство передвижения, предназначенное для передвижения элемента прикрепления волокна между разными положениями. Такое средство передвижения, которое может содержать механизм захвата и, например, электродвигатель, используется для передвижения элемента 303 прикрепления волокна из положения прикрепления, в котором оптическое волокно прикреплено к элементу прикрепления волокна, и в котором элемент прикрепления волокна находится снаружи корпуса разъема, в рабочее положение, в котором элемент прикрепления волокна находится в корпусе разъема. В варианте осуществления средство передвижения также выполнено с возможностью передвижения элемента прикрепления волокна из его предварительного положения внутри корпуса разъема в положение прикрепления. В предпочтительном варианте осуществления прикрепление включает в себя нанесение термоформуемого материала, как описано выше. Средство для прикрепления может затем включать в себя одно или несколько средств для нагрева термоформуемого материала.
На фиг.32а-32с схематично показан вид в поперечном сечении, вдоль направления продольной оси оптического волокна, в соответствии с вариантом осуществления изобретения. Оптоволоконный разъем 110 содержит корпус 302 разъема и элемент 303 прикрепления волокна, который окружен корпусом 302 разъема. Корпус 302 разъема имеет стыковочный конец 105.
Оптическое волокно 60 вставляют в разъем 110. Восстанавливаемый под действием тепла элемент, который в представленном варианте осуществления представляет собой термоусадочную трубку 305, окружает оптическое волокно 100 и элемент 303 прикрепления волокна. Термоусадочная трубка 305, при восстановлении ее размеров, удерживает или прижимает оптическое волокно к элементу 303 прикрепления волокна и, таким образом, удерживает оптическое волокно 100 на элементе 303 прикрепления волокна. Оптическое волокно 100 имеет оголенный участок 104 и покрытие, или участок 362 с покрытием, то есть незачищенный участок.
Элемент 303 прикрепления волокна, предпочтительно, имеет ступенчатую конфигурацию с первой платформой, которая смещена по высоте от второй платформы на расстояние, в общем, равное толщине вторичного покрытия оптического волокна. Участок с покрытием оптического волокна связывается с первой платформой, и оголенный участок стекла оптического волокна связывается со второй платформой. Первая платформа может включать в себя канал, с размером для приема в него участка с покрытием оптического волокна, и вторая платформа может включать в себя канал с размером для приема в него участка оголенного волокна оптического волокна.
В варианте осуществления, показанном на фиг.32а и фиг.35а, волокно присоединено к элементу 303 прикрепления волокна, используя термоусадочную трубку 305, и элемент прикрепления волокна имеет первый участок 331 для контакта с оголенным участком оптического волокна и второй участок 332 для контакта с участком с покрытием оптического волокна. Элемент 303 прикрепления волокна может быть прижат, зафиксирован, приварен, приклеен или одновременно сформован способом формования под давлением с промежуточным элементом, например, экраном. Кроме того, элемент 303 прикрепления волокна и, так называемый, промежуточный элемент, могут даже составлять один элемент. Такой промежуточный элемент, предпочтительно, устанавливают на корпус 110 разъема.
Первый участок 331 имеет первую площадь CS1 поперечного сечения, как показано на фиг.4а, на которой показан вид в поперечном сечении перпендикулярно продольному направлению оптического волокна. Второй участок 332 имеет вторую площадь CS2 поперечного сечения, как показано на фиг.35b. В представленном варианте осуществления первая площадь (CS1) поперечного сечения больше, чем вторая площадь (CS2) поперечного сечения. С другой стороны, на первом участке 31, комбинированная площадь (CS3) поперечного сечения элемента прикрепления волокна, вместе с площадью поперечного сечения оголенного оптического волокна 61 (см. фиг.35с) меньше чем объединенная площадь (CS4) поперечного сечения элемента прикрепления волокна на втором участке 332 и участке покрытия оптического волокна 362, см. фиг.35d). Характеристики размеров элемента прикрепления волокна для неприкрепленного оптического волокна остаются такими, как показано на фиг.3a-3d.
Кроме того, плавкий материал может быть нанесен на оптическое волокно и на элемент прикрепления волокна, перед установкой термоформуемого материала, такого как восстанавливаемый под действием тепла элемент. В одном варианте осуществления термоформуемый материал, такой как восстанавливаемый под действием тепла элемент, например, термоусадочная трубка, содержит плавкий материал внутри нее или на ее внутренней поверхности таким образом, что плавкий материал плавится при нагреве или "активации" термоусадочной трубки.
В варианте осуществления, описанном со ссылкой на фиг.32а, после завершения активации термоформуемого материала, такого как восстанавливаемый под действием тепла элемент, оголенный участок 104 оптического волокна фиксируется относительно покрытия 362. Кроме того, оголенный участок 104 фиксируется относительно элемента прикрепления 303 волокна. Сам элемент прикрепления волокна фиксируется относительно разъема (используя способ, который не показан, но известен в данной области техники). Предпочтительно, термоусадочная трубка 305 имеет плавкий материал на ее внутренней поверхности, который улучшает фиксацию волокна.
В данном варианте осуществления предотвращается выход волокна за пределы, благодаря фиксации оголенного участка 61 оптического волокна относительно покрытия 362.
Использование элемента 303 прикрепления волокна заметно улучшает фиксацию волокна для фиксации оголенного участка относительно покрытия и для фиксации оголенного участка относительно разъема.
Конец элемента прикрепления волокна на стороне, где оптическое волокно должно быть вставлено, может быть закруглен для улучшения вставки.
Мы определили, что выход за границы волокна не может быть предотвращен, при использовании только термоусадочной трубки и плавкого материала.
Кроме того, определили, что один набор из термоусадочной трубки (предпочтительно, в которой предусмотрен плавкий материал) и элемента прикрепления волокна достаточен для обеспечения фиксации волокна для оптических волокон, которые имеют диаметр оболочки 125 мкм, и диаметр покрытия, то есть диаметр буфера или второго покрытия, в диапазоне 250-1100 мкм. Весь диапазон покрытий для разных типов оптических волокон, от 250 мкм до 1100 мкм, таким образом, может быть охвачен одним набором. При этом не требуется подготавливать разные наборы для оптических волокон с малой толщиной покрытия и оптических волокон с большими покрытиями. На фиг.32b схематично показан вид в поперечном сечении, вдоль направления продольной оси оптического волокна, корпуса разъема, в соответствии с вариантом осуществления, в соответствии с изобретением, таким образом, что оптическое волокно 100, имеющее диаметр покрытия, меньший, чем 900 мкм, более конкретно, 250 мкм, прикреплено к элементу 303 прикрепления волокна, который окружен корпусом 302 разъема. Как показано, оголенный участок оптического волокна очень незначительно изгибается после прикрепления оптического волокна на элементе прикрепления волокна, однако, практическое тестирование показало, что изгиб волокна диаметром 250 мкм не приводит к каким-либо оптическим потерям, и старение не приводит к разлому волокна. На фиг.36с схематично показан вид в поперечном сечении вдоль направления продольной оси оптического волокна корпуса разъема в соответствии с вариантом осуществления изобретения, в результате чего, оптическое волокно 100, имеющее покрытие толще, чем 900 мкм, более конкретно 1100 мкм, прикреплено на элементе прикрепления 303 волокна, который окружен корпусом 302 разъема. И снова, благодаря применению способа, в соответствии с вариантами осуществления настоящего изобретения, происходит изгиб оголенного участка оптического волокна, но испытания показали, что этот изгиб при толщине 1100 мкм также не приводит к каким-либо оптическим потерям.
Пример такого набора может быть следующим:
- элемент прикрепления волокна, предпочтительно, изготовленный из металла, более конкретно из алюминия 6061-Т6, чистого, анодированного, алюминия 2024-Т4, чистого, анодированного, или Xyloy М950, или он может быть изготовлен из термопластичного материала, например, полифенилсульфона, более конкретно, Radel R5100 или Valox 420SEO. Элемент прикрепления волокна, предпочтительно, имеет внешний диаметр от 0,9 до 1,2 мм, в результате чего площадь его поперечного сечения составляет от 0,6 до 1,2 мм2;
- термоусадочная трубка, предпочтительно, изготовленная из или содержащая два материала, таким образом, что один материал используется для внешней поверхности термоусадочной трубки и, предпочтительно, другой материал предназначен для ее внутренней поверхности, первый пример может представлять собой соединение 513-Х (MT-LWA) на внешней поверхности вместе с соединением DWR 9763 (Lucalen А2920) в качестве внутренней поверхности, второй пример может представлять собой соединение 521-Х (RNF100A) на внешней поверхности вместе с соединением 463-N (клей ТАТ 125) в качестве внутренней поверхности, третий пример может представлять собой соединение 521-Х (RNF100A) на внешней поверхности вместе с соединением DWR 9763 (Lucalen А2920) в качестве внутренней поверхности, четвертый пример может представлять собой оболочку из соединения полиэтилена тип 513 на внешней поверхности вместе с клеем на основе этиленбутилакрилата с повышенными клеящими свойствами в качестве внутренней поверхности, например, также можно использовать DWR9940,
- размеры термоусадочной трубки предпочтительно составляют: длина от 10 до 15 мм, внешний диаметр 2,6 мм, толщина стенок 0,25 мм и отношение усадки 4/1 (то есть термоусадочная трубка может сокращаться до 2,6/4 мм=0,525 мм, при свободной усадке).
Другое преимущество некоторых вариантов осуществления изобретения состоит в том, что исключаются загрязнения или, по меньшей мере, заметно уменьшаются. Все детали, такие как элемент прикрепления волокна и термоформуемый материал, например, элемент, восстанавливающийся под действием тепла, уже может присутствовать в корпусе разъема, например, в результате предварительной сборки в заводских условиях, таким образом, что на месте применения требуется только вставить оптическое волокно в разъем.
Другое преимущество некоторых вариантов осуществления изобретения состоит в том, что к волокну не прикладывается усилие растяжения, или прикладывается только очень незначительное растяжение, в отличие от, например, способов механического прикрепления, в которых используют, например, клин; такое отсутствие существенного усилия натяжения приводит к хорошим оптическим свойствам при пропускании света через волокно, таким, как низкие вносимые потери и низкие модальные шумы.
Кроме того, способ прикрепления может быть легко автоматизирован; на месте применения требуется только активировать, например, путем нагрева элемент, восстанавливаемый под действием тепла.
На фиг.33 показан 3-мерный вид с разрезом пополам варианта осуществления элемента 303 прикрепления волокна. Показаны первый участок 331 и второй участок 332 элемента прикрепления волокна. Термоусадочная трубка 305 окружает элемент 303 прикрепления волокна. Корпус 302 разъема содержит элементы 340 упора, таким образом, что элементы 340 упора, предпочтительно, упираются в первый участок 331 термоусадочной трубки 305. Предпочтительно, при прикреплении термоусадочной трубки на оптическом волокне, элементы упора предотвращают какой-либо сдвиг термоусадочной трубки в продольном направлении оптического волокна.
На фиг.31 показан вариант осуществления оптоволоконного разъема 110, к которому прикреплено оптическое волокно 100. Корпус 302 разъема и элемент 303 прикрепления волокна также показаны. Разъем, предпочтительно, представляет собой беззажимный разъем, в котором оконечный участок оптического волокна не удерживается с помощью зажима (то есть оконечный участок оптического волокна не поддерживается). В определенных вариантах осуществления неподдерживаемый оконечный участок оптического волокна представляет собой оголенное стекло и включает в себя только стеклянный сердечник, окруженный стеклянной оболочкой. В некоторых вариантах осуществления оптическое волокно закрепляется внутри корпуса разъема (то есть в корпусе разъема), имеющем стыковочный конец. Разъем может иметь первую конфигурацию, где неподдерживаемый оконечный участок окружен и защищен внутри корпуса разъема. Разъем также может иметь вторую конфигурацию, где доступ к торцевой грани неподдерживаемого оконечного участка может быть выполнен на стыковочном конце корпуса разъема для оптического соединения с другим оптическим волокном. В определенных вариантах осуществления разъем может включать в себя защитную крышку, которая выполнена с возможностью перемещения относительно корпуса разъема между первым положением, в котором неподдерживаемый оконечный участок оптического волокна закрыт в пределах корпуса разъема и защищен от загрязнений, и вторым положением, в котором может осуществляться доступ к торцевой грани неподдерживаемого оконечного участка оптического волокна для оптического соединения с другим оптическим волокном. Клей может использоваться для фиксации с помощью клея/соединения, как оголенного стекла, так и вторичного покрытия оптического волокна на структуре прикрепления в пределах корпуса разъема. Таким образом, оптическое волокно фиксируется вдоль оси в требуемом положении в пределах корпуса разъема, и оголенное стекло оптического волокна закрепляется вдоль оси относительно вторичного покрытия. Клей может представлять собой клей, активируемый теплом.
В некоторых вариантах осуществления минимальная длина неподдерживаемого оконечного участка оптического волокна, предпочтительно, составляет 10-15 мм.
На фиг.36а-36е схематично показаны последующие этапы, на которых тепло передают от устройства 410 к восстанавливаемому под действием тепла материалу 305. Устройство 410, показанное на фиг.36а, содержит распределитель 411 тепла и термоусадочную трубку 305. Распределитель тепла 411 включает в себя теплопроводный участок 412, который имеет внешнюю поверхность 413, и который имеет два локализованных участка 414 нагрева на его внешней поверхности 413. По меньшей мере, один из локализованных участков 414 нагрева нагревается от источника 430 тепла, который представлен на фиг.36а-36е символом электрического сопротивления. Тепло передается от нагретого участка 414 локализованного нагрева через теплопроводный участок 412 в направлении стрелки 61 на фиг.36b. Восстанавливаемый под действием тепла материал 305 окружен теплопроводным участком 412. На фиг.36а он находятся в полости 415 распределителя 411 тепла. Восстанавливаемый под действием тепла материал, который представляет собой термоусадочную трубку 420 в варианте осуществления по фиг.36а, постепенно нагревается распределителем 411 тепла. Термоусадочная трубка 420 вначале сокращается в месте приложения тепла, то есть в местоположении нагретого участка 414 локализованного нагрева. Сокращение затем распространяется, как показано на фиг.36b-36е, в направлении стрелки 461, по мере передачи тепла через теплопроводный участок 412. На фиг.36е показана полностью сократившаяся термоусадочная трубка. Термоусадочная трубка 420 выполнена с возможностью приема, по меньшей мере, одного элемента 100, термоусадочная трубка затем обжимается вокруг этого элемента (элементов) и предварительно установленного или предварительного собранного элемента, такого как элемент 303 прикрепления волокна (см. фиг.37).
Местоположение, где начинается сокращение, известно. В варианте осуществления на фиг.36а-36е, размеры, в частности, толщина и тепловые характеристики, такие как теплопроводность и теплоемкость теплопроводного участка 412, и размеры и физические свойства термоусадочной трубки 305 выбраны таким образом, что за тепловым фронтом, распространяющимся через теплопроводный участок 412, следует фронт усадки, который распространяется через термоусадочную трубку 305. Таким образом, обеспечивается отсутствие захвата воздуха между термоусадочной 305 и элементом или элементами, которые установлены внутри термоусадочной трубки 305 для сборки с ее помощью.
Кроме того, не требуется использовать дорогостоящую печь, и, конечно, не нужна печь со специализированными зонами нагрева, со специализированным нагревателем и модулем управления для каждой зоны.
В качестве источника 430 нагрева можно использовать инфракрасное излучение или другой источник нагревающего излучения. Также можно использовать конвекционный нагрев или другое средство для нагрева, известное в данной области техники. Предпочтительно, тепло переносится путем теплопроводности от источника 430 тепла к локализованному участку 414 нагрева. Предпочтительно, локализованный участок 414 нагрева выполнен с возможностью физического контакта с источником 430 тепла. Источник 430 тепла может содержать электрический резистор. Также может использоваться комбинация таких средств нагрева.
Устройство, показанное на фиг.36а-36е, имеет два локализованных участка 414 нагрева, один из которых нагревают. Оба локализованных участка нагрева могут быть нагреты. Устройство может иметь один локализованный участок нагрева. Устройство может иметь более, чем два локализованных участка нагрева.
Распределитель тепла может иметь цилиндрическую форму. В предпочтительном варианте осуществления изобретения распределитель 412 тепла имеет трубчатую форму, как показано на фиг.36а-36е. Распределитель тепла, по существу, может быть выполнен из металла.
Восстанавливаемый под действием тепла материал может представлять собой термоусадочную трубку. Восстанавливаемый под действием тепла материал может представлять собой термоусадочную ленту.
На фиг.37 схематично показан оптоволоконный разъем 110, например, устанавливаемый на месте разъем, который включает в себя устройство для сборки деталей. Разъем на фиг.37 представляет собой беззажимный разъем, который содержит оптическое волокно 100 и элемент 303 прикрепления волокна, например, предварительно установленный или предварительно собранный элемент 303 прикрепления волокна, окруженный термоусадочной трубкой 305 в полости 415 теплопроводного участка 412 из распределителя 411 тепла. Теплопроводный участок может быть цилиндрическим. Корпус 302 разъема имеет стыковочный конец 105, на котором открывается конец оптического волокна. Распределитель 411 тепла окружает термоусадочную трубку 305 и имеет два локализованных участка 414 нагрева на внешней поверхности теплопроводного участка 412. Каждый локализованный участок нагрева доступен в местоположении 456 в корпусе 302 разъема в оптоволоконном разъеме 110, который в представленном варианте осуществления представляет собой отверстие 456 в корпусе 302 разъема. Корпус 302 разъема защищает внутреннюю часть оптоволоконного разъема 110 от окружающей среды. Когда один или оба локализованных участка 414 нагрева нагреваются, предпочтительно путем физического контакта с нагревателем через отверстие 456, термоусадочная трубка 305 начинает сокращаться, как пояснялось выше со ссылкой на фиг.36а-36е. Когда процесс сокращения заканчивается, получают оптическое волокно 100 собранное с элементом 303 прикрепления волокна с помощью термоусадочной трубки 305.
Законченный разъем, предпочтительно, представляет собой беззажимный разъем, в котором оконечный участок оптического волокна не поддерживается зажимом (то есть оконечный участок оптического волокна не поддерживается). В определенных вариантах осуществления неподдерживаемый оконечный участок оптического волокна представляет собой оголенное стекло и включает в себя только стеклянный сердечник, окруженный стеклянной оболочкой. В некоторых вариантах осуществления оптическое волокно прикреплено в пределах корпуса разъема (то есть в корпусе разъема), имеющего стыковочный конец. Разъем может иметь первую конфигурацию, в которой неподдерживаемый оконечный участок заключен и защищен в пределах корпуса разъема. Разъем также может иметь вторую конфигурацию, в которой может осуществляться доступ к торцевой грани неподдерживаемого оконечного участка на стыковочном конце корпуса разъема для оптического соединения с другим оптическим волокном. В некоторых вариантах осуществления разъем может включать в себя защитную крышку, которая выполнена подвижной относительно корпуса разъема между первым положением, в котором неподдерживаемый оконечный участок оптического волокна заключен в пределах корпуса разъема и защищен от загрязнений, и вторым положением, в котором может осуществляться доступ к неподдерживаемому оконечному участку оптического волокна для оптического соединения с другим оптическим волокном. Клей может использоваться для фиксации/соединения с помощью клея, как оголенного стекла, так и вторичного покрытия оптического волокна со структурой прикрепления в пределах корпуса разъема. Таким образом, оптическое волокно фиксируется вдоль оси в требуемом положении в пределах корпуса разъема, и оголенное стекло оптического волокна закрепляется вдоль оси относительно вторичного покрытия. Клей может представлять собой активируемый теплом клей.
Элемент прикрепления волокна предпочтительно имеет ступенчатую конфигурацию с первой платформой, которая смещена по высоте от второй платформы на расстояние, в общем, равное толщине вторичного покрытия оптического волокна. Участок с покрытием оптического волокна соединен в первой платформой, и участок оголенного стекла оптического волокна соединен со второй платформой, например, с помощью термоусадочной трубки, когда она восстановлена. Первая платформа может включать в себя канал с такими размерами, что в него может быть установлен участок с покрытием оптического волокна, и вторая платформа может включать в себя канал с размерами для установки в него участка оголенного волокна оптического волокна. Элемент прикрепления волокна может быть прижат, зафиксирован, приварен, приклеен или сформирован путем совместного формования способом впрыска с промежуточным элементом, например, экраном. Кроме того, элемент прикрепления волокна и, так называемый, промежуточный элемент, даже могут представлять собой один элемент. Такой промежуточный элемент, предпочтительно, устанавливают в корпус разъема.
В некоторых вариантах осуществления минимальная длина неподдерживаемого оконечного участка оптического волокна, предпочтительно, составляет 10-15 мм.
В одном примере разъем 110, как показано на фиг.37, может иметь следующие размеры и может быть изготовлен из следующего набора материалов:
- средство распределения тепла, имеющее трубчатую форму, содержащую внешний диаметр от 3 до 5 мм и внутренний диаметр от 2 до 4 мм, которые могут быть изготовлены из металла, более конкретно алюминия 6061-Т6 чистого, анодированного, алюминия 2024-Т4 чистого, анодированного или Xyloy М950.
- каждый локализованный участок нагрева предпочтительно имеет площадь поверхности от 1 до 5 мм2,
- термоусадочная трубка, предпочтительно, изготовленная из или содержащая два материала, таким образом, что один материал используется для внешней поверхности термоусадочной трубки и, предпочтительно, другой материал предназначен для ее внутренней поверхности, первый пример может представлять собой соединение 513-Х (MT-LWA) на внешней поверхности вместе с соединением DWR 9763 (Lucalen А2920) в качестве внутренней поверхности, второй пример может представлять собой соединение 521-Х (RNF100A) на внешней поверхности вместе с соединением 463-N (клей ТАТ 125) в качестве внутренней поверхности, третий пример может представлять собой соединение 521-Х (RNF100A) на внешней поверхности вместе с соединением DWR 9763 (Lucalen А2920) в качестве внутренней поверхности, четвертый пример может представлять собой оболочку из соединения полиэтилена тип 513 на внешней поверхности вместе с клеем на основе этиленбутилакрилата с повышенными клеящими свойствами в качестве внутренней поверхности, например, также можно использовать DWR9940,
- термоусадочная трубка, предпочтительно, имеет длину от 10 до 15 мм, внешний диаметр 2,6 мм, толщину стенок 0,25 мм и коэффициент сокращения 4/1 (то есть термоусадочная трубка могла бы сократиться до 2,6/4 мм=0,525 мм, в случае свободного сокращения);
- оптическое волокно: диаметр 125 мкм оболочки и диаметр покрытия от 200 мкм до 1100 мкм.
Диапазон температур от 120°C до 220°C предпочтительно применяют при активации термоусадочной трубки.
Такую термоусадочную трубку нагревают при температуре в диапазоне 120-220°C. Преимущество настоящего изобретения состоит в том, что материалы, которые не устойчивы при воздействии таких температур, могут использоваться в оптоволоконном разъеме 110, поскольку тепло от источника тепла непосредственно направляется распределителем 411 тепла внутрь оптоволоконного разъема 110 и к материалу 305, восстанавливаемому под действием тепла. Например, внешний корпус 465 или задний корпус по фиг.37 может быть изготовлен из термопластичного материала, такого как РР или LDPE.
Другое преимущество состоит в том, что разъем может быть предварительно собран на фабрике, включая в себя, например, термоусадочную трубку, таким образом, что отсутствуют неприкрепленные мелкие детали при прикреплении разъема к оптическому волокну на месте установки.
В варианте осуществления инструмента, в соответствии с изобретением, разъем 110 (который может содержать более, чем одну часть) загружают из картриджа 80 разъема. В случае, когда разъем содержит механизм и внешний корпус, вначале механизм прикрепляют к оптическому волокну. Это может быть выполнено через термоусадочную систему или, предпочтительно, комбинацию термоусадочной системы и системы расплава материала. В одном варианте осуществления прикрепление выполняется следующим образом. Термоусадочной материал и плавкий материал нагревают до температуры приблизительно 120°C. Передача тепла от нагревателя к термоусадочному материалу и плавкому материалу может быть выполнена, как комбинация излучения и теплопроводности воздуха. В частности, зазор между нагревателем и термоусадочным материалом поддерживается, как можно меньшим. Нагреватель может состоять из двух половин, в котором каждая половина нагревается отдельно. Нагреватели могут быть раскрыты и нагреты до требуемой температуры прежде, чем механизм разъема будет помещен в положение нагрева. Затем нагреватель закрывают, и термоусадочный материал и плавкий материал нагреваются до правильной температуры. Термоусадочный материал обеспечивает зажим кабеля для волокна; такая система зажима кабеля может заполнять зазор между диаметром покрытия 1000 мкм и диаметром оболочки 125 мкм. После фиксации механизма на оптическом волокне внешний корпус закрепляют на механизме. Полученная в результате длина оголенного конца оптического волокна составляет предпочтительно 8 мм.
Разъемы 110 могут подаваться автоматически с помощью картриджа 80 разъема, который может содержать держатель и малые картриджи, каждый из которых содержит один разъем. В одном варианте осуществления картридж разъема может содержать 8-12 разъемов. Картриджи могут быть герметично закрыты тонкой фольгой, например, из алюминия. Разъемы, таким образом, защищены от пыли, влаги и механической нагрузки. Части разъема могут иметь хорошо определенную ориентацию. При этом может быть возможно заменять картридж разъема до его опустошения. В одном варианте осуществления в револьверной головке предусмотрен нож, который может разрезать и изгибать фольгу картриджа для вытягивания с помощью устройства подачи разъема, разъема из картриджа в револьверную головку без риска застревания.
Следует понимать, что изобретение не ограничено конкретными описанными свойствами и средствами и/или этапами обработки способов, поскольку такое средство и способы могут изменяться. Также следует понимать, что используемая здесь терминология представлена с целью описания только конкретных вариантов осуществления, и не предназначена для ограничения. Следует отметить, что, используемые в спецификации и в приложенной формуле изобретения формы единственного числа "a", "an" и "the", включают в себя ссылки на единственное и/или множественное число, если только в контексте ясно не указано другое. Также следует понимать, что множественные формы включают в себя единственные и/или множественные ссылки, если только в контексте ясно не указано другое. Кроме того, следует понимать, что в случае, когда заданы диапазоны параметра, которые ограничены цифровым значениями, считается, что эти диапазоны включают в себя эти значения ограничения.
Конкретные комбинации элементов и свойств в представленных выше подробных вариантах осуществления являются только примерами. Для специалиста в данной области техники будет понятно, что вариации, модификации и другие возможные варианты осуществления того, что описано здесь, могут быть выполнены специалистом в данной области техники, без выхода за пределы сущности и объема изобретения в том виде, как оно заявлено. В соответствии с этим, представленное описание представляет собой только пример и не предназначено для ограничения. Объем изобретения определен в следующей формуле изобретения и ее эквивалентах. Кроме того, знаки ссылочных позиций, используемые в описании и в формуле изобретения, не ограничивают объем изобретения в том виде, как оно заявлено.
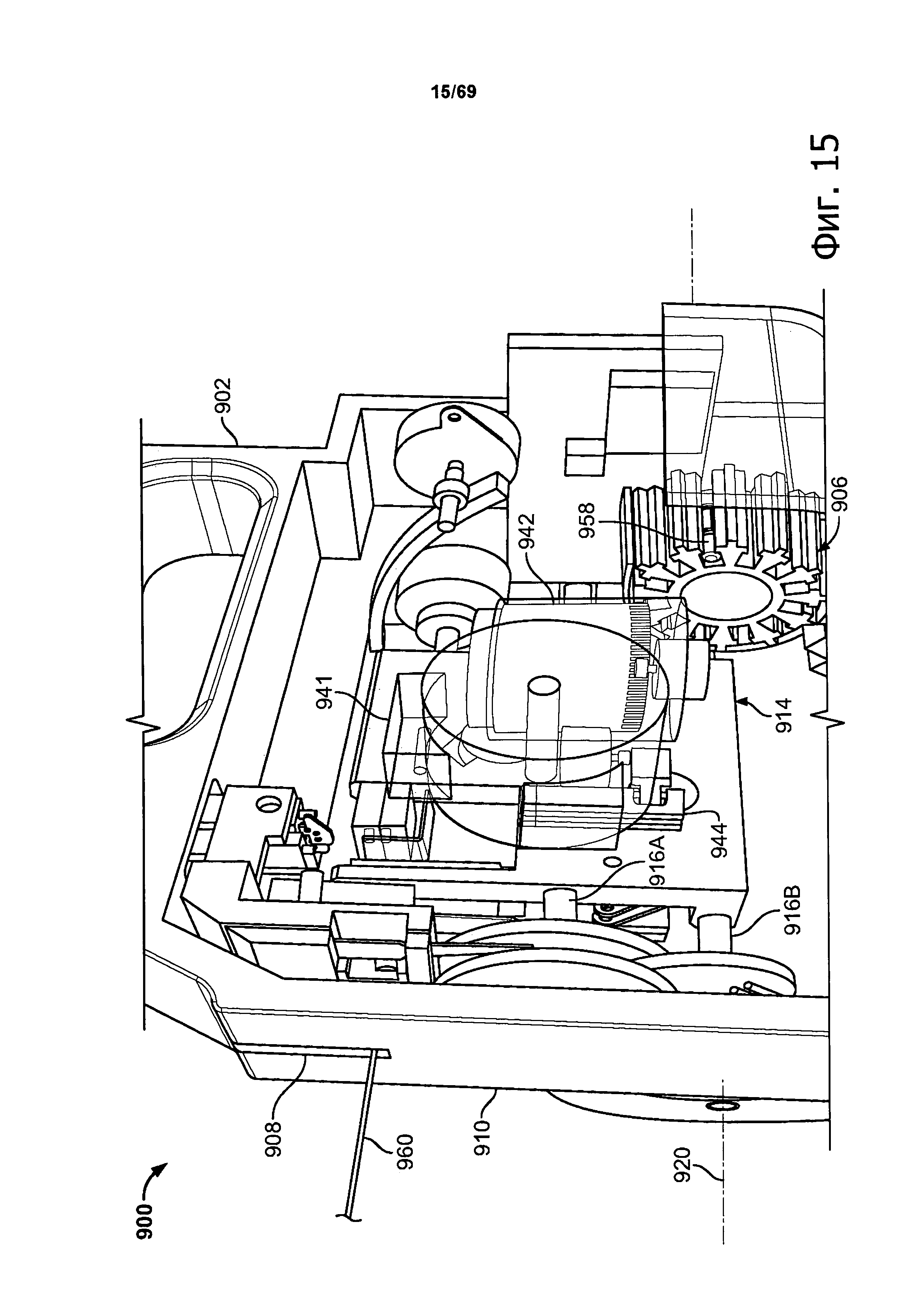
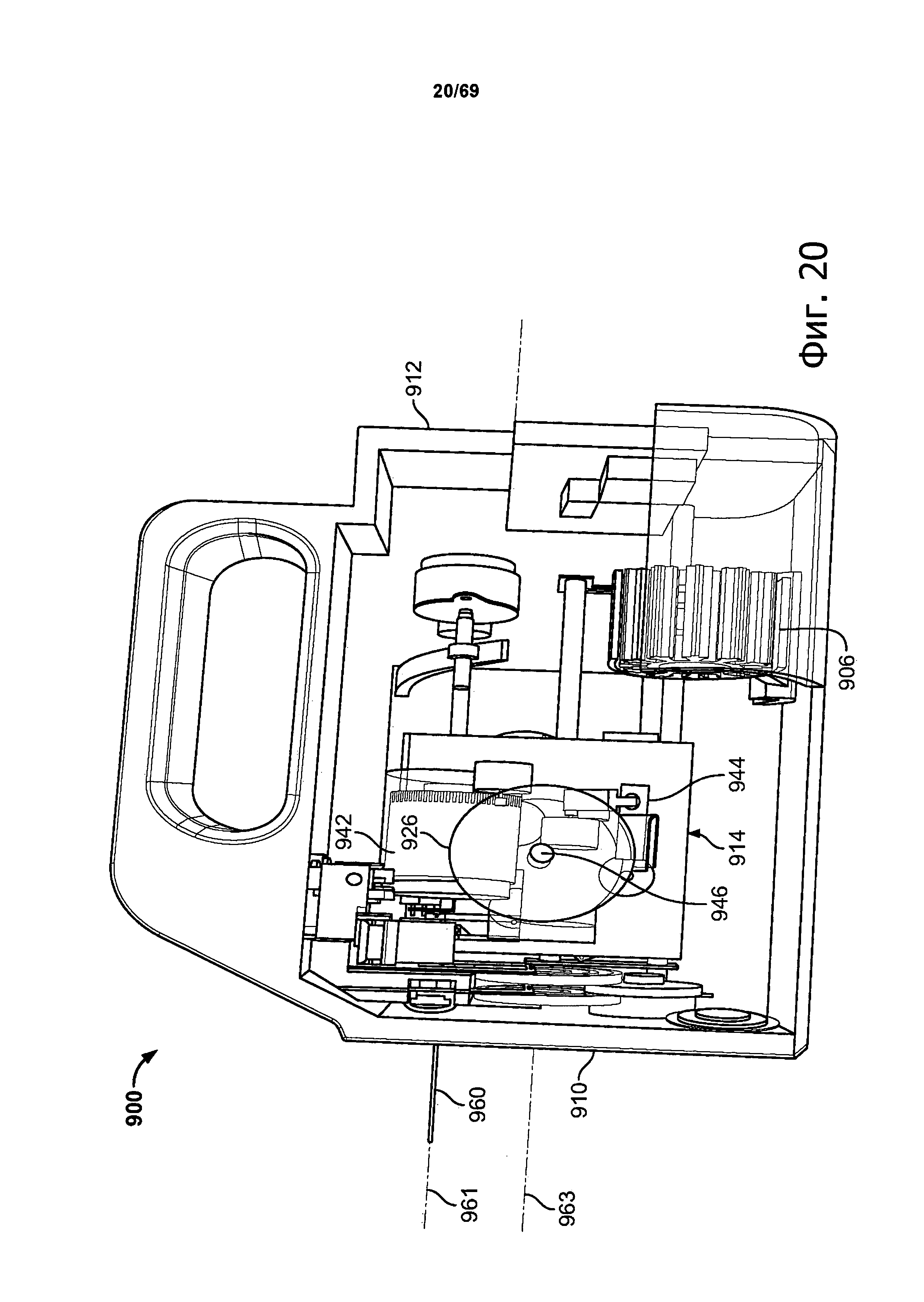
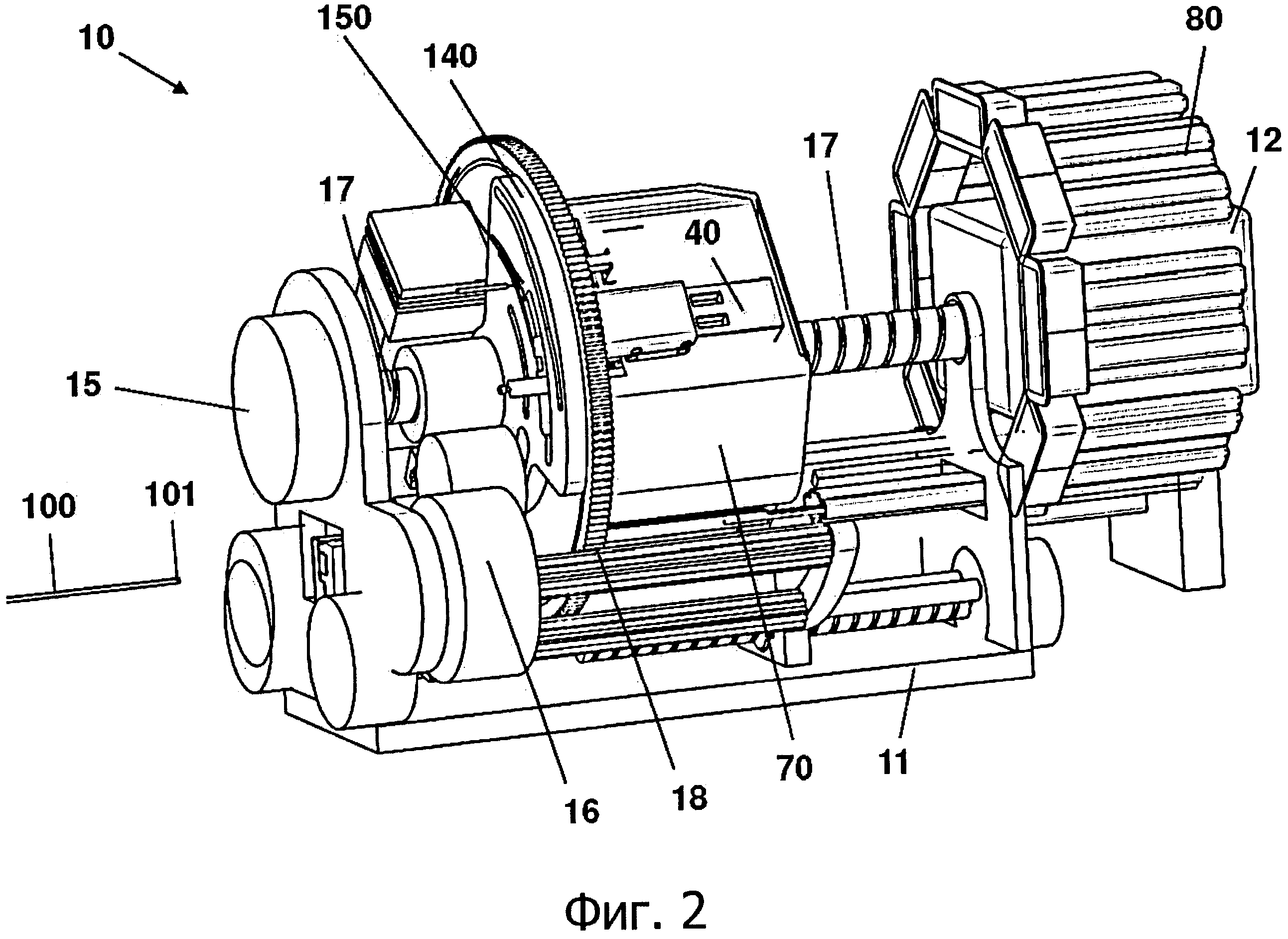
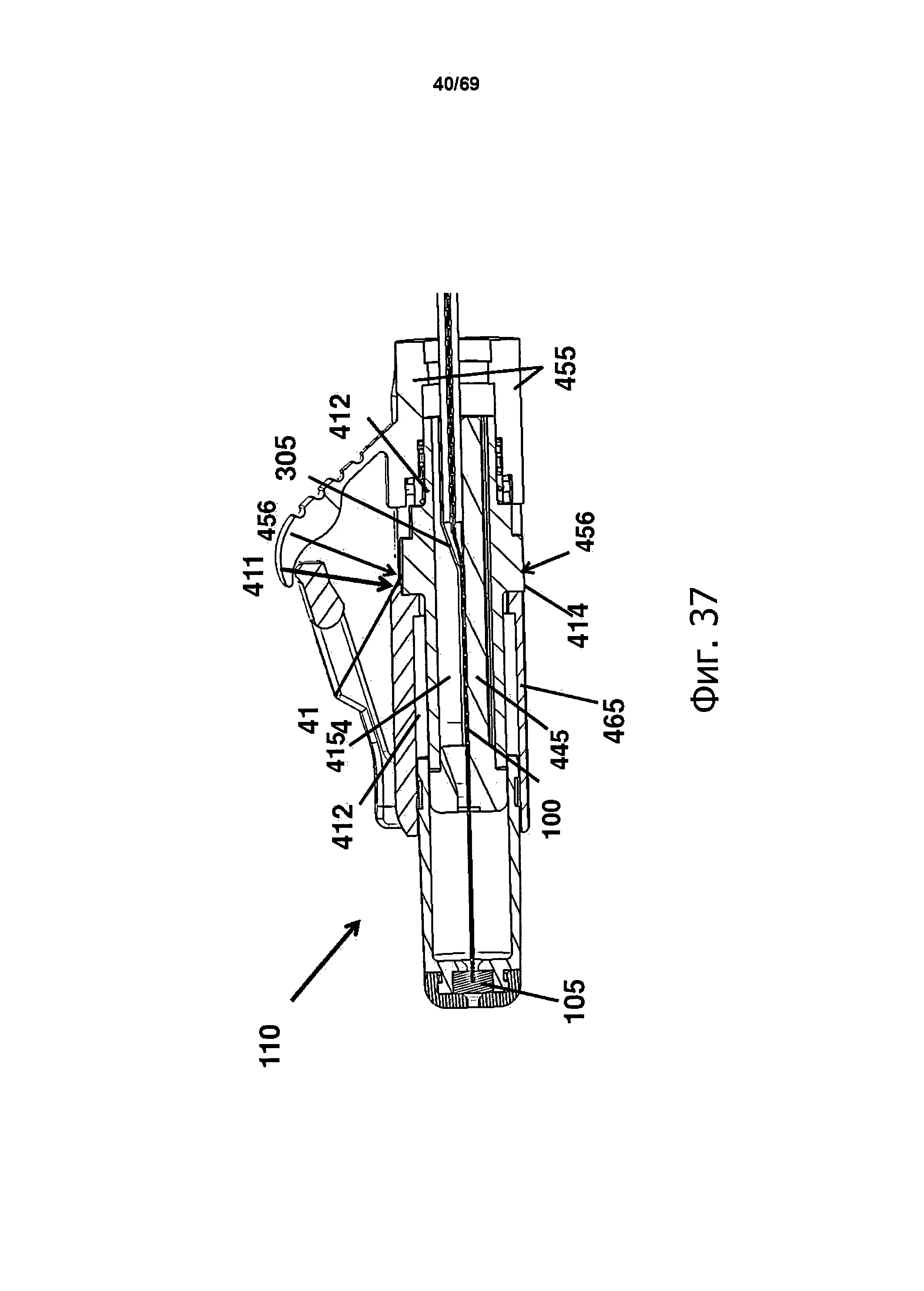
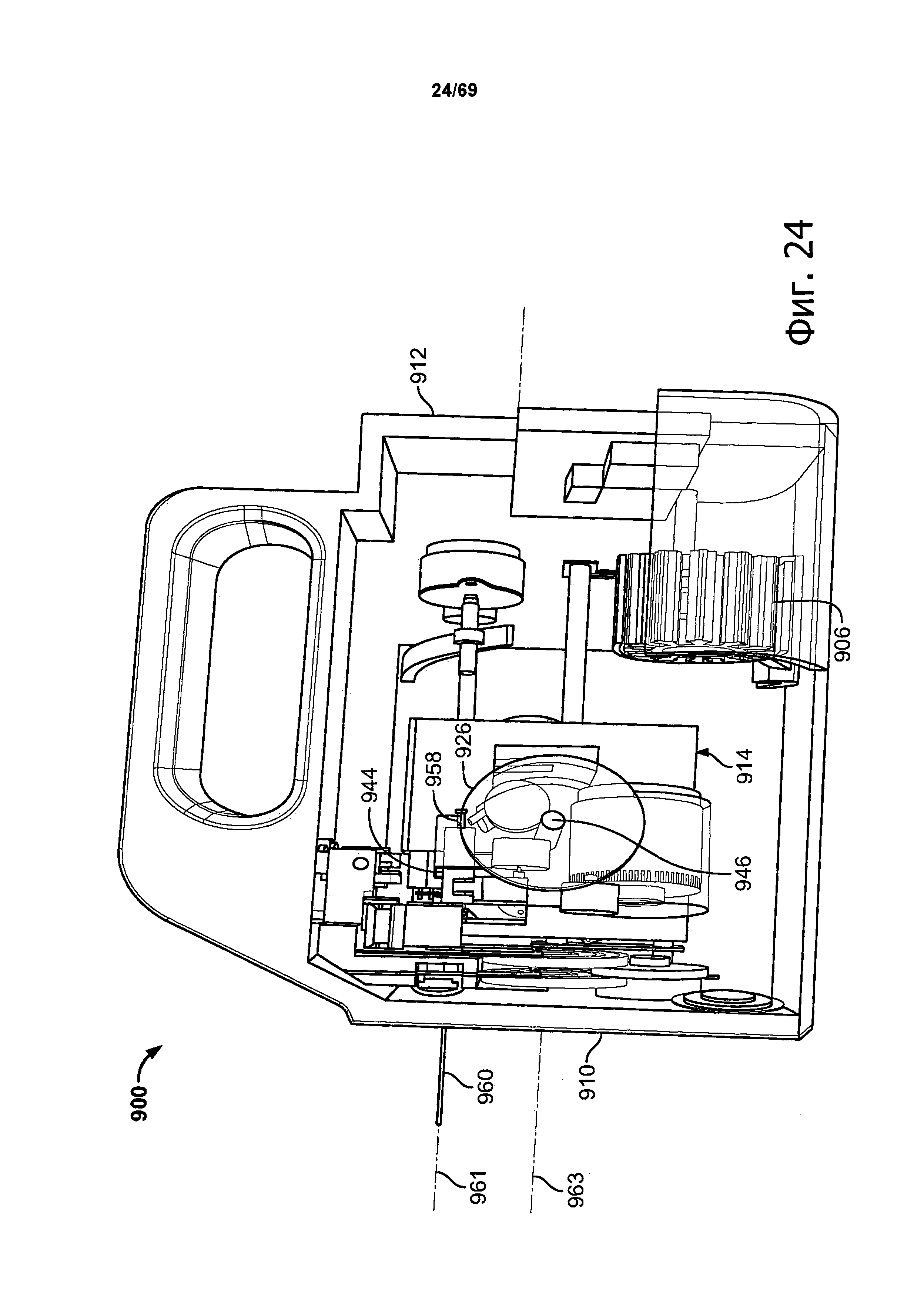
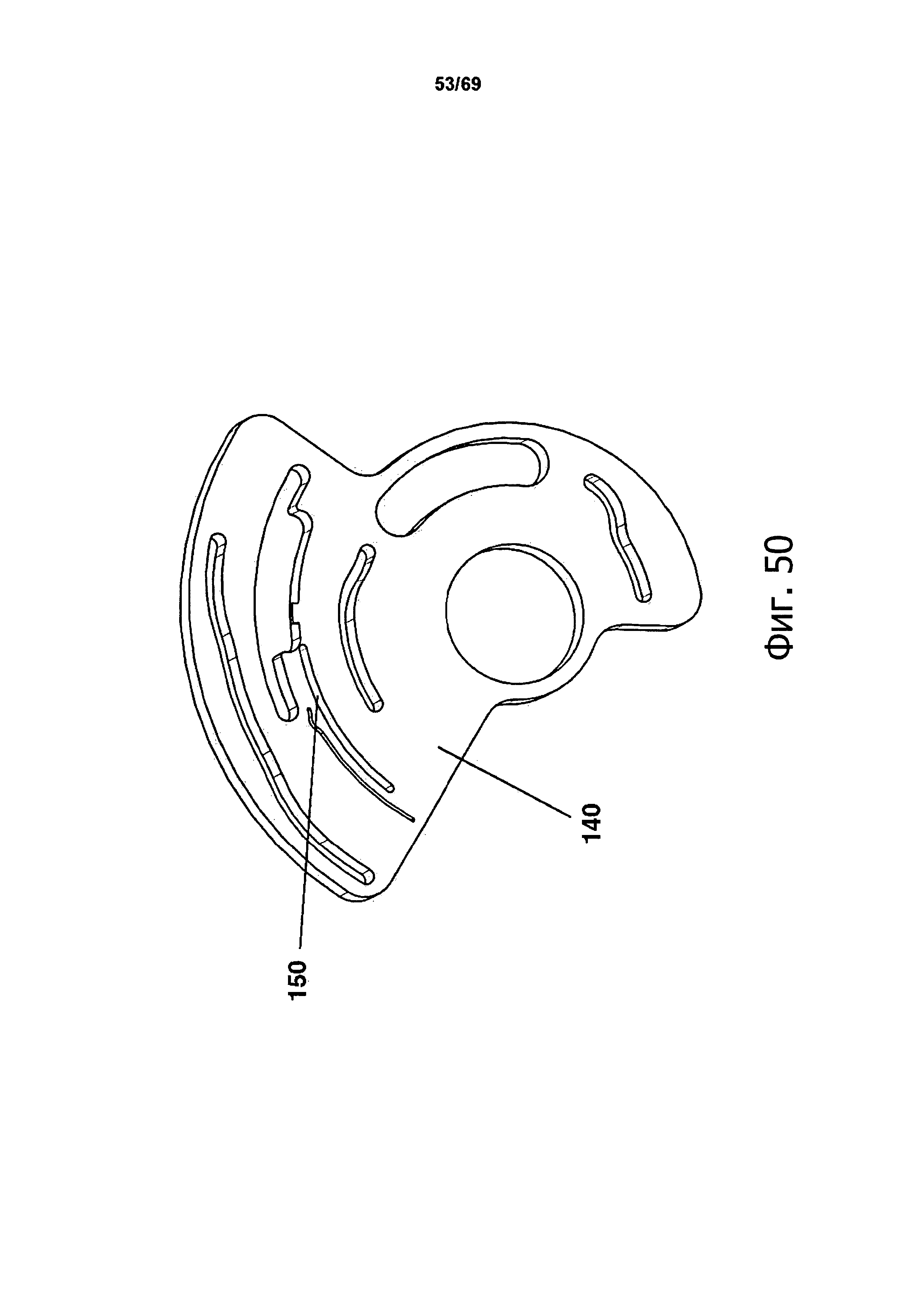
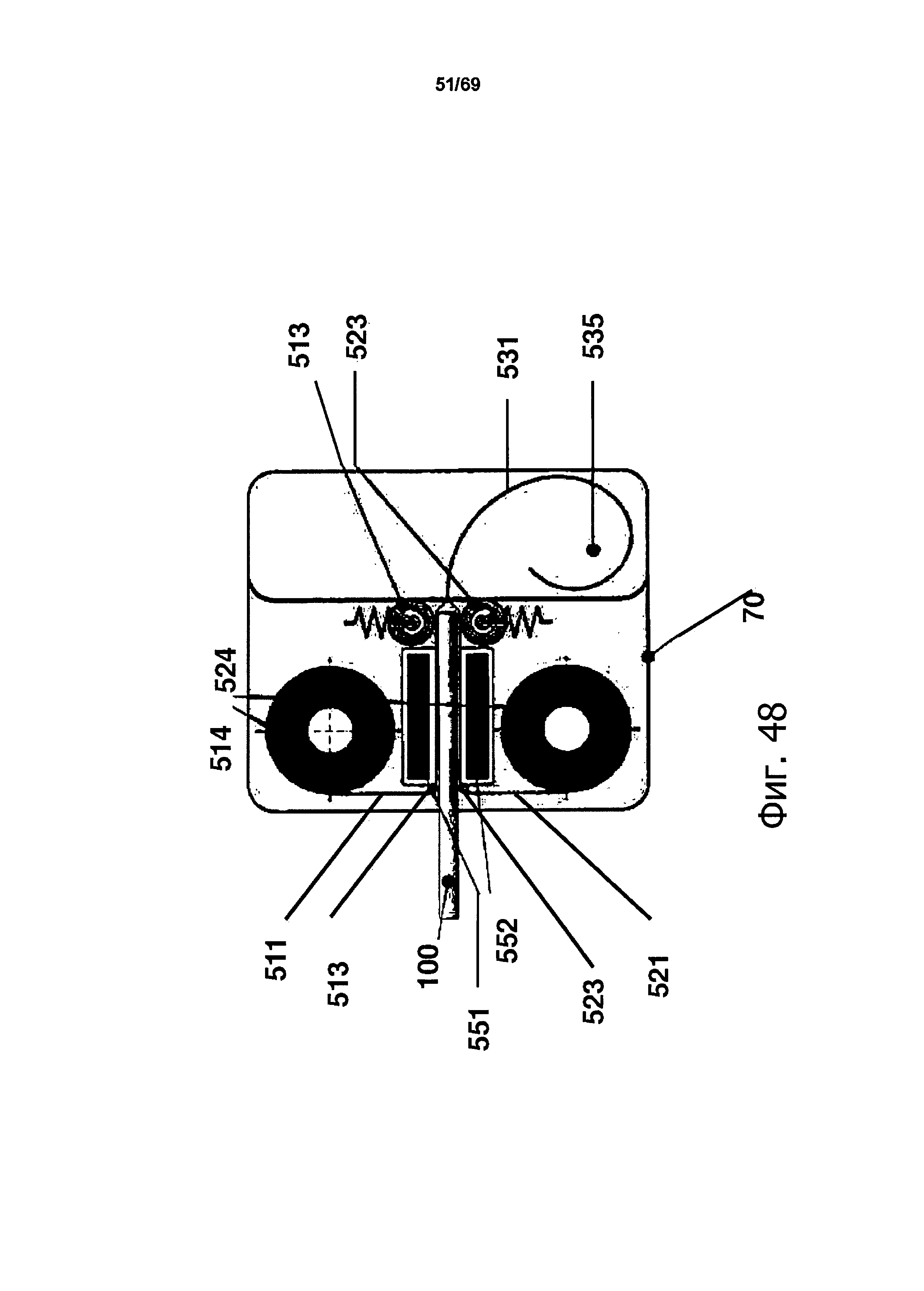
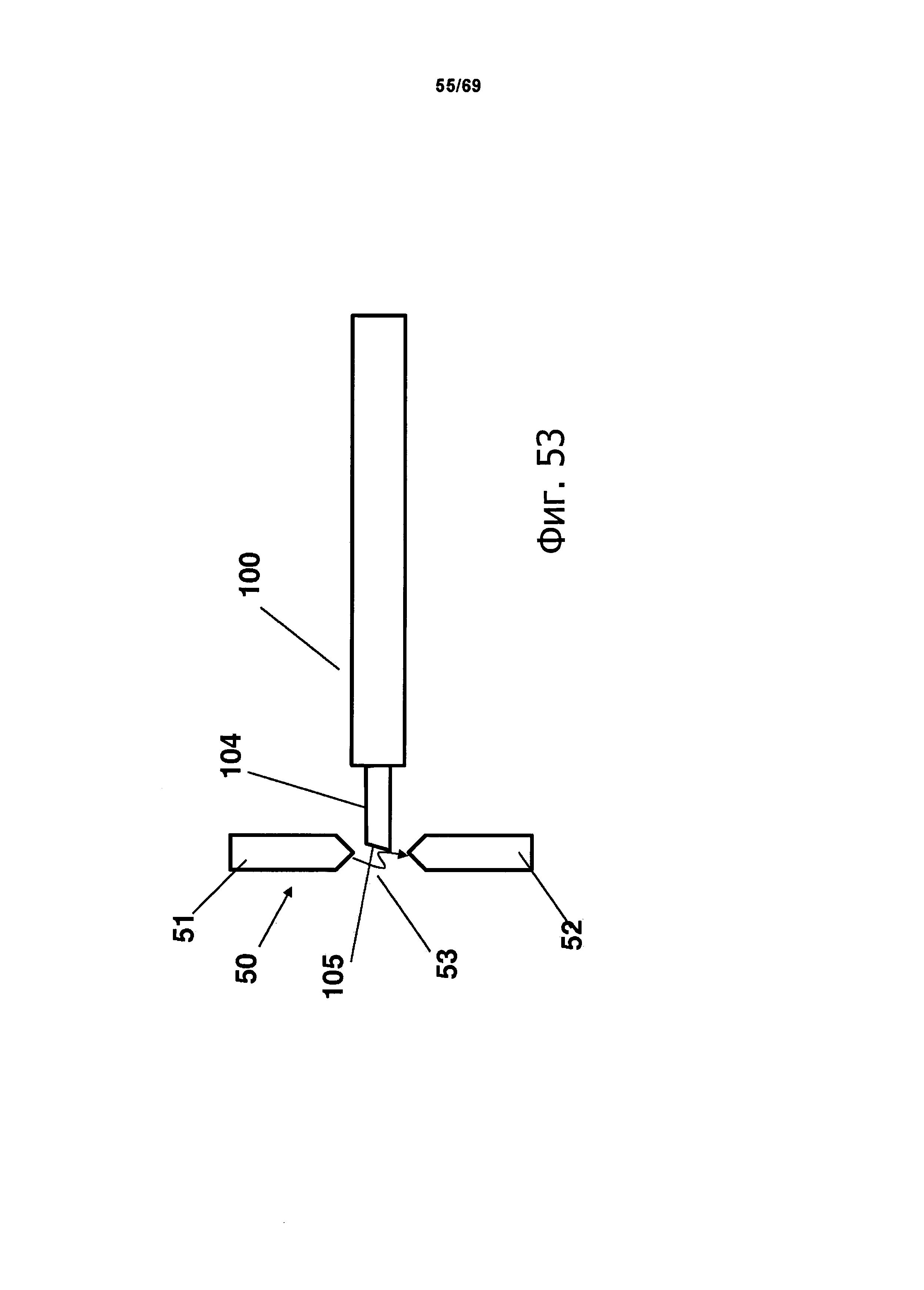
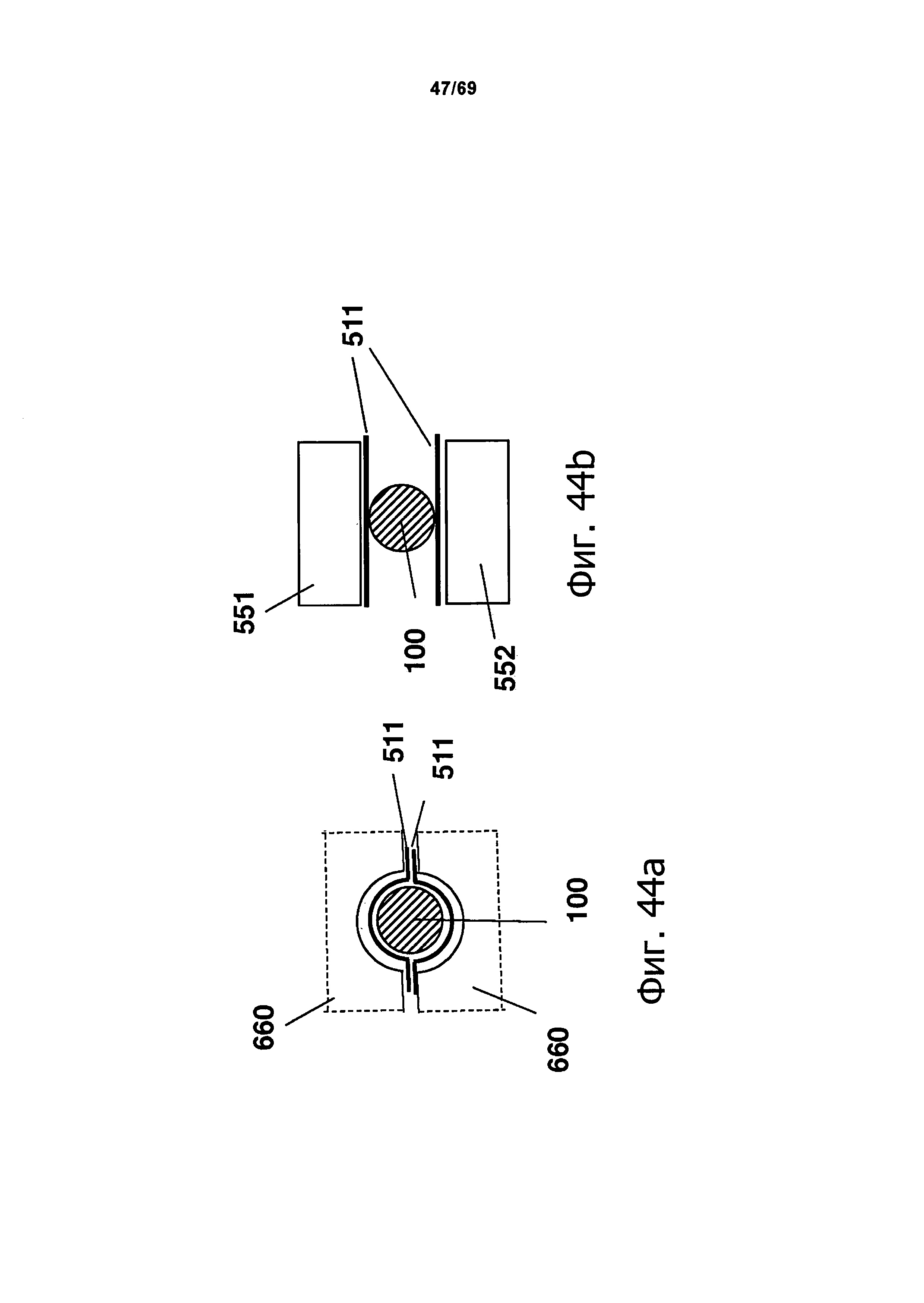
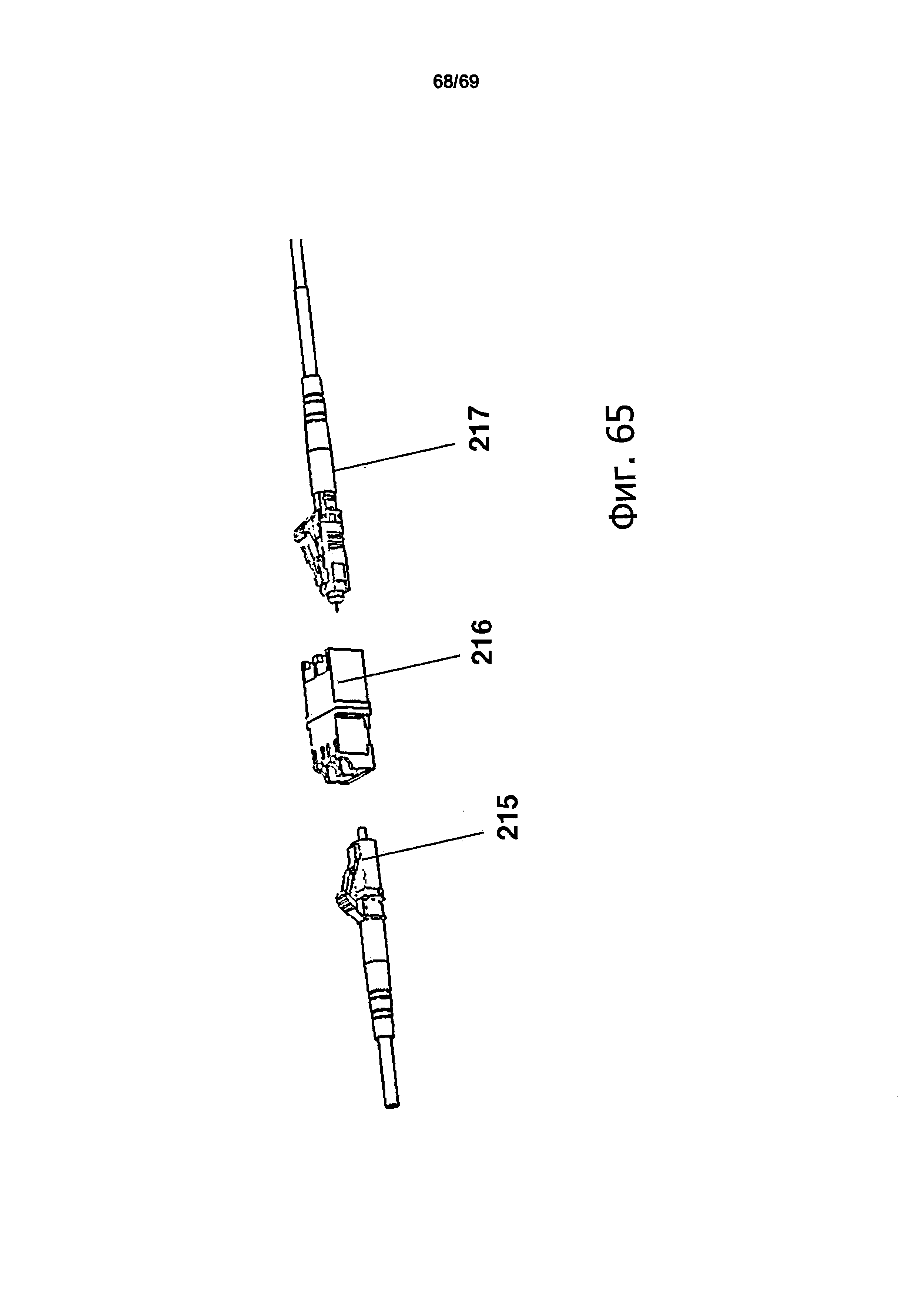
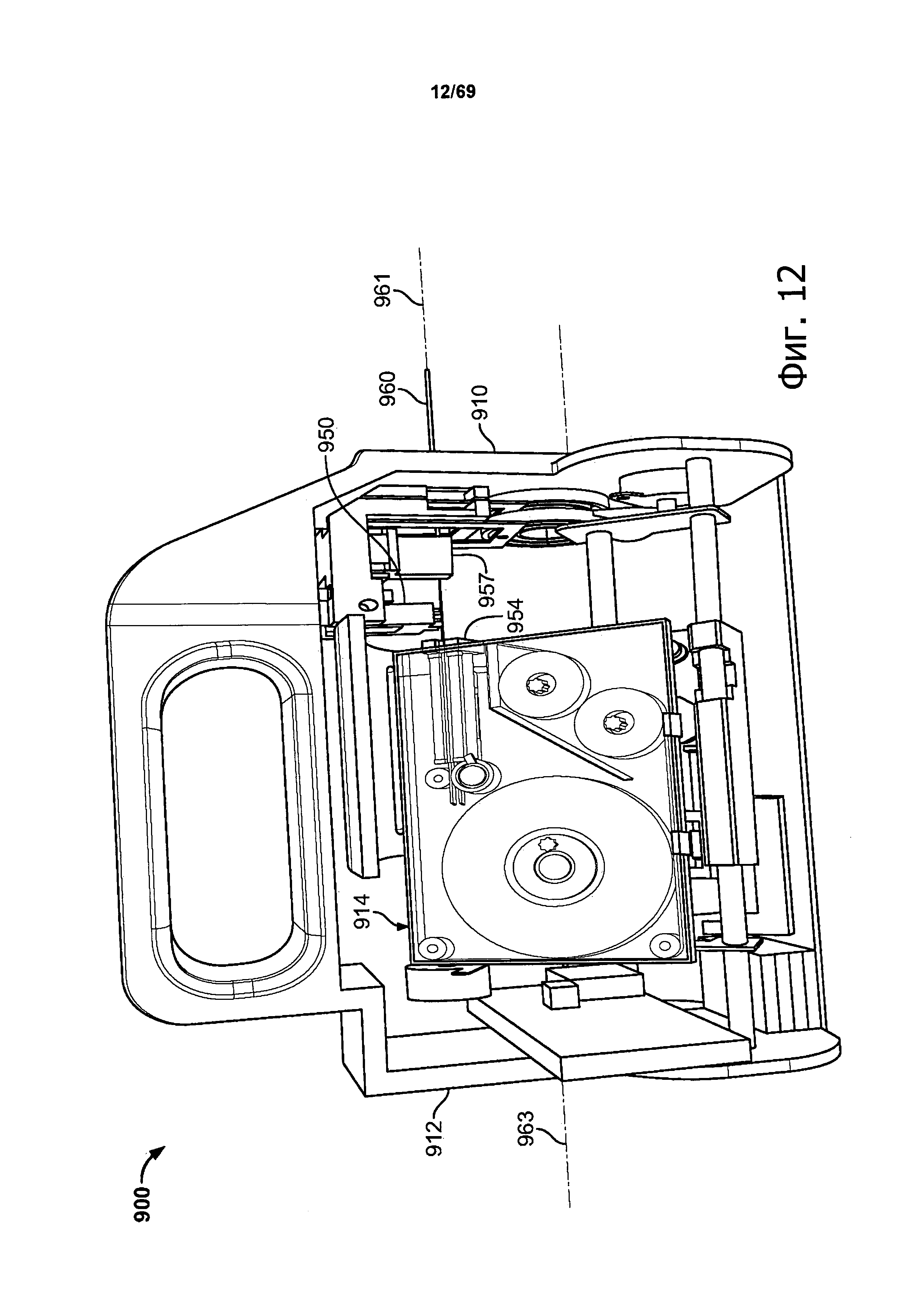
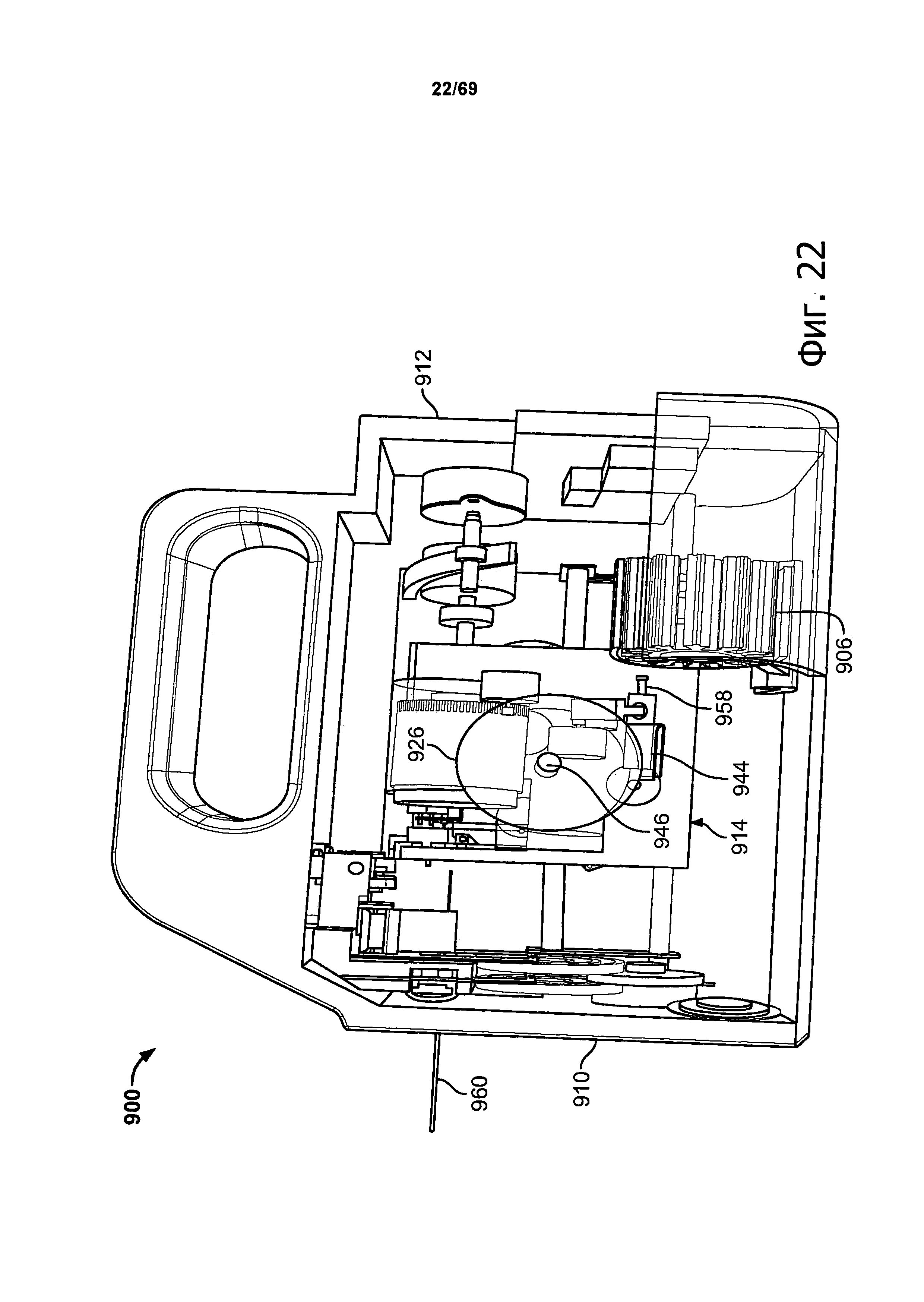
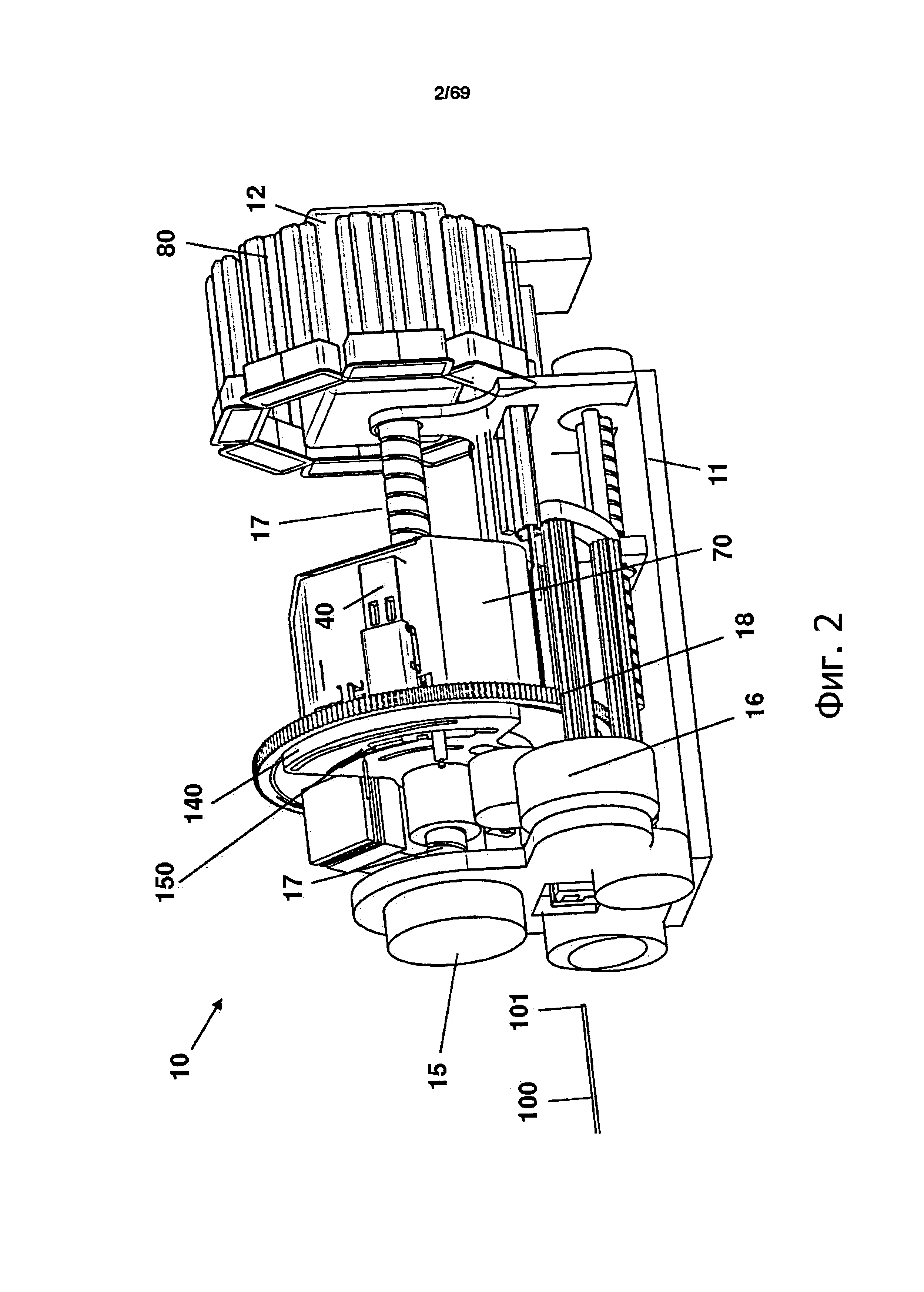
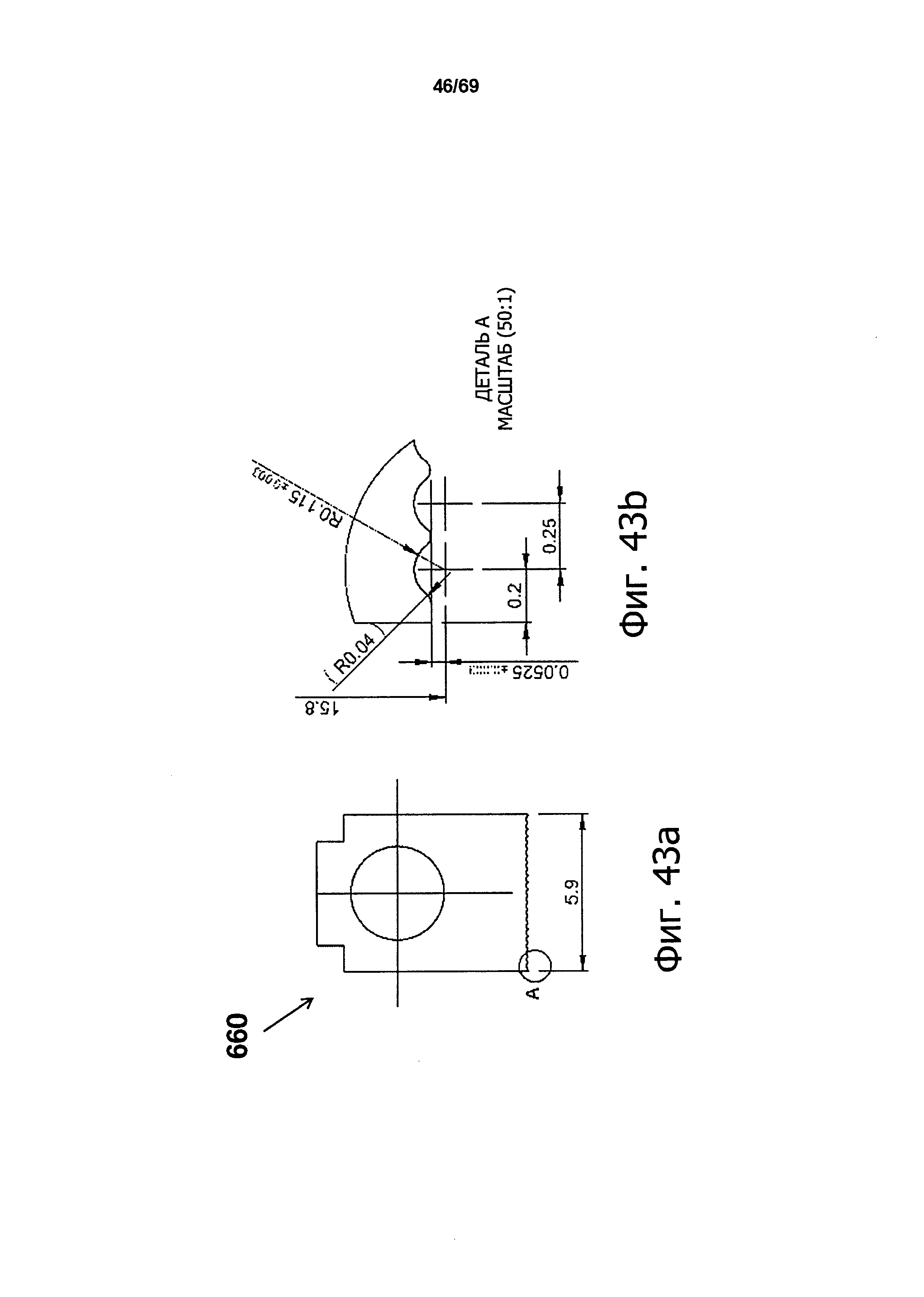
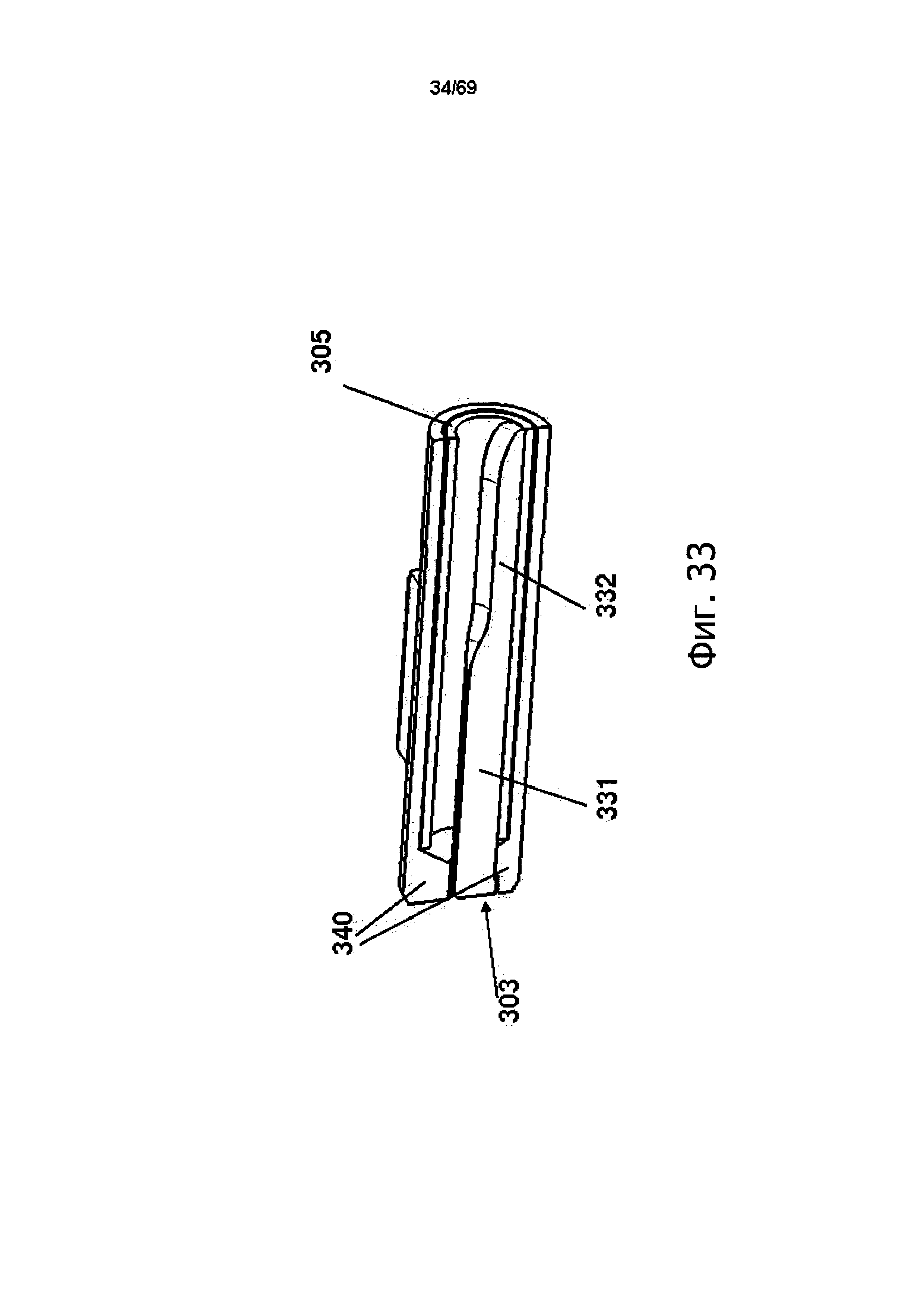
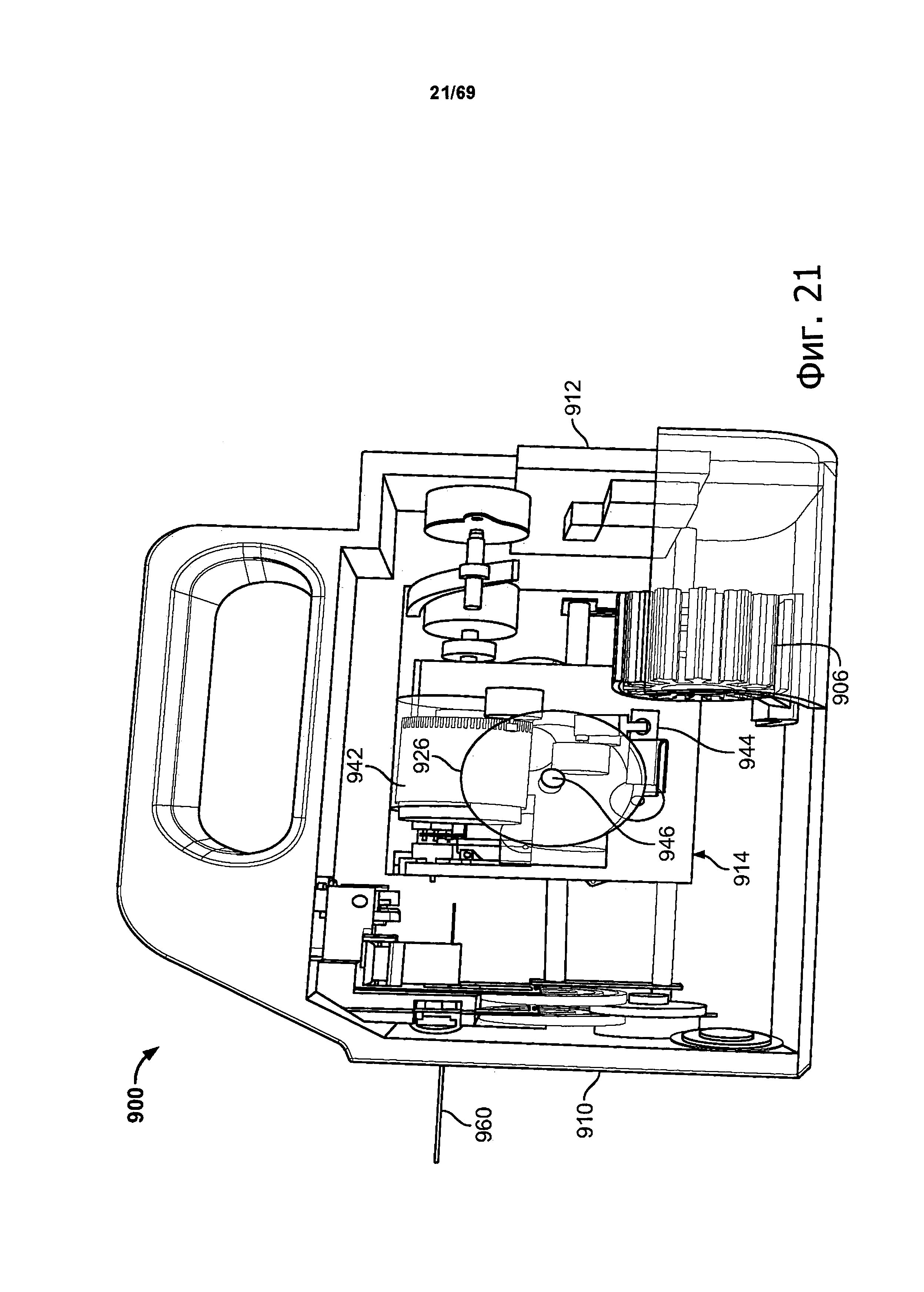
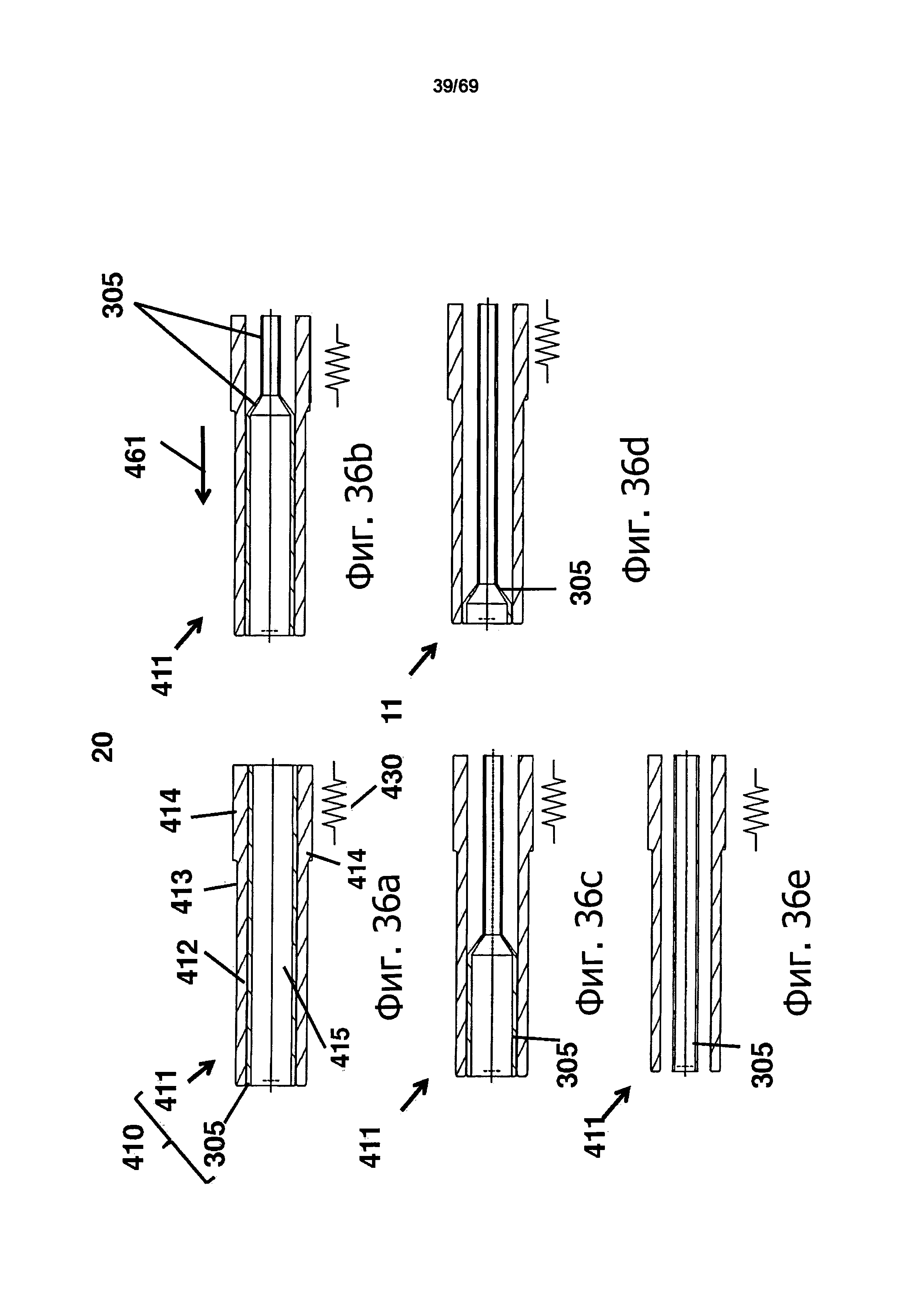
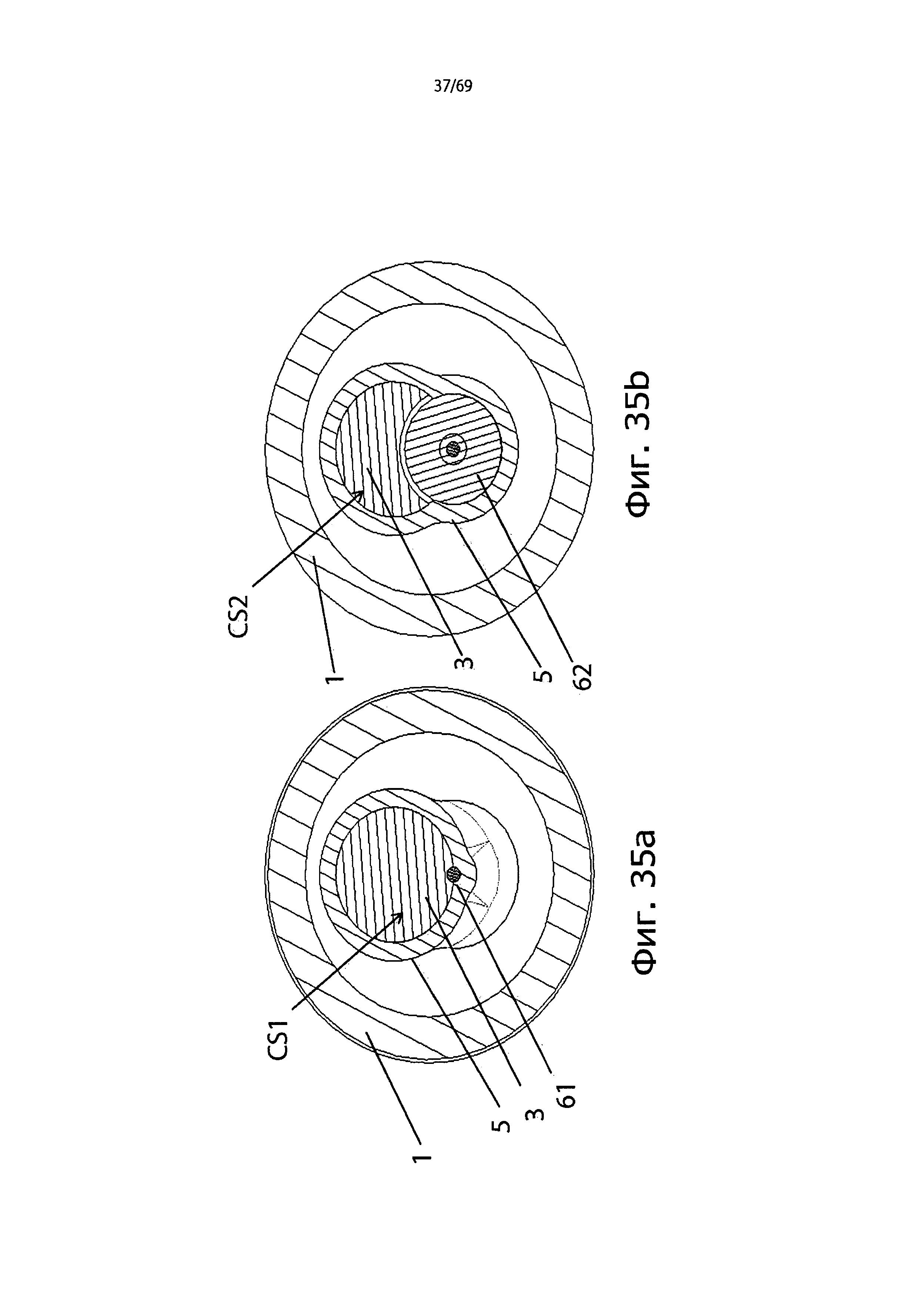
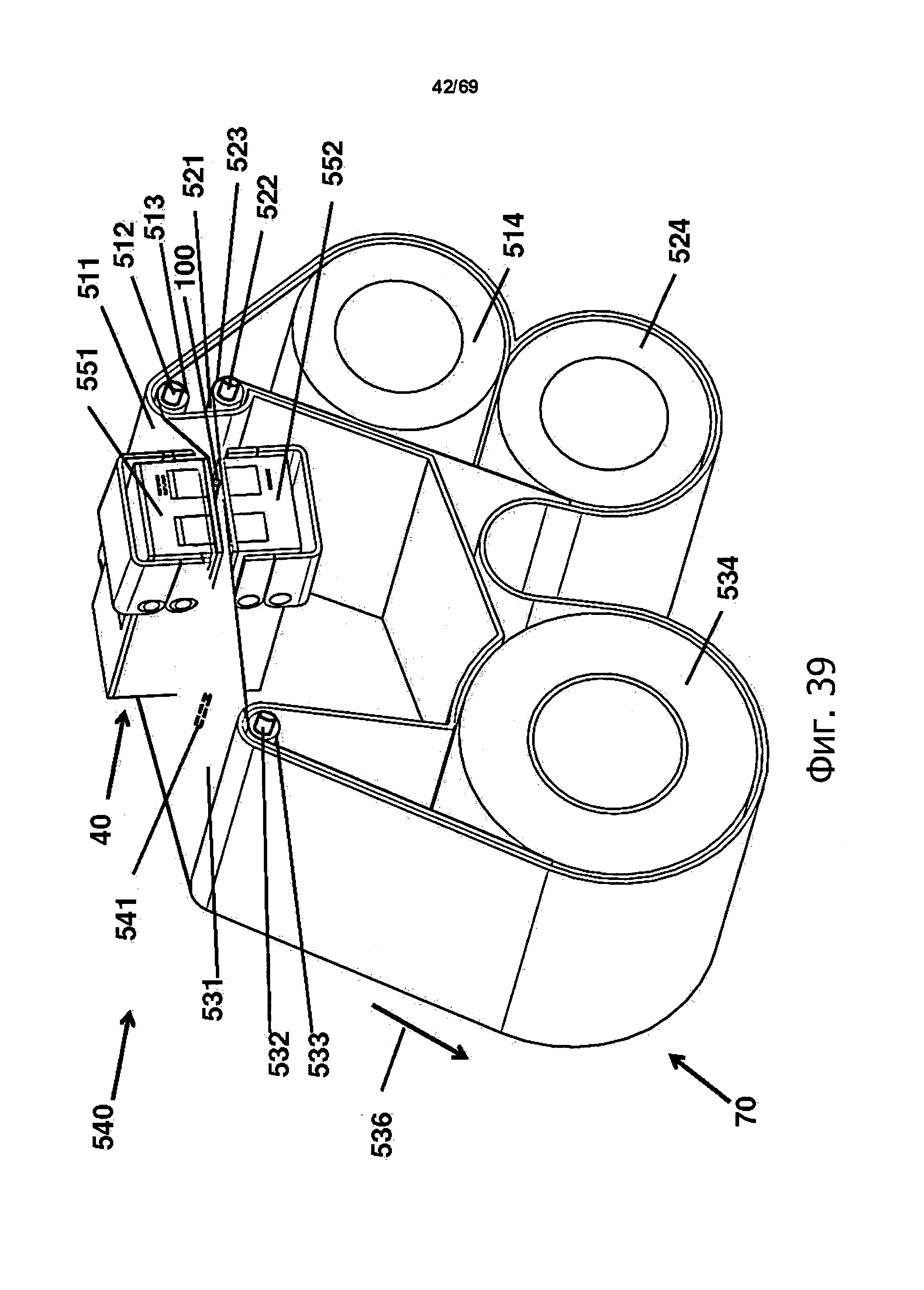
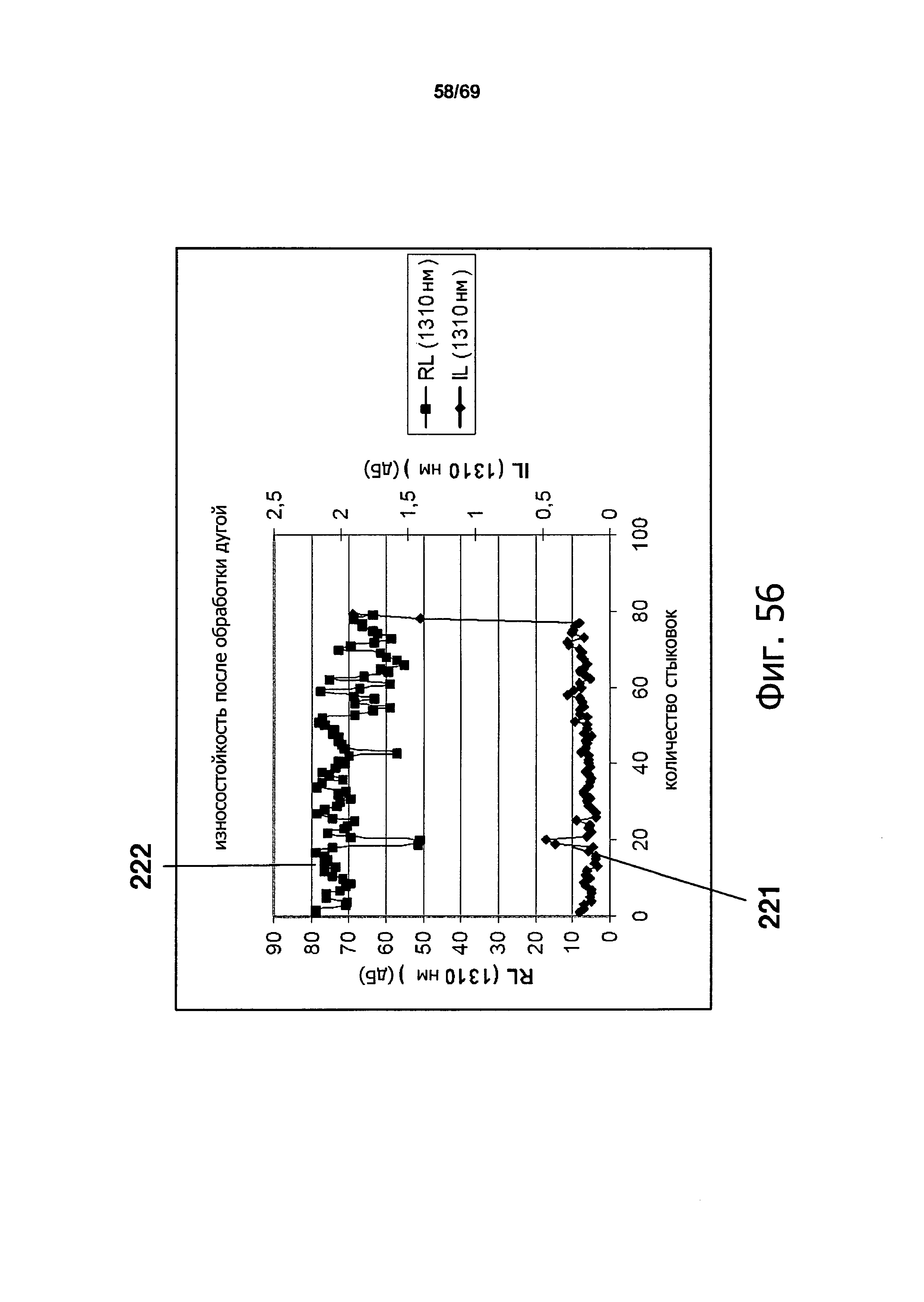
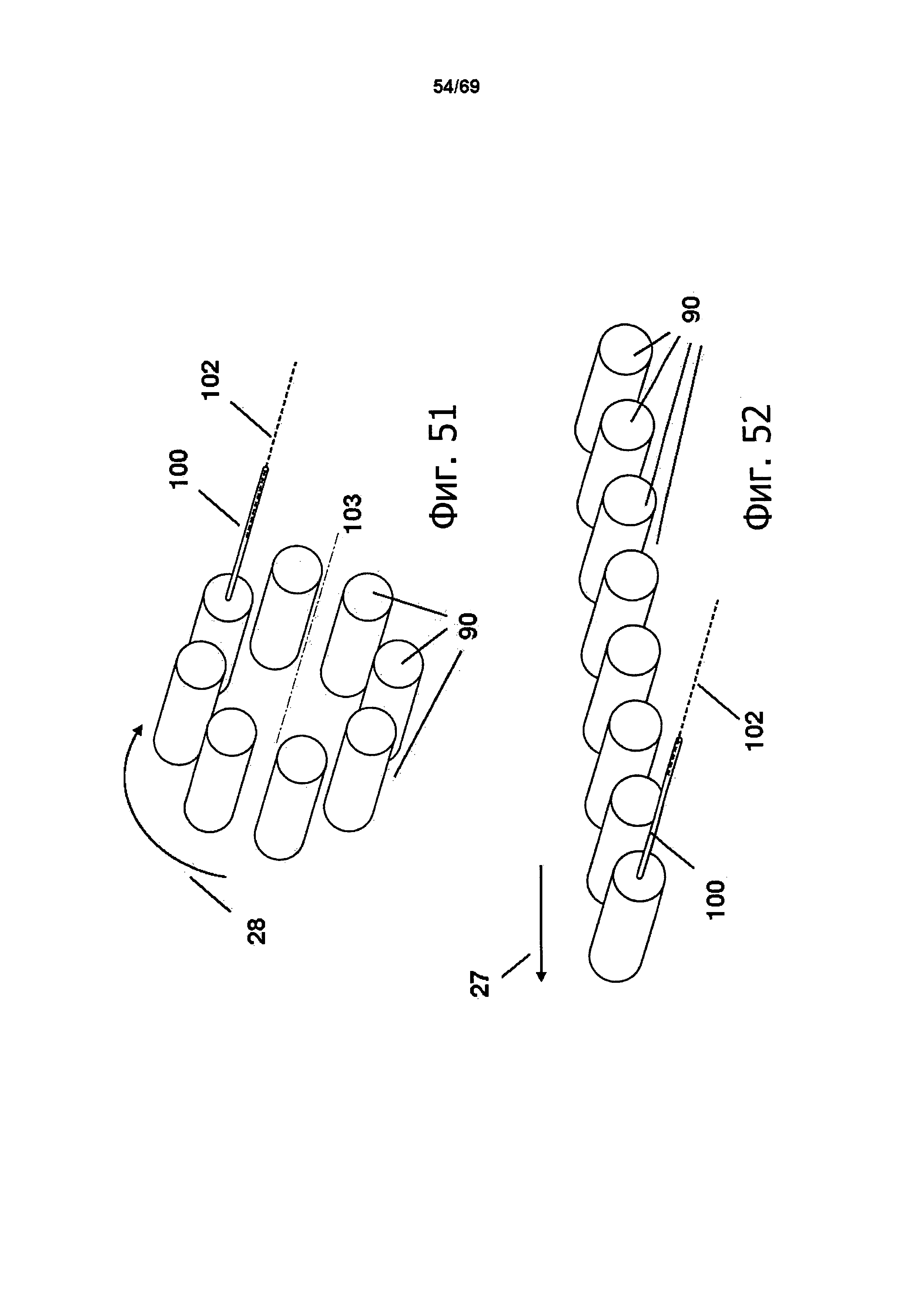
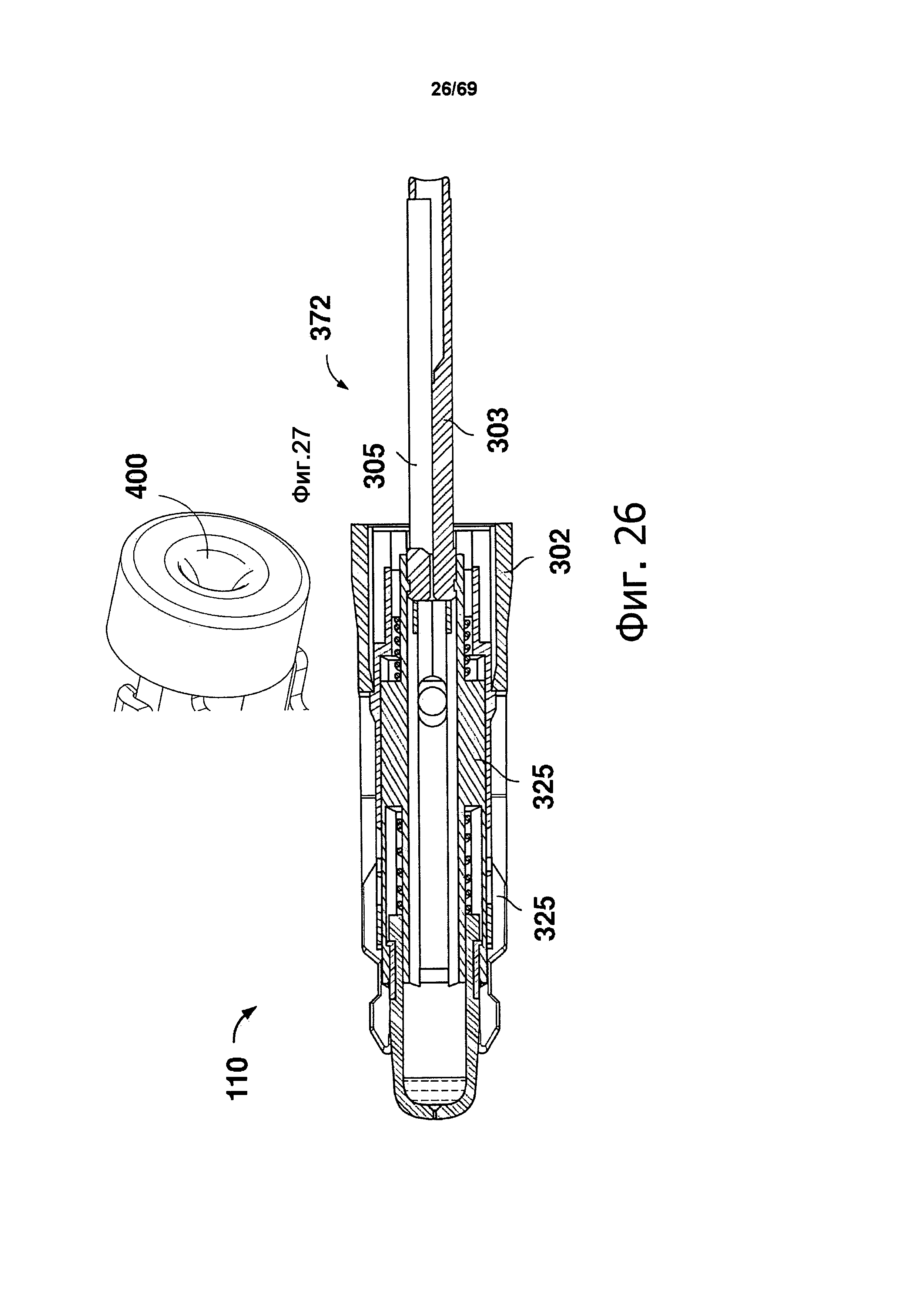
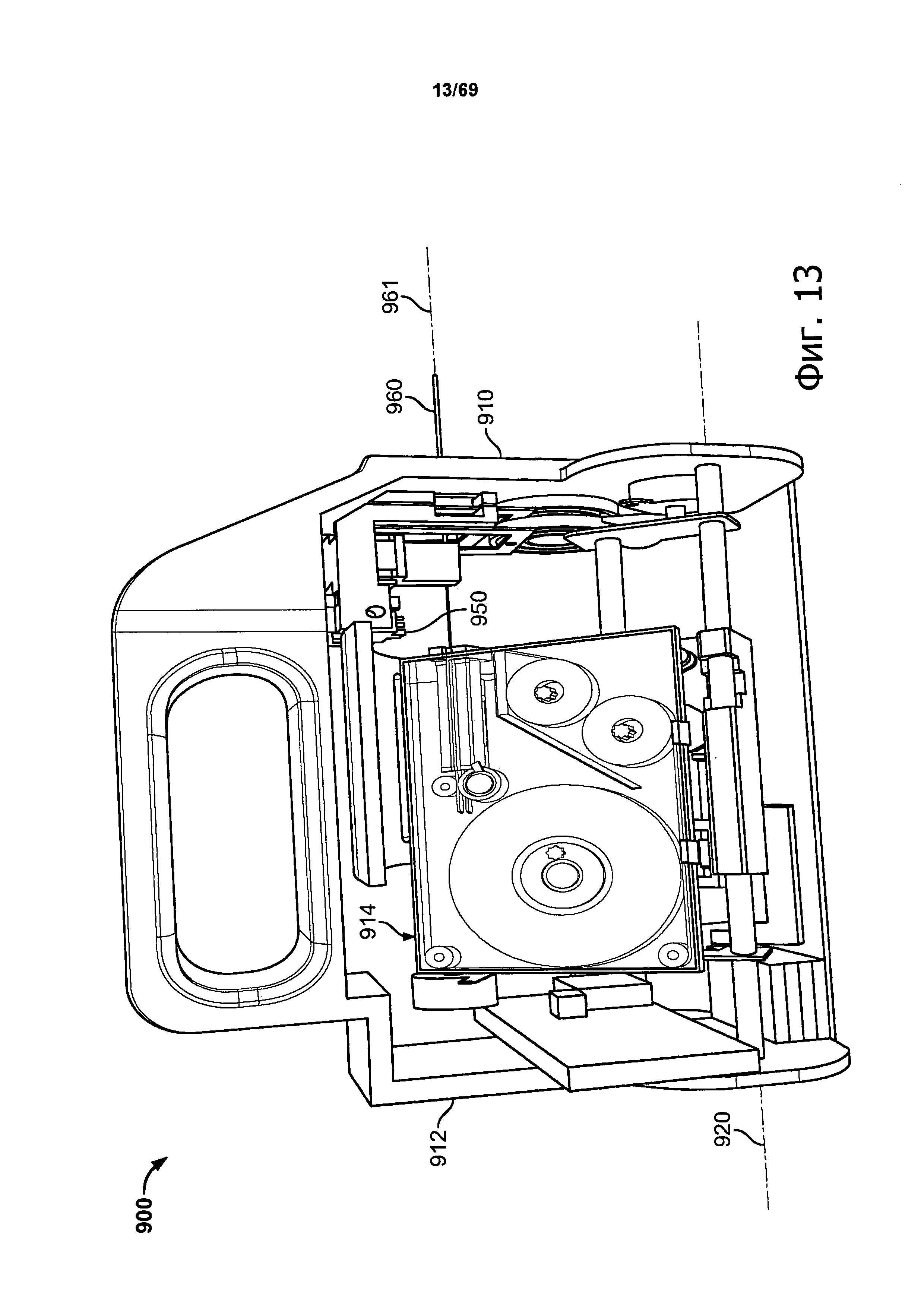
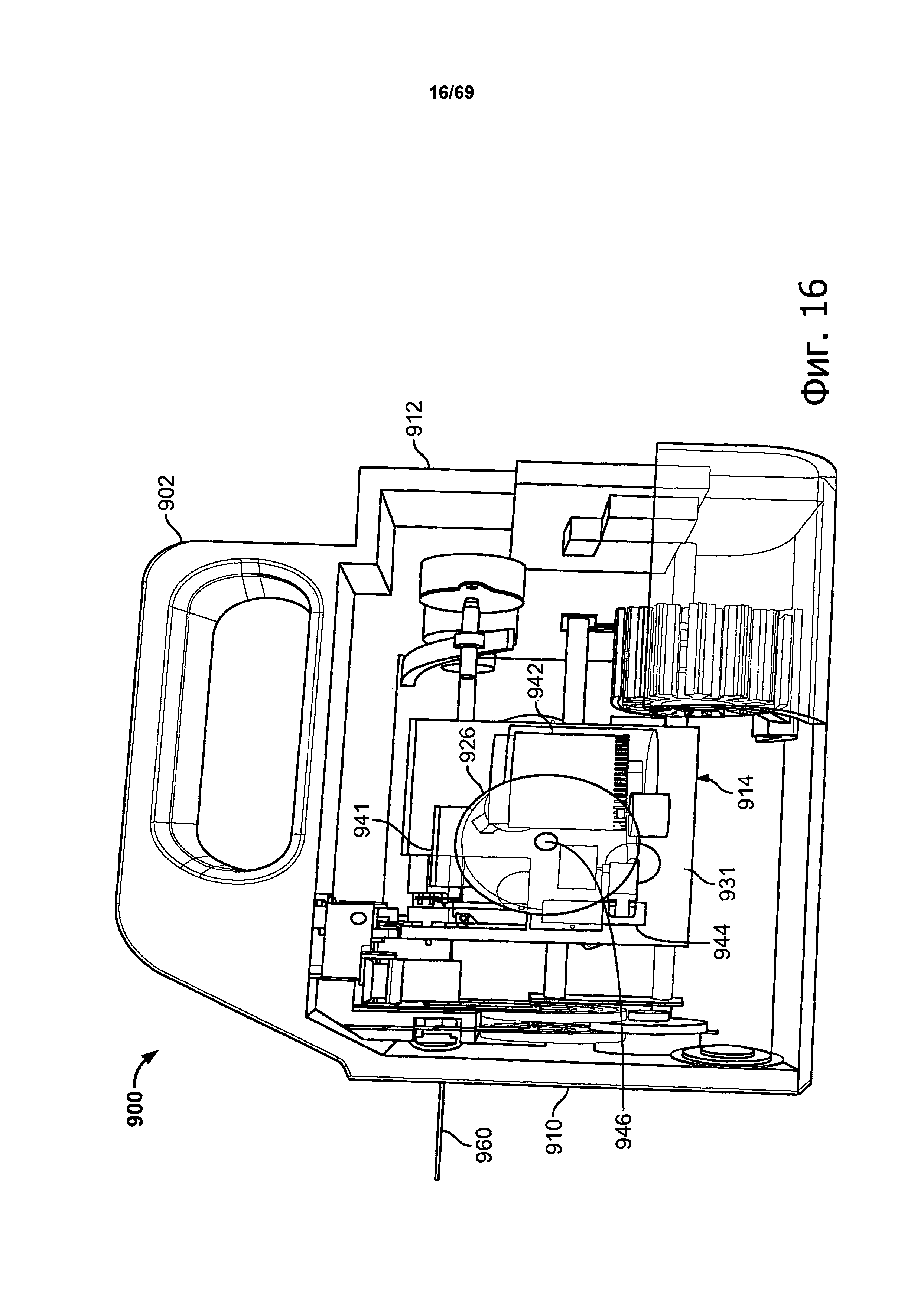
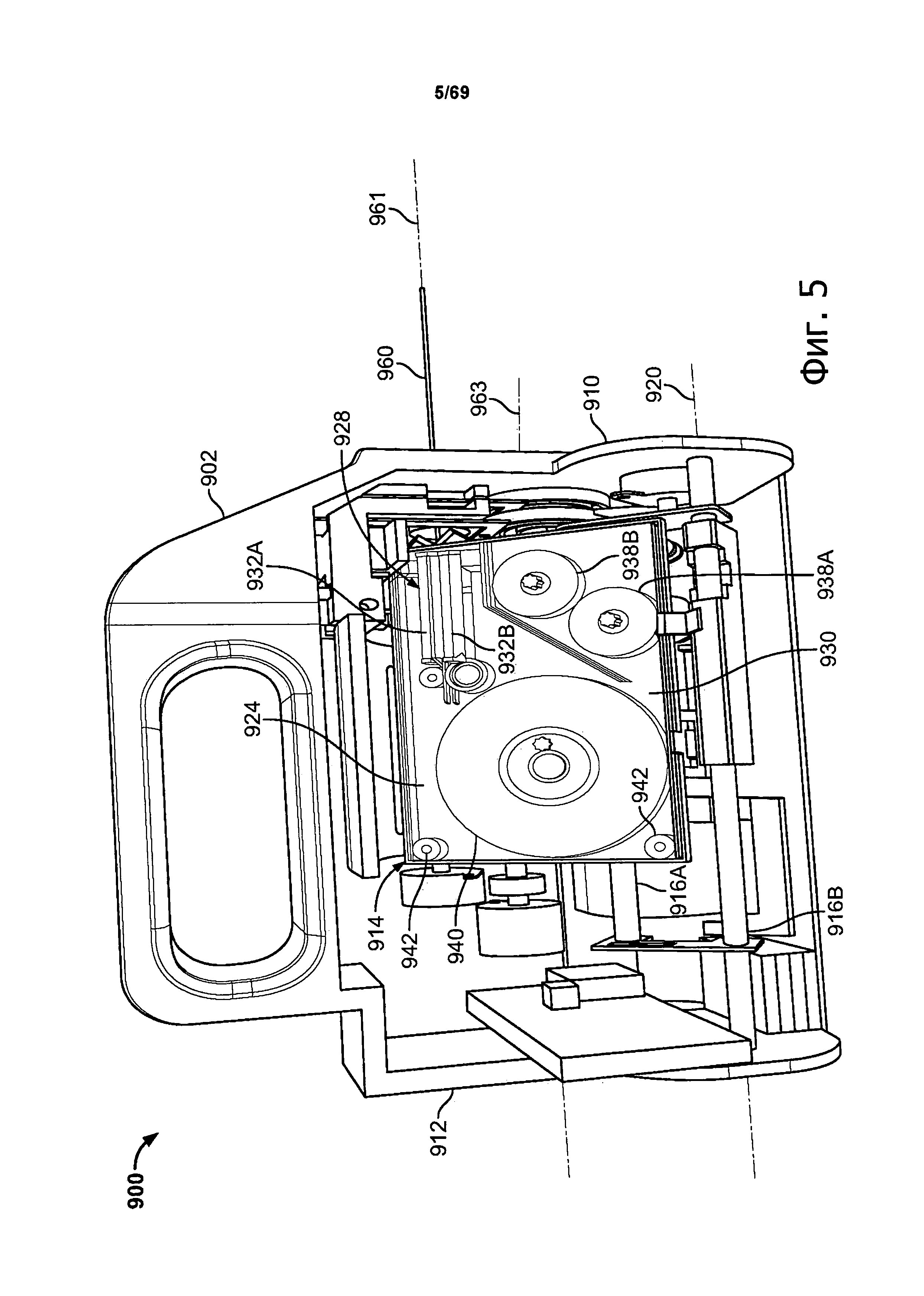
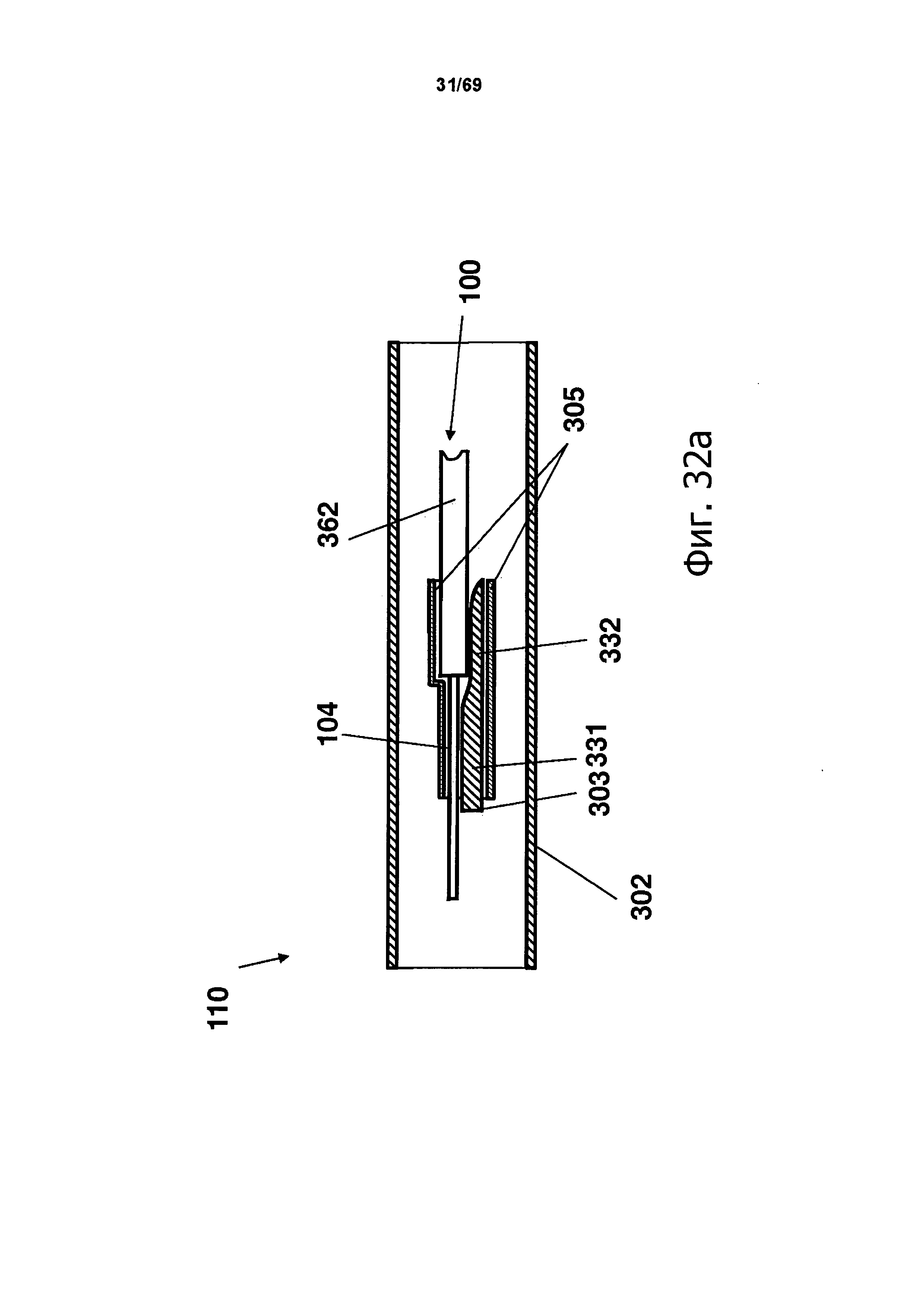
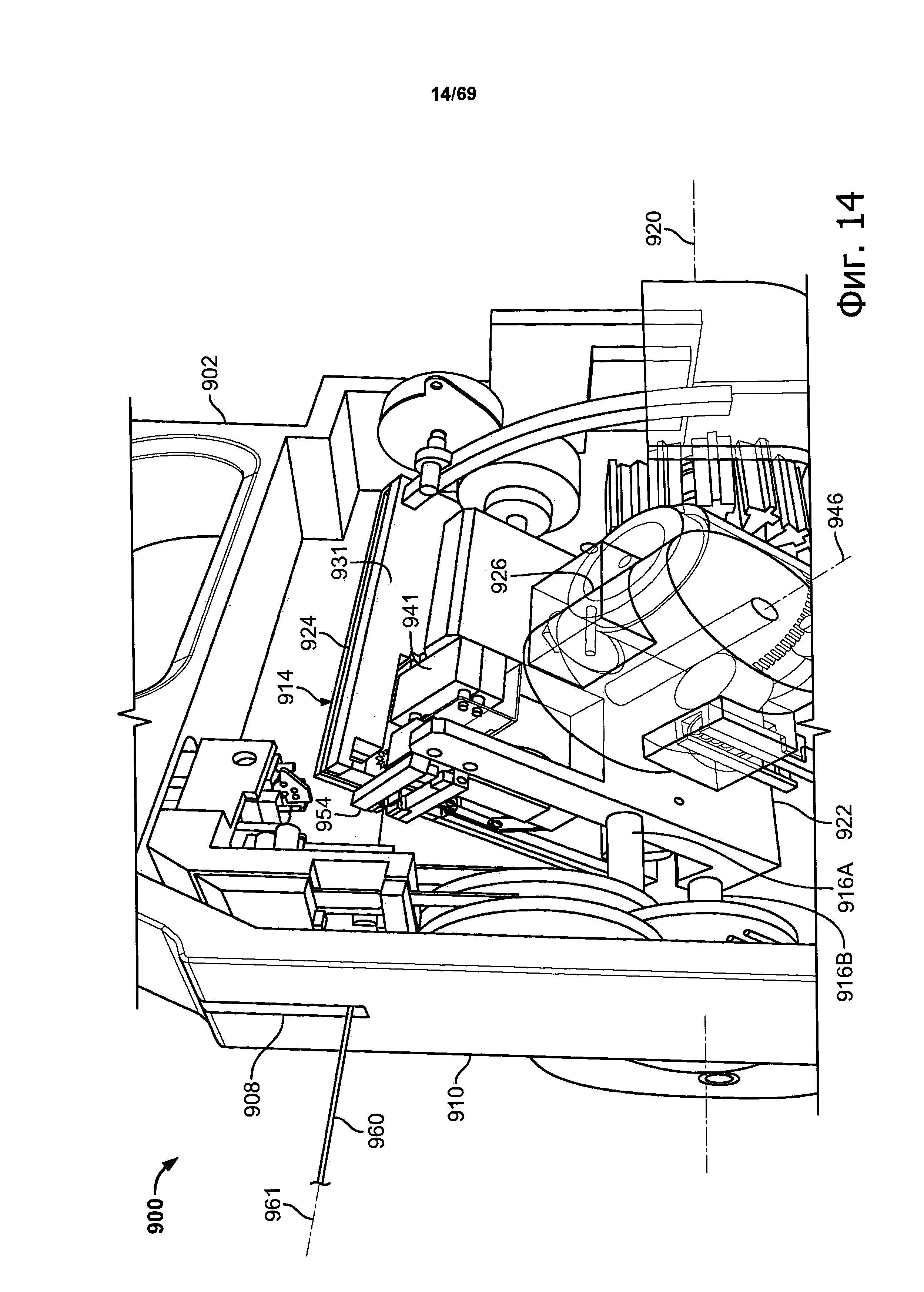
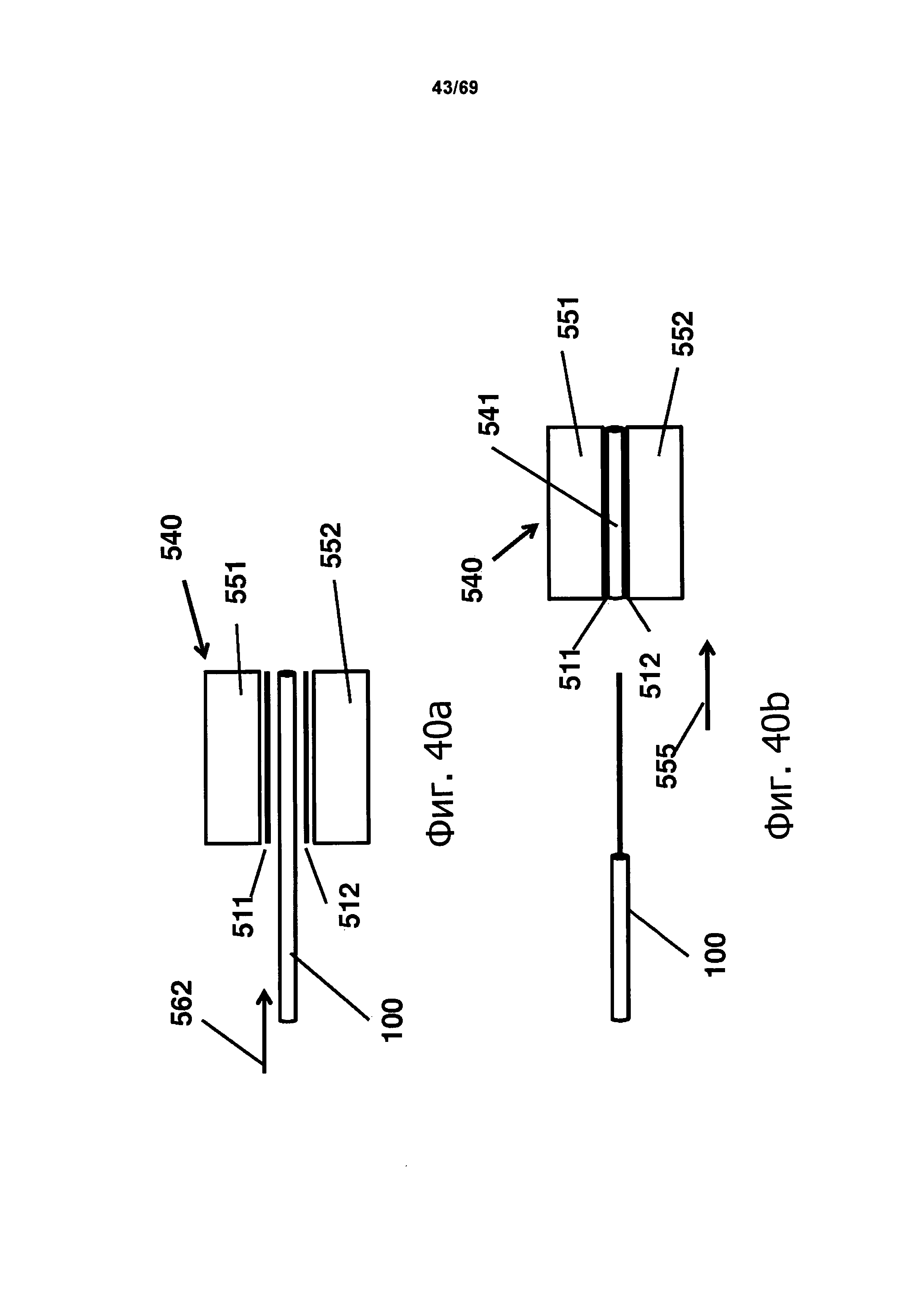
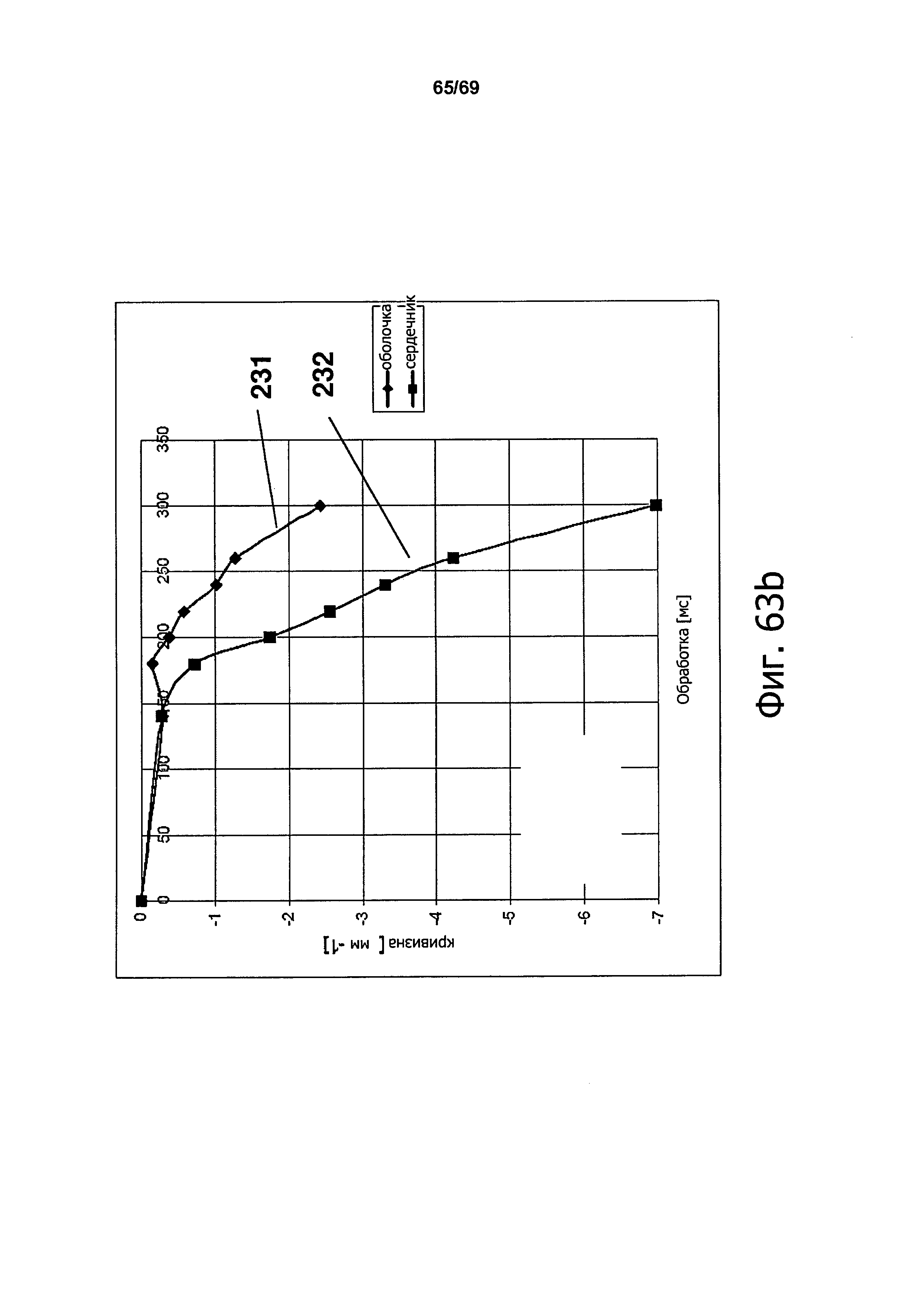
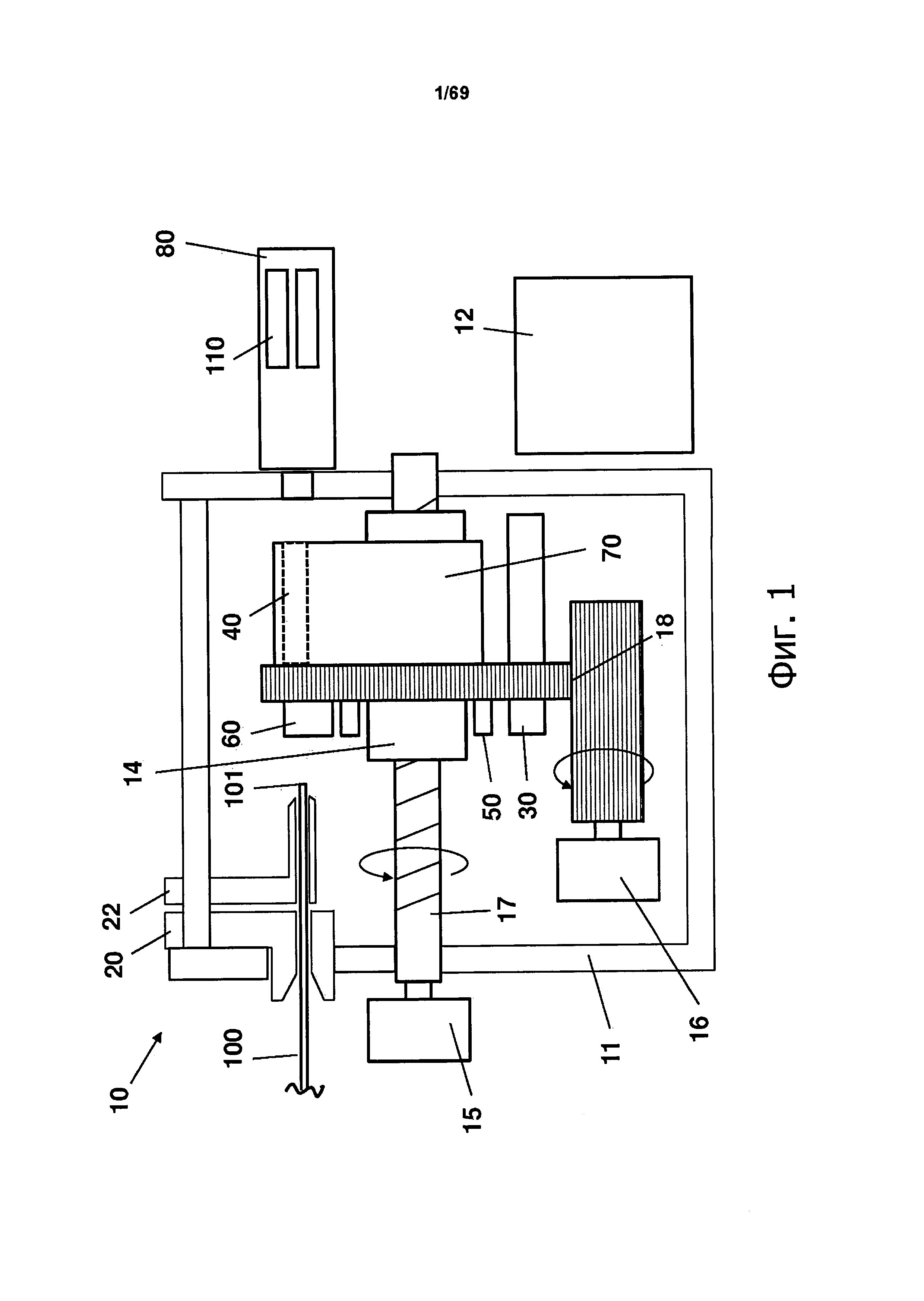
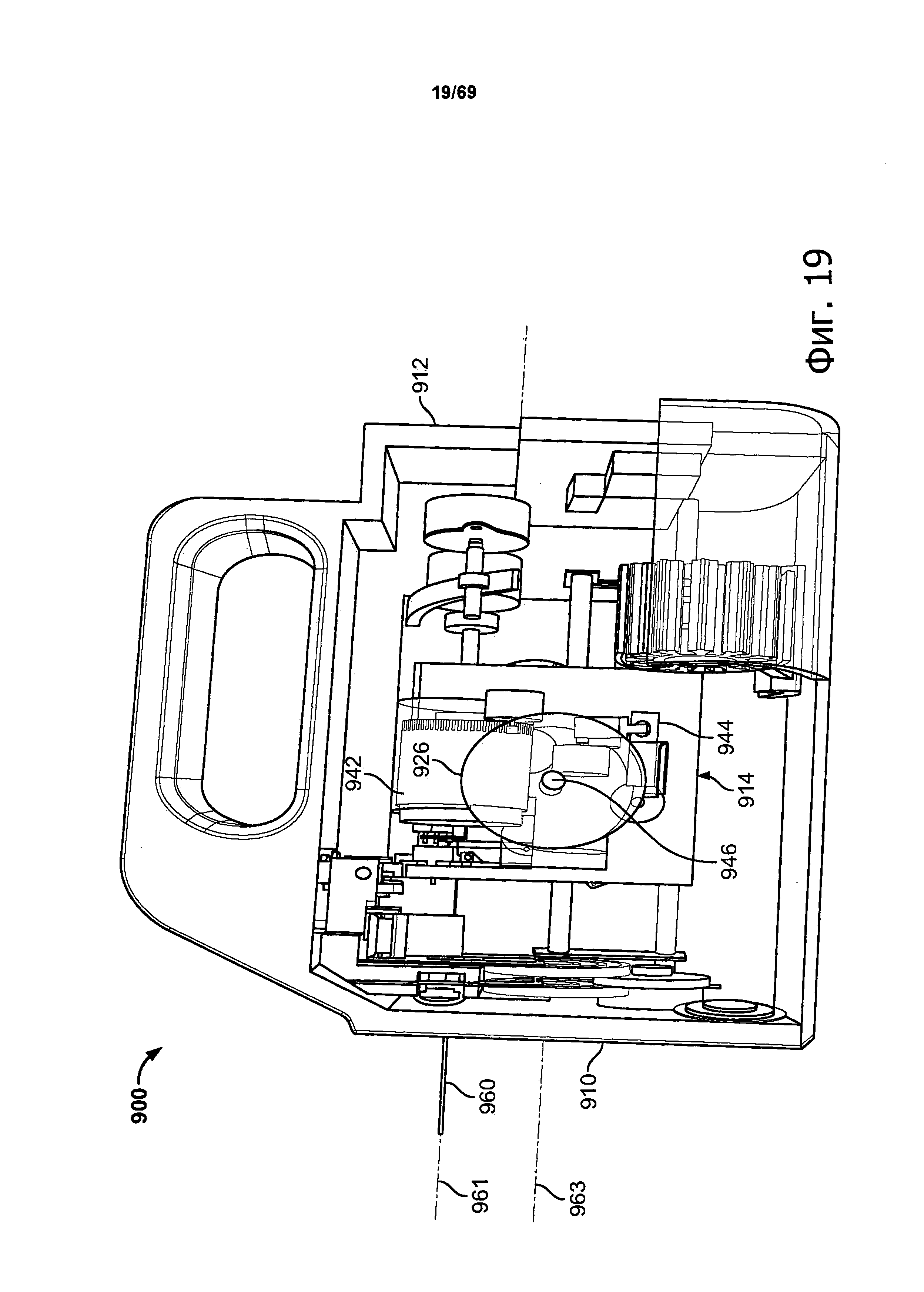
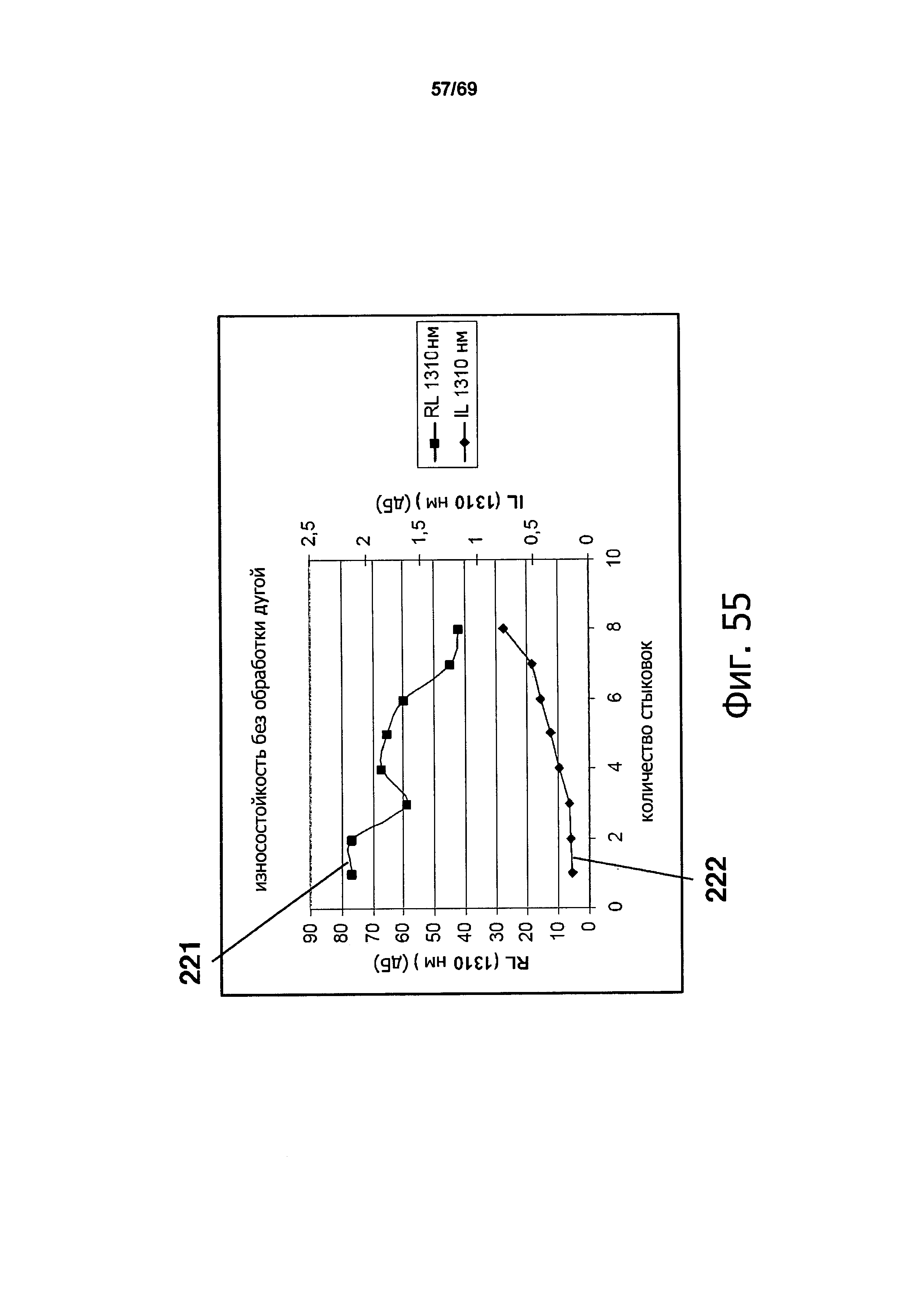
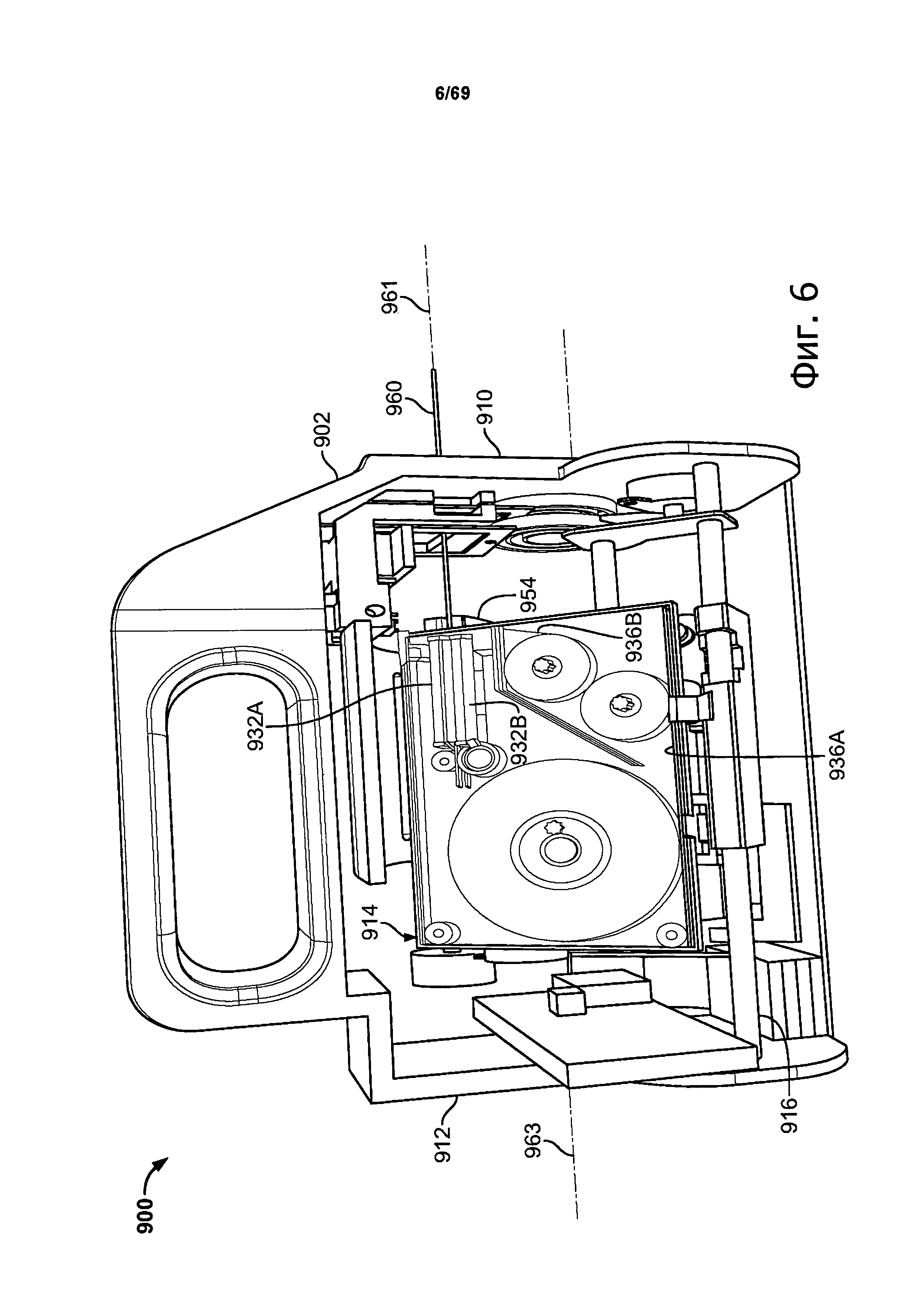
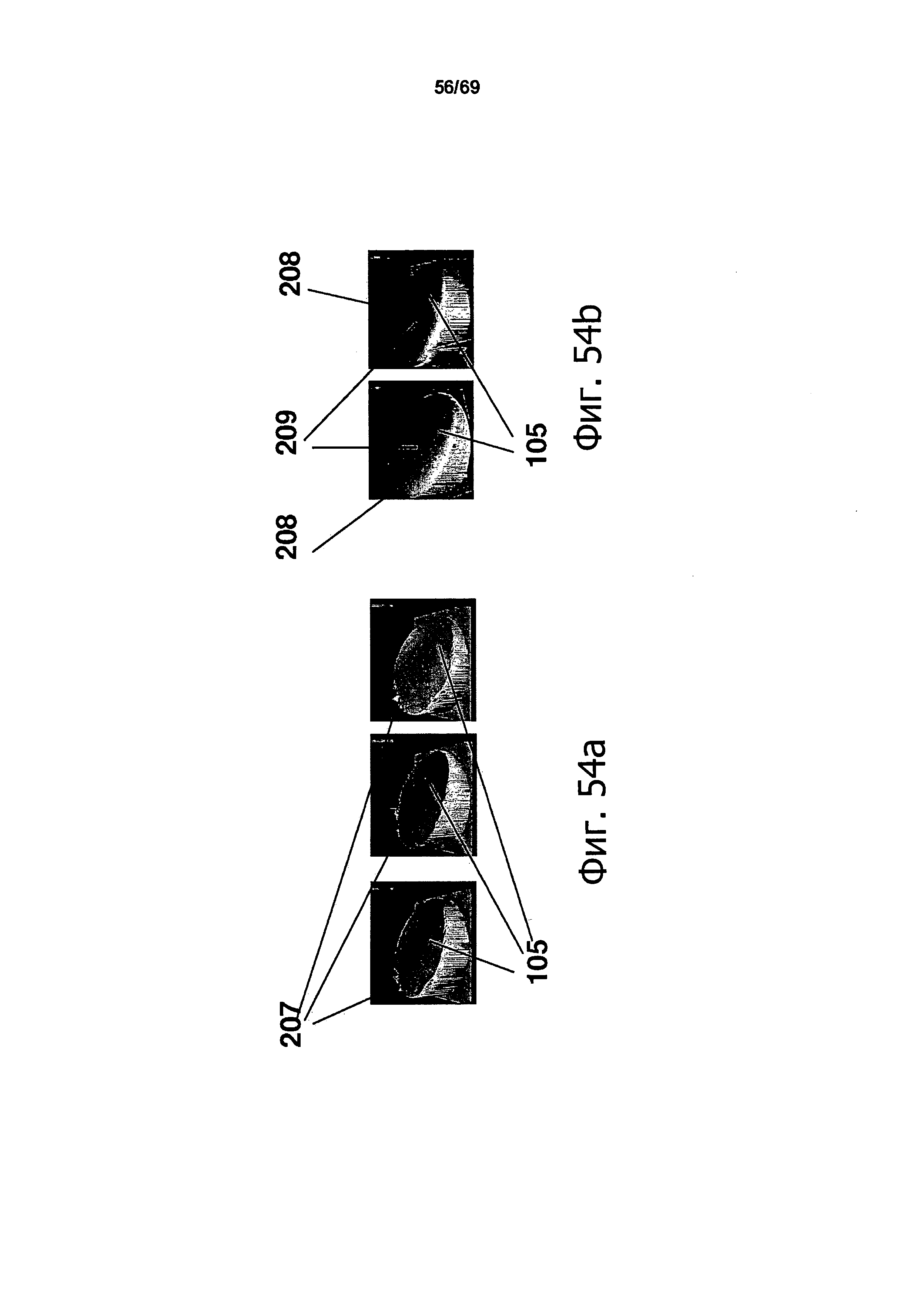
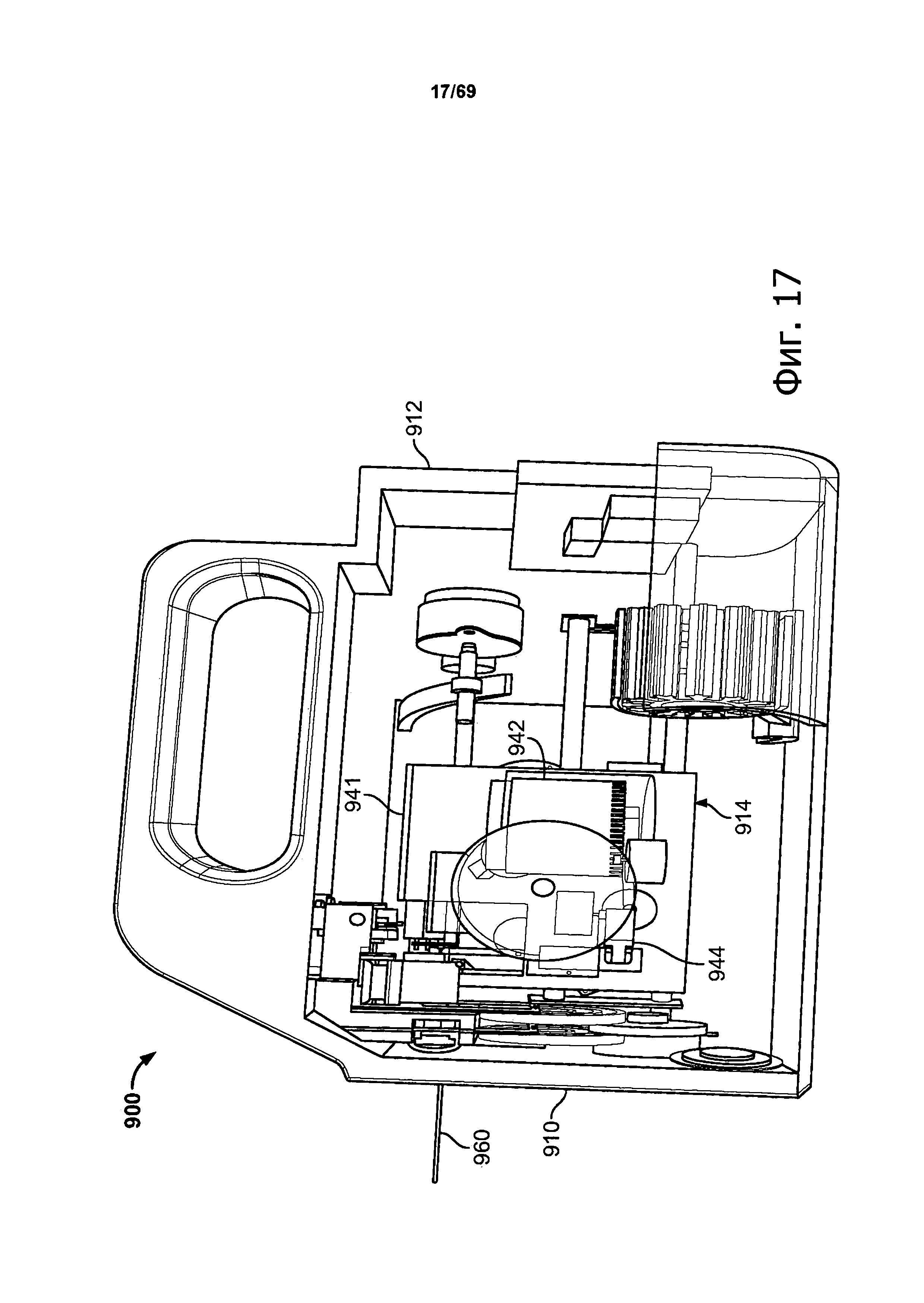
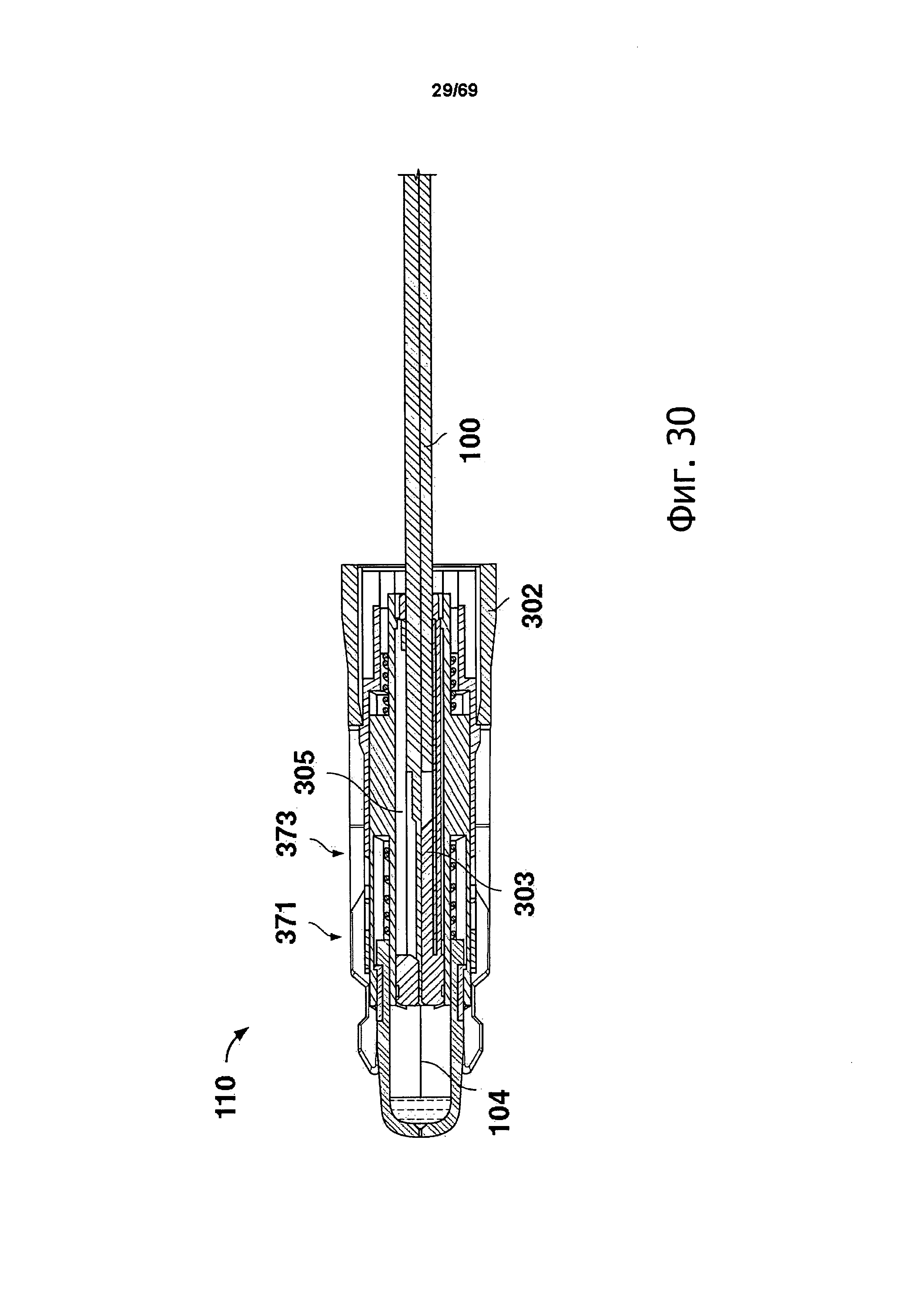
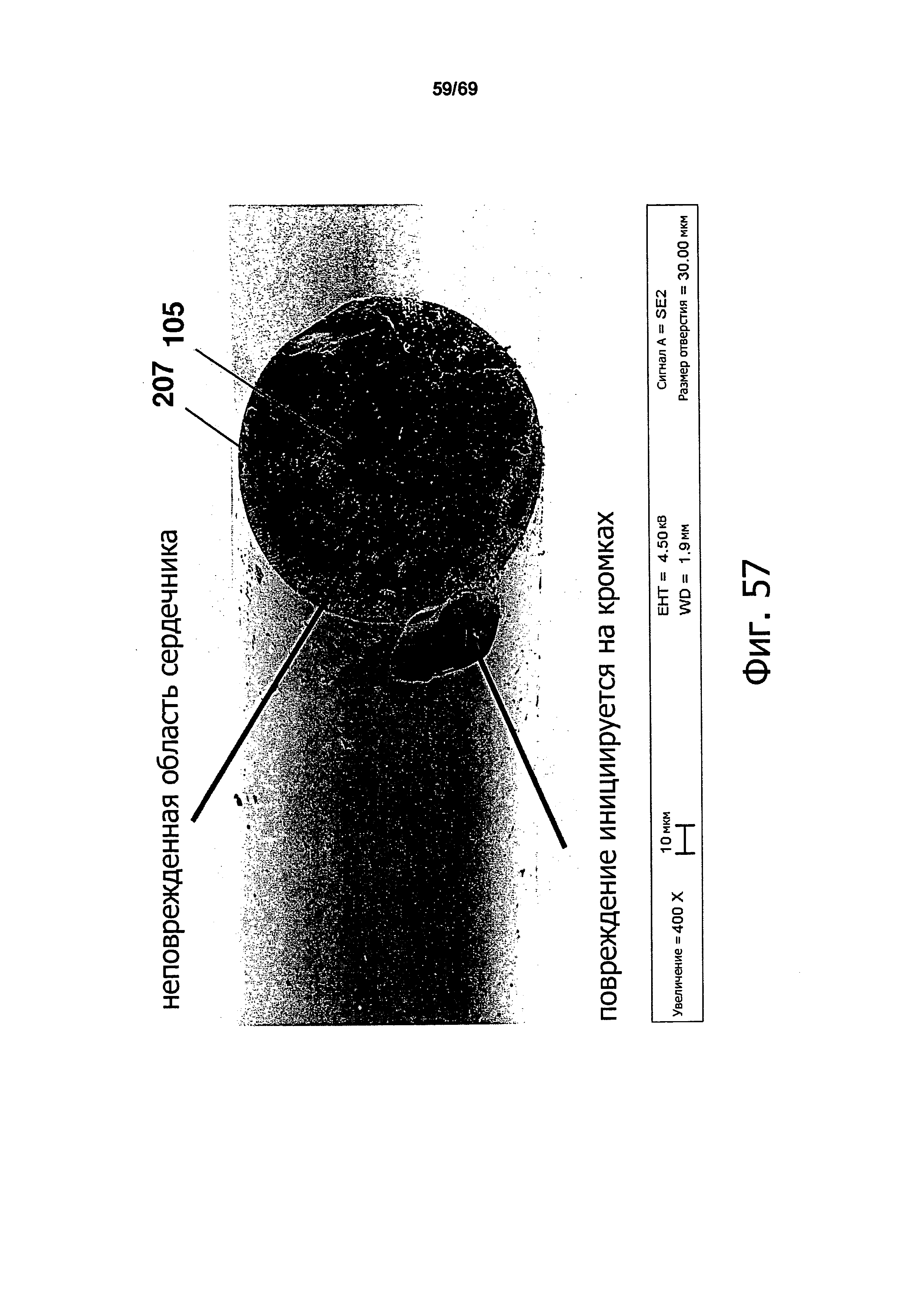
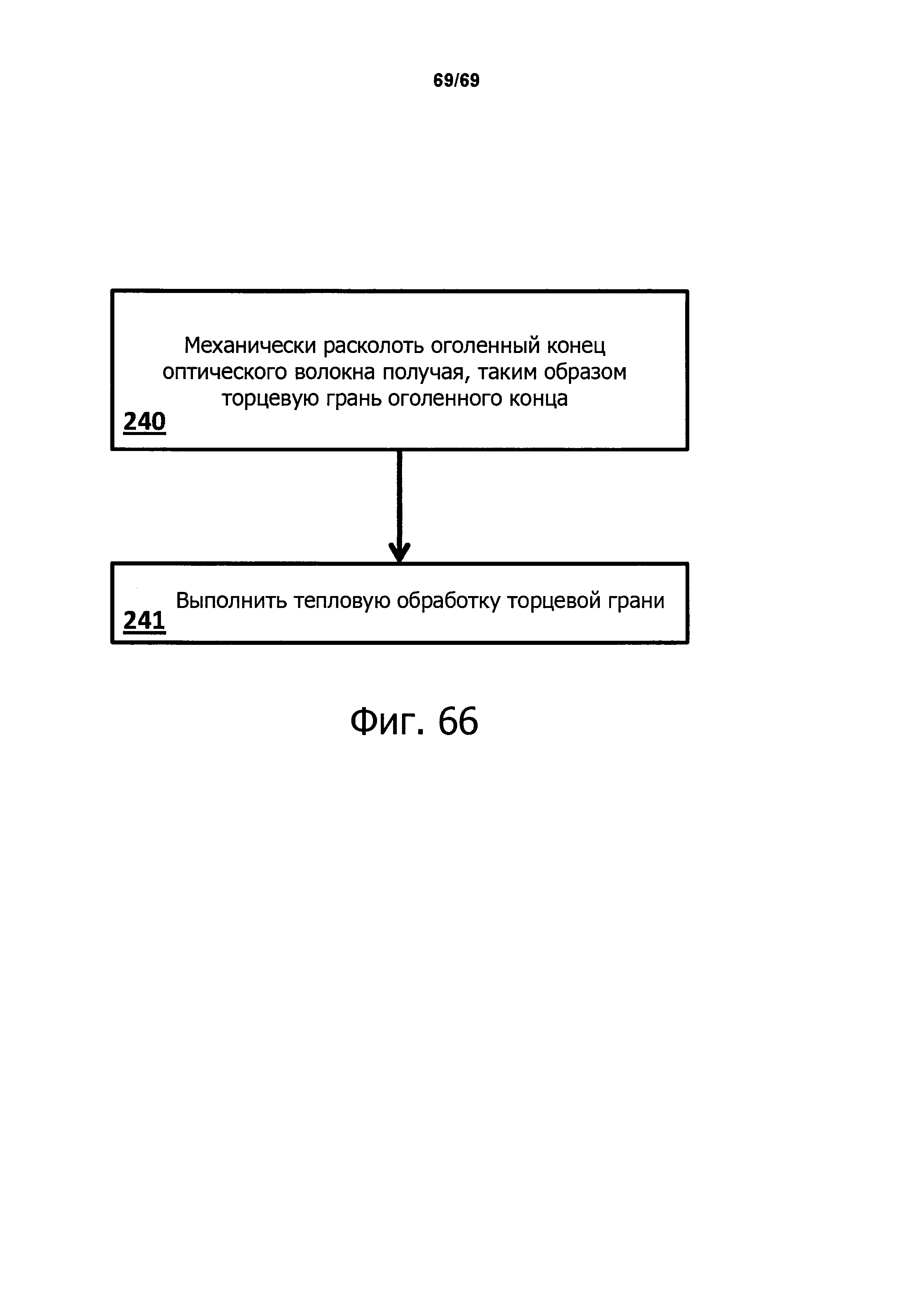
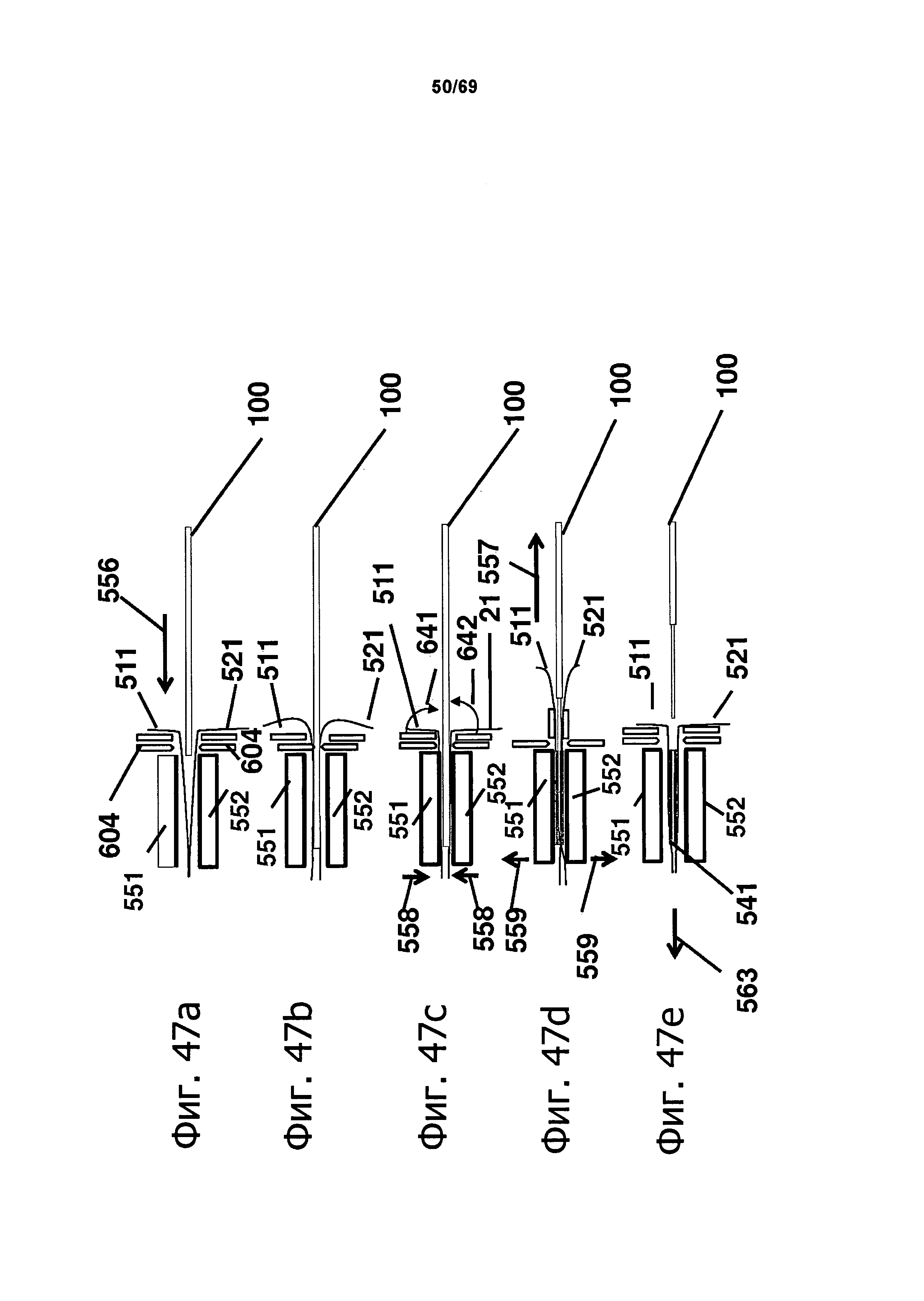
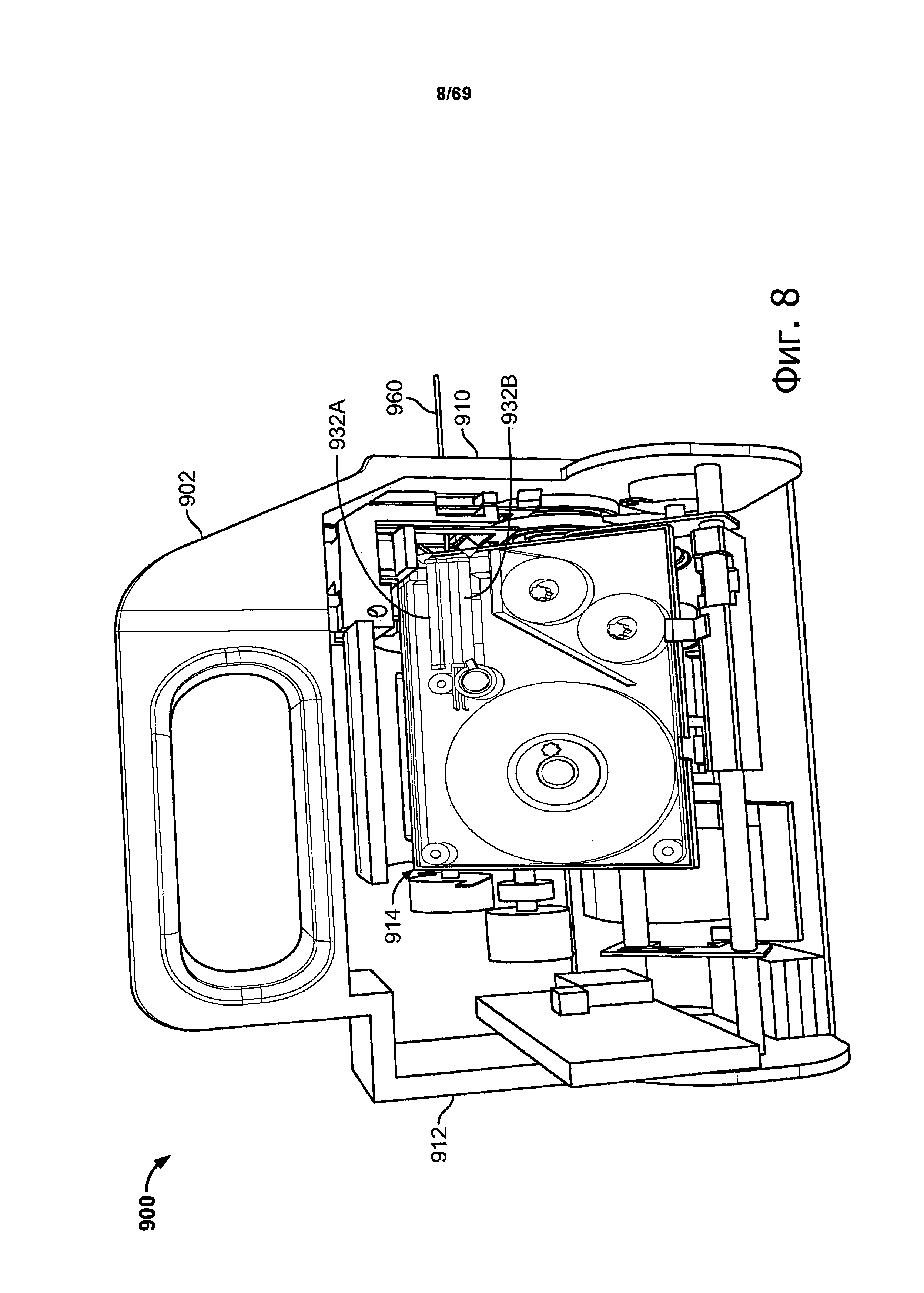
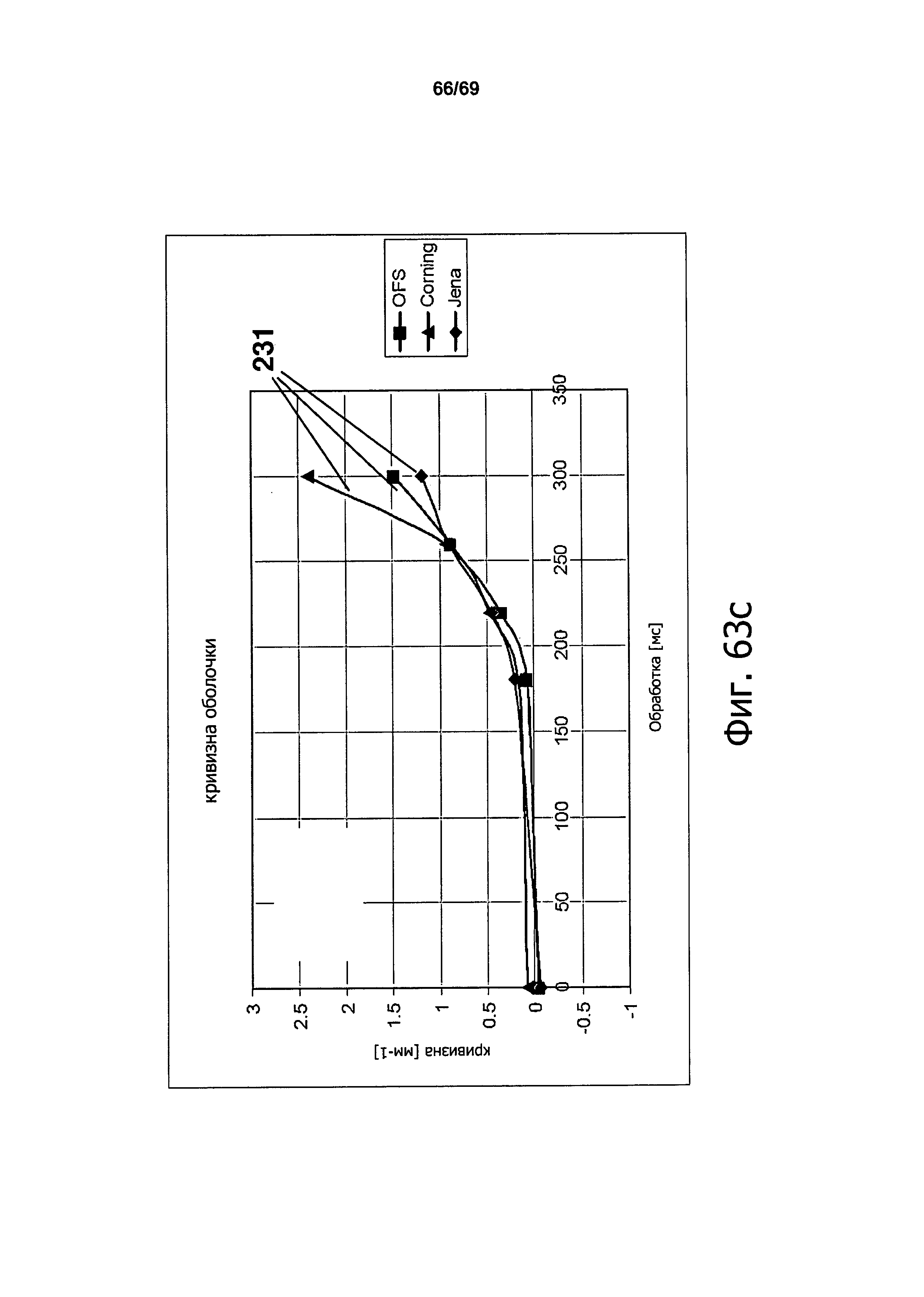
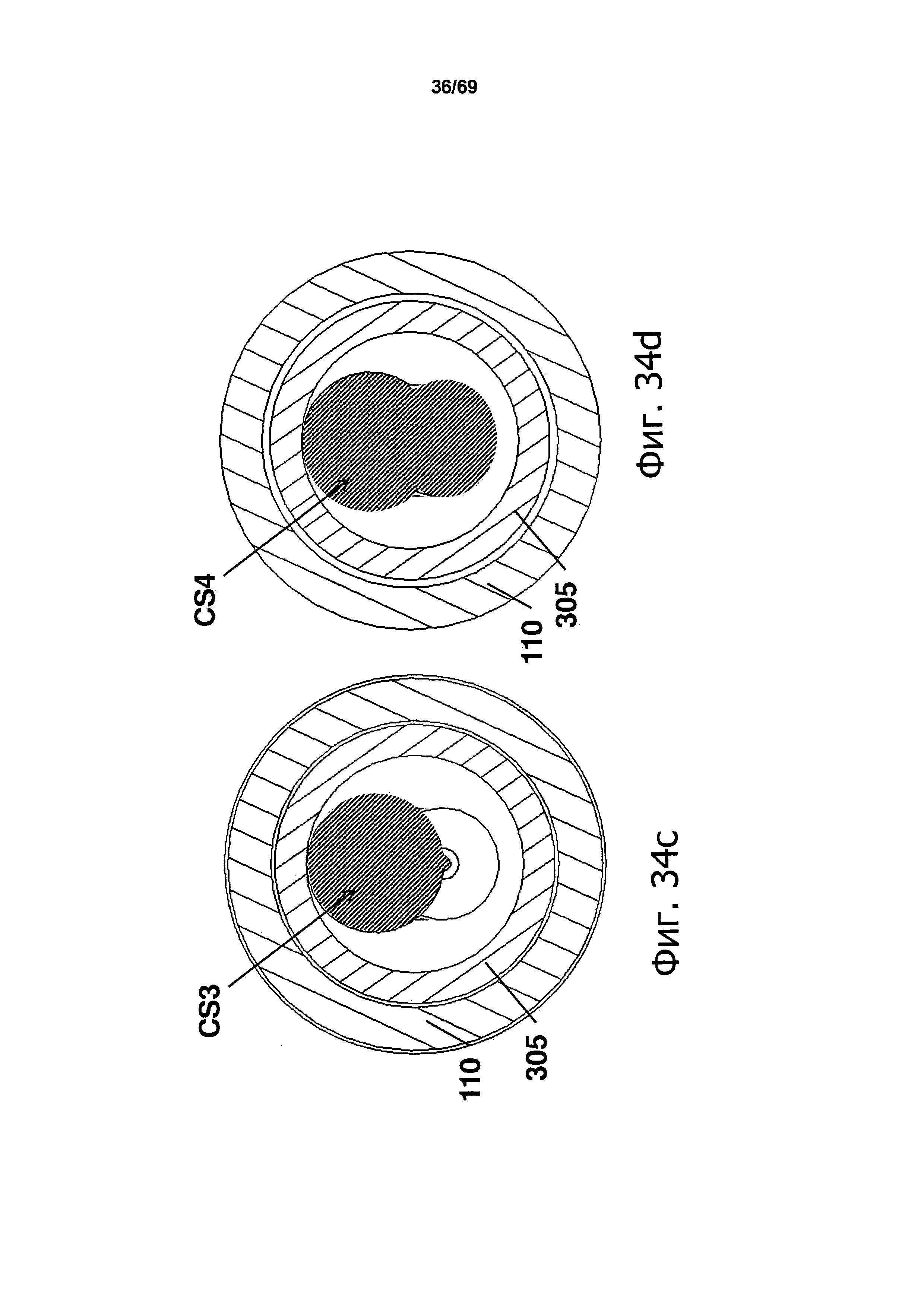
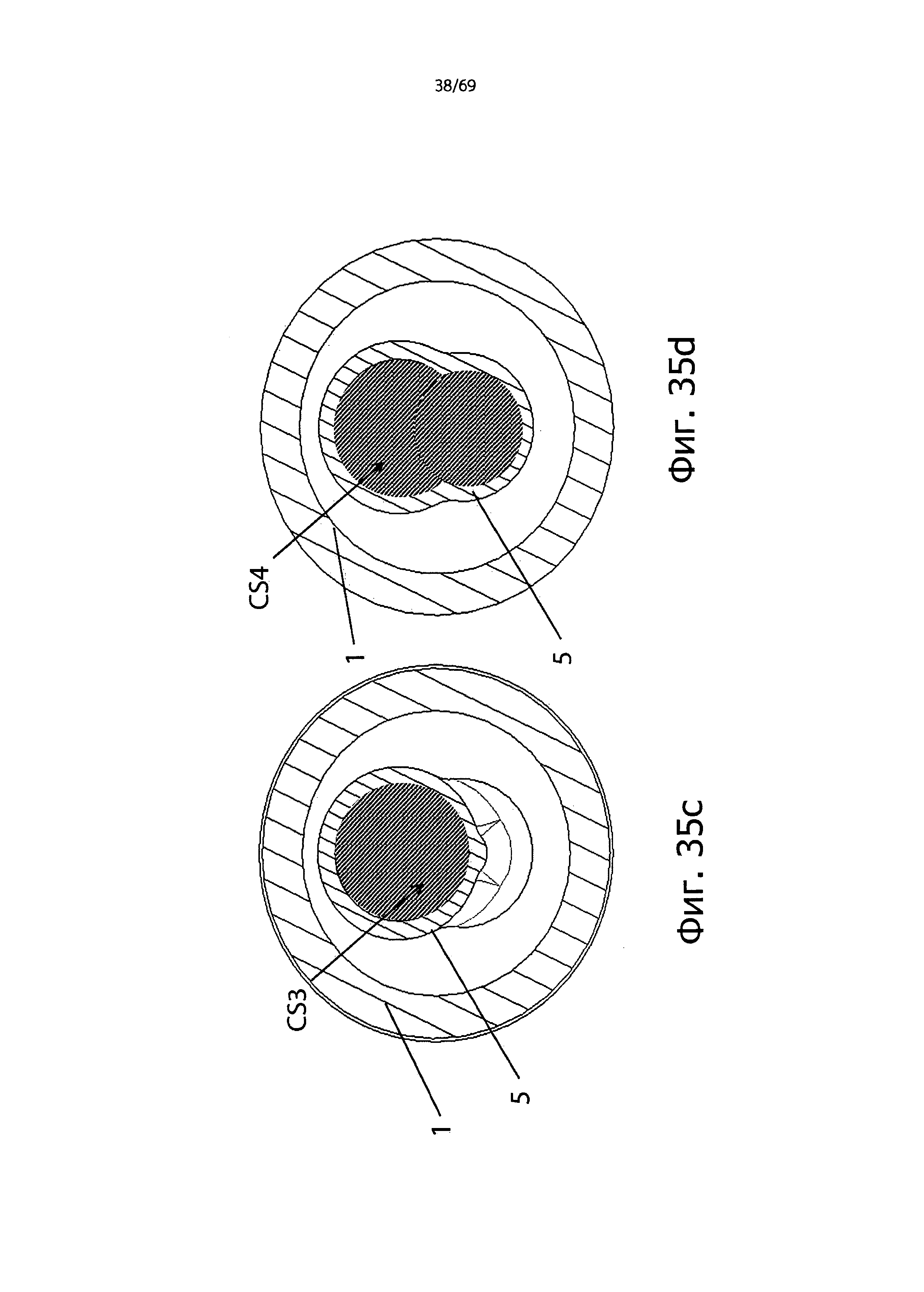
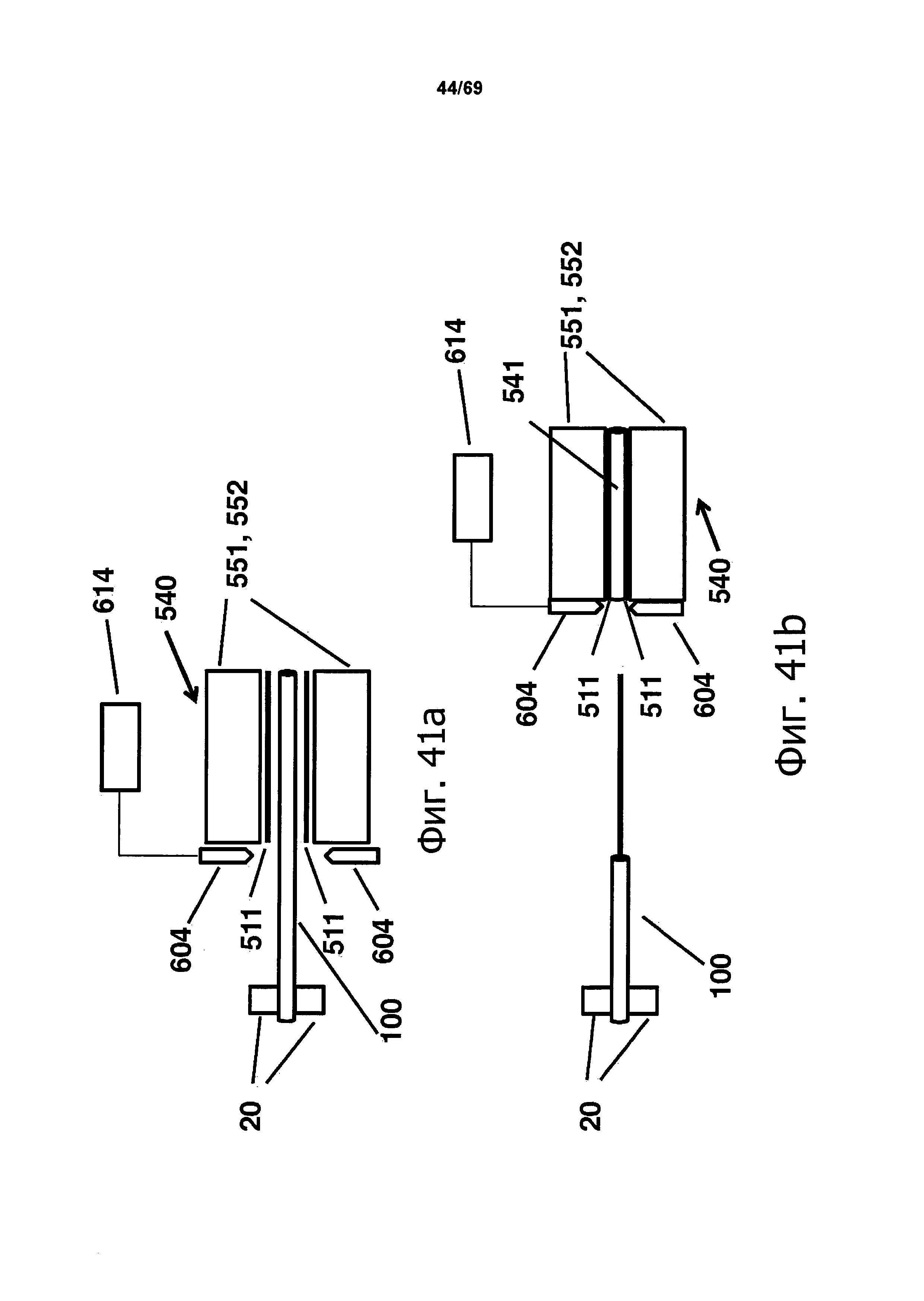
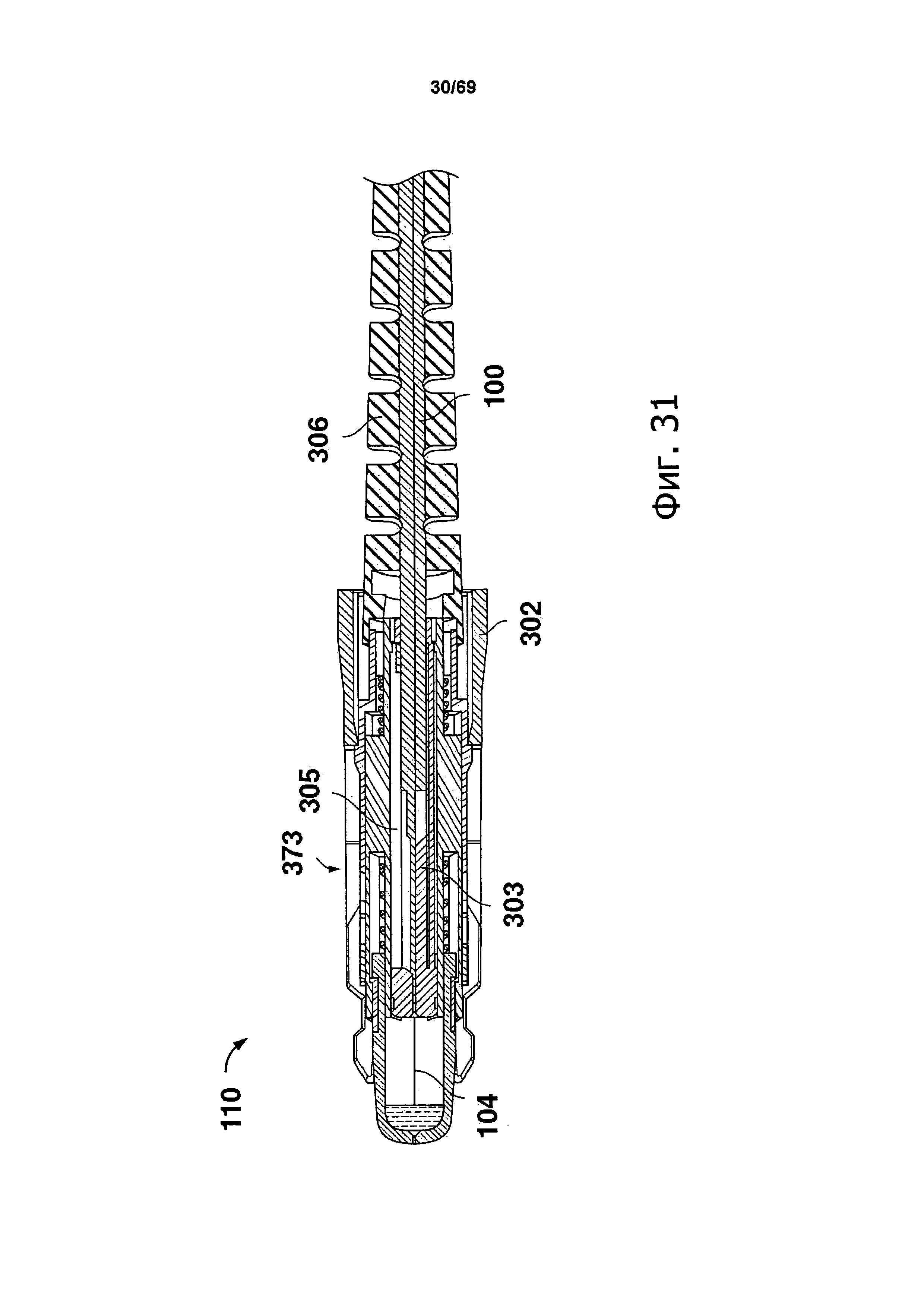
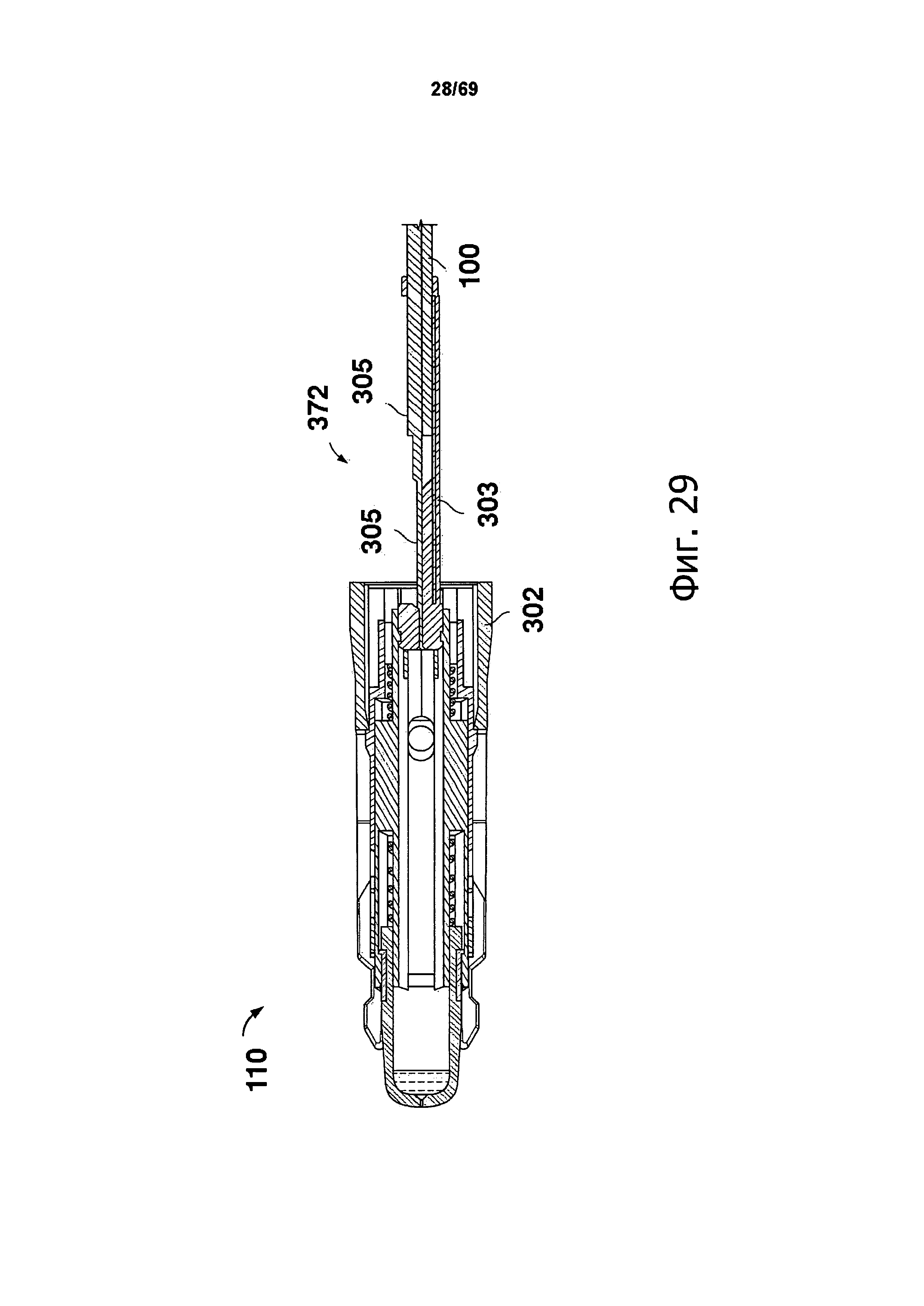
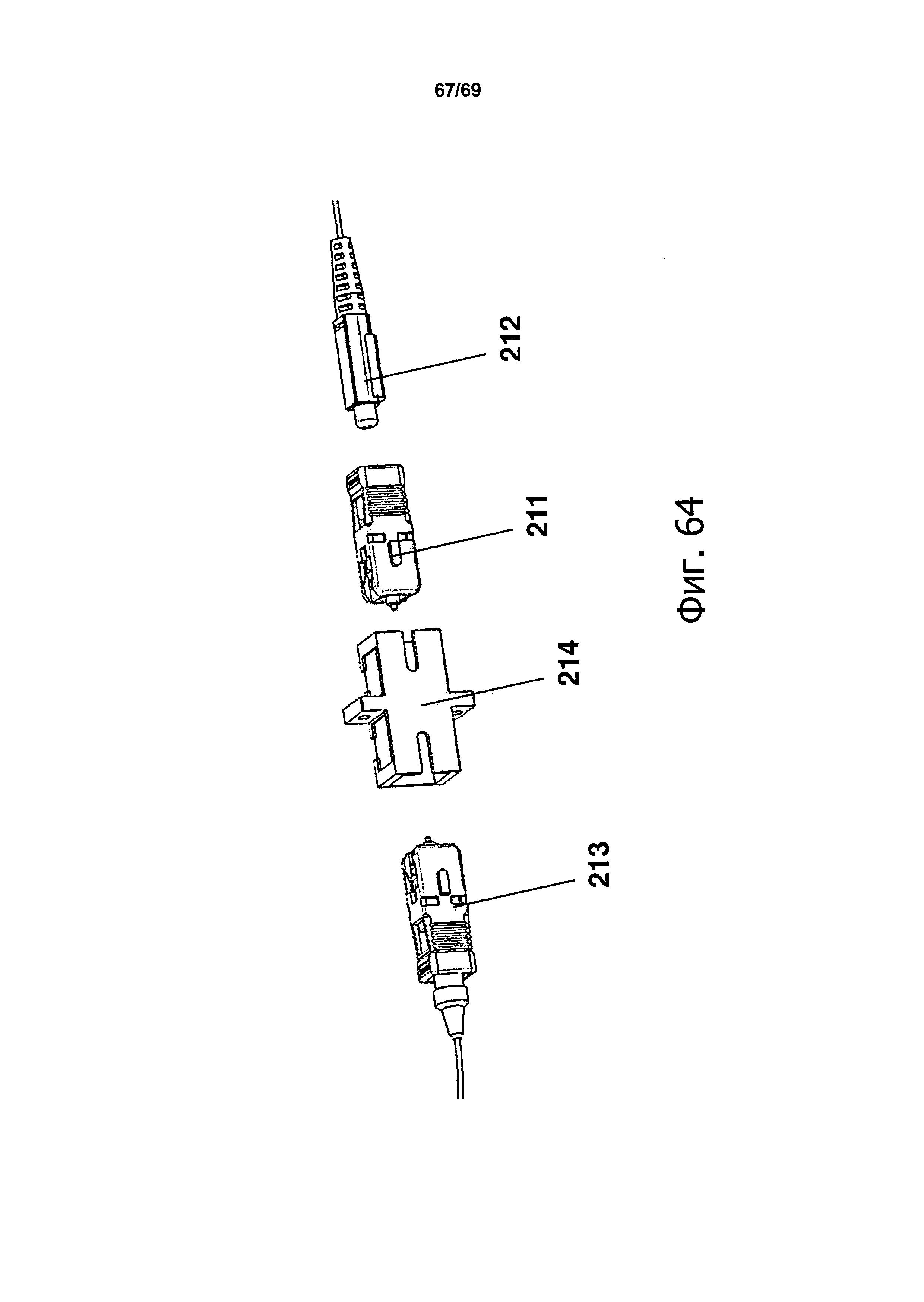
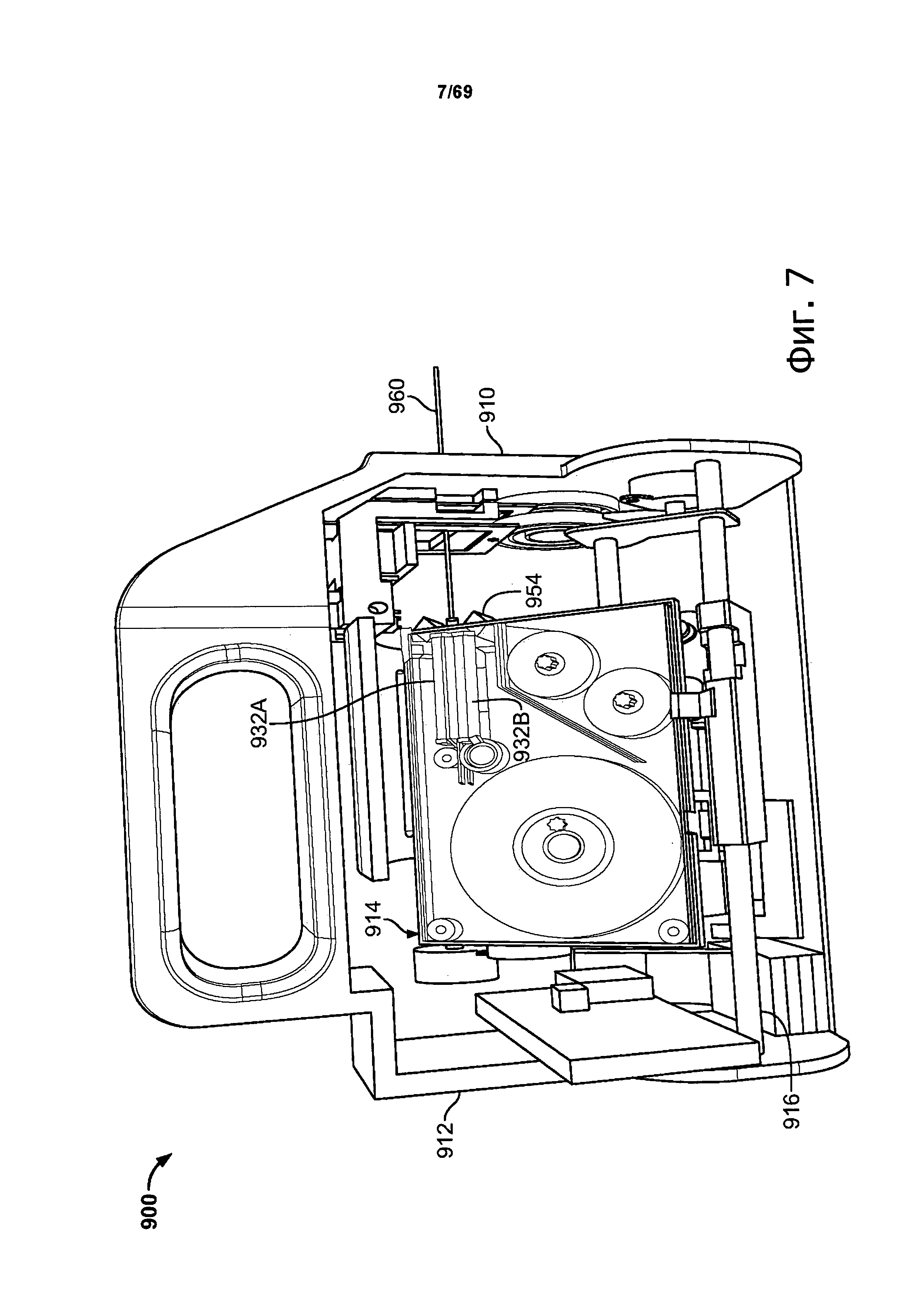
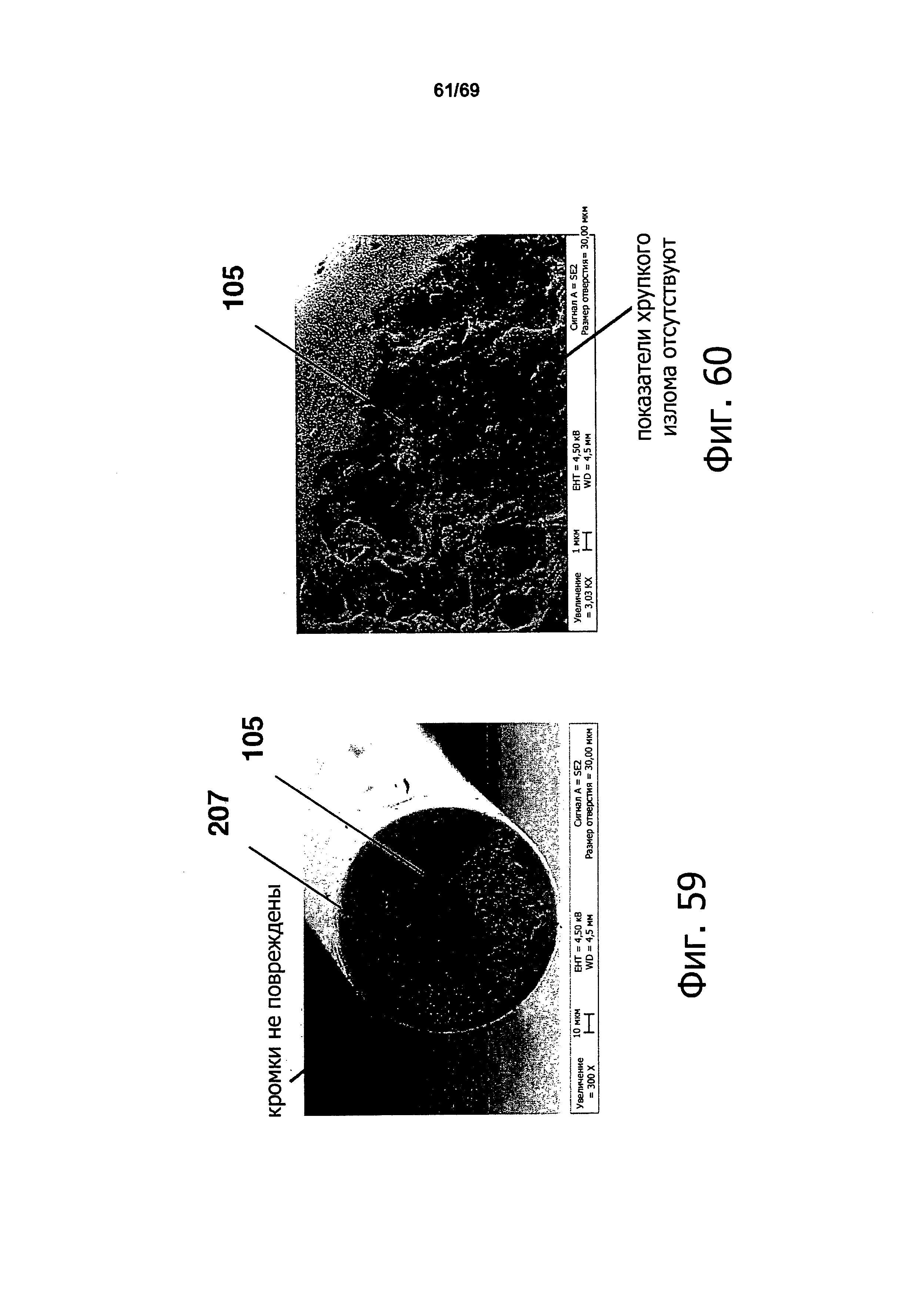
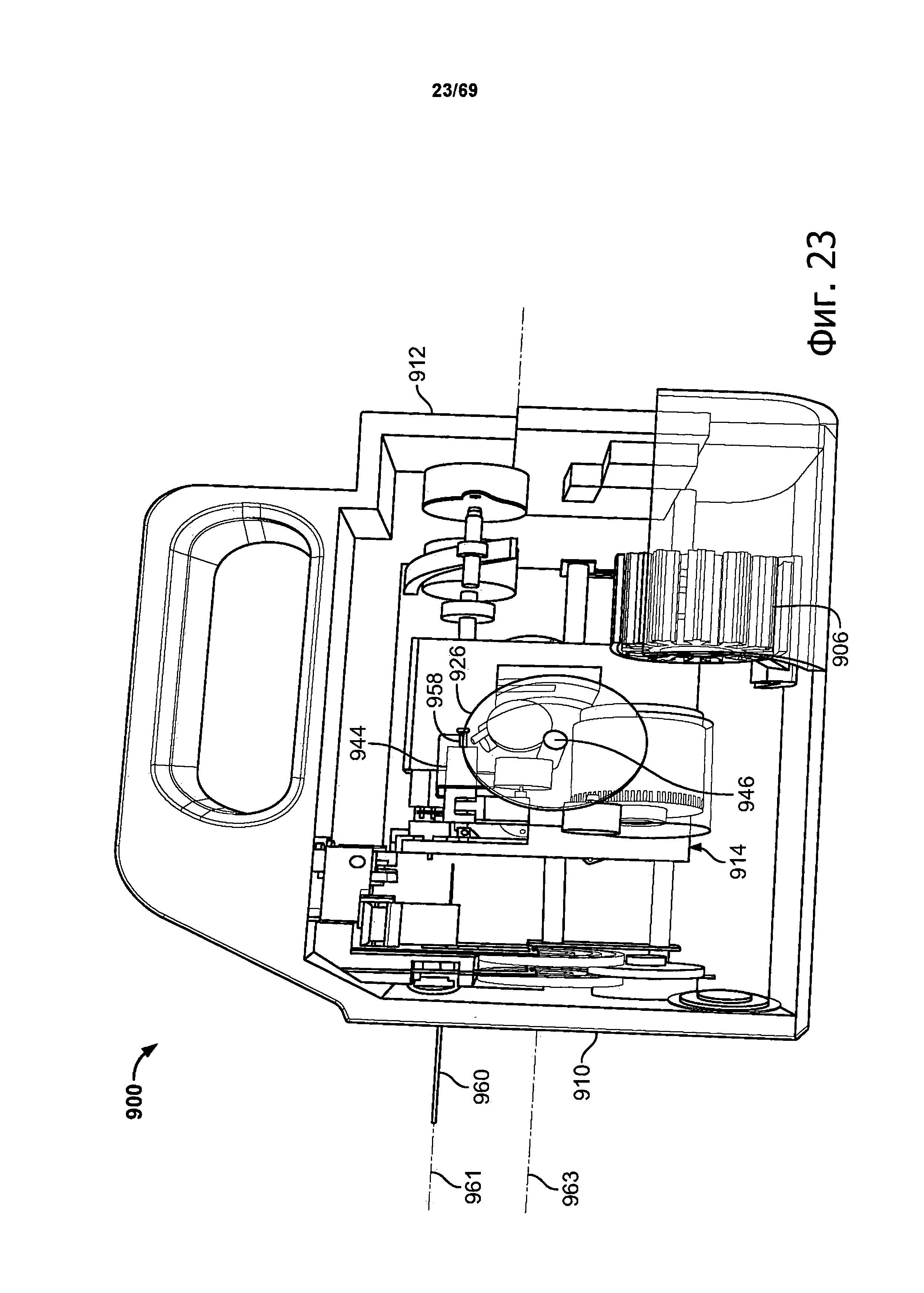
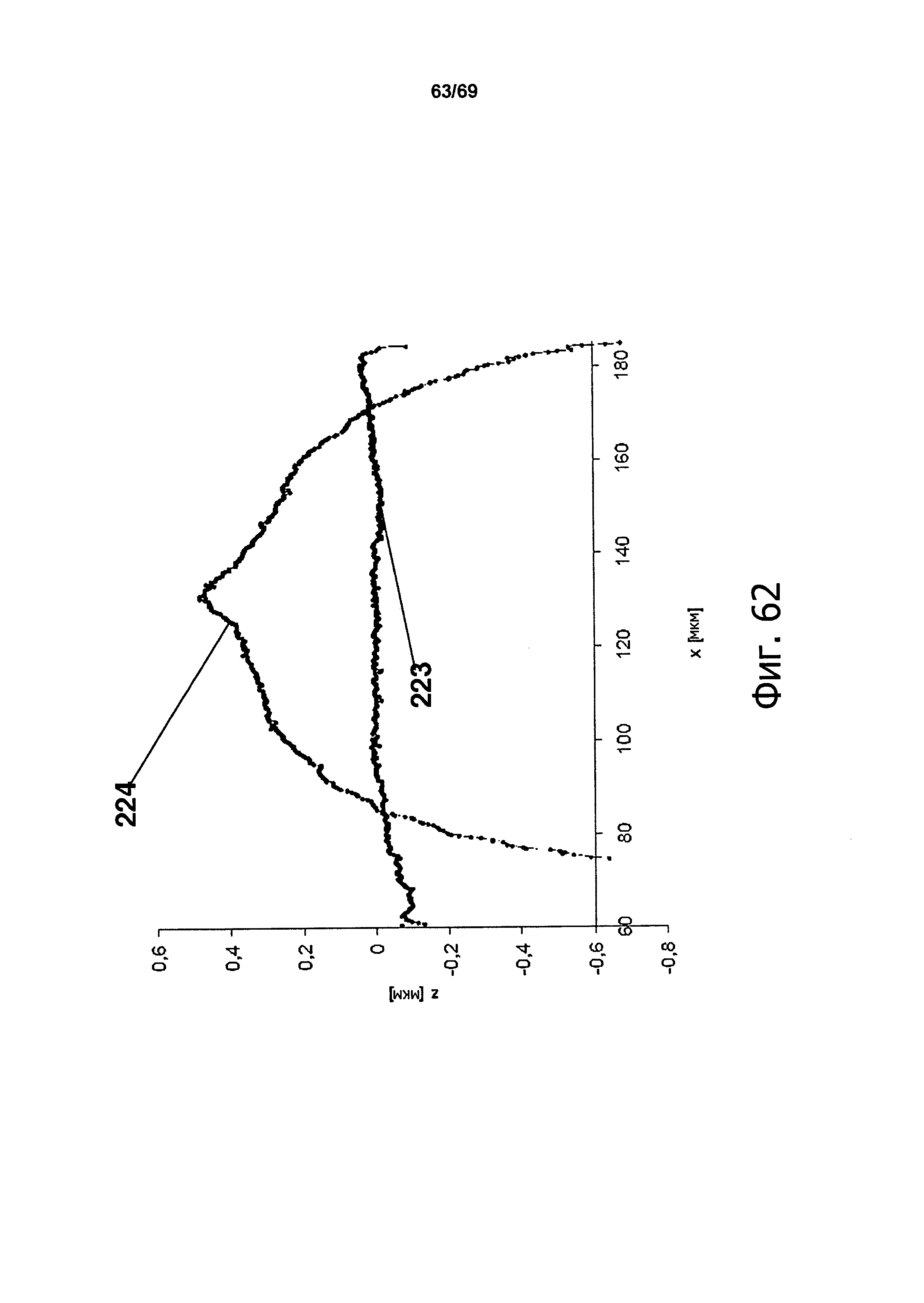
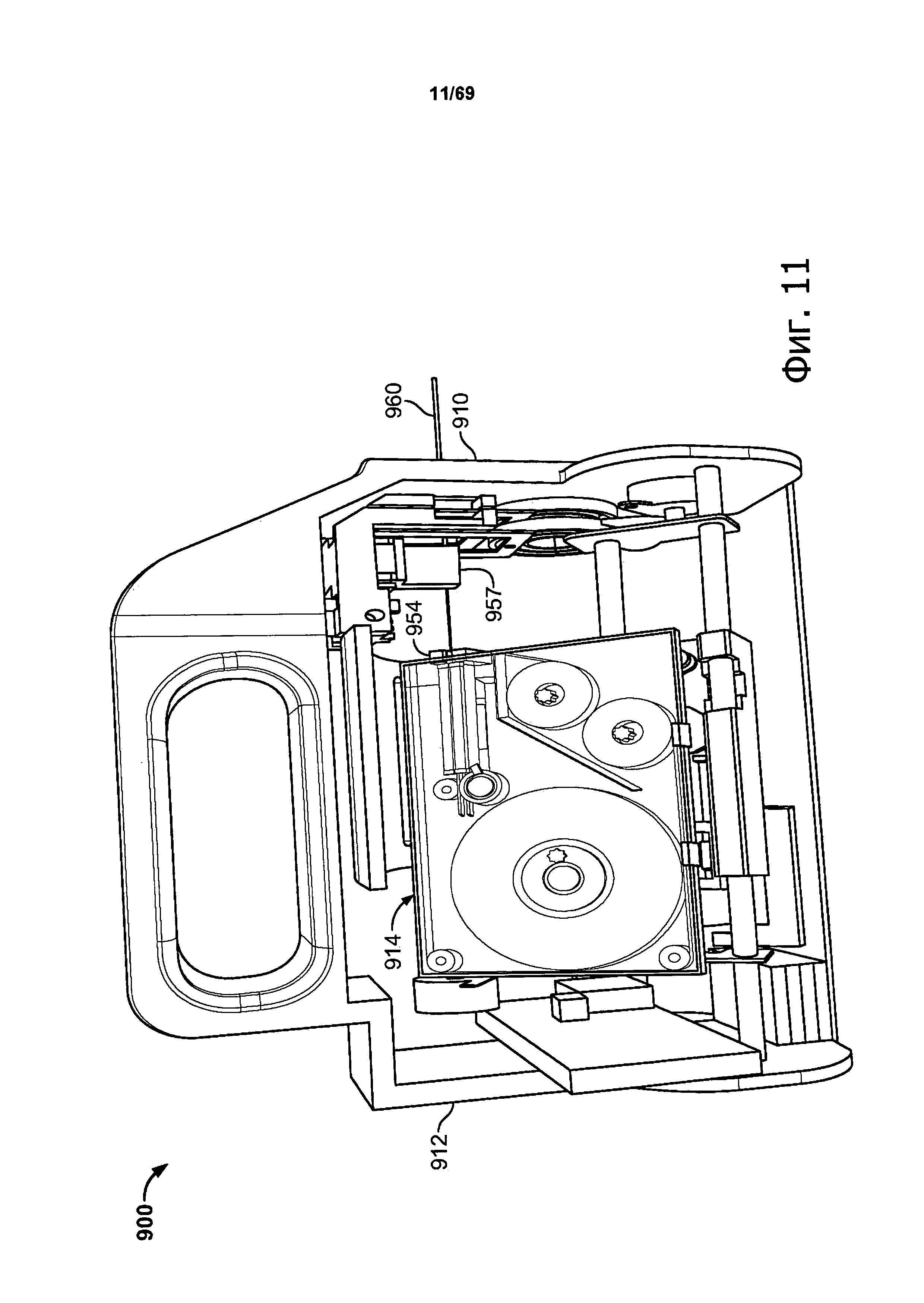
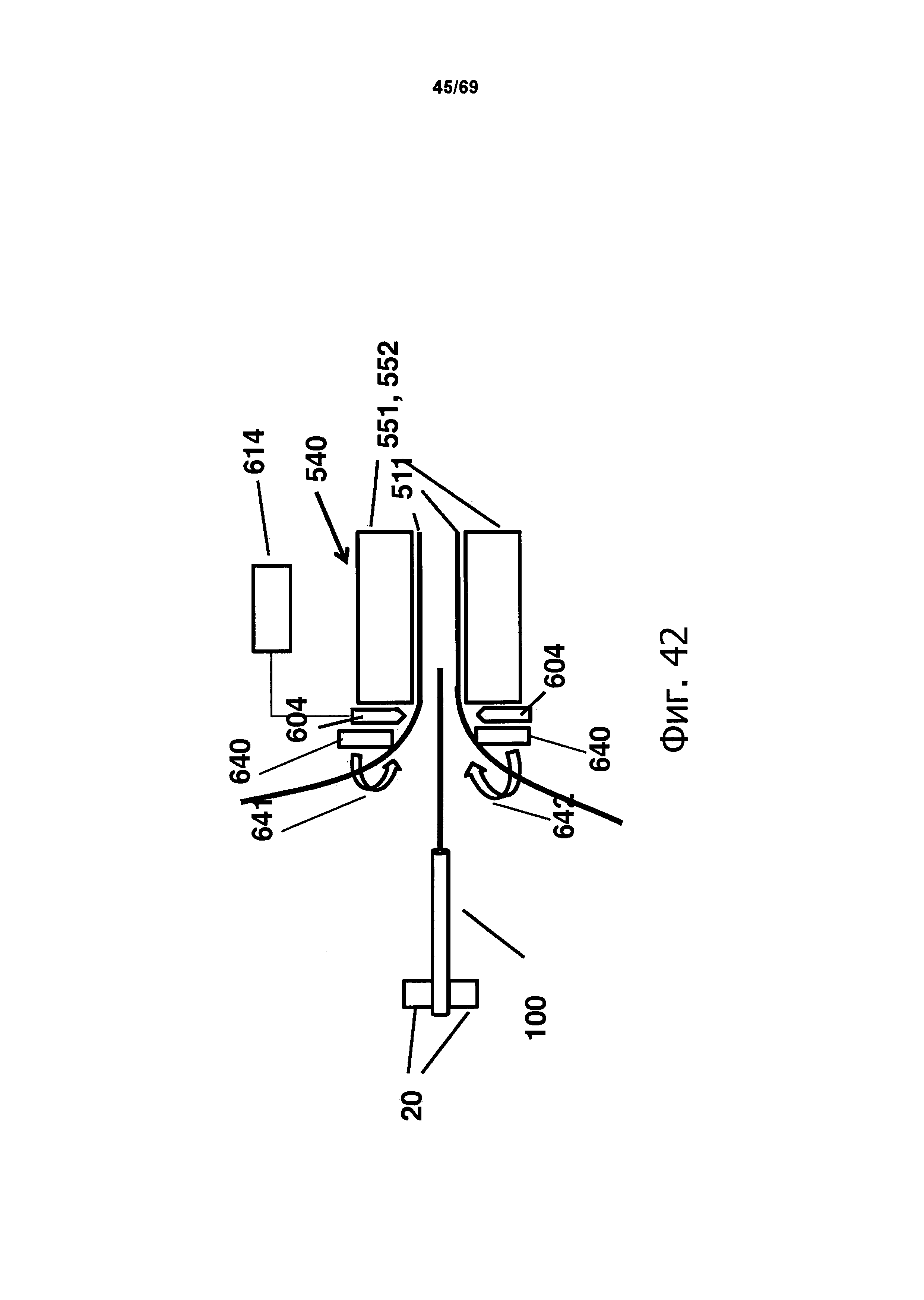
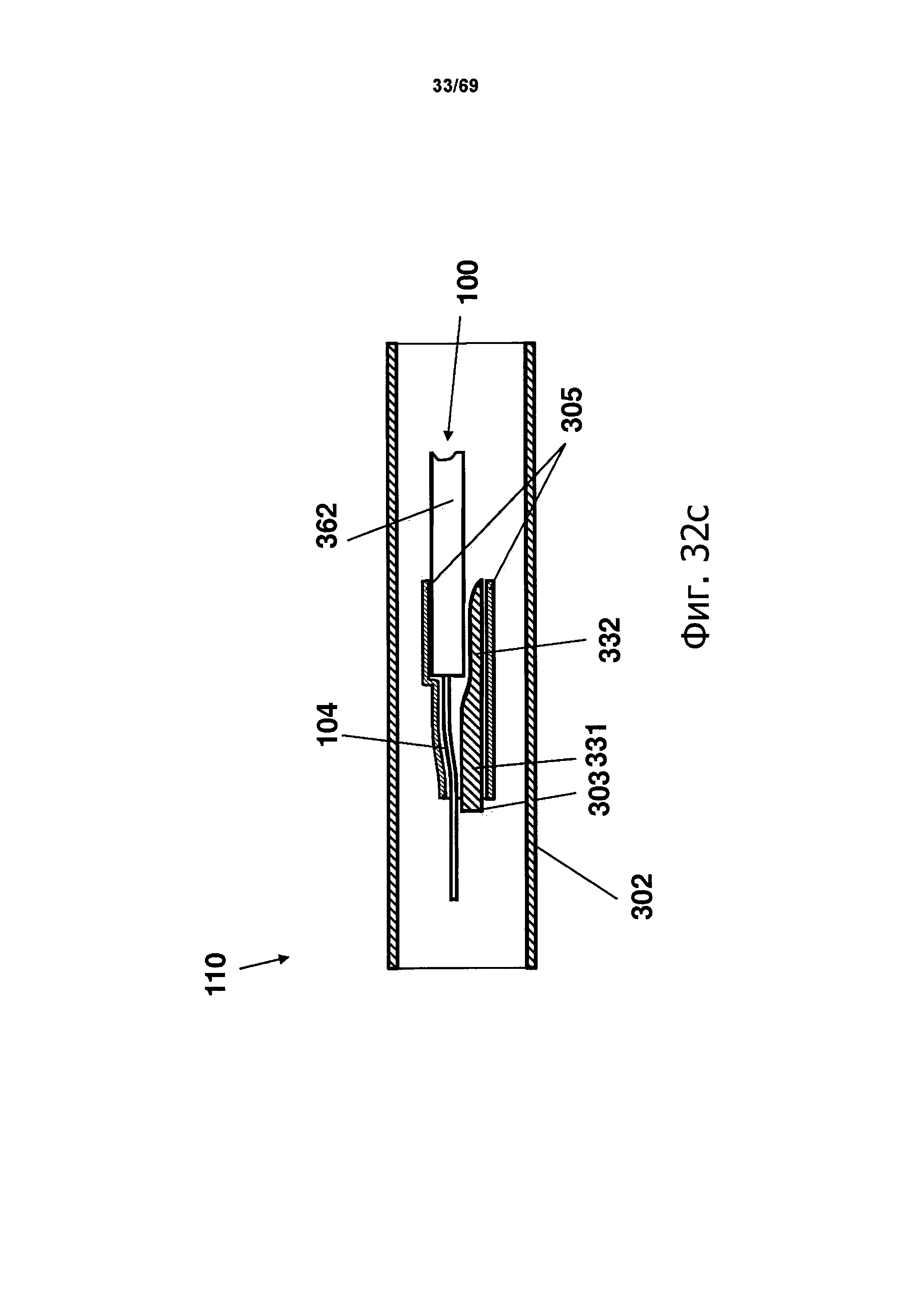
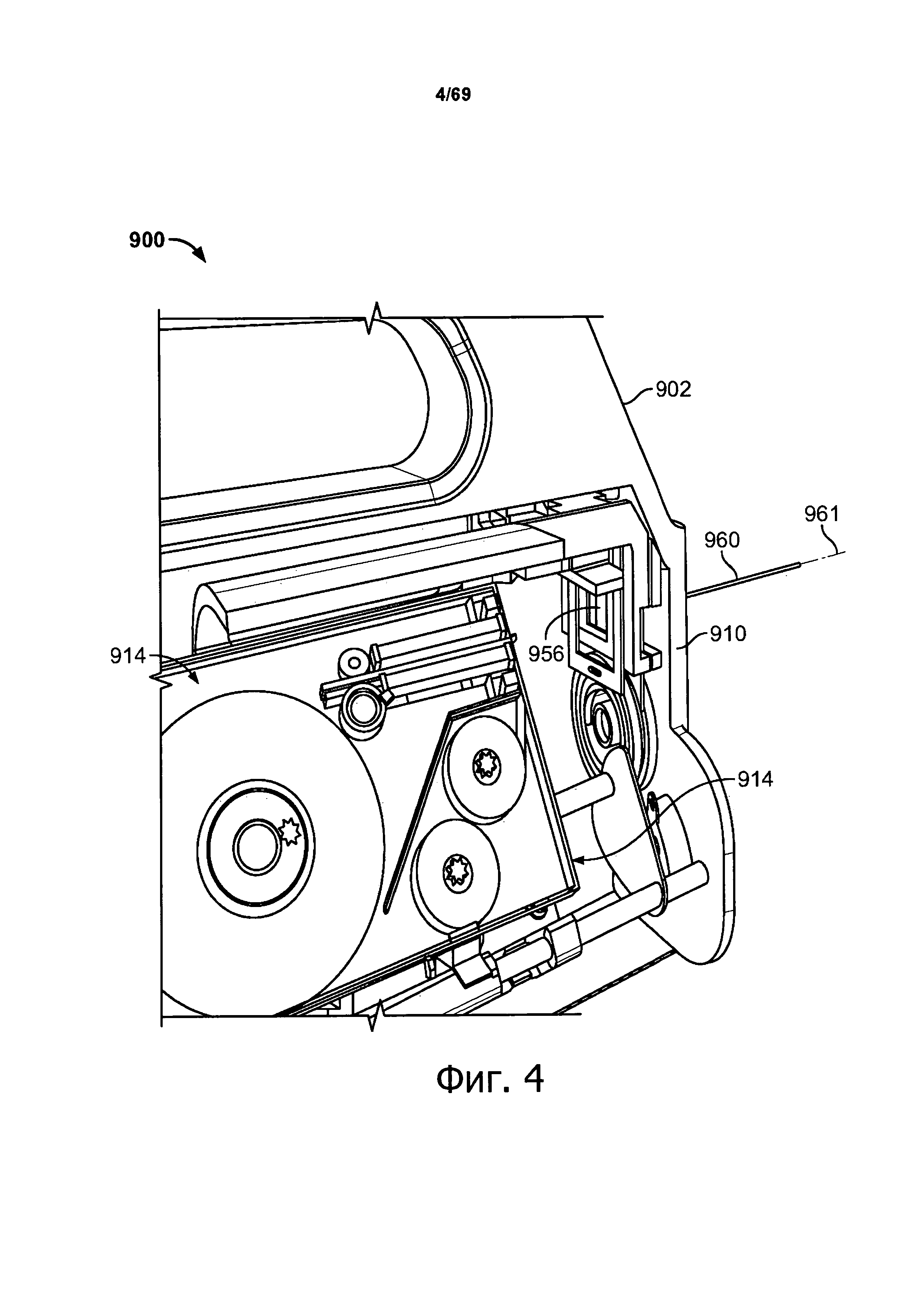
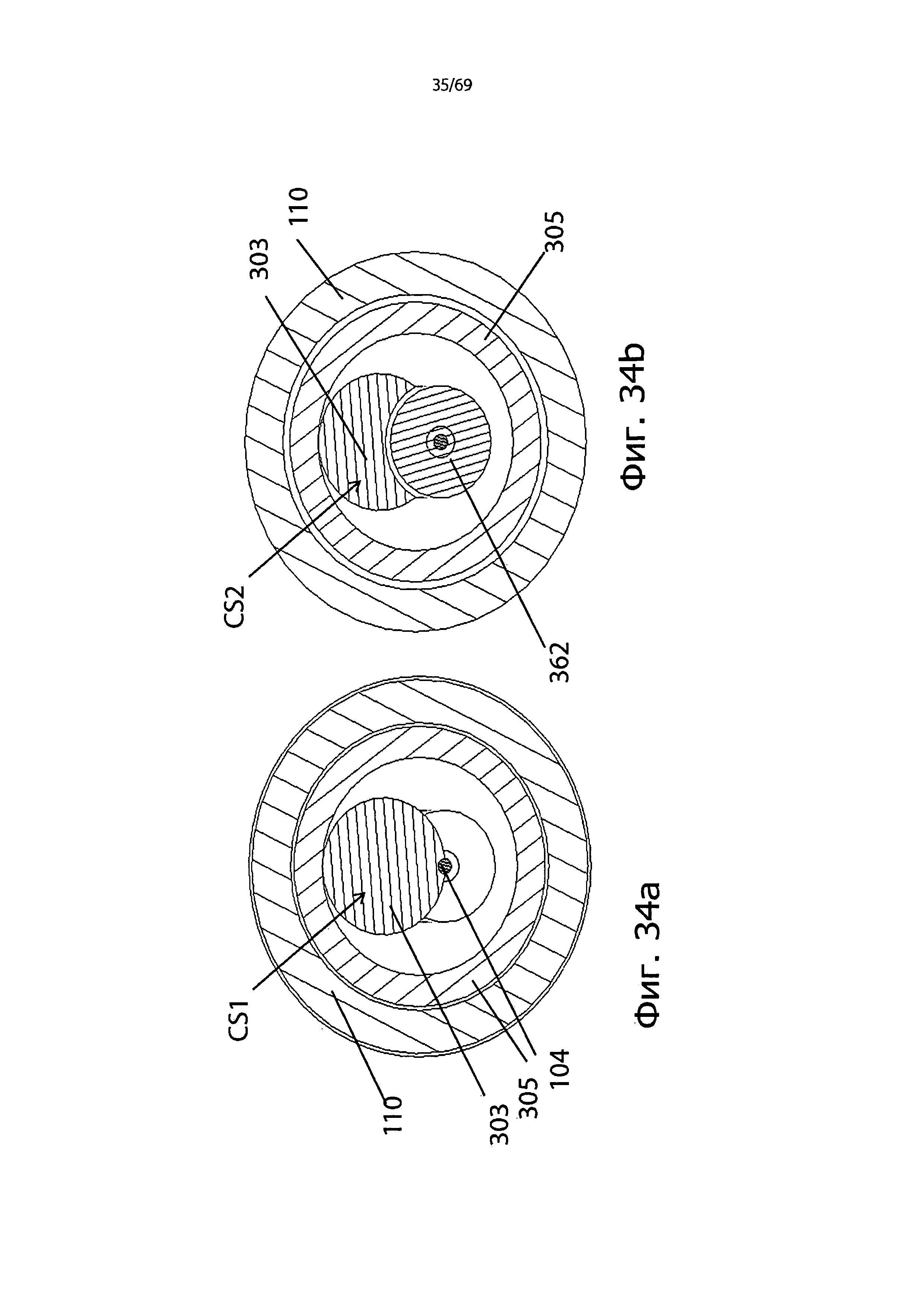
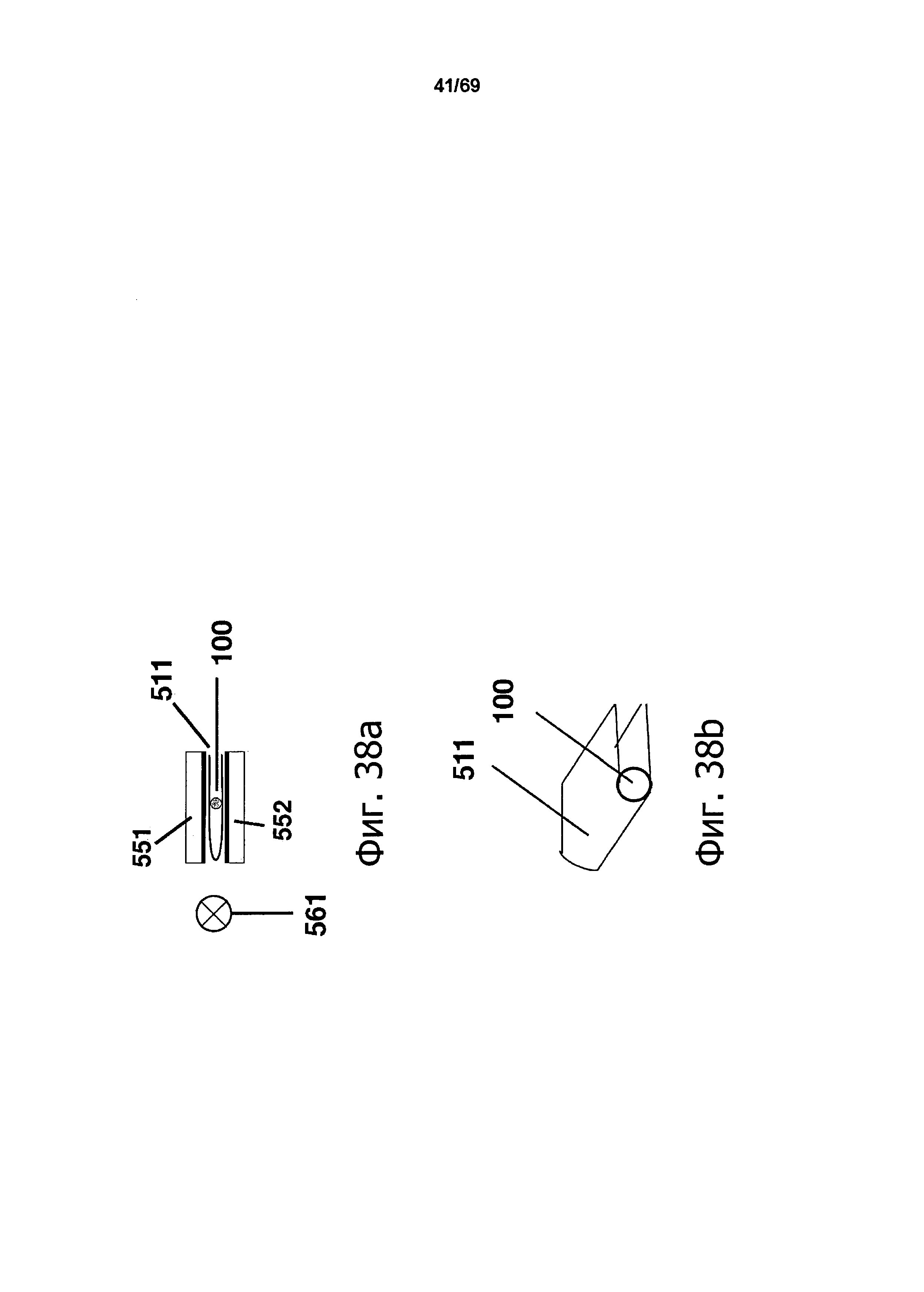
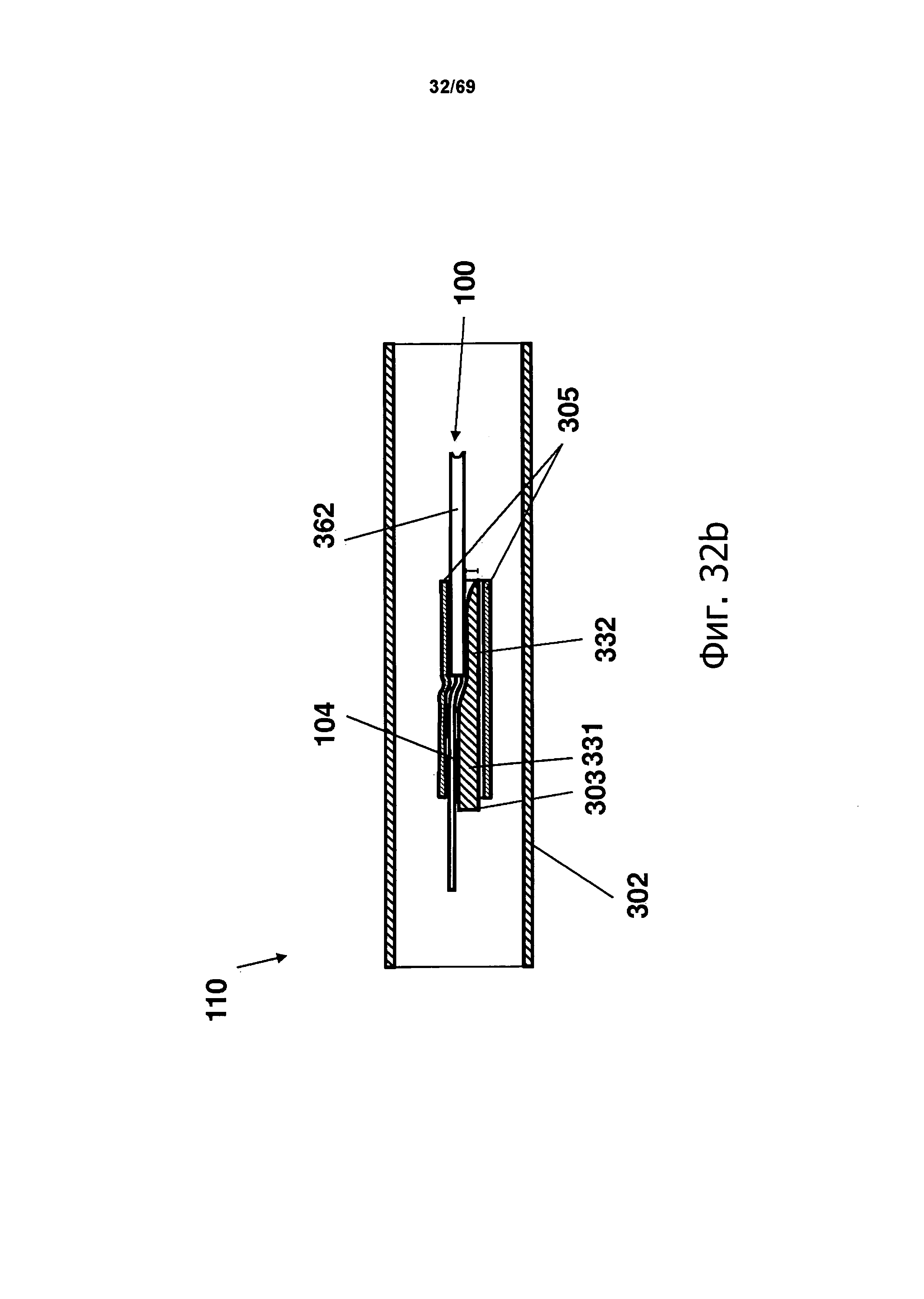
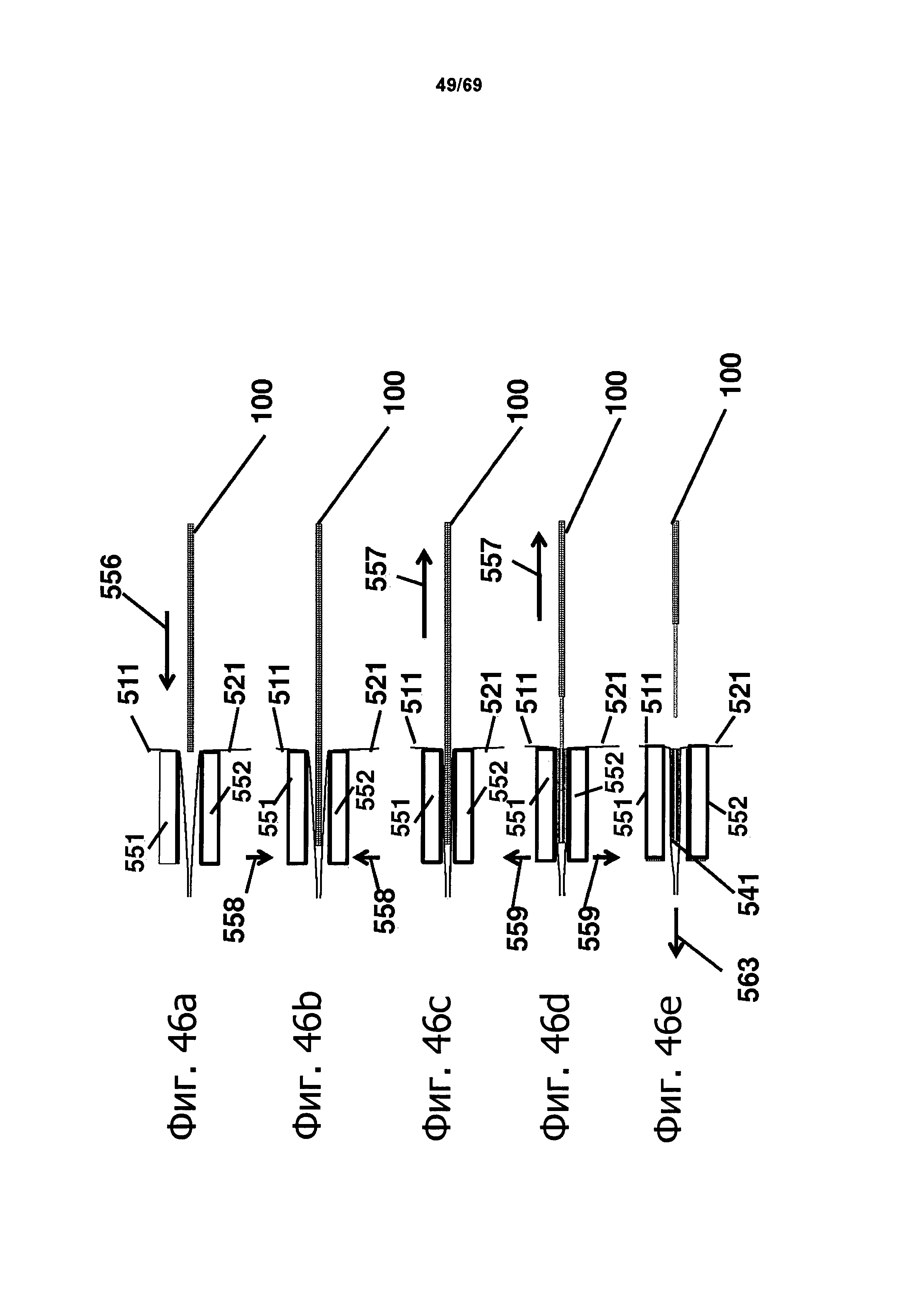
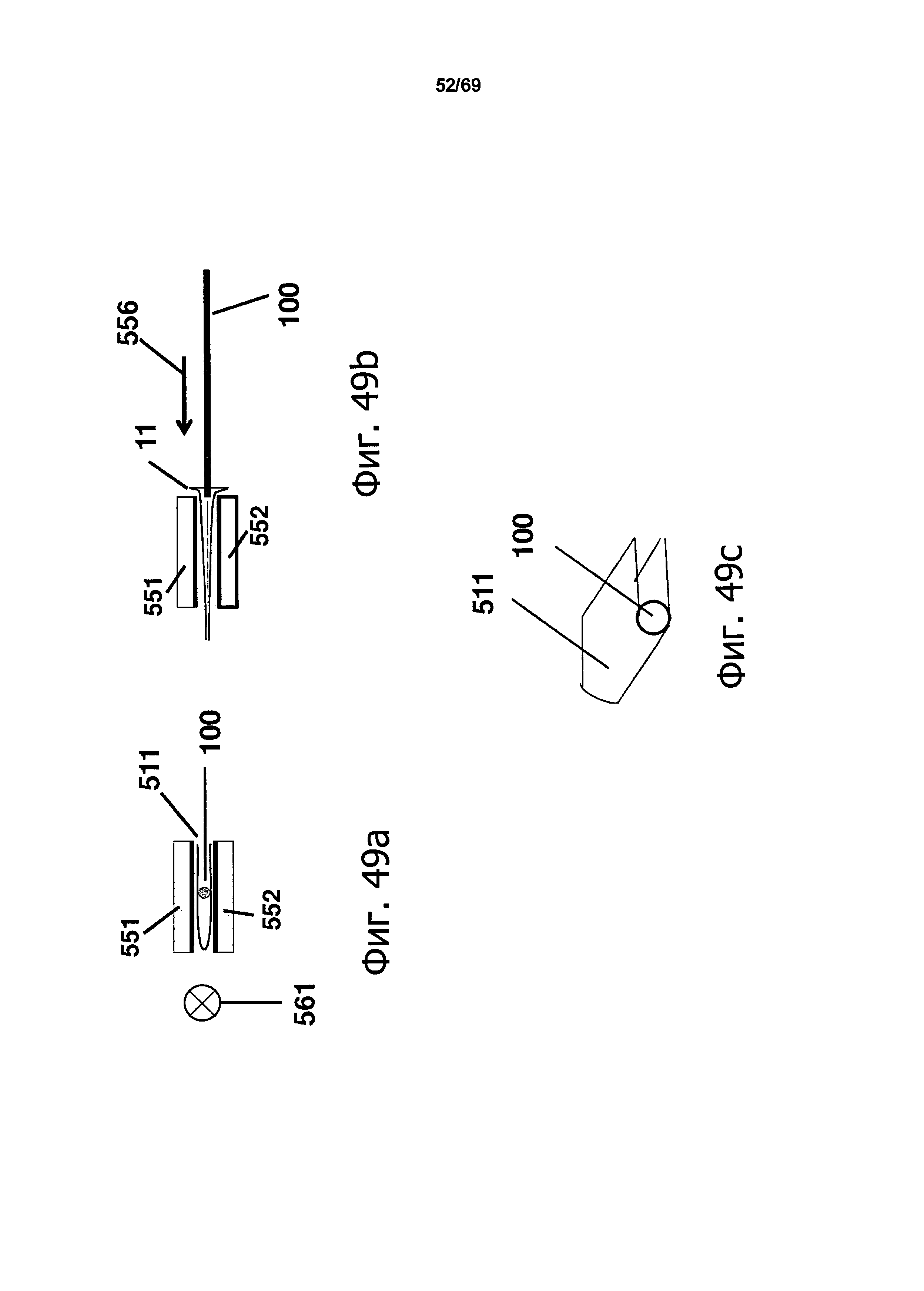
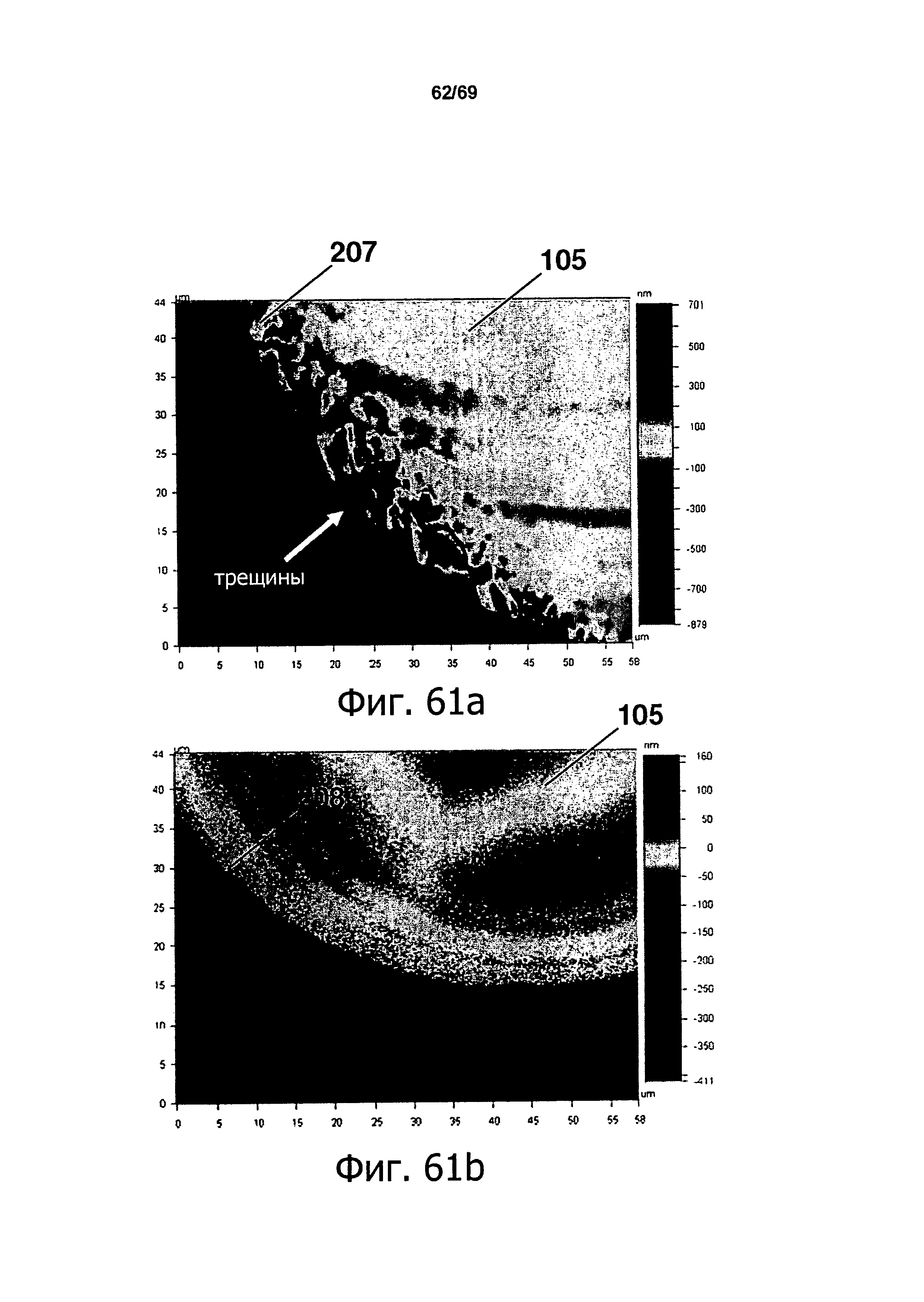
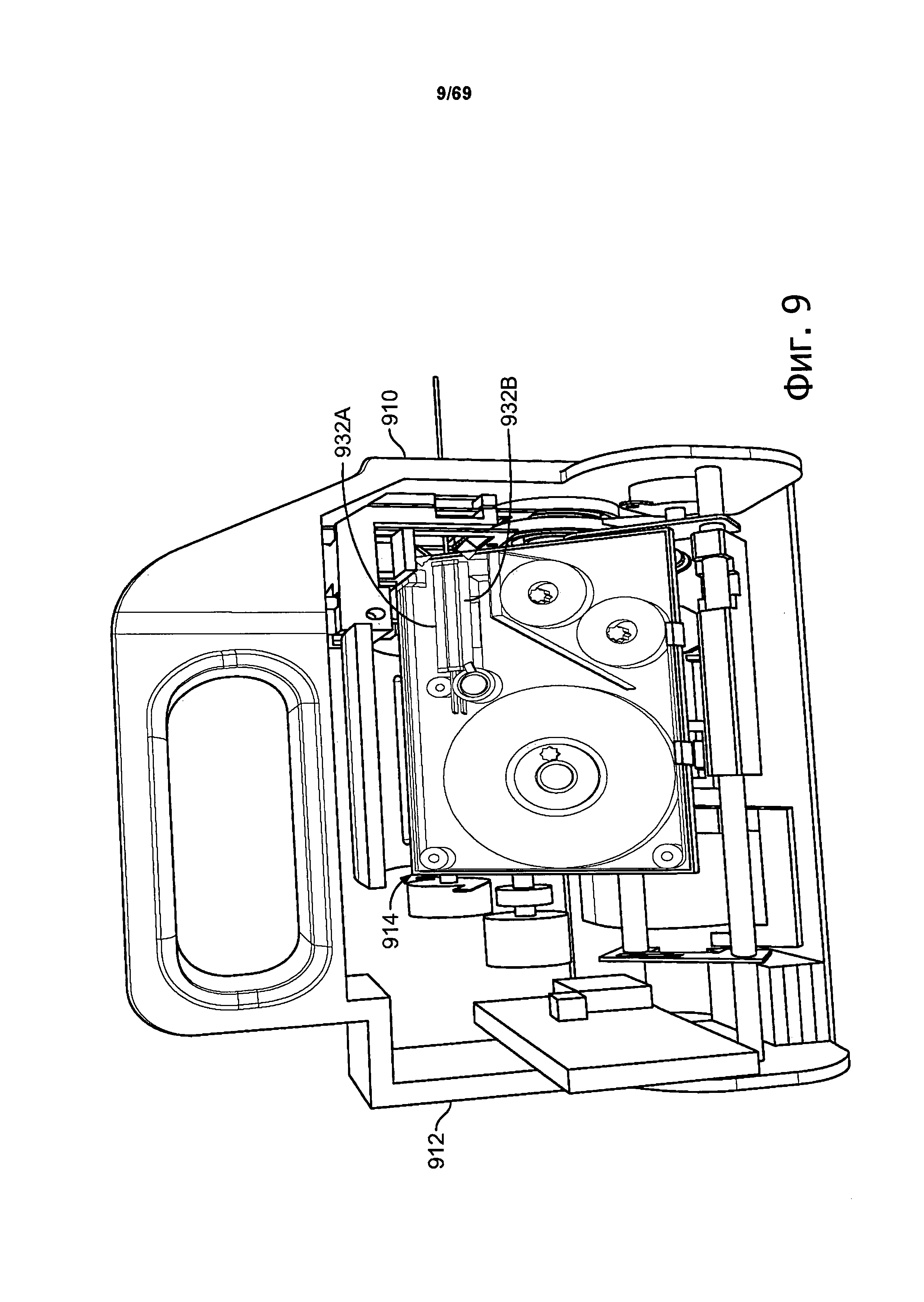
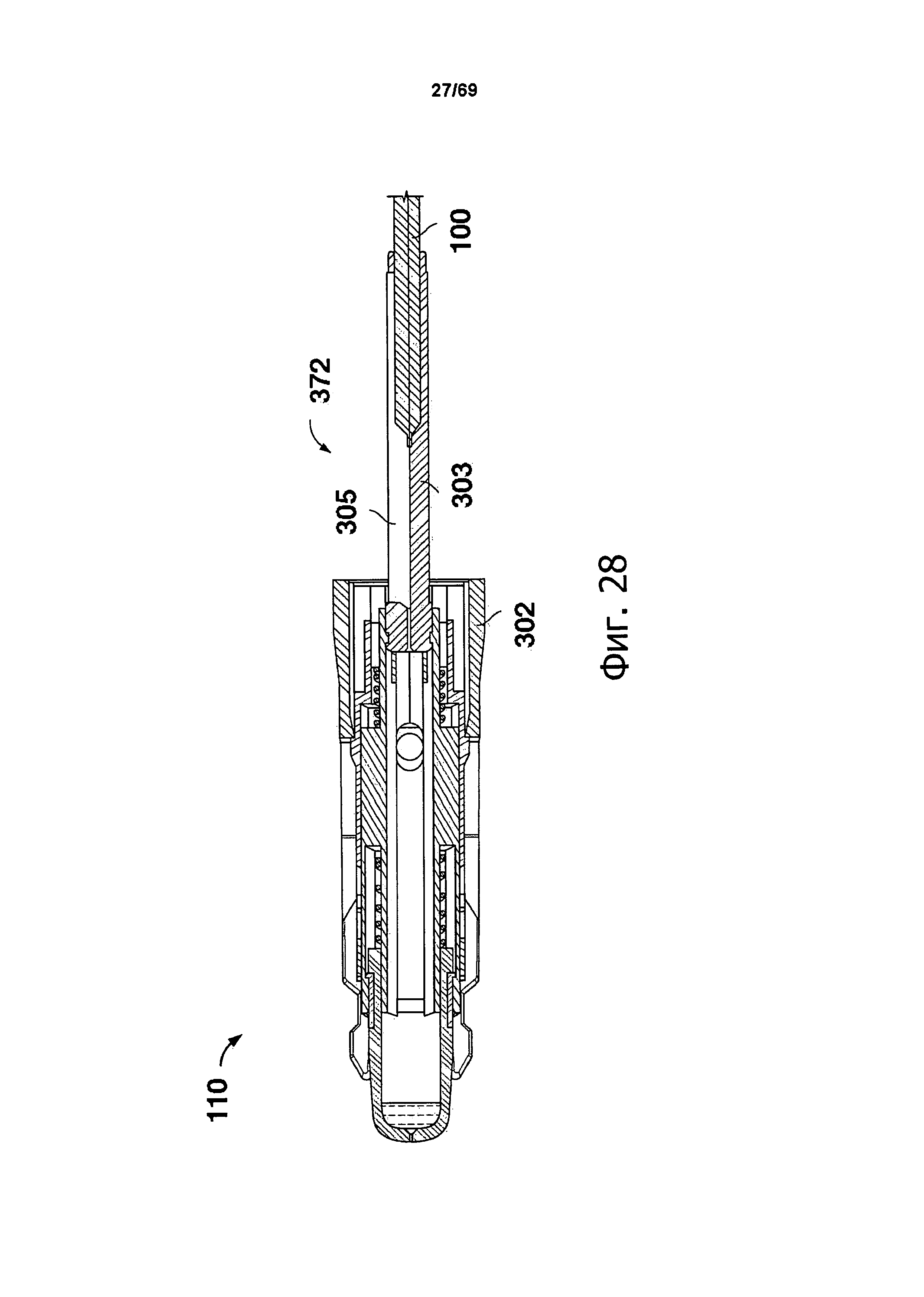
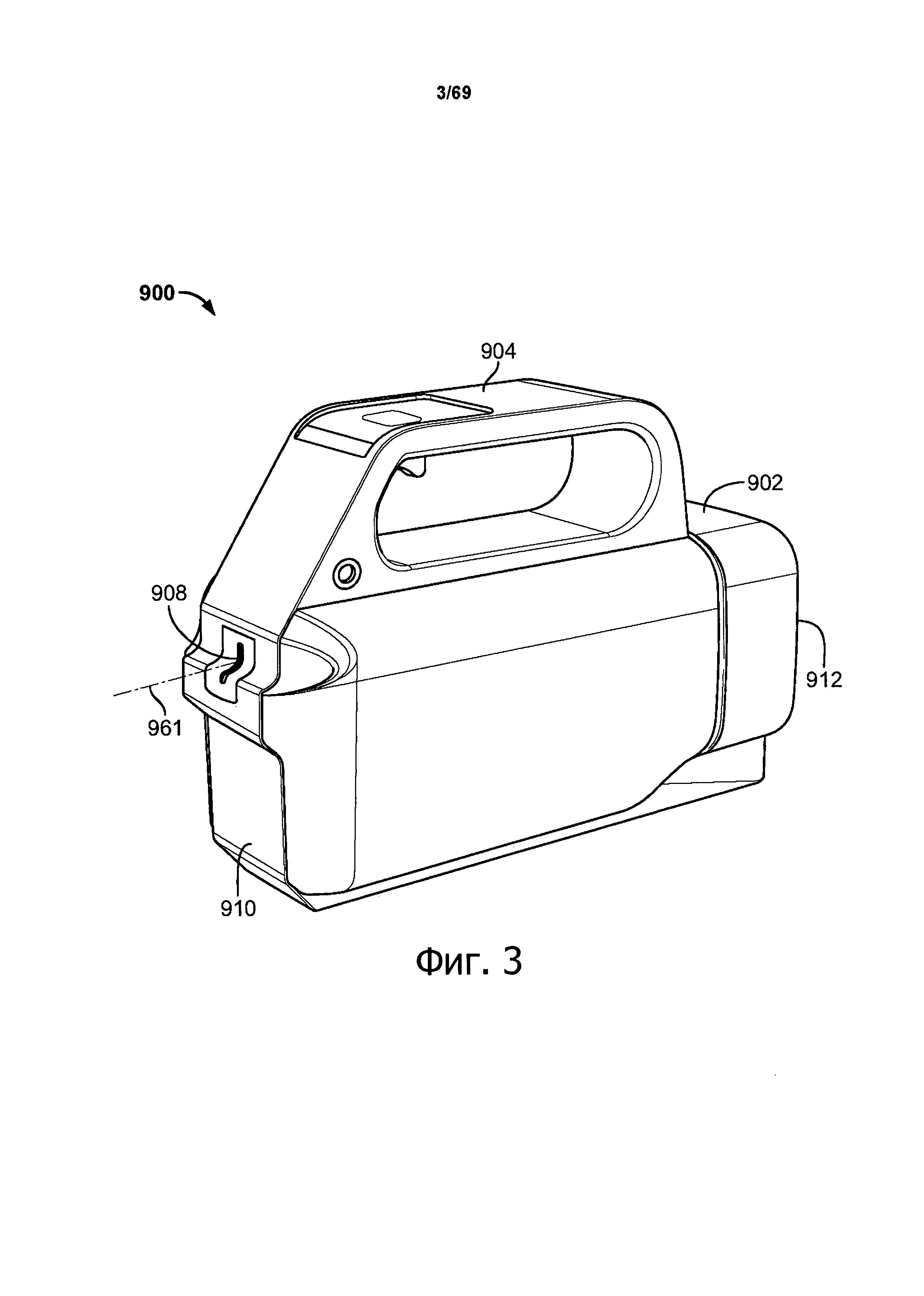
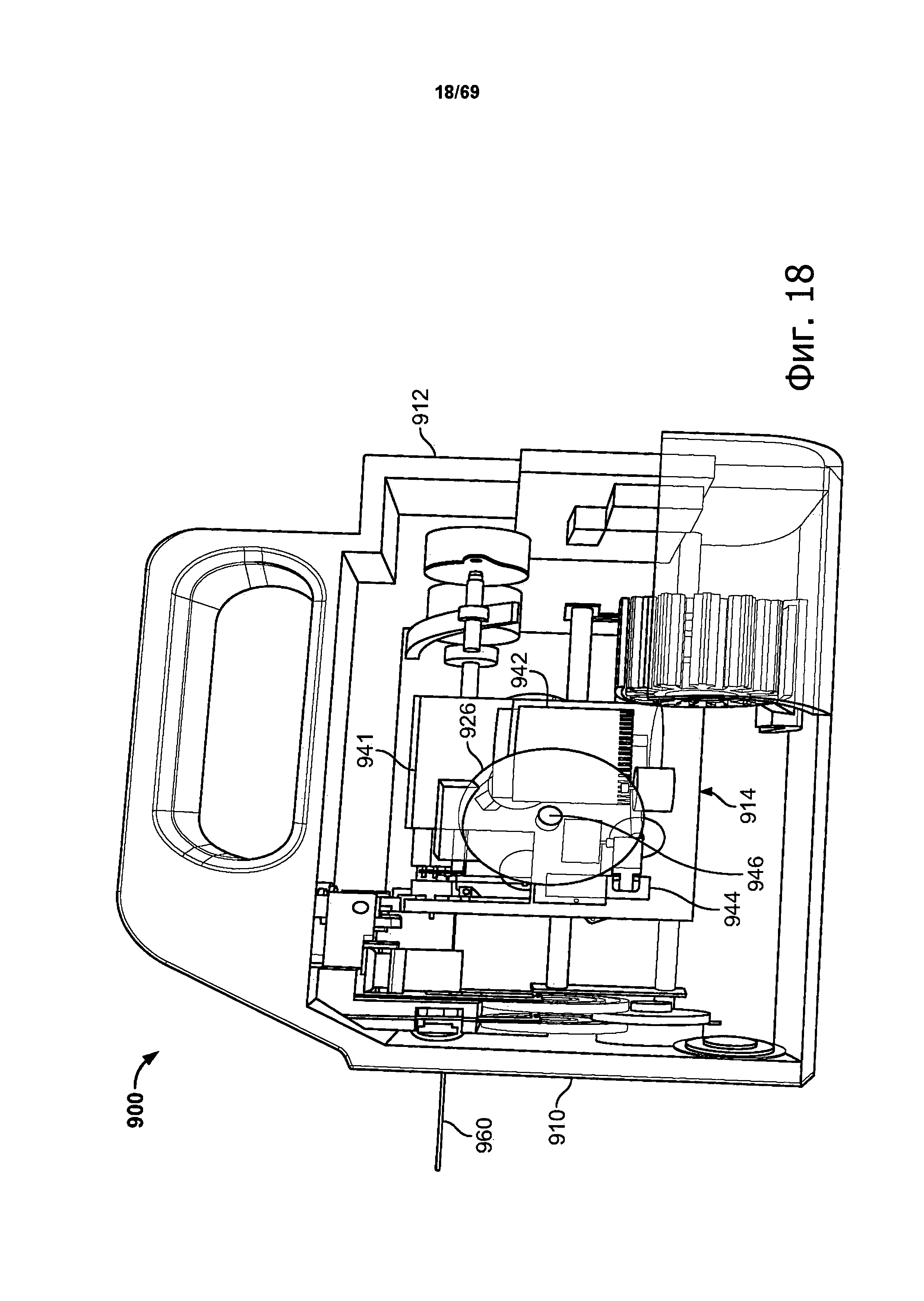
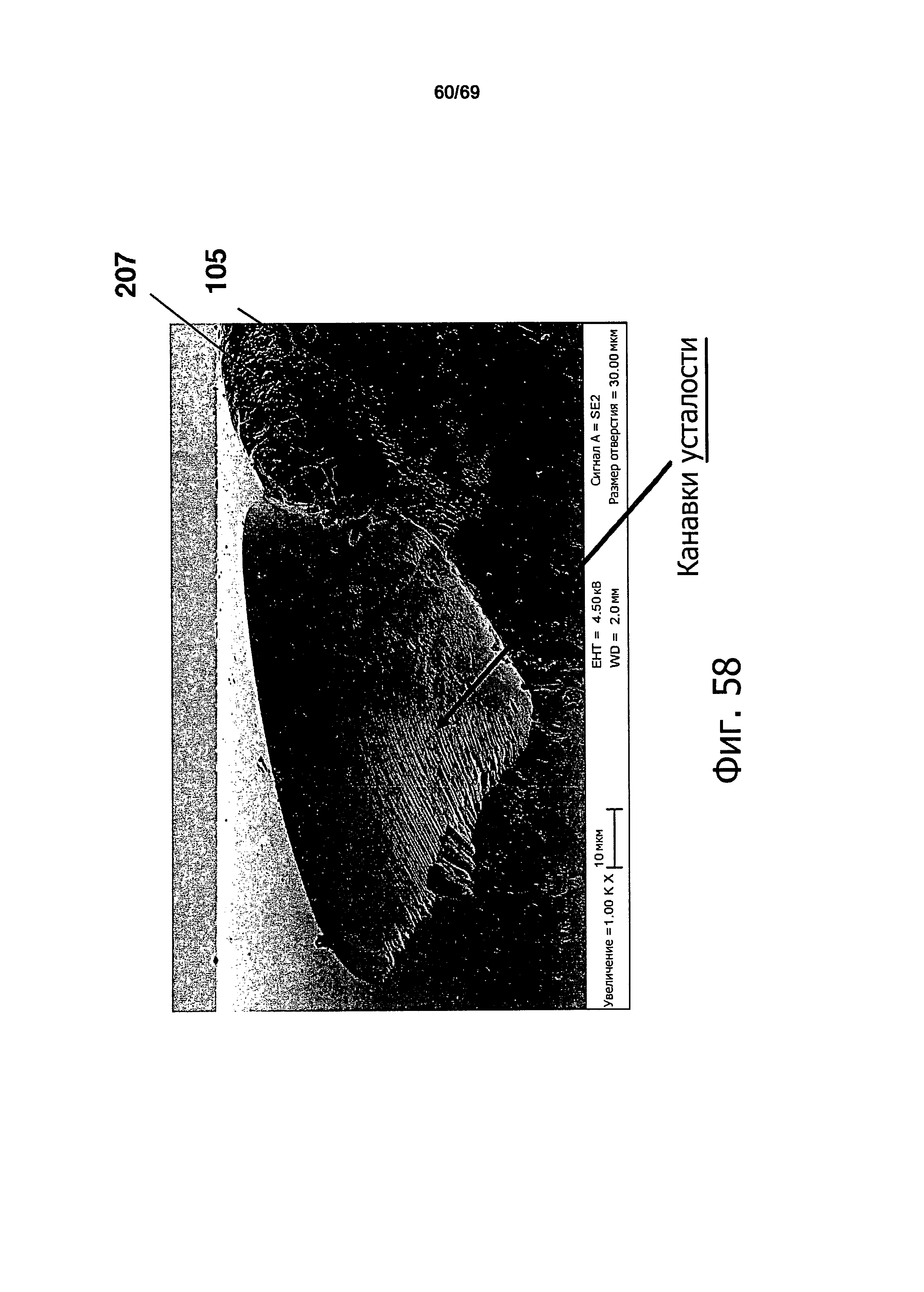
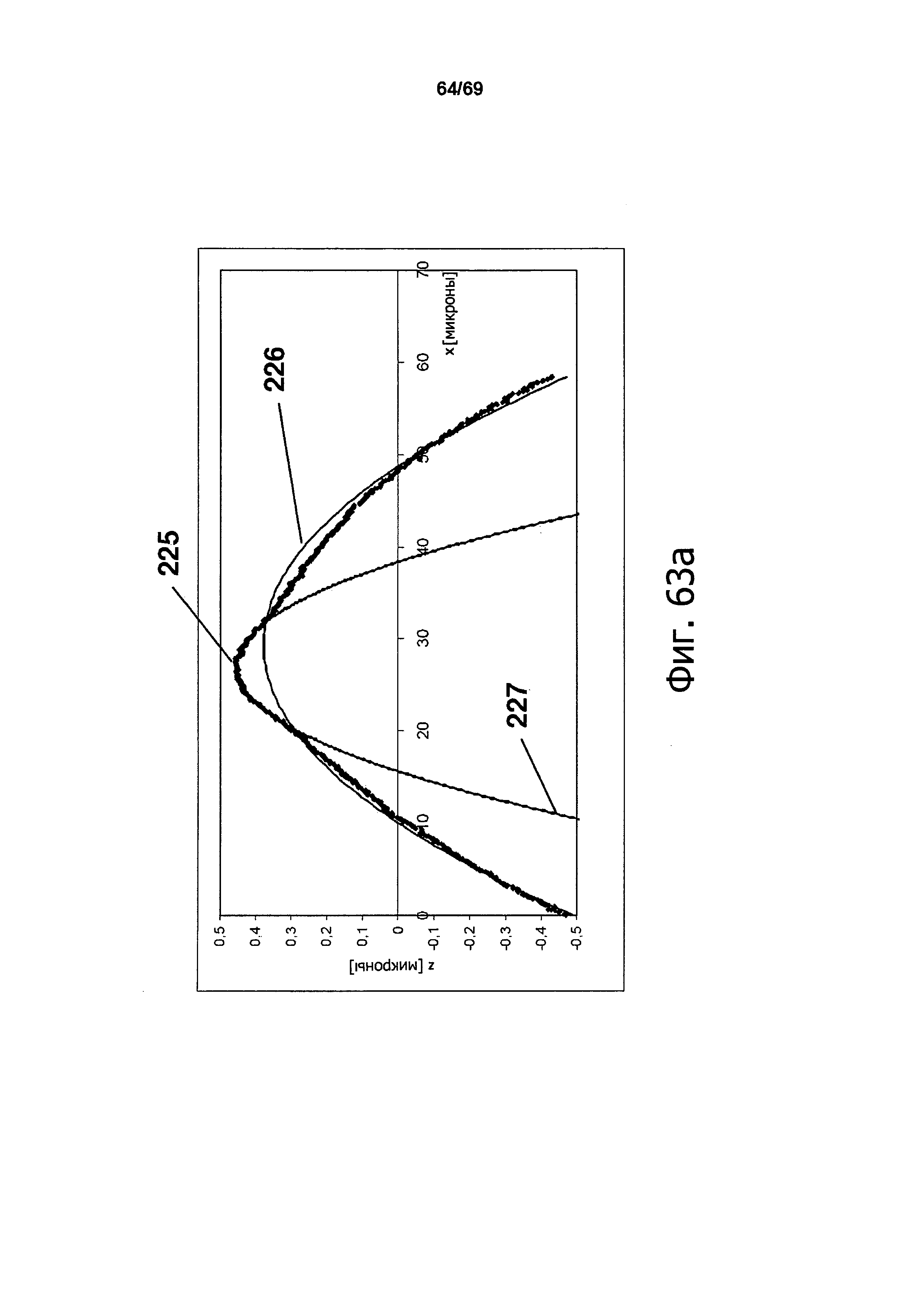
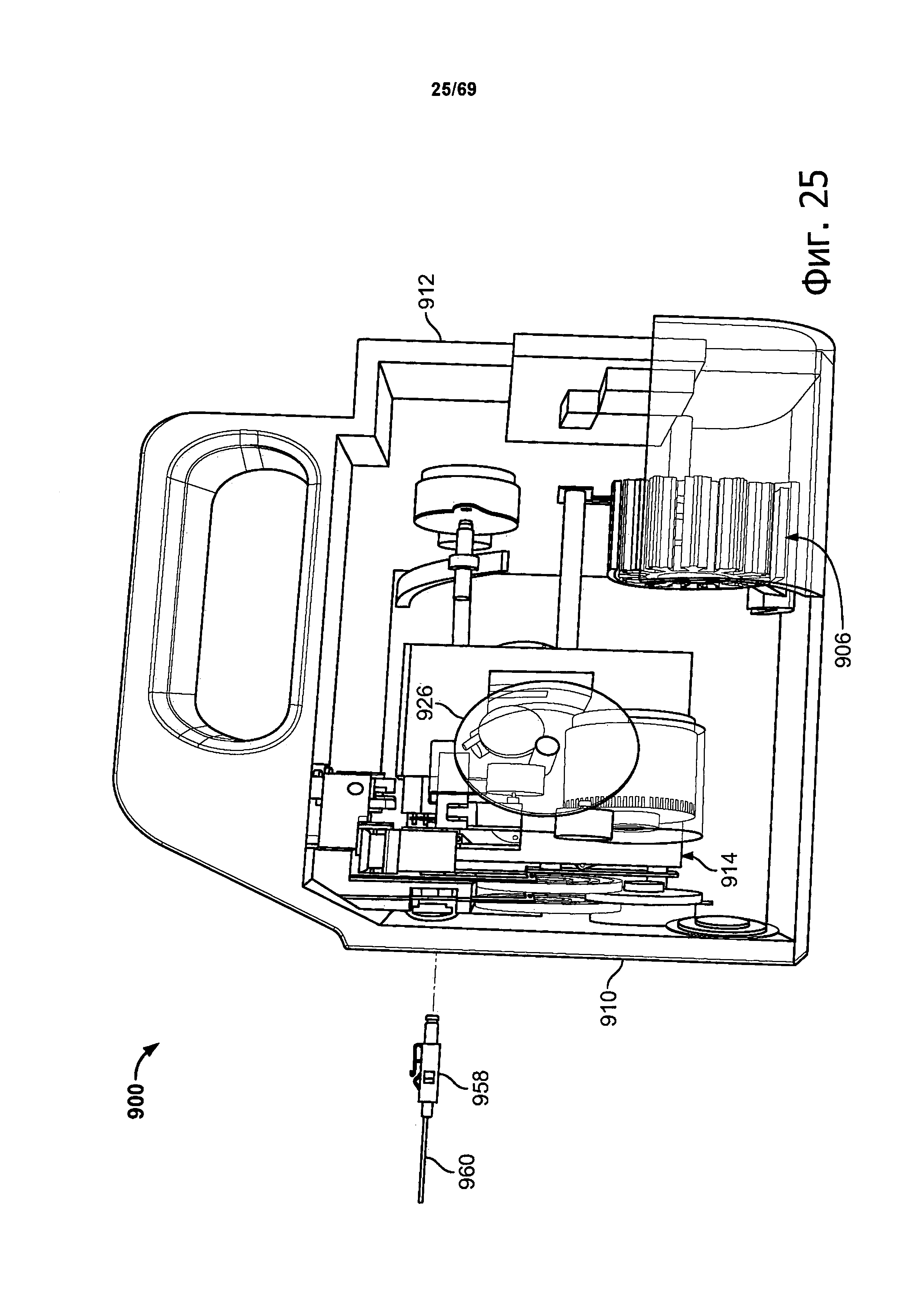
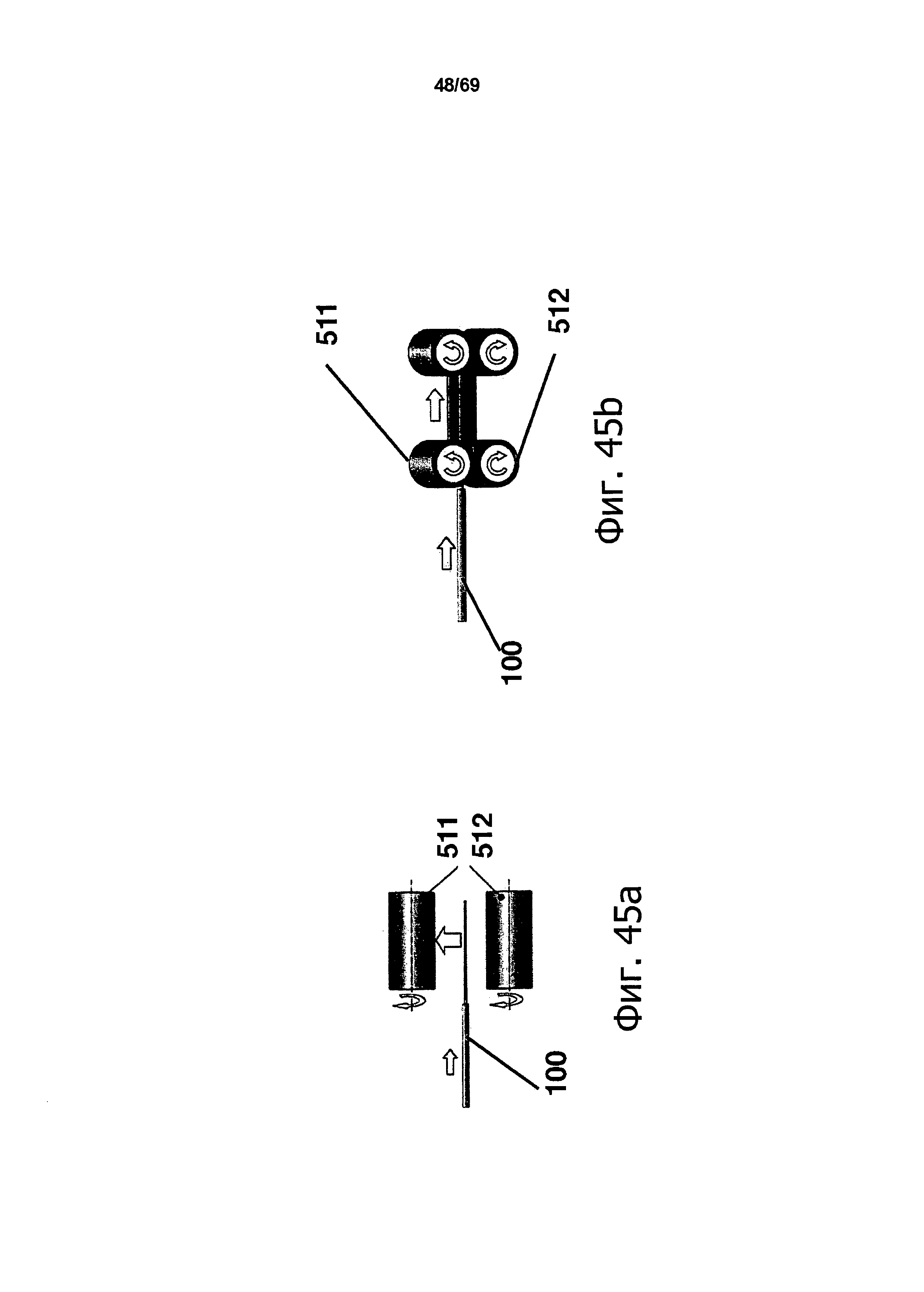
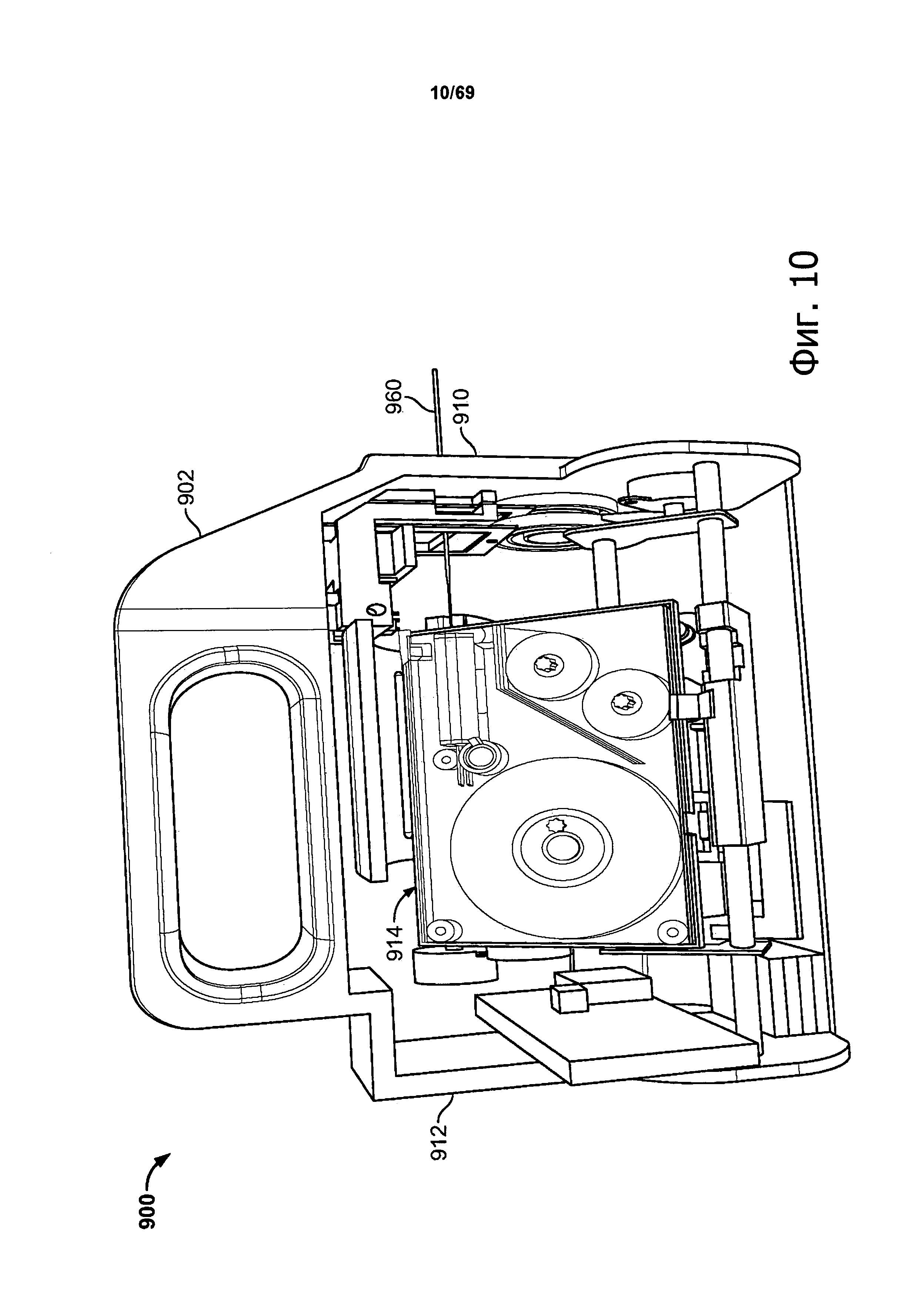
Устройство для раскалывания оптических волокон
Самосмазывающееся покрытие и способ производства самосмазывающегося покрытия
Фиксирующее приспособление с закрепляющим элементом и зажимным элементом для фиксации, по меньшей мере, одного кабеля
Устройства для кабельного зажима с разгрузкой натяжения кабеля и способов использования таковых
Кабельная вилка в сборе
Органайзер кабельного лотка и способ его использования
Телекоммуникационная коробка с блоком сплайс-пластин
Концевое устройство подвесного кабеля
Кассета сращивания оптических волокон
Кабельное концевое устройство в сборе и способ крепления оптоволоконного кабеля к разъему
Устройство для раскалывания оптических волокон
Самосмазывающееся покрытие и способ производства самосмазывающегося покрытия
Фиксирующее приспособление с закрепляющим элементом и зажимным элементом для фиксации, по меньшей мере, одного кабеля
Устройства для кабельного зажима с разгрузкой натяжения кабеля и способов использования таковых
Кабельная вилка в сборе
Органайзер кабельного лотка и способ его использования
Телекоммуникационная коробка с блоком сплайс-пластин
Концевое устройство подвесного кабеля
Кассета сращивания оптических волокон
Кабельное концевое устройство в сборе и способ крепления оптоволоконного кабеля к разъему

