Результат интеллектуальной деятельности: Способ повышения плотности сложнопрофильных изделий из интерметаллидных сплавов на основе никеля, полученных аддитивными технологиями
Вид РИД
Изобретение
Изобретение относится к области металлургии, а именно к способам обработки деталей из интерметаллидных сплавов на основе никеля, полученных аддитивными технологиями, и может использоваться для повышения плотности сложнопрофильных деталей газотурбинных двигателей (ГТД), применяемых в ракетной и авиационной промышленности.
Известен способ обработки деталей из монокристаллических жаропрочных никелевых сплавов, включающий предварительный отжиг в интервале температур от неравновесного солидуса до температуры, на 5-20°C превышающей температуру полного растворения упрочняющей γ'-фазы, горячее изостатическое прессование (ГИП) отливок при давлении инертного газа и термическую обработку, включающую гомогенизирующий отжиг, состоящий из ступенчатых нагревов с изотермическими выдержками, последующие закалку и старение, при этом по крайней мере одну ступень гомогенизирующего отжига совмещают с горячим изостатическим прессованием (RU 2353701 С1, 27.04.2009).
Известен способ обработки литых деталей из жаропрочных никелевых сплавов, включающий ГИП и термическую обработку. ГИП осуществляют по двухступенчатому режиму: на первой ступени проводят нагрев детали от комнатной температуры до 1000-1100°C и выдержку при этой температуре и давлении аргона 130-150 МПа в течение 0,5-1,5 ч, на второй ступени проводят дальнейший нагрев детали до температуры нагрева сплава под закалку и увеличение давления аргона до 150-170 МПа и выдержку в течение 1,5-2 ч с последующим охлаждением в газостате (RU 2309191 С1, 27.10.2007).
Недостатком описанных способов является большая продолжительность технологического процесса, требующего значительных энергозатрат. Кроме того, ГИП не обеспечивает снижения микропористости и соответственно повышения предела выносливости деталей.
Известен способ газостатической обработки металлических, керамических и пластмассовых изделий, полученных аддитивными технологиями, включающий проведение процесса горячего изостатического прессования и последующую термообработку (CN 105562694 А, 11.05.2016).
При изготовлении или ремонте деталей из сплава на основе интерметаллида никеля Ni3Al методом послойного лазерного синтеза, в частности лазерной газопорошковой наплавкой, в материале за счет сверхбыстрой кристаллизации образуется система трещин, имеющая выход на поверхность детали. В связи с этим последующая газостатическая обработка не обеспечивает повышение плотности изделий и приводит только к окислению границ трещин.
Наиболее близким аналогом является способ обработки деталей из интерметаллидных сплавов на основе никеля, включающий проведение ГИП в две стадии и последующее охлаждение, при этом на первой ступени осуществляют нагрев до температуры Тпл - (80-100)°C и выдержку в течение 2,5-3,5 ч при давлении 170-185 МПа, на второй ступени - нагрев до температуры Тпл - (20-40)°C и выдержку в течение 0,5-1,5 ч при давлении 180-195 МПа, а последующее охлаждение проводят до температуры Тпл - (510-540)°C со скоростью 8-10°C/мин, где Тпл - температура плавления сплава (RU 2451767 С2, 27.05.2012).
Общий недостаток всех известных способов обработки деталей из интерметаллидных сплавов на основе никеля заключается в том, что с их помощью невозможно залечить трещины, сообщающиеся с поверхностью детали, изготовленной или отремонтированной методом лазерной газопорошковой наплавки.
Технической задачей предложенного изобретения является разработка способа повышения плотности сложнопрофильных изделий из интерметаллидных сплавов на основе никеля, полученных аддитивными технологиями.
Техническим результатом предложенного изобретения является обеспечение залечивания трещин, сообщающихся с поверхностью деталей, полученных аддитивными технологиями, снижение количества и размера пор.
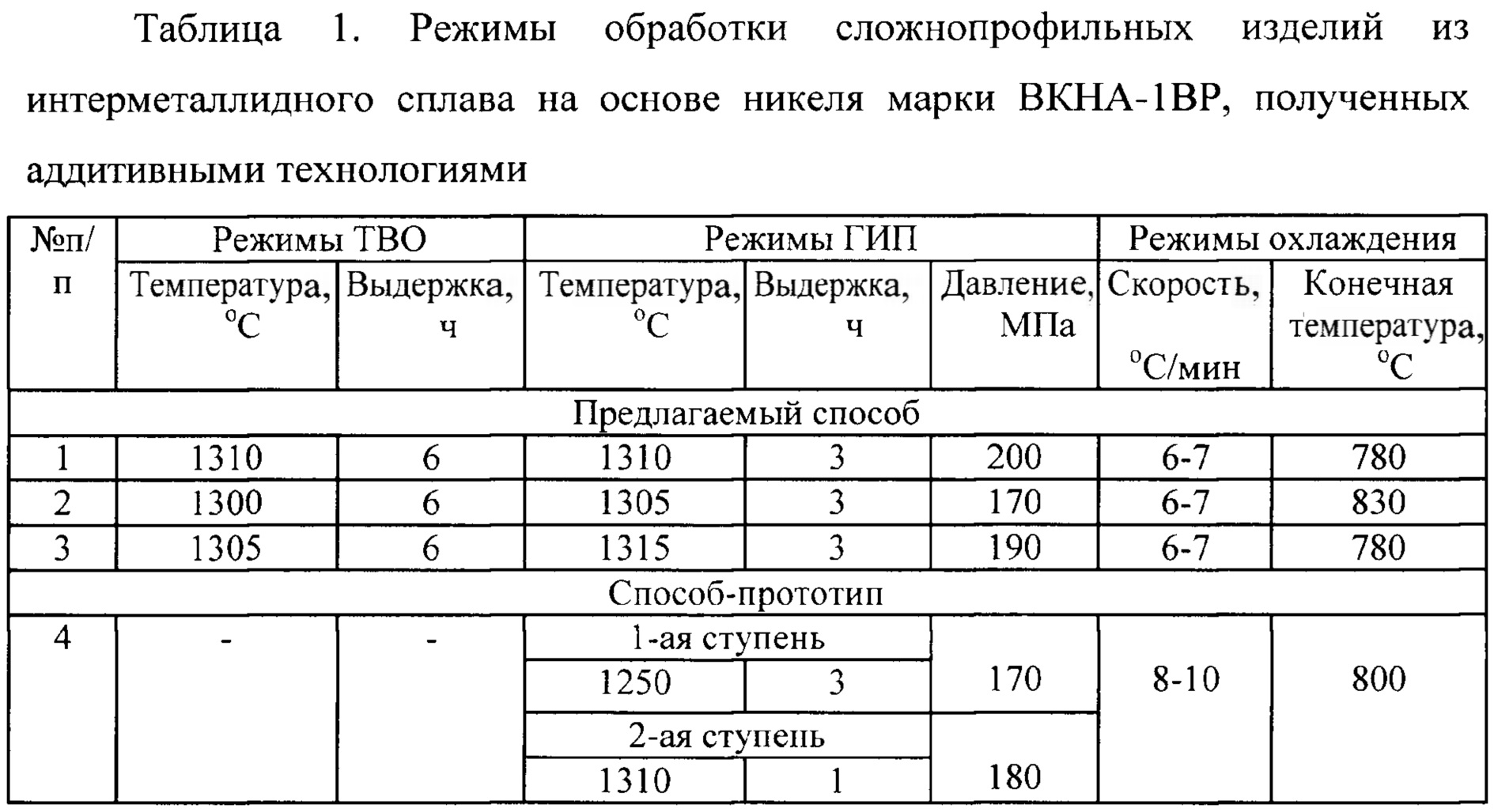
Для достижения технического результата предложен способ обработки изделия из интерметаллидного сплава на основе никеля, полученного селективным лазерным сплавлением, включающий горячее изостатическое прессование и последующее охлаждение, при этом перед проведением горячего изостатического прессования изделие подвергают термовакуумной обработке при температуре на 20-30°С ниже температуры плавления сплава изделия в течение не менее 6 часов, горячее изостатическое прессование проводят при температуре на 15-25°С ниже температуры плавления сплава изделия в течение не менее 3-х часов при давлении 170-200 МПа, а последующее охлаждение проводят до температуры на 500-550°С ниже температуры плавления сплава изделия со скоростью не более 8°С/мин.
Установлено, что при выбранном режиме ТВО происходит локальное заполнение объема трещин частицами γ'-фазы, что обеспечивает формирование замкнутых, отделенных от поверхности несплошностей. Дальнейшее проведение ГИП интерметаллидного сплава на основе никеля обеспечивает снижение объемной доли несплошностей в изделиях из интерметаллидных сплавов на основе никеля, например, лопатках и деталях ГТД, отремонтированных или полученных с использованием аддитивных технологий, не менее чем в 6 раз, а максимального размера (протяженности) несплошностей - более чем в 5 раз по сравнению с исходным состоянием. Также обеспечивается формирование микроструктуры, состоящей из частиц первичной (размером 2-5 мкм) и вторичной (размером 0,2-0,7 мкм) γ'-фаз, равномерно расположенных в γ-твердом растворе, что позволяет достичь более высоких показателей плотности.
Примеры осуществления.
При помощи аддитивных технологий были изготовлены сложнопрофильные изделия из интерметаллидного сплава на основе никеля марки ВКНА-1 ВР. Исходные прутковые (шихтовые) заготовки сплавов изготавливали в вакуумной индукционной плавильной установке ВИАМ-2002, распыление порошка проводили в установке HERMIGA10/100VI, далее детали изготавливали методом селективного лазерного сплавления в установке EOS М290.
Интерметаллидный сплав марки ВКНА-1 ВР имеет температуру плавления 1330°C.
Полученные аддитивными технологиями сложнопрофильные изделия без предварительной термической обработки подвергали термовакуумной обработке при глубине вакуума не ниже 5×10-3 мм рт.ст. Далее проводили горячее изостатическое прессование в газостате «Квинтус-16» и последующее охлаждение до температуры на 500-550°C ниже температуры плавления сплава. После достижения заданной температуры охлаждение происходило за счет естественного остывания газа.
Сложнопрофильные изделия из интерметаллидного сплава на основе никеля марки ВКНА-1 ВР, полученные аддитивными технологиями, без предварительной термической обработки также подвергали обработке способом-прототипом. Для этого их подвергали горячему изостатическому прессованию в газостате «Квинтус-16» в две ступени с последующим охлаждением.
Режимы обработки сложнопрофильных изделий из интерметаллидного сплава на основе никеля марки ВКНА-1 ВР, полученных аддитивными технологиями, приведены в таблице 1.
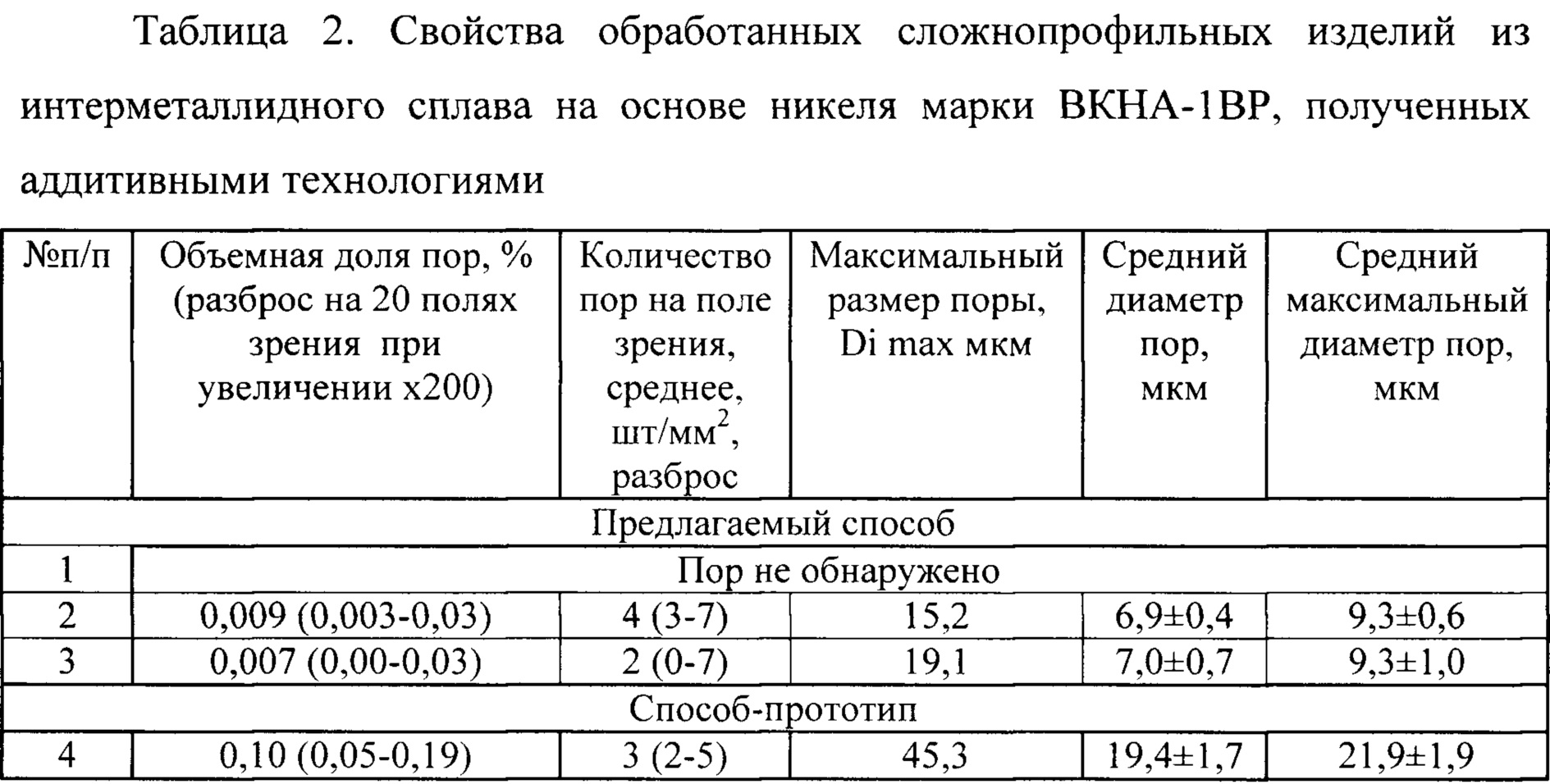
Для определения объемной доли пор, среднего и максимального размера пор, количества пор на поле зрения в изделиях из интерметаллидного сплава на основе никеля, полученных аддитивными технологиями, проводили количественный металлографический анализ на металлографическом микроскопе «Leica» DM IRM. Съемку изображений вели при помощи цифровой камеры VEC-335, подготовку изображений к количественному анализу и их математическую обработку выполняли при помощи компьютерной программы Image Expert Pro 3х.
Свойства обработанных изделий приведены в таблице 2.
Из таблицы 2 видно, что режимы предлагаемого способа обеспечивают снижение объемной доли несплошностей не менее чем в 10 раз, а максимального размера (протяженности) несплошностей - более чем в 2,5 раза по сравнению с исходным состоянием. Таким образом, предложенный способ обеспечивает залечивание трещин в сложнопрофильных изделиях из интерметаллидных сплавов на основе никеля, полученных аддитивными технологиями, в частности трещин, сообщающихся с поверхностью изделий.
Применение предлагаемого способа обработки позволит повысить эксплуатационные и ресурсные характеристики сложнопрофильных изделий из интерметаллидных сплавов на основе никеля, полученных аддитивными технологиями.
Связующее для получения антифрикционных изделий, препрег и изделие, выполненное из него
Установка для нанесения защитных покрытий
Сплав на основе титана и изделие, выполненное из него
Низковязкая силоксановая композиция
Сплав на основе титана и изделие, выполненное из него
Сплав на основе титана и изделие, выполненное из него
Присадочный материал на основе никеля
Радиопоглощающий материал
Полимерная теплоотражающая композиция для покрытия
Способ нанесения защитных покрытий и устройство для его осуществления
Теплостойкий плёночный клей
Способ получения высокочистого мелкодисперсного металлического композиционного порошка на основе алюминиевого сплава, армированного частицами карбида кремния
Сплав на основе кобальта
Способ производства деталей малоразмерного газотурбинного двигателя с тягой до 150 кгс методом селективного лазерного сплавления
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него
Жаропрочный литейный сплав на основе никеля и изделие, выполненное из него

