Результат интеллектуальной деятельности: ГОРЕЛКА ДЛЯ ЭЛЕКТРОСВАРКИ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ
Вид РИД
Изобретение
Техническое решение относится к сварочному производству и может быть использовано в судостроении, машиностроении, везде, где ведется MIG/MAG и TIG сварка.
Известна горелка для дуговой сварки в среде защитных газов (SU 1220912), содержащая трубку для подачи защитного газа, на которой закреплено концентричное сопло для подачи защитного газа.
Недостатками данной горелки являются: невозможность осуществления жестко ориентированного положения сопла горелки относительно свариваемых деталей и удерживание горелки на весу, что ведет к неровности свариваемого шва.
В качестве прототипа выбрана горелка по AC (RU 2038934), содержащая цилиндрическое керамическое сопло, токогазопроводящий шланг, на конце которого закреплен мундштук со сменным токопроводящим наконечником. На сопле установлена подвижная насадка.
К недостаткам прототипа относятся: невозможность осуществления жестко ориентированного положения сопла горелки по горизонтали и вертикали относительно свариваемых деталей и удерживание горелки на весу, что ведет к усталости руки сварщика, а это, в свою очередь, ведет к неровности свариваемого шва, т.е. к снижению качества шва.
Задачей технического решения является - создание горелки, у которой сопло самостоятельно удерживалось бы на свариваемых деталях, или плоскостях, специально подготовленных для этих целей (например на поверхности кондуктора), разгружая руку сварщика от усталости, обеспечивая при этом жестко ориентированное положение сопла горелки по горизонтали и вертикали, с возможностью поперечного колебания сопла и продвижение его (сопла) по линии сварки, обеспечивая при этом ровность сварного шва и этим улучшая качество сварного шва.
Поставленная задача решается благодаря тому, что горелка для электросварки в среде защитного газа, содержащая токогазопроводящий шланг, на конце которого закреплен мундштук со сменным токопроводящим наконечником, и сопло, на котором установлена подвижная насадка, предусмотрены следующие отличия - насадка снабженная опорным штифтом, а сама насадка выполнена в виде хомута с червяным винтом и выштампованной полупетлей, в которую введен опорный штифт и которая имеет глубину, равную диаметру опорного штифта, причем рабочий конец опорного штифта выполнен в виде конуса или клюшки, или шарика, а тыльный конец штифта отогнут на 90°, для предотвращения выпадения его из хомута. Настройку заданной высоты - расстояния от свариваемых деталей до обреза сопла производят в следующем порядке: расслабляют хомут червячным винтом и передвигают опорный штифт и хомут вдоль сопла; затем хомут затягивают червячным винтом. Поперечные колебания сопла относительно сварного шва совершают отклонением рукоятки горелки из стороны в сторону при упертом опорным штифтом в изделие - /свариваемые детали/ или в кондуктор, в результате чего сопло поворачивается относительно рабочего конца штифта, этим совершая поперечные колебания.
Техническое решение позволяет значительно разгрузить руку оператора, постоянно и не зависимо от сварочного процесса выдерживать расстояние от сварочного шва до наконечника горелки, обеспечивает неизменное направление движения наконечника горелки относительно свариваемого шва.
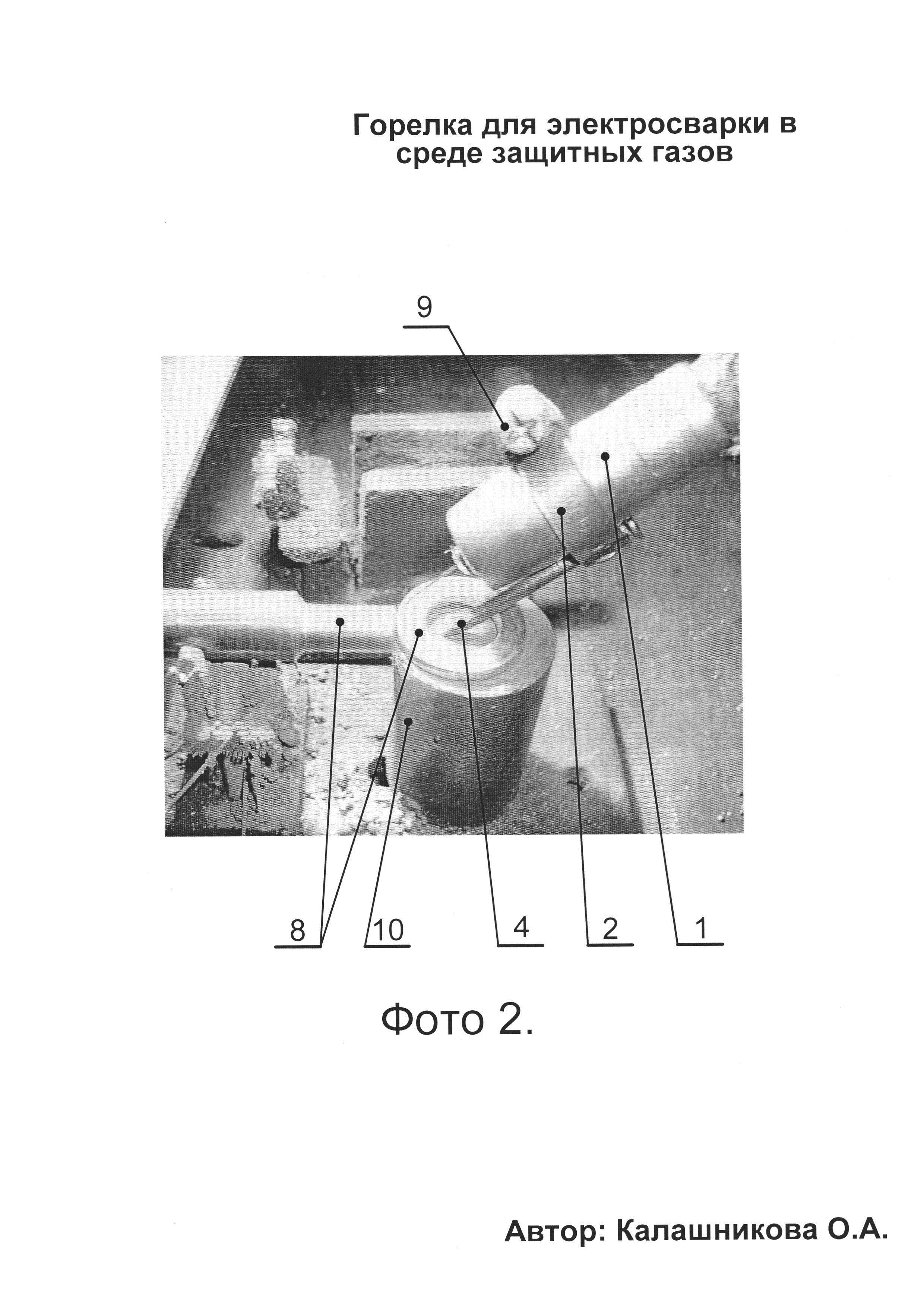
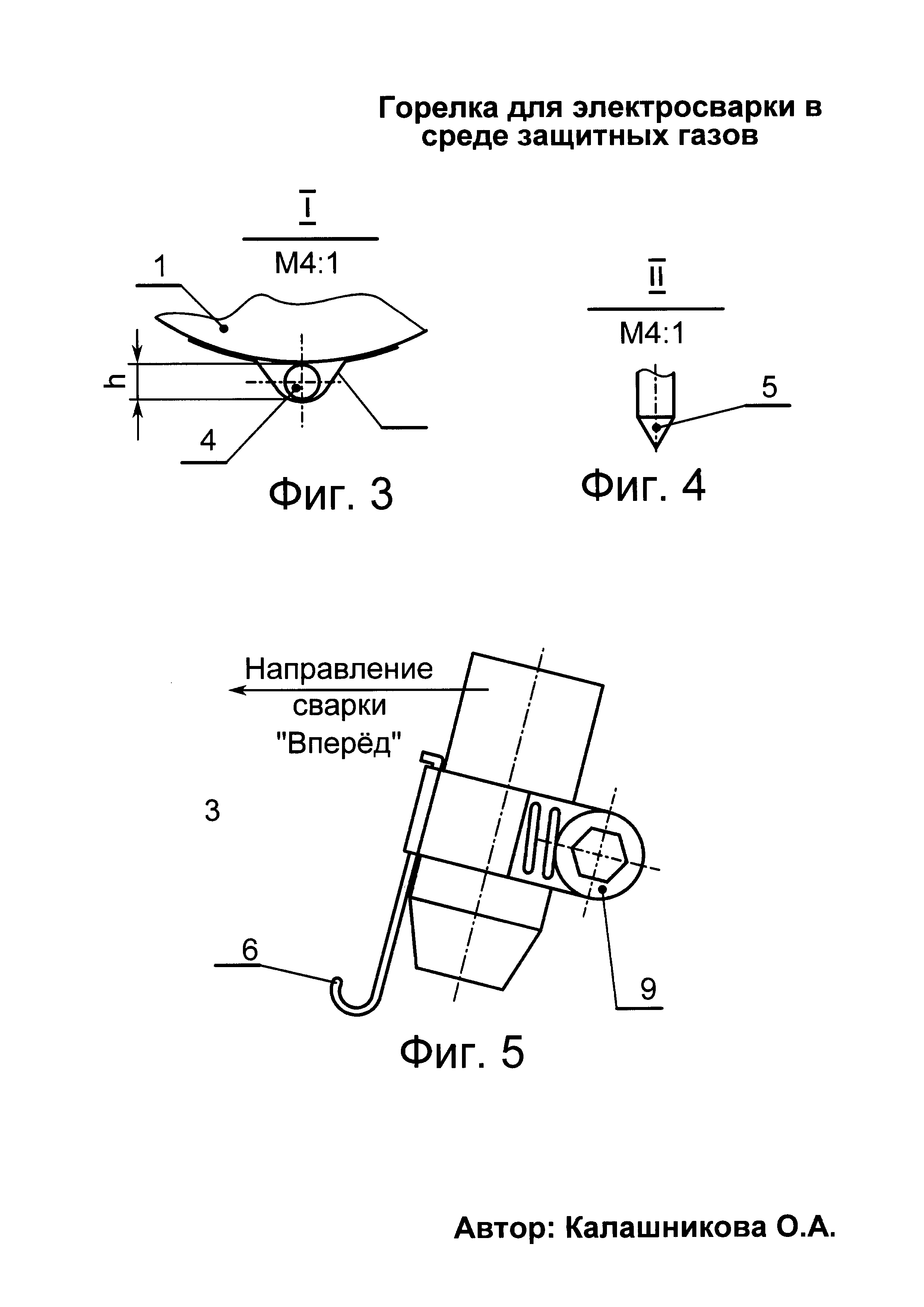
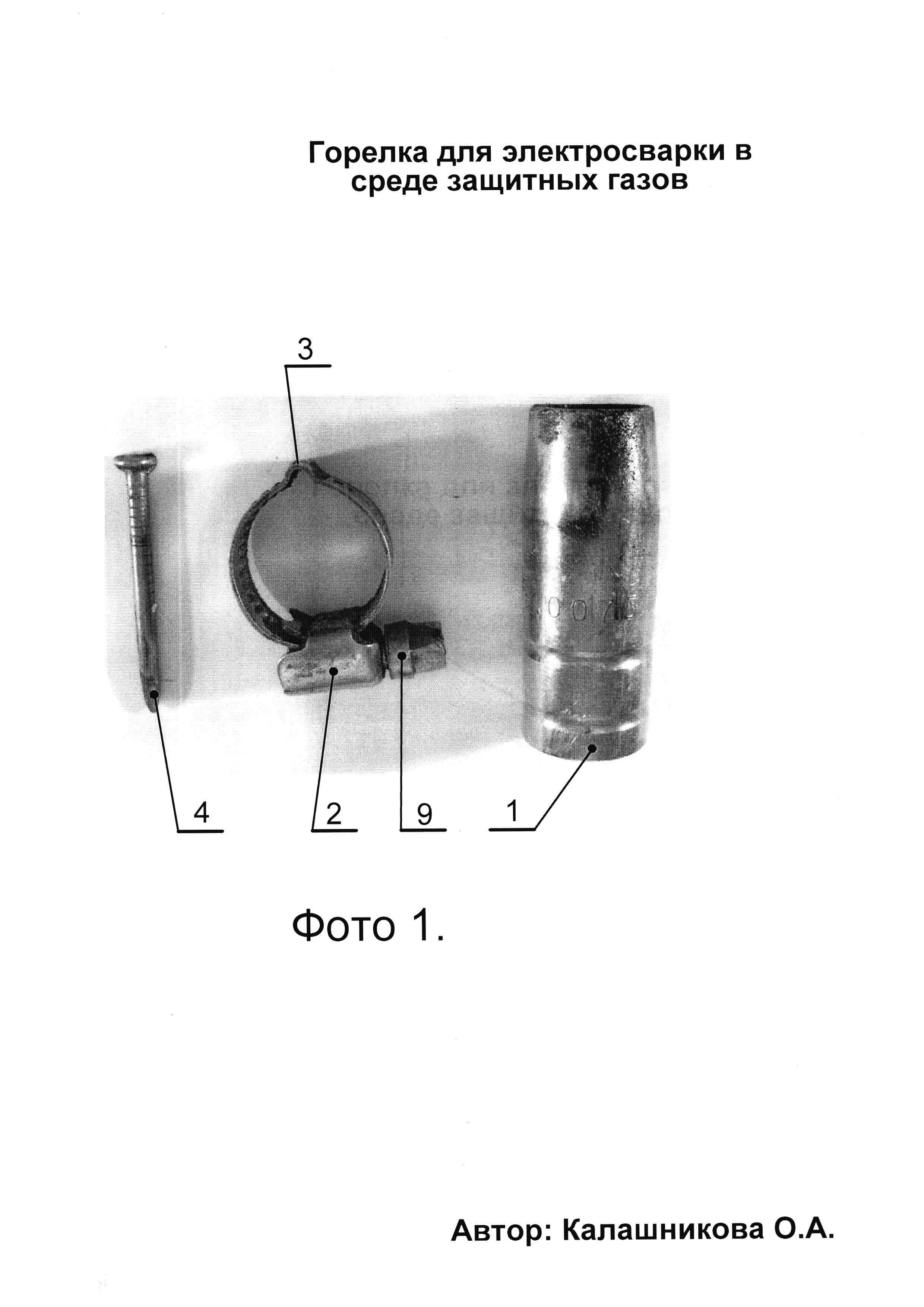
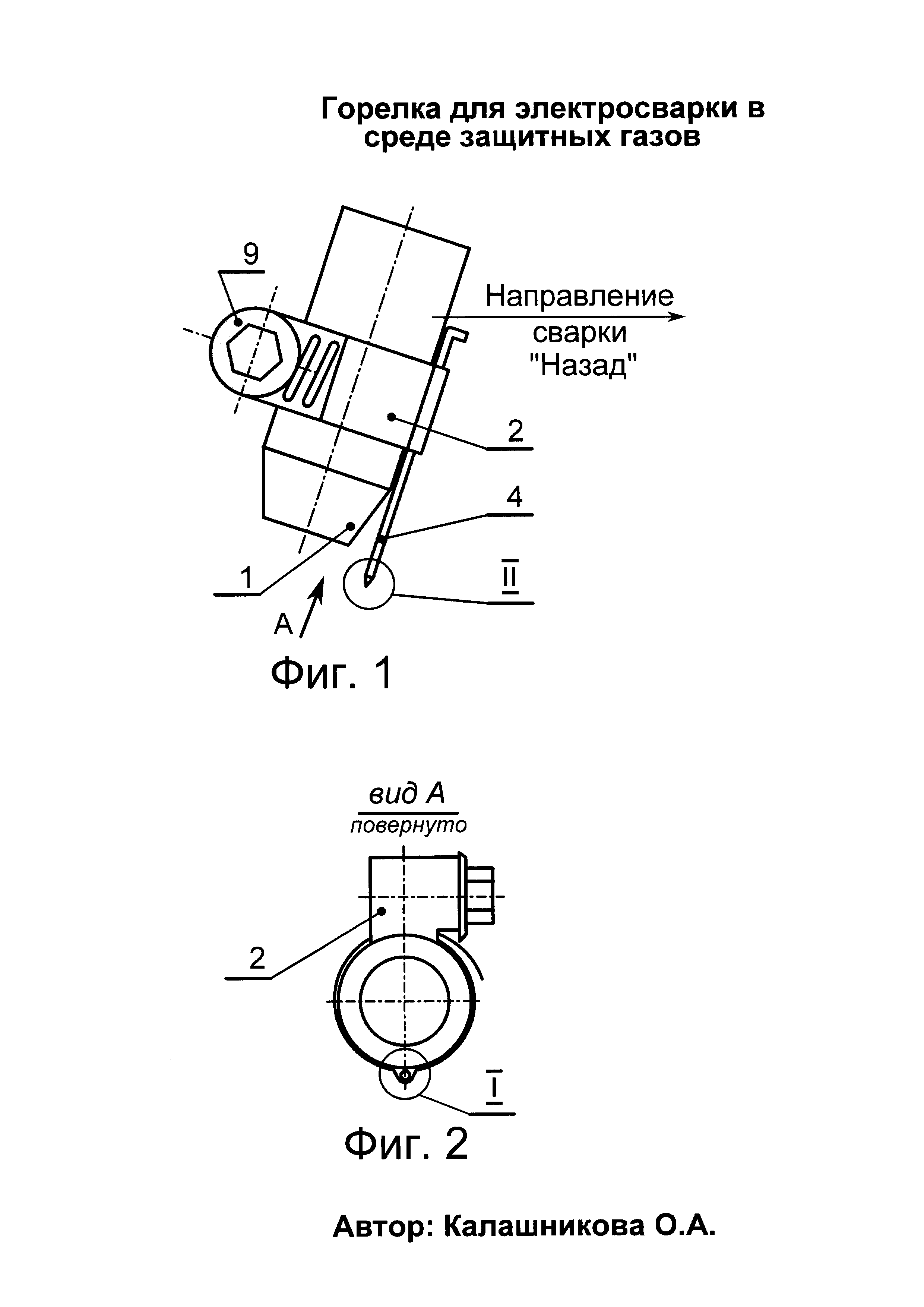
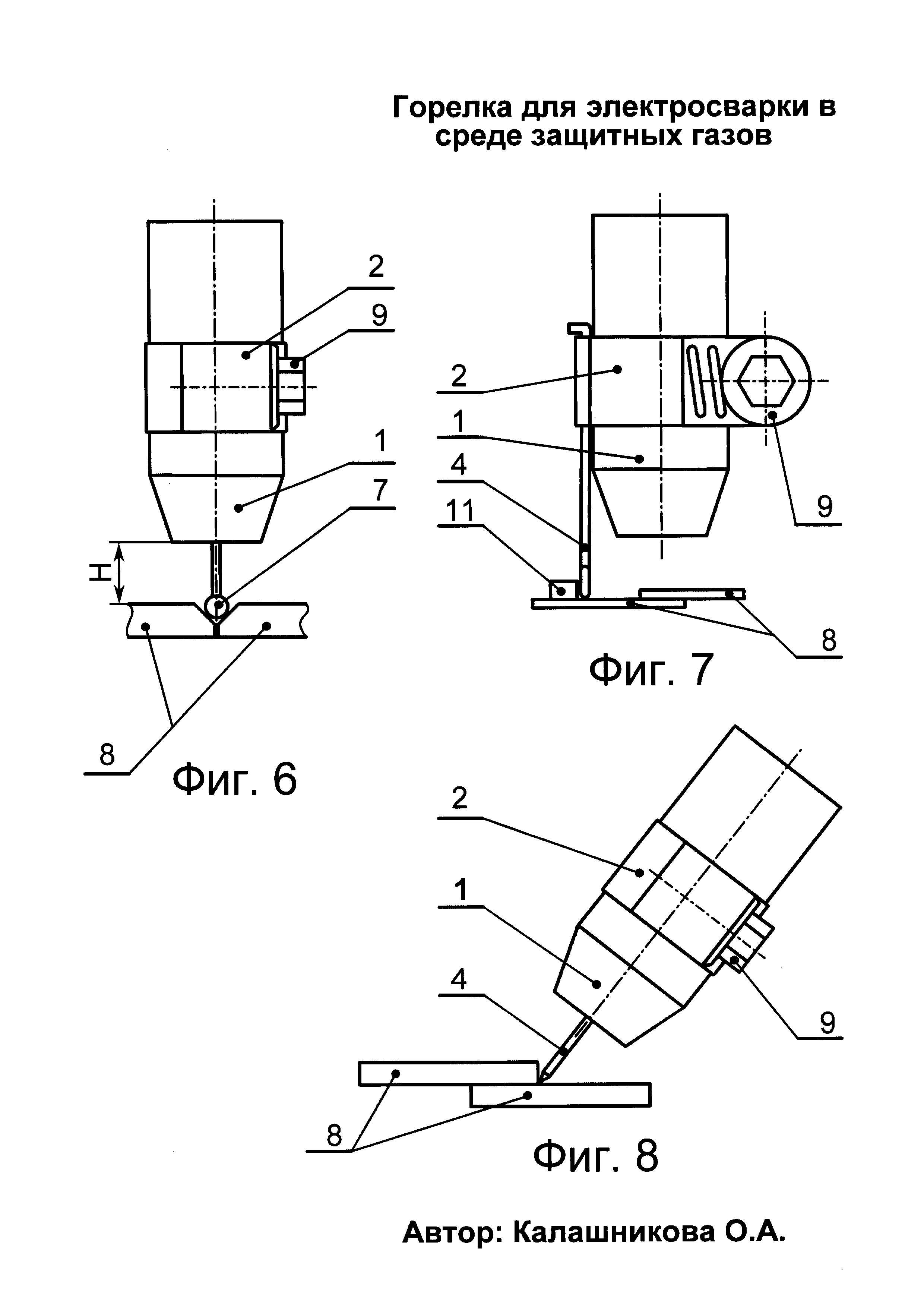
Техническая сущность предложенного технического решения поясняется чертежом, на котором (Фиг. 1) представлено сопло предлагаемой горелки для электросварки в среде защитного газа, на котором установлена подвижная насадка, состоящая из хомута и опорного штифта, на Фиг. 2 - вид по стрелке А на Фиг. 1, на Фиг. 3 - вынесенный элемент I в увеличенном масштабе на Фиг. 2, на Фиг. 4 - вынесенный элемент II в увеличенном масштабе на Фиг. 1, на Фиг. 5 - сопло с опорным штифтом в виде клюшки, на Фиг. 6 - прием работы горелки при движении ее (горелки) вдоль сварного шва по разделке свариваемых деталей с помощью шарика на рабочем конце штифта, Фиг. 7 - прием работы горелки при движении ее (горелки), с помощью клюшкообразного рабочего конца по направляющей линейке, для сварки заклепками, на Фиг. 8 - прием работы горелки при движении ее (горелки), вдоль сварного шва внахлест, опираясь коническим рабочим штифтом на торец свариваемой детали, на Фото 1, изображены сопло, хомут и опорный штифт в разобщенном виде, на Фото 2 - сопло, хомут, опорный штифт, свариваемые детали и кондуктор, в предстартовом положении для сварки.
Предложенная горелка для электросварки в среде защитных газов состоит из токопроводящего шланга, на конце которого закреплен мундштук со сменным токопроводящим наконечником и сопло, на котором установлена подвижная насадка. При этом для простоты понимания заявленного, токопроводящий шланг, мундштук со сменным токопроводящим наконечником на чертежах условно не показаны, а установленная на сопле 1 подвижная насадка выполнена из хомута 2 с червячным винтом (см. Фиг. 1), в котором выштампована полупетля 3 глубиной h, равной диаметру введенного опорного штифта 4 (см. Фиг. 2 и Фиг. 3). На Фото 1 сопло 1. Хомут 2 и опорный штифт 4 представлены в разобщенном виде. Рабочий конец опорного штифта 4 может выполняться в виде конуса 5 (Фиг. 4), или в виде клюшки 6 (Фиг. 5), или шарика 7 (Фиг. 6). Для предотвращения выпадения опорного штифта 4 из хомута 2 (во время настройки), тыльный конец опорного штифта 4 отогнут на 90°. Настройку заданной высоты Н / расстояние от свариваемых деталей 8 (Фиг. 6) до обреза сопла 1 производят в следующем порядке: расслабляют хомут 2 червячным винтом 9 и передвигают опорный штифт 4 и хомут 2 вдоль сопла; затем хомут 2 затягивают червячным винтом 9. Поперечные колебания сопла 1 относительно сварного шва совершают отклонением рукоятки горелки (на чертежах рукоятка условно не показана) из стороны в сторону при упертом опорным штифтом в изделие - /свариваемые детали 8/ или в кондуктор 10 (см. Фото 2), в результате чего сопло 1 поворачивается относительно рабочего конца штифта 4, этим совершая поперечные колебания. Сварку предлагаемой горелкой производят разными способами: на Фиг. 1 представлено положение горелки для сварки «Назад» - слева направо (для использования конического опорного штифта), на Фиг. 5 - направление сварки «Вперед» - справа налево (для использования клюшкообразного штифта), на Фиг. 6 - направление сварки любое и зависит от расположения опорного штифта с шариком относительно сопла; для сварки «Назад», штифт располагается справа (как на фиг. 1); для сварки «Вперед», штифт располагается слева (как на Фиг. 5), на Фиг. 7 - положение горелки для сварки заклепками, при этом клюшкообразный штифт 4 продвигается по известной направляющей линейке 11.
Полученный технический результат позволяет значительно разгрузить руку оператора, постоянно и не зависимо от сварочного процесса выдерживать расстояние от сварочного шва до наконечника горелки, обеспечивает неизменное направление движения наконечника горелки относительно свариваемого шва, этим улучшая условие труда и качество сварочного шва.
Горелка для электросварки в среде защитного газа, содержащая токогазопроводящий шланг, на конце которого закреплен мундштук со сменным токопроводящим наконечником, и сопло, на котором установлена подвижная насадка, отличающаяся тем, что она снабжена опорным штифтом, а насадка выполнена в виде хомута с червячным винтом и выштампованной полупетлей, в которую введен опорный штифт и которая имеет глубину, равную диаметру опорного штифта, причем рабочий конец опорного штифта выполнен в виде конуса или клюшки, или шарика, а его тыльный конец отогнут на 90° для предотвращения выпадения опорного штифта из хомута.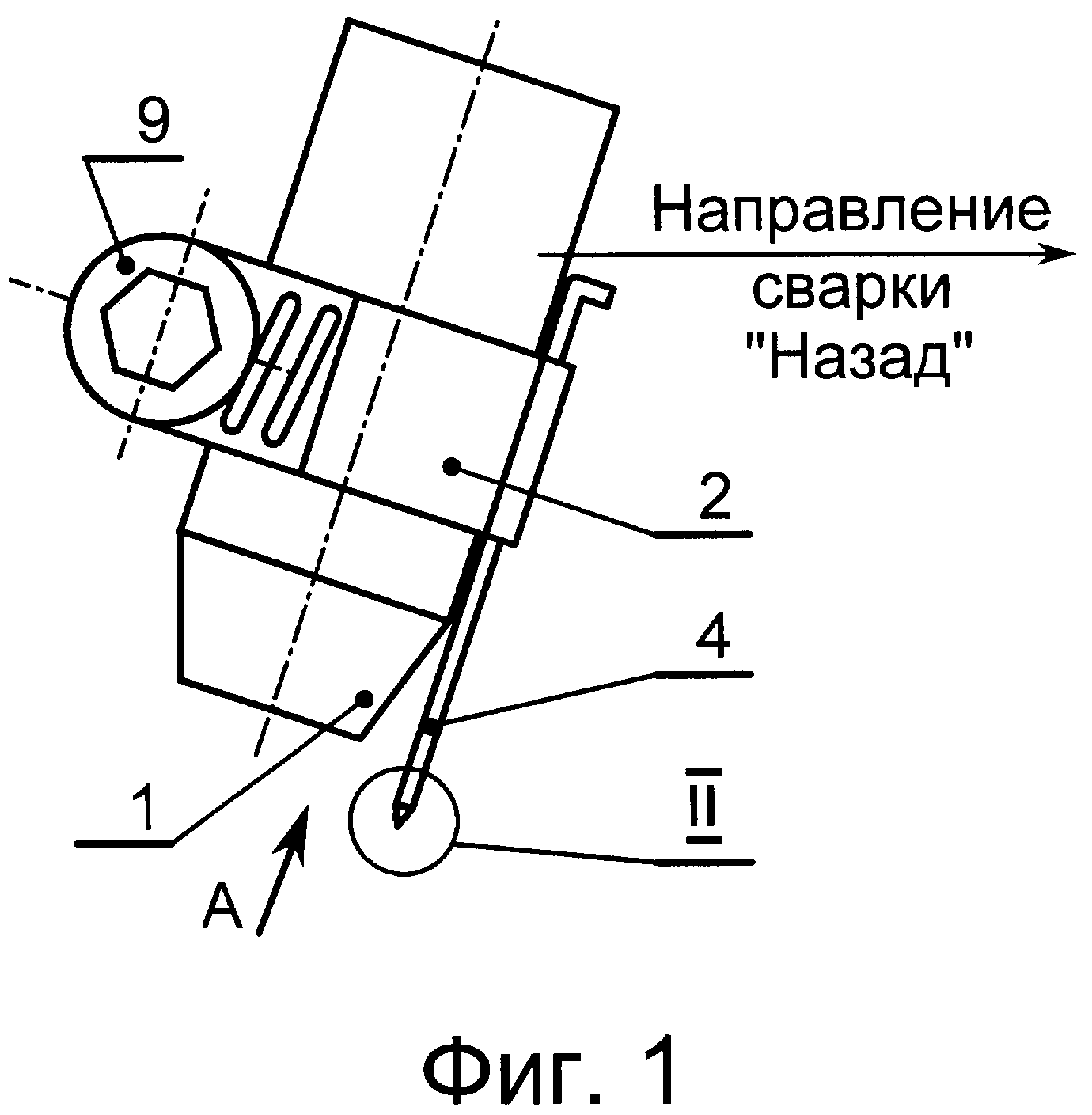
Способ получения бутадиеновых каучуков
Способ получения полиметаллических алкоголятов щелочных и щелочноземельных металлов
Способ получения бутадиеновых каучуков
Способ получения полиметаллических алкоголятов щелочных и щелочноземельных металлов
Способ получения полимеров бутадиена и сополимеров бутадиена со стиролом

