Результат интеллектуальной деятельности: Способ получения кварцевой керамики и изделий из нее
Вид РИД
Изобретение
Изобретение относится к технологии получения кварцевой керамики и изделий из нее с пониженной температурой спекания и может найти широкое применение для массового производства керамических изделий различного назначения.
В настоящее время для производства изделий из кварцевой керамики наиболее широкое распространение получила технология, включающая приготовление водного шликера кварцевого стекла, формование заготовок в гипсовых формах методом шликерного литья, сушку и обжиг изделий в электрических печах с воздушной атмосферой при температурах 1220-1270°С. С целью получения прочного материала и изделий температуру обжига увеличивают до tmax=1250°С и выше, при которой происходит более интенсивное спекание зерен кварцевого стекла (Ю.Е. Пивинский, Е.И. Суздальцев. Кварцевая керамика и огнеупоры, 2008, том 1: Теоретические основы и технологические процессы, с. 652-669, том 2: Материалы, их свойства и области применения, с. 438-456).
Недостатком технологии является кристаллизация кварцевого стекла в процессе спекания при температуре выше 1220°С даже с применением в качестве сырья прозрачного кварцевого стекла. Незначительное содержание кристобалита (0,5-1,5%) резко ухудшает основные физико-механические свойства материала.
Известны способы получения кварцевой керамики, задачей которых является снижение температуры спекания, получение при этом прочного материала и уменьшение кристобалитизации стекла при обжиге. Для снижения температуры обжига кварцевой керамики и изделий из нее предложено введение в шликер кварцевого стекла активаторов спекания в виде порошков нитрида бора BN 0,5-1,0 вес.% и оксида бора B2O3 1,2 вес.% по твердой фазе шликера (авторское свидетельство СССР №501052, кл. С04В 35/14, бюлл. №4, 1976 г. и патент США №2973278, кл. С03С 3/06, опубл. 28.02.1961 г). В процессе обжига в воздушной атмосфере происходит окисление борсодержащих добавок, например нитрида бора BN, с образованием оксида бора B2O3, который и снижает температуру спекания зерен кварцевого стекла.
Недостатком такого способа является внесение в материал вместе с порошком борсодержащей добавки и примесей щелочных окислов, которые увеличивают кристаллизацию кварцевого стекла, а также вызывают неоднородность материала в изделии в связи с неравномерностью распределения активатора спекания в материале изделия из-за разницы в кинетике гравитационного осаждения зерен кварцевого стекла и борсодержащей добавки.
Известна безобжиговая технология получения силикатных материалов, когда упрочнение материала достигается за счет массопереноса вещества в зоны контактов зерен шихты при автоклавной обработке керамических отливок, изделий.
В авторском свидетельстве СССР №771052, кл. С04В 15/06, бюлл. №38, 1980 г. предложен способ изготовления изделий из кварцевой керамики, включающий мокрое измельчение кварцевого стекла и получение водного шликера, литье керамических заготовок, выдержку керамических заготовок в щелочном растворе с рН=11,0-11,8 в течение 1-30 часов и автоклавирование при давлении 5-25 атм в паровом автоклаве в течение 2-20 часов.
В работе А.с. СССР №887538, кл. С04В 35/14, бюлл. №45, 1981 г. автоклавная обработка заготовок осуществляется при температурах 169-290°С в течение 1-10 ч.
Основным недостатком этих способов является значительное ухудшение термостойкости, диэлектрических характеристик в связи с присутствием в структуре материала гидросиликатов щелочных элементов. Снижаются также жаростойкость и прочностные характеристики при высоких температурах (выше 900°С).
В работе В.Ф. Соколова, Н.Ю. Комиссарова и др. Низкотемпературный обжиг кварцевой керамики // Стекло и керамика, 1981, №8, с. 18-19 предложен способ получения кварцевой керамики и изделий из нее, включающий пропитку сырца кварцевой керамики ацетоновым раствором метилфенилспиросилоксана МФСС-8 ТУ ОЯШ 504.016-76, последующую полимеризацию связующего при температурах 150, 200, 250, 300°С и выжигание органической составляющей при температурах 700-900°С. Пропитку и термообработку рекомендовано проводить 2-3 раза.
Недостатком способа является незавершенность процесса перевода кремнийорганического олигомера МФСС-8 в SiO2, наличие примеси в структуре полученного материала, о чем свидетельствует высокий коэффициент линейного термического расширения - до 12×10-7 1/град.
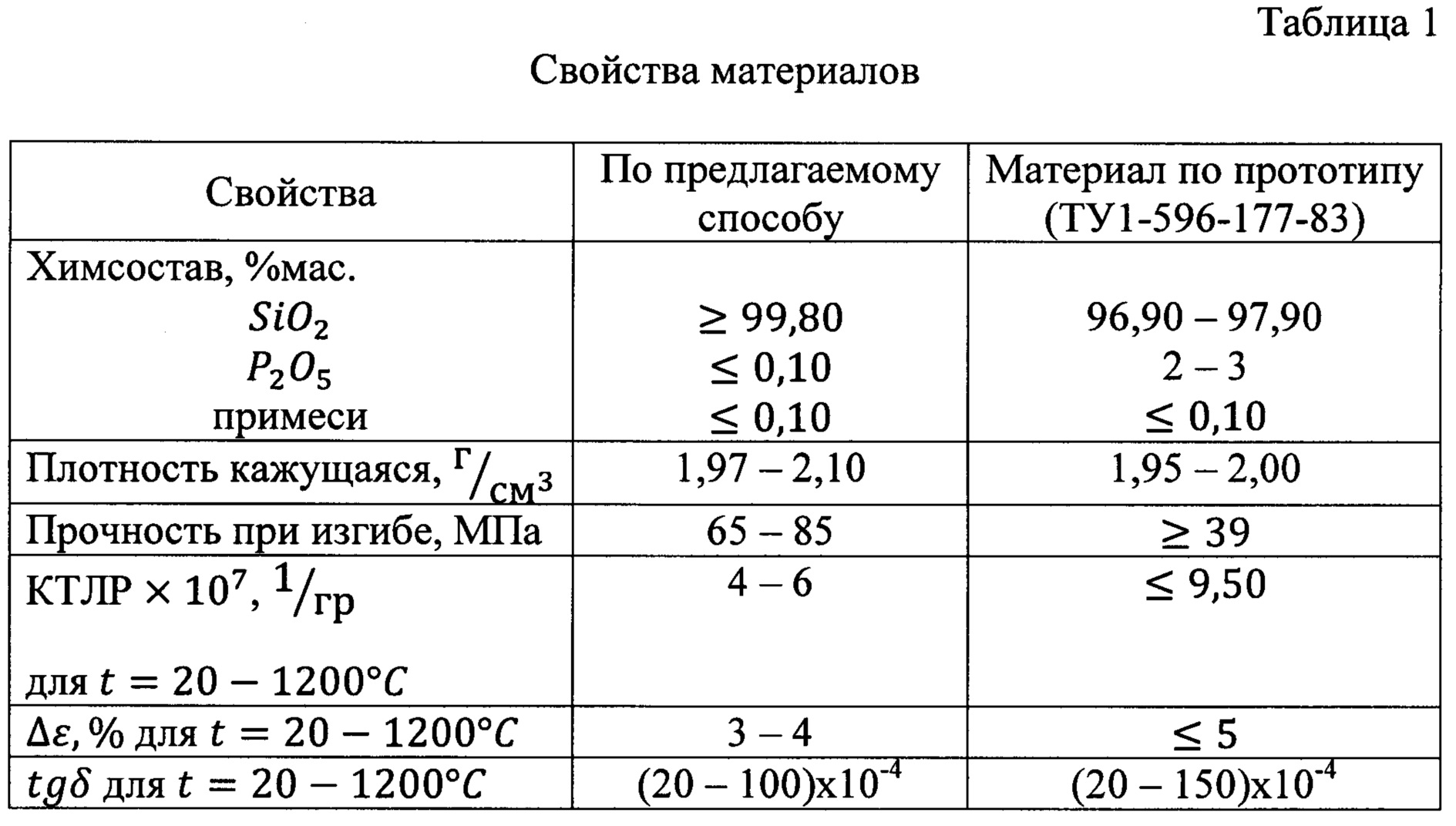
Наиболее близким техническим решением (прототипом) является способ получения кварцевой керамики и изделий из нее, описанный в книге Ю.Е. Пивинского, Е.И. Суздальцева. Кварцевая керамика и огнеупоры, 2008, том 1, том 2, раздел 9.2 и технических условиях на материал «Керамика кварцевая ОТМ 602 ТУ 1-596-177-83». Способ включает получение водного шликера кварцевого стекла в шаровой мельнице, формование заготовок изделий методом шликерного литья в гипсовых формах, пропитку их водным раствором ортофосфорной кислоты концентрацией 38-40% в течение не менее двух часов, сушку на воздухе и термообработку (спекание) материала изделий при температуре 900-950°С в течение двух часов. Согласно ТУ материал имеет химический состав: SiO2 96,9-97,9 мас.%, P2O5 2-3 мас.%.
Плотность материала 1,95-2,00 г/см3, пористость материала 8-11%, прочность при изгибе не менее 39 МПа, КТЛР в области температур 20-900°С до 9,5×10-7 1/град.
Достоинством материала и способа его получения является возможность изготовления изделий по безусадочной технологии и низкая температура спекания, отсутствие кристобалита.
Недостатком прототипа является сложность проведения технологических операций с малопрочными сырыми, не упрочненными заготовками, а упрочненный при 900°С материал имеет пониженную стойкость к влаге. Кроме того, теряются многие свойства кварцевой керамики: снижается термостойкость из-за повышения коэффициента термического расширения до 9,5×10-7 1/град, уменьшается прочность при температурах выше 1000°С и ухудшаются диэлектрические характеристики (ε и tgδ) в области высоких температур.
Задачей настоящего изобретения является:
- получение кварцевой керамики и изделий из нее с высокими прочностными и стабильными диэлектрическими характеристиками на основе использования достоинств безусадочной и обжиговой технологии;
- повышение технологичности производства крупногабаритных изделий, например оболочек радиотехнического назначения, по сравнению с прототипом за счет уменьшения объема работ с сырыми, не упрочненными заготовками;
- снижение температуры спекания, ускорение и упрощение процесса механической обработки изделий по сравнению с изделиями, полученными при высокотемпературном обжиге;
- уменьшение брака при обжиге изделий из кварцевой керамики за счет снижения температуры спекания и усадочных явлений, недопущения кристобалитизации материала в изделиях.
Поставленная цель достигается тем, что предложенный способ получения кварцевой керамики и изделий из нее, включающий приготовление водного шликера кварцевого стекла, формование керамических заготовок методом шликерного литья в гипсовых формах, пропитку водным раствором ортофосфорной кислоты и термообработку (спекание) материала, отличается тем, что термообработку осуществляют в два этапа - сначала при температуре 1150-1220°С после формования и сушки заготовок, затем при температуре 900-1100°С после пропитки 25-35% водным раствором ортофосфорной кислоты.
Авторы экспериментально установили, что, применяя комбинированный метод упрочнения керамической отливки - сначала спеканием материала за счет обжига при сравнительно низких температурах tmax=1150-1220°С, затем путем химического упрочнения за счет пропитки пористого материала изделий 25-35% водным раствором ортофосфорной кислоты и последующей термообработкой при температурах 900-1100°С, можно получить кварцевую керамику с прочностью при изгибе 60-80 МПа с низким коэффициентом линейного термического расширения α=(5-6)×10-7 1/град и стабильными диэлектрическими характеристиками в области температур 20-1200°С Δε≈3-4%, tgδ≤0,01. При этом за счет меньшего спекания зерен кварцевого стекла полученный материал отличается повышенной трещиностойкостью, а изделия из этого материала легко обрабатываются на токарных и шлифовальных станках с применением более интенсивных режимов. Кристобалит при таких температурах спекания либо отсутствует полностью, либо с применением отходов производства и более грязного сырья обнаруживаются следы кристобалита в тонком (до 100 мкм) наружном слое, который легко снимается простым зашкуриванием наждачной шкуркой.
Технологическая схема получения материала и изделий по предложенному способу включает следующие операции: приготовление водного шликера - формование керамических заготовок в гипсовых формах методом шликерного литья - термообработка (сушка и спекание) отливок при tmax=1150-1220°С - пропитка заготовок 25-35% водным раствором ортофосфорной кислоты в течение 0,5-1,0 часа - термообработка при tmax=900-1100°С. В зависимости от назначения изделия, с целью устранения поверхностных дефектов и доведения заготовок до требуемых размеров, изделия зашкуривают после формования или производят механическую обработку на токарных, шлифовальных станках после термообработки или упрочнения, как это и осуществляется в керамическом производстве.
Примеры выполнения способа
Пример 1. Получение кварцевой керамики и изделий из нее включало помол кварцевого стекла и приготовление водного шликера в шаровых мельницах плотностью 1,87-1,90 г/см3 полидисперсного зернового состава от 0,1 до 500 мкм, формование керамических заготовок (отливок) методом водного шликерного литья в гипсовых формах, сушку и обжиг изделий при максимальной температуре tmax=1200-1220°С в течение 1-2 часов, механическую обработку изделий (образцов) на токарных и шлифовальных станках до требуемого размера, пропитку пористого материала изделий 35% водным раствором ортофосфорной кислоты, сушку и термообработку при температуре tmax=900°С в течение 1-2 часов. В качестве исходного сырья использовали бой стеклотрубки из прозрачного кварцевого стекла ТУ 11-87 ЩЛО.027.252 с содержанием SiO2 не менее 99,8%. Усадка на первом этапе составляла 0,5-0,8%, на втором - отсутствовала. РФА на установке ДРОН-6 показал отсутствие кристобалита.
Свойства полученного материала и прототипа показаны в таблице 1.
Пример 2. Кварцевую керамику и изделия из нее формовали из водного шликера кварцевого стекла аналогично примеру 1, но в качестве исходного сырья служили отходы и брак керамического производства на стадии формования. С целью исключения кристаллизации материала при обжиге температура спекания на первом этапе составляла tmax=1150-1200°С в течение 1-2 часов. Заготовки, изделия с пористостью 10,5-11,5% и прочностью 30-40 МПа, доведенные зашкуриванием или механической обработкой на станках до требуемого размера и качества, пропитывали 25-30% водным раствором H3PO4 в течение 30 мин. После сушки в вытяжных шкафах заготовки термообрабатывали при tmax=1100°С в течение 0,5-1,0 часа. Усадка на первом этапе обработки составляла 0,3-0,5%, на втором - отсутствовала. Плотность материала составляла 1,97-1,98 г/см3, прочность при изгибе - 60-65 МПа.
Пример 3. Кварцевую керамику и изделия из нее формовали аналогично примеру 1, но с целью снижения температуры обжига в водный шликер кварцевого стекла дополнительно ввели активатор спекания - порошок нитрида бора ТУ 113-12-096-88 в количестве 0,5 вес.% согласно А.с. СССР №501052, С04В 35/14, бюлл. №4, 30.01.1976. Спекание осуществляли в электрических печах в воздушной среде при tmax=1150°С в течение 2-х часов. Кристаллизация отсутствовала. Заготовки с пористостью 10,0-11,0% и прочностью при изгибе 40-50 МПа механически обрабатывали до заданных размеров, пропитывали водным раствором ортофосфорной кислоты концентрации 30% в течение 1 часа, сушили и термообрабатывали при температуре 1000°С в течение 1 часа. Суммарная усадка составляла 0,5-0,8%. Кристобалит отсутствовал. Материал имел плотность 1,98-2,10 г/см3, прочность при изгибе 55-70 МПа.
Достоинством предложенного способа получения кварцевой керамики и изделий из нее является следующее:
- способ обеспечивает возможность получения высокопрочного материала и изделий при сравнительно низкой температуре спекания (900-1220°С) без ухудшения основных свойств кварцевой керамики;
- снижение температуры спекания уменьшает усадку материала, а значит, и коробление тонкостенных изделий и брак по трещинам;
- низкие усадки, высокая прочность при ограниченном спекании зерен кварцевого стекла и сравнительно высокая прочность материала обеспечивают более высокую технологичность при производстве изделий, включая механическую обработку на токарных и шлифовальных станках (уменьшение припусков, более интенсивные режимы резания и др.);
- снижение температуры спекания позволило практически исключить образование кристобалита в материале, что позволяет использовать для производства изделий из кварцевой керамики более дешевого, с меньшим содержанием SiO2 сырья, использовать для изготовления качественных изделий вторичного сырья (отходов производства кварцевой керамики).
Принципиальным отличительным признаком и преимуществом предложенного способа получения кварцевой керамики по сравнению с прототипом является то, что упрочняющий фактор - обработка керамической заготовки ортофосфорной кислотой - осуществляется не в сырую отливку, а в уже спекшийся, структурно сформировавшийся материал. Это не только обеспечивает технологические преимущества, но и способствует сохранению особенно ценных, высокотемпературных свойств кварцевой керамики - низкий КТЛР и высокая термостойкость, температурная стабильность диэлектрических характеристик и др.
Небольшое количество силикофосфата внедряется по золь-гель технологии в микротрещины керамики, блокирует их распространение и, тем самым, повышает прочность материала без заметного изменения остальных свойств.
Способ получения кварцевой керамики и изделий из нее, включающий приготовление водного шликера кварцевого стекла, формование керамических заготовок методом шликерного литья в гипсовых формах, пропитку водным раствором ортофосфорной кислоты и термообработку (спекание) материала, отличающийся тем, что термообработку осуществляют в два этапа - сначала при температуре 1150-1220°С после формования и сушки заготовок, затем при температуре 900-1100°С после пропитки 25-35% водным раствором ортофосфорной кислоты.Обтекатель
Способ изготовления сотового заполнителя
Способ изготовления формообразующего пуансона
Способ оптимизации радиотехнических характеристик антенного обтекателя со стенкой из многокомпонентного материала
Способ испытания на прочность обтекателей из хрупких материалов
Обтекатель
Антенный обтекатель
Способ удаления кремнийорганического герметика марки виксинт с поверхности перемешивающей фрезы
Способ оценки предела прочности керамики при растяжении
Антенный обтекатель
Устройство для формования керамических изделий из водных шликеров
Высокоглиноземистая вяжущая суспензия для получения керамического материала
Способ выбора местоположения трассы магистральных сооружений в сейсмоопасных районах для предотвращения катастрофических последствий от землетрясений
Устройство для формования керамических изделий из водных шликеров
Способ повышения проницаемости пластов-коллекторов
Способ контроля кинетики набора керамической заготовки при водном шликерном литье
Ингибирующий буровой раствор для глинистых пород
Антенный обтекатель ракеты
Способ цементирования скважины

