Результат интеллектуальной деятельности: Устройство для охлаждения электрода-колпачка контактной точечной сварки (КТС)
Вид РИД
Изобретение
Изобретение относится к контактной точечной сварке и может использоваться для сварки заготовок, деталей, прутков и др. между собой.
Известно устройство для охлаждения электрода, размещенного полым хвостовиком в полости держателя с трубкой под циркулирующий хладагент (см. ГОСТ 14111-90, с. 16).
Его недостатки: примерно 50% длины электрода после предельного износа удаляется в отходы из-за его хвостовика длиной, примерно равной длине электрода; из-за ограниченного поперечного размера полости хвостовика эффект охлаждения электрода низок.
Известно и другое устройство, содержащее, кроме указанного выше, электрод-колпачок с коническо-цилиндрической полостью большего поперечного размера, чем у хвостовика электрода; этот электрод конической поверхностью своей полости размещен на передней конической поверхности держателя, имеющего выходящие в цилиндрическую часть полости электрода поперечные окна, открытые в боковой зазор между поверхностями трубки и полости держателя, а боковой зазор у их передних торцов закрыт уплотнительным устройством (см. патент РФ 2570253 С1 от 24.05.2014).
Его недостатки: при перегреве ненадежность уплотнительного устройства для герметизации этого зазора; усложнение конструкции передней части держателя поперечными окнами и канавкой под уплотнительное устройство; удлинение держателя и трубки на длину, меньшую длины цилиндрической части полости электрода; нагрев подводимого хладагента в зону охлаждения электрода отводимым оттуда нагретым хладагентом через стенки трубки длиной, равной длине полости держателя.
Задачей предлагаемого решения является устранение этих недостатков.
Технический результат от него: повышение надежности устройства отказом от уплотнительного устройства, канавки под него и поперечных окон в передней части держателя меньшей, как и трубки, длины; увеличение эффекта охлаждения и стойкости электрода менее нагретым хладагентом.
Это достигается тем, что в предлагаемом устройстве для охлаждения электрода-колпачка контактной точечной сварки (КТС), содержащем полый держатель с передней конической поверхностью под такую же поверхность полого электрода с образованием между ними осевого зазора и кольцевого соединенного передними поперечными окнами держателя с его полостью, в которой размещена под хладагент трубка с боковым зазором, закрытым уплотнительным устройством у их передних торцов, а у заднего торца трубки окна держателя открыты в нее и этот зазор; новым является то, что на выступающей за передний торец держателя трубке выполнен расширяющийся к ее торцу раструб, отстоящий своими поверхностями с осевыми и кольцевым зазорами от поверхностей цилиндрической части полости электрода, причем последний зазор открыт в боковой зазор без уплотнительного элемента между поверхностями полости держателя и трубки; на конце трубки расположено(а) кольцо (трубка), образующее (ая) своими поверхностями осевые и кольцевой зазоры с поверхностями переднего торца держателя и цилиндрической части полости электрода; втулка с образованными на боковой поверхности гранями размещена их вершинами на поверхности цилиндрической части полости электрода; с переднего торца держателя выполнена дополнительная полость под размещенную в ней с боковым зазором трубку, закрепленную задней частью в его основной полости без своей трубки.
Выступанием трубки за передний торец держателя уменьшается длина последнего примерно на длину цилиндрической части полости электрода, чем снижается масса держателя и его заготовки.
Выполнением этой части ее, расширяющейся в виде раструба, с основанием на ее конце и отстающей своими поверхностями с осевыми и кольцевым зазорами от поверхностей цилиндрической части полости электрода, образуются соответствующие каналы циркуляции хладагента, которые открыты в боковой зазор без уплотнительного устройства между поверхностями полости держателя и трубки в их передних частях.
Размещением на выступающем из держателя переднем конце трубки кольца или втулки образуются также свои осевые и кольцевой зазоры с поверхностями цилиндрической части полости электрода, открытые в вышеуказанный зазор также для циркуляции хладагента в полости электрода.
Образованием на боковой поверхности втулки граней, базирующихся своими вершинами на боковой поверхности цилиндрической части полости электрода, обеспечивается ее центрирование в этой полости для равномерного и эффективного охлаждения последнего.
Созданием с переднего торца держателя укороченной вдвое по сравнению с основной полостью дополнительной полости под свою трубку, размещенную с боковым зазором в ней и закрепленную задней частью в основной полости без трубки, обеспечивается минимальный нагрев подводимого к электроду хладагента через стенки этой трубки и максимальный теплоотвод от него, повышающий стойкость электрода.
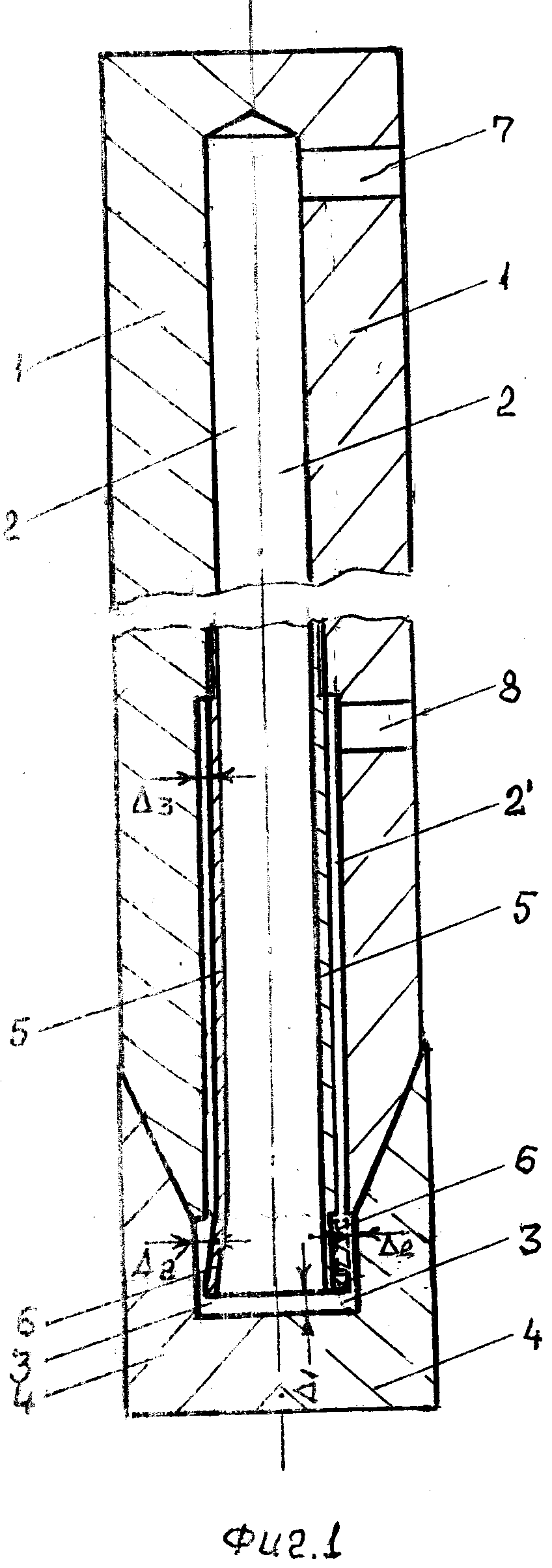
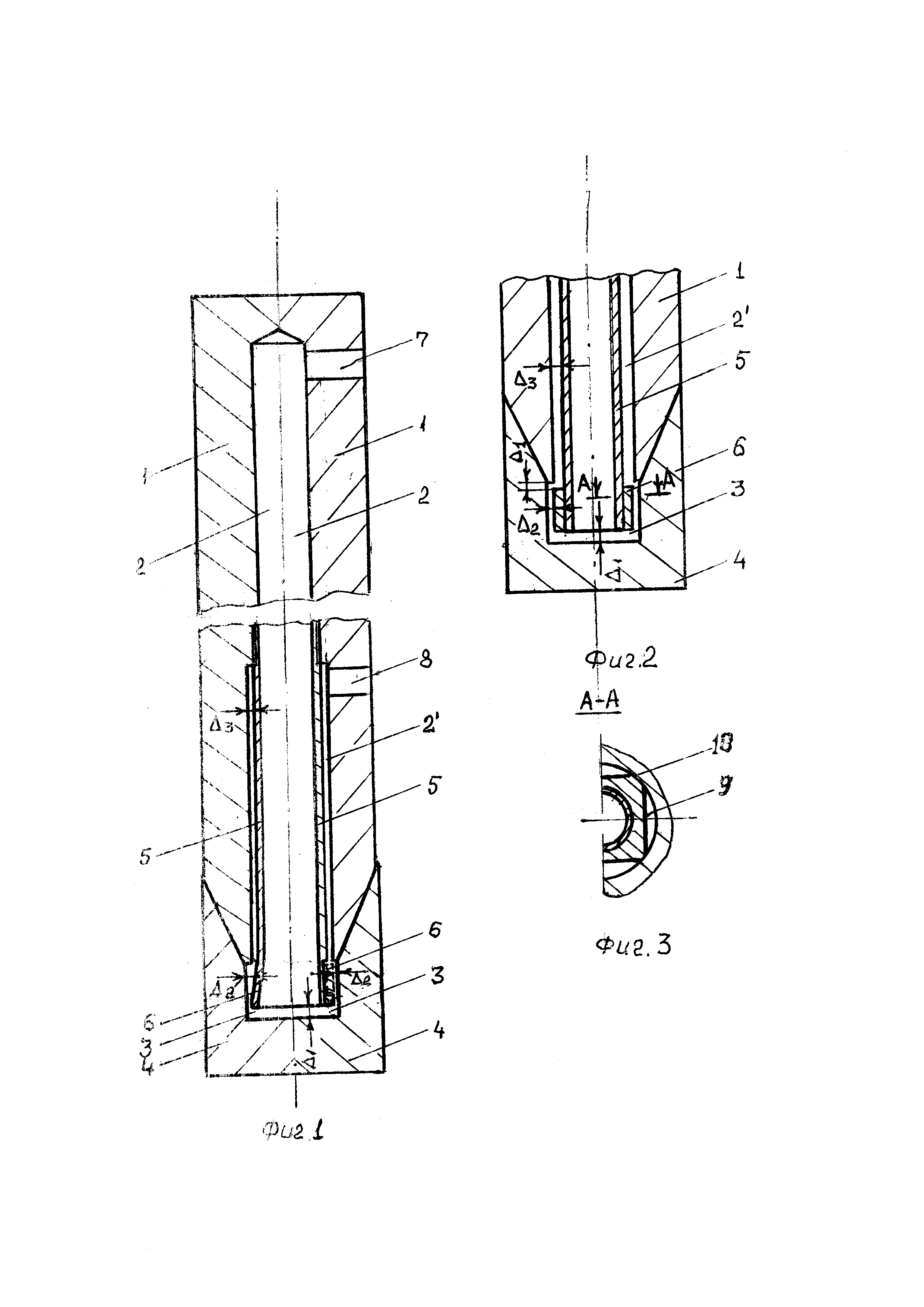
Данное устройство представлено фиг. 1-3 соответствующими пп. 1-4 формулы изобретения. На фиг. 1 представлены решения п. 1 и 2 формулы. Устройство содержит держатель 1 с основной полостью 2 в его задней половине, дополнительной полостью 2' в передней половине и переднюю коническую поверхность под такую же поверхность полости 3 электрода-колпачка 4. С боковой поверхностью полости 2 держателя 1 соединена задней частью трубка 5 примерно в два раза меньше длины его. Она выступает за передний торец держателя в виде раструба 6 с основанием на ее торце (левая часть фиг. 1) или на ней расположено кольцо 6 (правая часть фиг. 1). Эти элементы своими поверхностями с поверхностями полости 3 электрода 4 образуют осевые Δ1 и кольцевой Δ2 зазоры, открытые в кольцевой Δ3 зазор между поверхностями полости 2' и трубкой 5. В основную 2 и дополнительную 2' полости держателя 1 открыты его поперечные окна 7 и 8. На фиг. 2 и 3 показаны решения соответственно п. 3 и 4 формулы. Боковая поверхность втулки 6 размещена с кольцевым Δ2 или осевыми Δ1 зазорами (фиг. 2) или на ней выполнены грани 9, базирующиеся своими вершинами 10 на поверхности цилиндрической части полости 3 электрода 4 с зазорами в пределах допусков на их диаметры и имеются также осевые Δ1 (передний и задний) и боковые Δ2 зазоры переменной величины: максимальные по середине грани 9 с уменьшением их к вершине грани 10 (фиг. 3).
Электрод 4 охлаждается так: по поперечному окну 8 хладагент поступает в боковой зазор Δ3 дополнительной полости 2' держателя 1; по нему он течет к раструба 6 или кольцу 6 (см. левую и правую части фиг. 1) и по кольцевому зазору Δ2 к осевому зазору Δ1, через который попадает в полость трубки 5, а из нее в основную полость 2 держателя 1 и через поперечное окно 7 за его пределы.
Аналогично охлаждается и электрод 4 фиг. 2 со втулкой 6, размещенной на трубке 5 в его цилиндрической части полости 3 с осевыми Δ1 и кольцевым Δ2 зазорами или с боковыми Δ2 зазорами переменной величины на фиг. 2. Эффективность его охлаждения определяется расходом хладагента, скоростью циркуляции его по этим зазорам, а также схемой циркуляции хладагента по ним (прямоток или противоток) и длиной трубки 5, которая вдвое короче, чем у прототипа; поэтому подогрев подводимого к электроду хладагента отводимым от него нагретым хладагентом в два раза меньше, чем также повышается эффект охлаждения и связанная с ним стойкость его.
С применением задних осевых Δ1 зазоров между задним торцом втулки 6, например, и передним торцом держателя 1, открытых в боковой зазор у его переднего торца, отпадает надобность в уплотнительном устройстве и поперечных окнах держателя в этой зоне, чем упрощается конструкция и повышается надежность предлагаемого устройства.
Использованием многогранной втулки, базирующейся вершинами граней на поверхности цилиндрической части полости, обеспечиваются равномерные зазоры между втулкой 6, трубкой 5 и соответствующими поверхностями полостей 3 и 2, чем достигается равномерность охлаждения донной и боковой поверхностей полости 3 электрода 4 и износа его рабочего торца.
Таким образом, предлагаемыми решениями упрощается конструкция устройства и повышается его надежность, уменьшаются длина держателя и трубки, нагрев подводимого хладагента к электроду и возрастает его стойкость.
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Камера прессования горизонтальной машины литья под давлением (гмлпд)

