Результат интеллектуальной деятельности: СПОСОБ ВЫТЯЖКИ ПОЛЫХ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ И ВЫТЯЖНОЙ СТАНОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Вид РИД
Изобретение
Группа изобретений относится к области обработки металлов давлением, которые могут быть использованы для вытяжки полых цилиндрических изделий из тонколистовых заготовок на станках токарной группы.
Известен способ вытяжки оболочек сложного профиля, при котором заготовку устанавливают на профильную оправку и воздействуют на заготовку деформирующими роликами с разделением деформации между роликами на несколько очагов путем их радиального смещения при равенстве радиальных усилий на величину, которую устанавливают в зависимости от механических свойств стали заготовки, радиуса рабочего профиля ролика и толщины заготовки. Воздействие на заготовку осуществляют роликами с различным радиусом рабочей поверхности, при этом формирование окончательного профиля заготовки выполняют роликом с наименьшим радиусом. (Патент RU №2343035 С2. Способ ротационной вытяжки оболочек сложного профиля. - МПК: B21D 22/16. - 10.01.2009).
Известен способ изготовления тонкостенных оболочек сложной формы путем многопереходной давильной обработки листовой заготовки, зафиксированной на оправе, при продольном перемещении давильного инструмента, и формообразование проводят одновременно двумя давильными роликами, черновым и чистовым. Причем черновой ролик настраивают с опережением движения относительно чистового, а траектории движения роликов задают отдельно для каждого ролика с учетом температурных деформаций от нагрева оправы на предыдущем переходе. (Патент RU №2511166 С1. Способ изготовления тонкостенных оболочек сложной формы. - МПК: B21D 22/16, B21D5 1/16. - 10.04.2014).
Известно устройство подачи и зажима прутка, содержащее шпиндель, установленный в подшипниковых узлах, патрон, подающую и зажимную пружинящие цанги, размещенные в патроне. Патрон закреплен консолью на шпинделе и образован корпусами пневмоцилиндров подающей и зажимной цанг, примыкающими с противоположных сторон к цилиндрическому стакану, в полости которого на резьбовой части цилиндрической поверхности поршня пневмоцилиндра подающей цанги установлена гайка для регулирования хода подающей цанги. (Патент RU №2483842. Механизм подачи и зажима прутка. - МПК: В23В 13/00/ - 10.06.2013).
Известен способ вытяжки тонкостенных изделий сложной формы, включающий многопереходное формование полого цилиндрического изделия давильной головкой на профильной оправке из тонколистовой заготовки, зафиксированной на профильной оправке продольным и радиальным перемещениями относительно оправки. Вытяжку осуществляют образующей давильной головки, снабженной виброударным инструментом, вокруг профильной оправки с образованием в основании заготовки кругового участка с разглаживанием гофр, образовавшихся в процессе вытяжки, радиальным смещением давильной головки от периферии основания заготовки к центру и обратно, на технологических пластинах, установленных на профильной оправке пакетом высотой, равной глубине вытяжки изделия. Между переходами из пакета удаляют очередную технологическую пластину для выполнения следующего перехода вытяжки изделия на глубину, равную толщине удаленной технологической пластины, с разглаживанием гофров на периферийном участке. (Патент RU №2620219 С2. Способ вытяжки тонкостенных изделий сложной формы. - МПК: B21D 22/21. - 23.05.2017). Данный способ принят за прототип.
Известно устройство для изготовления полого тела из обрабатываемой детали в виде круглой заготовки, в частности токарно-давильный станок или станок для ротационной вытяжки, содержащее оправку, расположенную с возможностью вращения вокруг своей оси и перемещения в осевом направлении для подачи обрабатываемой детали, по меньшей мере, один обкатной ролик, подаваемый к оправке в осевом и/или радиальном направлении, матрицу для формования центрального участка основания детали и прижимной элемент, расположенный на станине станка также с возможностью вращения вокруг своей оси и перемещения в осевом направлении относительно оправки для прижимания обрабатываемой детали. (Патент RU №2445181 С2. Способ и устройство для изготовления полого тела из обрабатываемой детали в виде круглой заготовки. - МПК: B21D 22/16. - 20.03.2012). Данное устройство принято за прототип.
Недостатком известных способов и устройства является ограниченная возможность вытяжки полых цилиндрических изделий из тонколистовых заготовок.
Основной задачей, на решение которой направлены заявляемые технические решения, является расширение возможности вытяжки полых цилиндрических изделий из тонколистовых заготовок на станках токарной группы.
Техническим результатом, достигаемым заявляемым техническим решением, является расширение технологических возможностей вытяжки полых цилиндрических изделий из тонколистовых заготовок на станках токарной группы.
Указанный технический результат достигается тем, что cпособ вытяжки полого цилиндрического изделия из тонколистовой заготовки включает фиксацию тонколистовой заготовки на торце профильной цилиндрической оправки пятой прижимного устройства, давильную обработку тонколистовой заготовки на профильной цилиндрической оправке за несколько технологических переходов вытяжки, на каждом из которых осуществляют обкатку тонколистовой заготовки вокруг профильной оправки посредством совершающей аксиальные пульсирующие возвратно-поступательные движения давильной головки на заданную глубину, разглаживание образовавшихся на круговом участке основания вытянутой заготовки гофр торцом давильной головки, совершающей аксиальные пульсирующие возвратно-поступательные движения в направлении к периферии основания заготовки и обратно. При этом давильную обработку тонколистовой заготовки на каждом технологическом переходе осуществляют на плоской матрице, глубину вытяжки задают посредством аксиального смещения цилиндрической оправки через отверстие плоской матрицы и синхронным с ней смещением пяты прижимного устройства, при этом обкатку тонколистовой заготовки давильной головкой вокруг профильной оправки осуществляют с поворотом тонколистовой заготовки вместе с профильной оправкой и плоской матрицей, а разглаживание гофр осуществляют на плоскости матрицы. Способ осуществляют с использованием вытяжного станка для вытяжки полых цилиндрических изделий из тонколистовой заготовки. Станок содержит матрицу, профильную цилиндрическую оправку, выполненную с возможностью вращения вокруг своей оси и аксиального перемещения, прижимное устройство с пятой, выполненное с возможностью фиксирования заготовки на торце оправки, вращения и синхронного отвода пяты, давильную головку и виброударное устройство. При этом, матрица выполнена плоской в виде закрепленной на шпинделе передней бабки, установленной на станине, планшайбы, выполненной с возможностью поворота вокруг своей оси, профильная цилиндрическая оправка размещена в центральном отверстии планшайбы и выполнена с хвостовиком, установленным в механизме подачи и фиксирования оправки, расположенном в шпинделе передней бабки, с возможностью выступания из планшайбы на длину вытяжки изделия за один технологический переход, прижимное устройство установлено в пиноле станка, давильная головка установлена на оси с возможностью свободного вращения, а виброударное устройство установлено на суппорте станка посредством оси свободного вращения давильной головки параллельно оси вращения планшайбы с возможностью сообщения давильной головке продольной и поперечной подач относительно оправки. В частном случае выполнения пята прижимного устройства подпружинена относительно пиноли задней бабки вытяжного станка.
Проведенный заявителем анализ уровня техники позволил установить, что аналоги, характеризующиеся совокупностями признаков, тождественными всем признакам заявленных способа вытяжки полого цилиндрического изделия из тонколистовой заготовки и вытяжного станка для его осуществления, отсутствуют. Следовательно, заявляемые технические решения соответствует условию патентоспособности «новизна».
Результаты поиска известных решений в данной области техники с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявляемых технических решений, показали, что они не следуют явным образом из уровня техники. Из определенного заявителем уровня техники не выявлена известность влияния предусматриваемых существенными признаками заявляемых технических решений преобразований на достижение указанного технического результата. Следовательно, заявляемые технические решения соответствуют условию патентоспособности «изобретательский уровень».
Заявленные технические решения могут быть реализованы на любом предприятии машиностроения из общеизвестных материалов и принятой технологии. Следовательно, заявляемые технические решения соответствуют условию патентоспособности «промышленная применимость».
В настоящей заявке на выдачу патента соблюдено требование единства изобретений, поскольку заявленные способ вытяжки полого цилиндрического изделия из тонколистовой заготовки и вытяжной станок для его осуществления предназначены для формования полых цилиндрических изделий из тонколистовых заготовок. Заявленные технические решения решают одну и ту же задачу - расширение технологических возможностей вытяжки полых цилиндрических изделий из тонколистовых заготовок на станках токарной группы при мелкосерийном и единичном производствах.
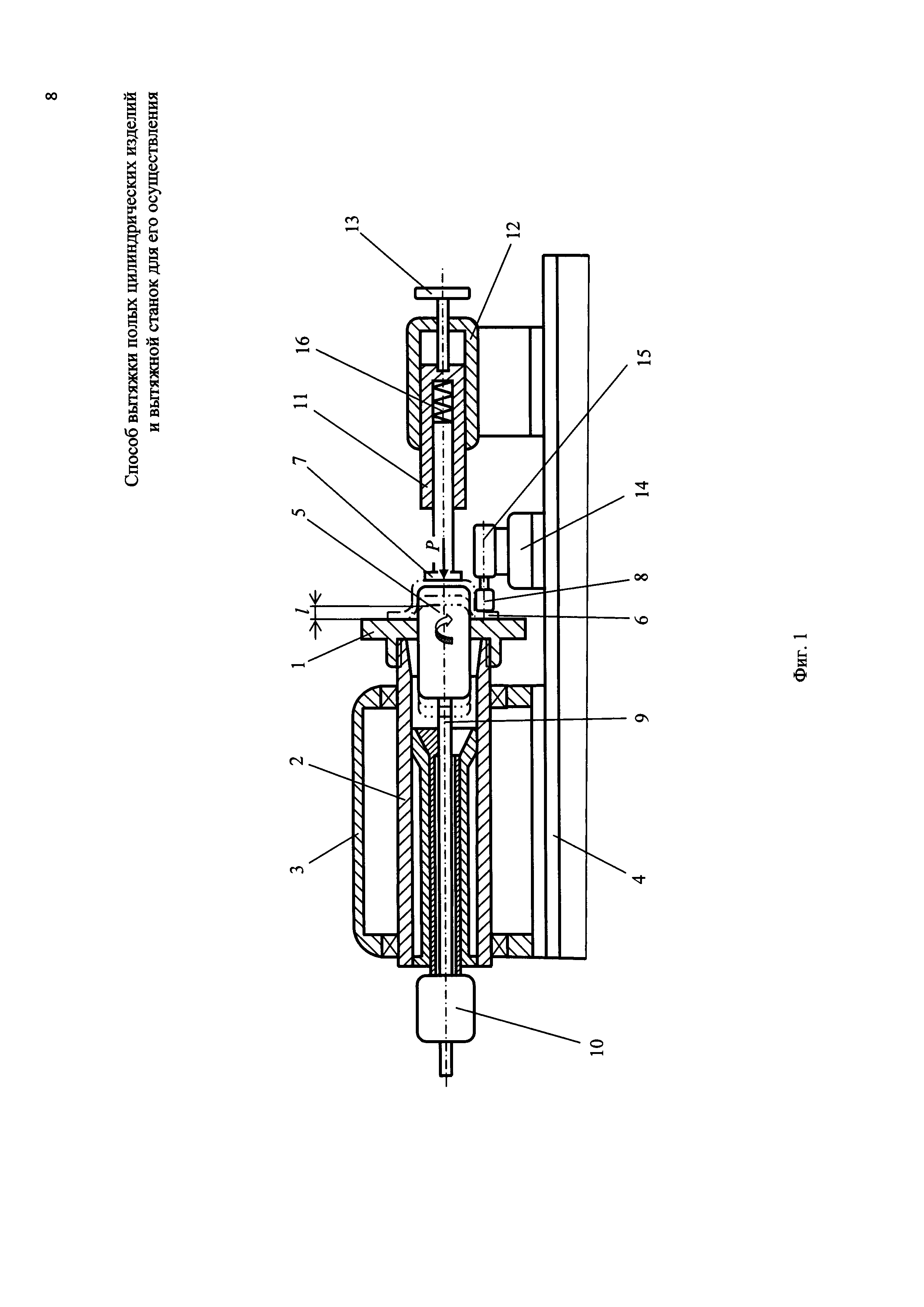
На фиг. 1 показана схема вытяжного станка для формования полого цилиндрического изделия из тонколистовой заготовки.
Сущность предлагаемого способа вытяжки полого цилиндрического изделия из тонколистовой заготовки заключается в том, что формование осуществляют за несколько технологических переходов из тонколистовой заготовки давильной головкой на профильной цилиндрической оправке и плоской матрице. Для этого оправку аксиальным смещением через центральное отверстие матрицы выдвигают на длину l с выступом, равным глубине вытяжки изделия технологическим переходом, при синхронном смещении прижимной пяты, и закрепляют в матрице. Затем к торцу оправки прикладывают тонколистовую заготовку изделия, к которой аксиальным движением подводят прижимную пяту, и нажатием с определенным усилием Р на заготовку последнюю прижимной пятой фиксируют на торце оправки. После этого к тонколистовой заготовке изделия подводят давильную головку и, сообщая ей аксиальные возвратно-поступательные пульсирующие движения, продольными и радиальными перемещениями осуществляют формование полого цилиндрического изделия путем обкатки наружного участка тонколистовой заготовки на профильной цилиндрической оправке на глубину, равную длине l выступа оправки из матрицы, с поворотом матрицы и профильной цилиндрической оправки вокруг своей оси, и разглаживание на плоскости матрицы торцом давильной головки гофр, образовавшихся на круговом участке основания заготовки в процессе ее вытяжки, аксиальными возвратно-поступательными пульсирующими движениями и радиальными перемещениями давильной головки в направлении периферии кругового участка при основании заготовки и обратно. После выполнения технологического перехода оправку раскрепляют и аксиальным перемещением выдвигают из матрицы на длину l выступа, равную глубине вытяжки изделия следующим технологическим переходом, при синхронном смещении прижимной пяты. В таком положении профильную цилиндрическую оправку снова закрепляют в матрице. Затем аксиальным перемещением подводят прижимную пяту и нажатием с усилием Р на заготовку последнюю прижимной пятой фиксируют на торце оправки и, аналогично вышеописанному процессу, выполняют следующие технологические переходы вытяжки изделия на глубину, равную длине l выступа оправки из матрицы.
Вытяжной станок для формования полого цилиндрического изделия из тонколистовой заготовки содержит плоскую матрицу 1 с центральным отверстием в виде планшайбы токарного станка, консолью закрепленной на шпинделе 2 передней бабки 3, установленной на станине 4 станка. В центральном отверстии матрицы 1 размещена цилиндрическая профильная оправка 5 для формования изделия из тонколистовой заготовки 6 с возможностью вращения вокруг своей оси и аксиального смещения через отверстие матрицы 1 на длину l выступа, равную глубине вытяжки изделия технологическим переходом. Станок содержит прижимной элемент с прижимной пятой 7 с возможностью вращения и аксиального прижатия заготовки 6 к торцу оправки 5 для выполнения технологических переходов вытяжки изделия и синхронного отвода после их выполнения, и обкатной ролик 8 с возможностью продольных и поперечных перемещений относительно матрицы 1 и оправки 5, последняя выполнена с хвостовиком 9, установленным в механизме 10 подачи и фиксирования оправки 5, расположенном в шпинделе 2 передней бабки 3 станка с возможностью выступа оправки 5 из матрицы 1 на длину l, равную глубине вытяжки полого цилиндрического изделия из наружного участка тонколистовой заготовки 6 за технологический переход, с фиксированием оправки 5 в таком положении. Прижимная пята 7 установлена в пиноли 11 задней бабки 12 станка, расположенной на станине 4 станка, с возможностью вращения, синхронного подвода или отвода прижимной пяты 7 и фиксирования заготовки 6 на торце оправки 5 посредством привода 13. Обкатной ролик 8 выполнен с возможностью свободного вращения вокруг своей оси и снабжен виброударным устройством 15 с возможностью сообщения обкатному ролику 8 аксиальные возвратно-поступательные пульсирующие движения относительно матрицы 1 станка. Обкатной ролик 8 установлен виброударным устройством 15 на суппорте 14 станка, осью свободного вращения параллельно оси вращения матрицы 1 с возможностью сообщения ему продольной подачи относительно матрицы 1 и поперечной подачи относительно оправки 5. Прижимная пята 7 выполнена подпружиненной посредством пружины 16, компенсирующей устойчивое положение тонколистовой заготовки 6 на торце оправки 5 при вытяжке изделия. Станок может быть снабжен системой программного управления функционированием рабочих органов.
Пример осуществления способа вытяжки полого цилиндрического изделия из тонколистовой заготовки на примере работы вытяжного станка.
Вытяжку полого цилиндрического изделия коробчатой формы с габаритами 40×40×20 мм выполняли на токарном станке из тонколистовой заготовки 6 алюминиевого сплава марки Д16М толщиной 1,5 мм на цилиндрической профильной оправке 5, соответствующей форме изделия, за пять технологических переходов обкатным роликом 8 диаметром 15 мм и радиусом при торце, равным 3 мм, посредством виброударного устройства 15, в частности вибромолотка, с частотой ударов ƒ=100 Гц, установленного на суппорте 14 станка. Для этого цилиндрическую профильную оправку 5 с помощью хвостовика 9 и механизма 10 подачи и фиксирования оправки 5, расположенного в шпинделе 2 передней бабки 3 станка, устанавливали в центральном отверстии матрицы 1 с длиной выступа l=4 мм, соответствующей первому технологическому переходу операции вытяжки, заданной в зависимости от пластичности στ материала заготовки 6 и конструкции обкатного ролика 8, и фиксировали в этом положении. Затем к торцу оправки 5 приложили тонколистовую заготовку 6, к которой аксиальным движением пиноли 11 задней бабки 12 станка подвели прижимную пяту 7, и с усилием Р на заготовку 6 последнюю прижимной пятой 7 зафиксировали на торце оправки 5, обеспечивая тонколистовой заготовке 6 устойчивое положение на торце профильной оправки 5 от воздействия крутящего момента в процессе формования. После этого к выступающему из прижимной пяты 7 участку тонколистовой заготовки 6 подвели обкатной ролик 8 и виброударным устройством 15 сообщили ему аксиальные возвратно-поступательные пульсирующие движения. Задавая обкатному ролику 8 продольные и радиальные перемещения, поворотом матрицы 1 вокруг своей оси обкатным роликом 8 осуществляли вытяжку полого цилиндрического изделия путем обкатки наружного участка тонколистовой заготовки 6 вокруг профильной цилиндрической оправки 5 на глубину 4 мм, равную длине l выступа оправки 5 из матрицы 1, с разглаживанием на плоскости матрицы 1 гофр, образовавшихся на круговом участке основания заготовки в процессе формования, торцом обкатного ролика 8 аксиальными возвратно-поступательными пульсирующими движениями и радиальными подачами в направлении от периферии матрицы 1 к центру и обратно, что позволяет концентрировать массу материала для продольного формования изделия. Таким образом, первым технологическим переходом получили частично выдавленную заготовку 6 глубиной 4 мм с круговым участком в основании. Между технологическими переходами оправку 5 раскрепляли и аксиальным смещением выдвигали ее из матрицы 1 при синхронном смещении прижимной пяты 7 на длину l=4 мм, равную глубине вытяжки изделия, следующими технологическими переходами.
Предложенные способ вытяжки полого цилиндрического изделия из тонколистовой заготовки и вытяжной станок для формования полого цилиндрического изделия из тонколистовой заготовки позволяют более эффективно изготавливать полые цилиндрические изделия из тонколистовых заготовок при мелкосерийном и единичном производствах.
Способ вытяжки тонкостенных изделий сложной формы
Гибочный штамп и способ его изготовления
Обкатная головка
Способ формовки полых тонкостенных деталей сложной формы
Способ глубокой вытяжки тонкостенных деталей сложной формы и матрица для его осуществления
Устройство ротационной вытяжки
Способ ротационной вытяжки тонкостенного изделия (варианты)
Способ ротационной вытяжки тонкостенного изделия
Способ вытяжки тонкостенных изделий сложной формы
Гибочный штамп и способ его изготовления
Обкатная головка
Звукопоглощающая панель и производственное помещение
Способ формовки полых тонкостенных деталей сложной формы
Способ глубокой вытяжки тонкостенных деталей сложной формы и матрица для его осуществления
Устройство ротационной вытяжки
Способ ротационной вытяжки тонкостенного изделия (варианты)
Способ ротационной вытяжки тонкостенного изделия
Устройство для определения упруго-вязкой и вязкой среды

