Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ РАЗЛИВКИ АЛЮМИНИЕВО-ЛИТИЕВЫХ СПЛАВОВ
Вид РИД
Изобретение
Область техники
Изобретение относится к литью с прямым охлаждением алюминиево-литиевых сплавов.
Уровень техники
С изобретением в 1938 г. компанией Aluminum Company of America (в настоящее время Alcoa) литья с прямым охлаждением традиционные (не содержащие литий) алюминиевые сплавы отливали полунепрерывной разливкой в формы с открытым дном. С того времени было выполнено множество модификаций и изменений процесса, но основной процесс и устройство остаются аналогичными. Для специалистов в области отливки алюминиевых слитков должно быть понятно, что усовершенствования улучшают процесс при сохранении его общих принципов. С начала использования этого процесса в качестве предпочтительного охладителя для охлаждения формы с открытым днищем использовали воду, которая обеспечивает первичное охлаждение при формировании твердой оболочки слитка и которая также используется для обеспечения вторичного охлаждения оболочки слитков ниже днища формы.
К сожалению, во время такого процесса отливки существует риск прорыва или растекания. Исходя из неотъемлемой сущности процесса внешняя поверхность слитка содержит тонкую оболочку из затвердевшего металла, внутренняя полость которой заполнена частично отвердевшим и жидким расплавленным металлом. При неправильном отверждении отливаемого алюминиевого слитка расплавленный металл прорывается через оболочку слитка. Расплавленный алюминий может затем войти в контакт с водным охладителем в литейной яме в различных ее местах (например, между основанием слитка или его нижней частью и начальным блоком, на основании в виде металлического нижнего блока (обычно из стали), на стенках ямы или в нижней части ямы), также в полости в слитках, куда может попадать вода, через разрыв оболочки слитка ниже днища формы. Во время растекания или прорыва расплавленный алюминий при контакте с водой может вызвать взрыв в результате преобразования воды в пар из-за расплавленной массы алюминия, нагревающего воду до температуры более 100°C, или вследствие химической реакции расплавленного металла с водой, в результате чего высвобождается энергия, приводящая к взрывной химической реакции.
В патентном документе US 4651804 описана более современная конструкция литейной ямы для разливки алюминия. Общепринятой практикой стала установка печи для плавления металла несколько выше уровня грунта и литейной формы близко или на уровне грунта, при этом отливаемый слиток погружается в литейную яму, содержащую воду, по мере выполнения операции разливки. Охлаждающая вода для прямого охлаждения протекает в яму и ее непрерывно удаляют оттуда, оставляя постоянно заполненной глубокую ванну с водой внутри ямы. Такой процесс до сих пор используется и, вероятно, таким способом ежегодно во всем мире производят более 5 миллионов тонн алюминия и его сплавов. Однако использование такой постоянно глубокой ванны воды не препятствует возникновению всех взрывов в литейной яме, поскольку взрывы, тем не менее, могут возникать в других местах в литейной яме, как упомянуто выше, где вода все еще входит в контакт с расплавленным алюминием. Несмотря на эти улучшения каждый год все еще происходит существенное количество взрывов в процессе разливки даже при использовании ямы с глубокой водяной ванной.
При появлении алюминий-литиевых сплавов опасность взрывов дополнительно повысилась, поскольку некоторые из превентивных мер, обычно используемых для минимизации потенциала взрывов расплавленного алюминия и воды, больше не являются достаточными. Снова ссылаясь на патентный документ US 4651804, за последние несколько лет наблюдается растущий интерес к сплавам легких металлов, содержащим литий. Литий делает расплавленные сплавы более реактивными. В публикации «Metal Progress», май 1957, стр. 107-112 (далее - «Long»), автор Лонг ссылается на предыдущую работу автора Н.М. Higgins, который привел отчеты о реакциях алюминий/вода для множества сплавов, включающих в себя Al-Li, и пришел к заключению: «Когда расплавленные металлы распределяются в воде, в любом случае, Al-Li сплав подвергается интенсивной реакции». Также компания Aluminum Association Inc. (Америка) объявила о том, что на практике возникает опасность при разливке таких сплавов, используя процесс прямого охлаждения. Aluminum Company of America опубликовала видеозаписи тестов, которые демонстрируют, что такие сплавы при смешивании с водой могут взрываться со значительной интенсивностью.
Другие работы также показывали, что энергия взрыва при добавлении лития к алюминиевым сплавам может увеличиваться в несколько раз по сравнению с алюминиевыми сплавами без лития. Когда расплавленные алюминиевые сплавы с литием входят в контакт с водой, происходит быстрое выделение водорода, поскольку вода разлагается на Li-OH и ион водорода (H+). В патентном документе US 5212343 отмечено, что добавление алюминия, лития (и также других элементов) в воду инициирует взрывные реакции. Экзотермическая реакция этих элементов (в частности, алюминия и лития) в воде формирует большое количество газообразного водорода, обычно 14 кубических сантиметров газообразного водорода на один грамм алюминиевого сплава с 3% лития. Экспериментальные подтверждения указанных данных нашлись в исследованиях, выполненных по исследовательскому контракту, субсидированному Департаментом США по энергетике № DE-AC09-89SR18035. Следует отметить, что в пункте 1 формулы изобретения по патенту US 5212343 описан способ выполнения такого интенсивного взаимодействия для получения взрыва воды с экзотермической реакцией. В данном патентном документе описан процесс, в котором добавление элементов, таких как литий, приводит к высокой энергии реакции на единицу объема материалов. Как описано в патентных документах US 5212343 и US 5404813, добавление лития (или другого химически активного элемента) способствует возникновению взрыва. В этих документах описан процесс, в котором взрывная реакция является желательным результатом, и взрывная способность усиливается в результате добавления лития для прорыва или растекания по сравнению с алюминиевыми сплавами без лития.
Назначение модифицированной конструкции литейной ямы, как описано в документе US 4651804, состоит в минимизации вероятности взрыва в нижней части литейной ямы, когда возникает прорыв или растекание во время разлива Al-Li сплавов. В этой технологии продолжают использовать охлаждающую воду для охлаждения формы и охлаждения оболочки слитков, даже после прорыва. Если отключить охладитель, потенциально возникают более серьезные проблемы, связанные с растеканием через стенки формы или дополнительным растеканием оболочки слитков, что приводит к дополнительной вероятности взрывов, когда расплавленный алюминиево-литиевый сплав и вода входят в контакт. Продолжение подачи охладителя в виде воды после возникновения прорыва или растекания имеет два очевидных недостатка: 1) вероятность взрыва расплавленного металла и воды в разных местах рядом с верхней частью литейной ямы или кратером слитков; 2) вероятность взрыва водорода в результате генерирования H2, как описано выше.
Были разработаны другие способы разливки Al-Li сплавов с прямым охлаждением, в которых использовался отличный от воды охладитель слитков, что исключало возможность возникновения реакции вода-литий в результате прорыва или растекания. В патентном документе US 4593745 описано использование галогенизированного углеводорода или галогенизированного спирта в качестве охладителя слитков. В патентных документах US 4610295, US 4709740 и US 4724887 описано использование в качестве охладителя слитков этиленгликоля. Для того чтобы это работало, галогенизированный углеводород (обычно этиленгликоль) не должен содержать воду и пары воды. Это устраняет опасность взрывов, но добавляет высокую опасность возникновения пожара, а также является дорогостоящим в реализации и эксплуатации. Для подавления потенциального воспламенения гликоля требуется система пожаротушения в литейной яме. Для реализации системы охладителя слитков на основе гликоля, включающей в себя систему обработки гликоля, тепловой окислитель для деградации гликоля и систему защиты от пожара литейной ямы, в общем, может потребоваться от 5 до 8 миллионов долларов США (в современных долларах). Литье с использованием 100% гликоля в качестве охладителя приводит к возникновению другой проблемы. Охлаждающая способность гликоля или других галогенизированных углеводородов отличается от воды, вследствие чего требуются другие режимы отливки и инструменты при литье с использованием такого охладителя. Другой недостаток использования гликоля в качестве непосредственного охладителя состоит в том, что гликоль имеет более низкую удельную теплопроводность и коэффициент поверхностной передачи тепла, чем вода, поэтому микроструктура металлической отливки при использовании 100%-ного гликоля в качестве охладителя имеет более грубые нежелательные металлургические составляющие и имеется большая величина пористости из-за усадки по центральной линии в отливаемом металле. Отсутствие более тонкой микроструктуры с одновременным наличием более высокой концентрации пористости усадки отрицательно влияет на свойства конечных продуктов, изготовленных из такого исходного материала.
В еще одном патентном документе US 4237961 предложено удалять воду от слитка при литье Al-Li сплавов с прямым охлаждением для уменьшения опасности взрыва. В патентном документе ЕР 0183563 описано устройство для сбора расплавленного металла, образующегося в результате его прорыва или растекания во время литья с прямым охлаждением алюминиевых сплавов. Сбор прорвавшегося или растекшегося расплавленного металла приводит к его скоплению. Такое решение не может быть использовано для сплава Al-Li, поскольку оно может создать искусственное условие для взрыва, когда для удаления воды она должна быть накоплена. Во время прорыва или растекания расплавленный металл также мог бы скапливаться в области собранной воды. Как описано в патентном документе US 5212343, это могло бы стать предпочтительным способом получения взрыва в результате реакции воды с Al-Li.
Таким образом, остается потребность в более безопасных, требующих меньшего обслуживания и более эффективных по затратам устройстве и способе разливки Al-Li сплавов, позволяющих получать литой метал высокого качества.
Краткое описание чертежей
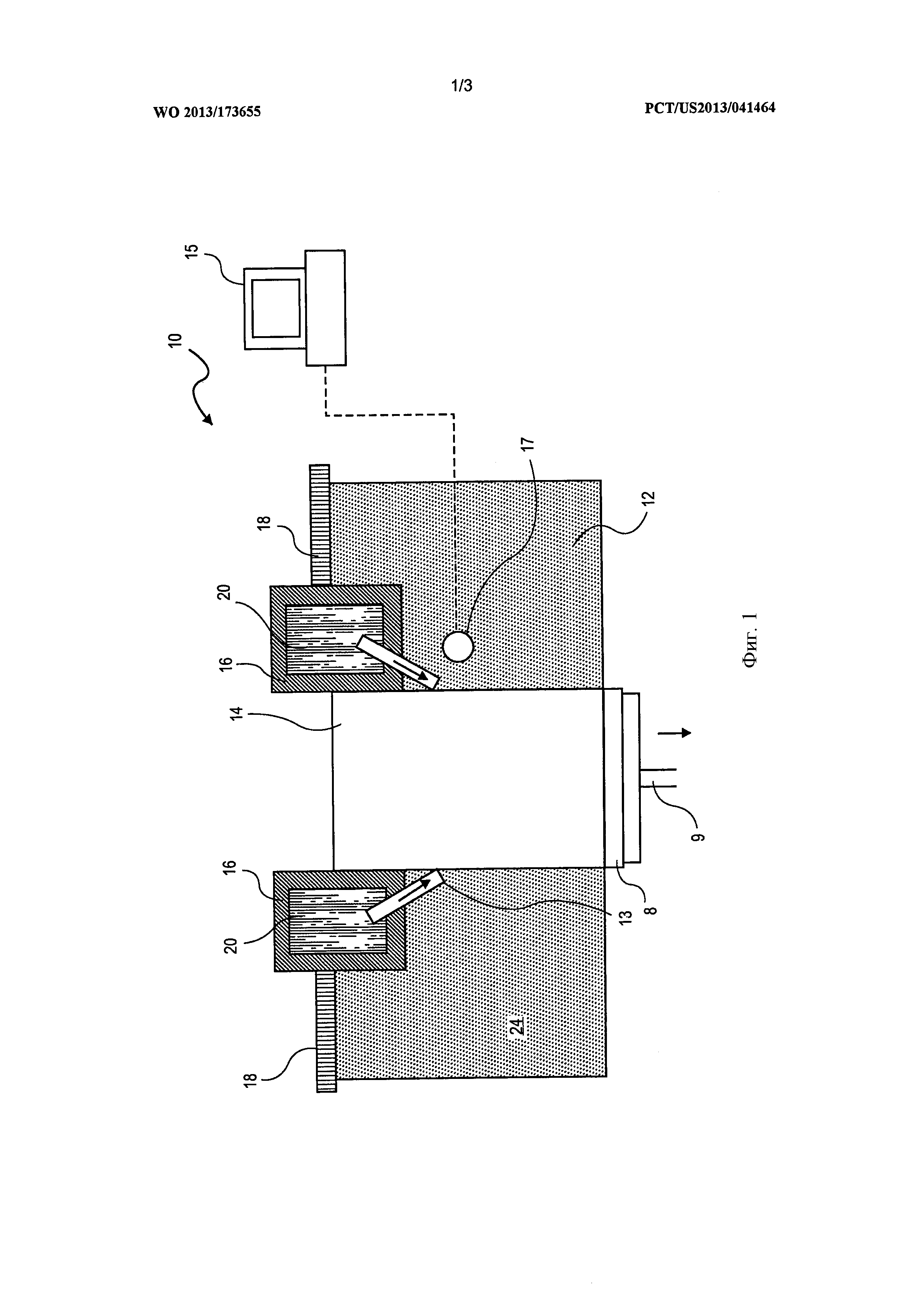
На фиг. 1 показан один участок системы литья с прямым охлаждением, вид в разрезе;
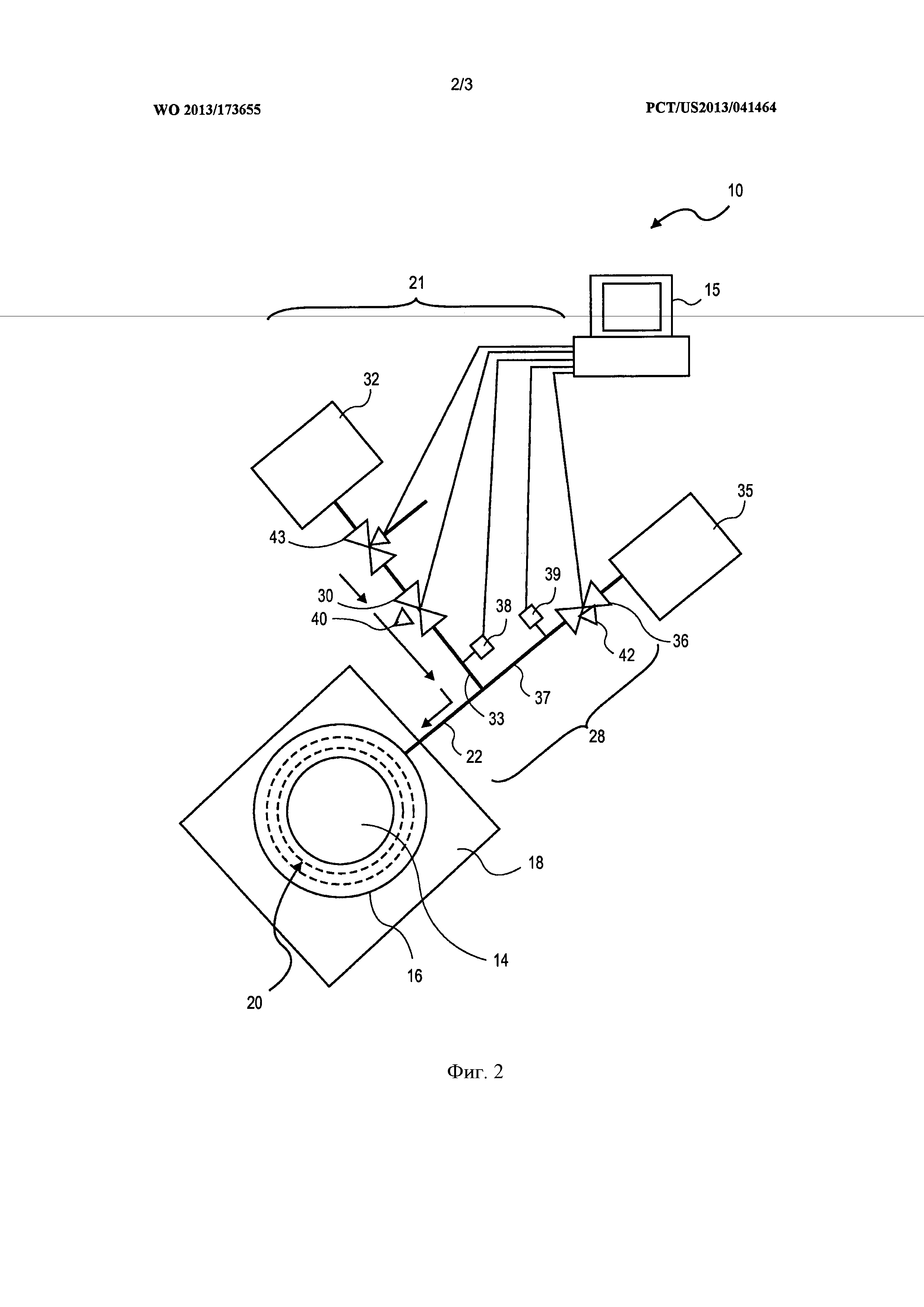
на фиг. 2 схематично показана часть системы на фиг. 1, в конфигурации для впрыска одновременно с охладителем или последовательно с ним инертной текучей среды в литьевую форму с прямым охлаждением или подачи охладителя для охлаждения слитка во время нормальных операций разливки, вид сверху;
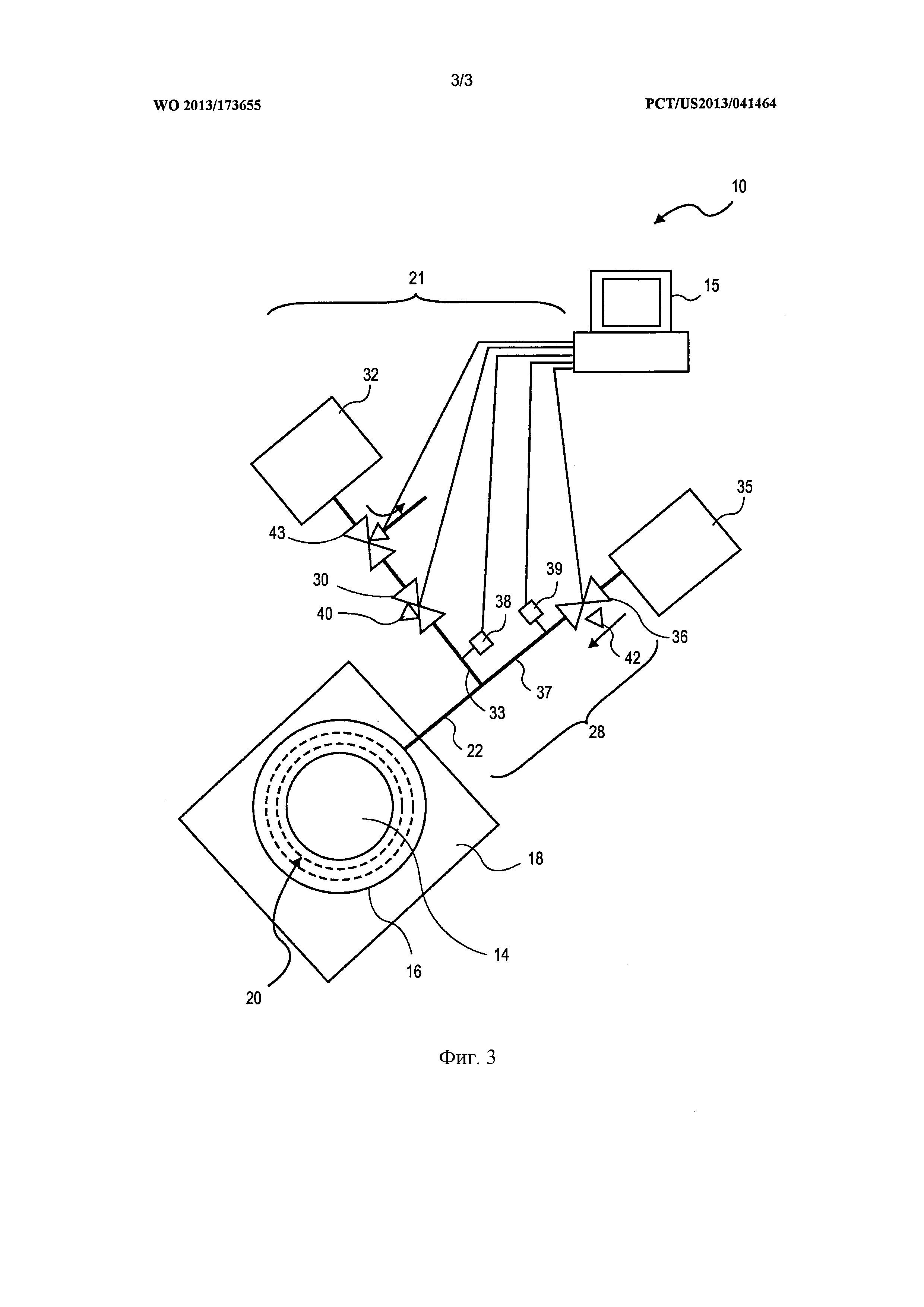
на фиг. 3 схематично показана часть системы на фиг. 1 после остановки потока жидкого охладителя (воды) и впрыска только инертной текучей среды в качестве охладителя во время или после прорыва или растекания, вид сверху.
Осуществление изобретения
На фиг. 1 показана система 10, содержащая литейную яму 12, в которую погружается отливаемый слиток 14 с помощью литьевого цилиндра (не показан) во время операции разливки. Литейная форма 16 установлена на литьевом столе 18. Расплавленный металл (например, сплав Al-Li) подают в литейную форму 16. Расплавленный металл, который подают в форму 16, поддерживается плитой 8 на литьевом цилиндре 9. Литейная форма 16 охлаждается охладителем, содержащимся в резервуаре 20 внутри формы 16, и формирует слиток 14 по мере того, как расплавленный металл поступает сверху с заданной скоростью, изменяющейся по времени. Литьевой цилиндр 9 перемещается вниз с заданной скоростью для получения слитка требуемого размера в длину и требуемой геометрической формы, которая определяется границами литейной формы 16.
Расплавленный металл направляют в литейную форму 16 и охлаждают посредством воздействия более низкой температуры литейной формы и охладителя, который направляют на выходящий из литейной формы слиток 14 через множество подающих трубопроводов 13 (показаны два) вокруг литейной формы 16 на ее основание. Следует понимать, что может использоваться множество подающих трубопроводов, выполненных с возможностью подачи охладителя (например, воды) из резервуара 20 в литейную яму 12, включающих подающие устройства, расположенные вокруг основания литейной формы 16 в количестве и в положении, необходимом для достижения требуемой скорости отверждения расплавленного металла. Подающие трубопроводы, расположенные вокруг внешней поверхности слитка 14, соответствуют точке, находящейся непосредственно ниже места, где охладитель выходит из подающих трубопроводов 13. Последнее местоположение обычно называется зоной отверждения. В случае, когда охладитель является водой, в литейной яме 10 вокруг поверхности слитка 14 образуется смесь 24 из воды и воздуха, которая непрерывно образуется в процессе литья.
Литейная система также содержит устройство 17 обнаружения прорыва, такое как инфракрасный термометр. Устройство 17 обнаружения прорыва может быть непосредственно и/или логически соединено с контроллером 15, связанным с системой. Контроллером 15 могут управляться движения плиты 8 или литьевого цилиндра 9, входного отверстия для подачи расплавленного металла в форму 16 и входного отверстия для воды в резервуаре 20, соединенного с литейной формой 16. Контроллер 15 содержит машиночитаемые программные команды, содержащиеся на энергонезависимом материальном носителе информации. Когда устройством 17 обнаруживается прорыв или растекание расплавленного металла Al-Li, из устройства 17 обнаружения в контроллер 15 подается сигнал. Машиночитаемые команды, хранящиеся в контроллере 15, обеспечивают остановку движения плиты 8 и источника подачи расплавленного металла (не показан), а также потока охладителя (не показан) в резервуар 20, соединенный с литейной формой 16 для их остановки и/или отвода.
На фиг. 2 показана система 10, содержащая систему 21 подачи охладителя, которая размещена в устройстве подачи охладителя, или между резервуаром 20 и трубопроводом 22 охладителя, или перед резервуаром 20. Как показано на фиг. 2, система 21 подачи охладителя расположена перед резервуаром 20. Литейная форма 16 (в данном варианте - круглая) окружает металл 14. Система 21 подачи охладителя содержит систему клапанов 28, соединенную с подающим трубопроводом 22, по которому осуществляется подача охладителя в резервуар 20. Соответствующим материалом для подающего трубопровода 22 и других трубопроводов и клапанов является нержавеющую сталь. Система клапанов 28 включает в себя первый клапан 30, связанный с первым трубопроводом 33. Первый клапан 30 позволяет подавать охладитель (в основном воду) из источника 32 охладителя через клапан 30 и трубопровод 33. Система клапанов 28 также включает в себя второй клапан 36, соединенный со вторым трубопроводом 37. Второй клапан 36 позволяет вводить инертную текучую среду из ее источника 35 через клапан и трубопровод 37. Трубопроводы 33 и 37 соединяют источник 32 охладителя и источник 35 инертной текучей среды, соответственно, с подающим трубопроводом 22. Инертная текучая среда представляет собой жидкость или газ, который не реагирует с литием или алюминием с получением реактивного (например, взрывчатого) продукта и одновременно не является горючими и не поддерживает горение. Инертная текучая среда является инертным газом. Подходящий инертный газ имеет плотность меньшую плотности воздуха и не реагирует с литием или алюминием с получением реактивного продукта. Другим необходимым свойством подходящего инертного газа, используемым в данном варианте осуществления изобретения, является более высокая удельная теплопроводность газа по сравнению с обычными инертными газами, воздухом или смесями инертных газов. Примером такого газа, одновременно удовлетворяющего всем упомянутым выше требованиям, является гелий (Не). В альтернативном варианте осуществления изобретения могут использоваться смеси гелия и аргона. Такая смесь может включать в себя не менее приблизительно 20% гелия, в частности не менее приблизительно 60% гелия.
Следует отметить, что специалистам в области плавления и литья с прямым охлаждением алюминиевых сплавов, за исключением плавления и литья алюминиево-литиевых сплавов, могло бы показаться более предпочтительным использование газообразного азота вместо гелия, поскольку известно, что азот также является инертным газом. Однако, как упоминалось, взаимодействие азота с жидкими алюминиево-литиевыми сплавами не является безопасным. Азот вступает в реакцию со сплавом и формирует аммиак, который, в свою очередь, реагирует с водой и участвует в дополнительных реакциях с опасными последствиями, и, следовательно, его использование должно быть полностью исключено. То же относится к другому, как считается инертному газу, такому как двуокись углерода. Его использование должно быть исключено в любых вариантах применения, где существует шанс соприкосновения расплавленного алюминиево-литиевого сплава с двуокисью углерода.
На фиг. 2 показан процесс литья при нормальных условиях. Первый клапан 30 открыт, а второй клапан 36 закрыт. В такой конфигурации клапанов только охладитель от его источника 32 поступает в подающий трубопровод 22, а инертная текучая среда из ее источника 35 не впускается в подающий трубопровод. Может быть выбрано положение (например, полностью открытый, частично открытый) клапана 30 для достижения требуемого расхода, измеряемого расходомером, соединенным с клапаном 30, или установленным отдельно рядом с клапаном 30 (показан после клапана 30, как первый расходомер 38). При необходимости может быть частично открыт второй клапан 36, так что инертная текучая среда (например, инертный газ) из источника 35 смешивался с охладителем из источника 32 при нормальных условиях разливки. Положение клапана 36 может быть выбрано для достижения требуемого расхода, измеряемого прибором, например прибором измерения давления в источнике инертной текучей среды, соединенным с клапаном 36 или расположенным отдельно, рядом с клапаном 36 (показан после клапана 36, как второй прибор 39).
Первый клапан 30, второй клапан 36, первый расходомер 38 и второй прибор 39 измерения скорости потока электрически и/или логически соединены с контроллером 15. Контроллер 15 включает в себя постоянные машиночитаемые команды, которые при их исполнении обеспечивают активацию одного или двух клапанов 30 и 36. Например, при нормальных операциях разливки, таких, как показано на фиг. 2, такие машиночитаемые команды обеспечивают частичное или полное открывание первого клапана 30 и закрывание или частичное открывание второго клапана 36.
На фиг. 3 показана система клапанов 28 в конфигурации при возникновении прорыва или растекания. В таком случае при обнаружении прорыва или растекания датчиком 17 (фиг. 1) первый клапан 30 закрывают для остановки потока охладителя (например, воды) из источника 32 охладителя. Также могут уменьшить расход через первый клапан 30 до величины, которая выше нулевой, но меньше нормальной. Расход охладителя уменьшают до величины, которая является приемлемо безопасной (например, несколько литров в минуту или меньше) при условии, что для решения проблемы прорыва или растекания применены дополнительные меры. Через короткое время или сразу же после этого, в течение 3-20 секунд, открывается второй клапан 36, обеспечивая подачу инертной текучей среды из источника 35 таким образом, что в подающий трубопровод 22 поступает только инертная текучая среда. В случае, когда инертная текучая среда является инертным газом, таким как гелий (Не), то с учетом более низкой плотности гелия по сравнению с воздухом, водой или водяным паром область в верхней части литейной ямы 10 и вокруг литейной формы 16 (фиг. 1) будет немедленно заполняться инертным газом, вытесняя смесь 24 из воды и воздуха и предотвращая формирование газообразного водорода или исключая контакт расплавленного сплава Al-Li с охладителем (например, водой) в этой области, тем самым существенно уменьшая вероятность взрыва из-за наличия этих материалов в указанной области. Используются скорости приблизительно от 1,0 фут/с до 6,5 фут/с, предпочтительно от 1,5 фут/с до 3 фут/с, а наиболее предпочтительно около 2,5 фут/с.
Также на фиг. 2 и 3 показаны обратные клапаны 40 и 42, соединенные с первым и вторым клапанами 30 и 36 соответственно. Каждый обратный клапан предотвращает поток охладителя и/или газа обратно к соответствующим клапанам 30 и 36 при обнаружении прорыва и изменения потока материала в форме.
Как показано на фигурах 2 и 3, линия 32 подачи охладителя также может быть оборудована перепускным клапаном 43, который обеспечивает непосредственное отклонение потока охладителя во внешнее устройство сброса перед его подачей к первому клапану 30, так что после закрывания первого клапана 30 сводится к минимуму гидравлический удар или повреждение системы подачи или утечки через клапан 30. Машиночитаемые команды в контроллере 15 включают в себя команды, которые при установлении факта прорыва, например с помощью поступившего в контроллер 15 сигнала из инфракрасного термометра, обеспечивают активацию перепускного клапана 43, который открывается для отклонения потока охладителя; после чего активируют первый клапан 30, закрывая его, и активируют второй клапан 36, открывая его и обеспечивая тем самым подачу инертного газа.
Как отмечено выше, одним из подходящих инертных газов является гелий. Гелий имеет относительно высокую теплопроводность, которая позволяет непрерывно отводить тепло от литейной формы и из зоны отверждения после прекращения потока охладителя. Такой продолжающийся отвод тепла используется для охлаждения разливаемого слитка/бруска, что уменьшает возможность любых дополнительных прорывов или растеканий, возникающих из-за остаточного тепла в головке слитка/бруска. Одновременно литейная форма защищена от избыточного нагрева, что уменьшает возможность ее повреждения. Для сравнения, значения теплопроводности для гелия, воды и гликоля являются следующими: Не - 0,1513 Вт⋅м-1⋅K-1; H2O - 0,609 Вт⋅м-1⋅K-1; и Этиленгликоль - 0,258 Вт⋅м-1⋅K-1.
Хотя удельная теплопроводность гелия и смесей газа, описанных выше, ниже чем у воды или гликоля, когда эти газы попадают на слиток или болванку в зоне отверждения или рядом с ней, не образуется паровая завеса, которая в противном случае могла бы уменьшить коэффициент поверхностной теплопередачи и тем самым уменьшить эффективную удельную теплопроводность охладителя. Таким образом, одиночный инертный газ или смесь газов проявляет эффективную удельную теплопроводность намного ближе к воде, чем к гликолю, что можно было бы ожидать, учитывая только их непосредственно относительные теплопроводности.
Как будет понятно специалисту в данной области техники, хотя на фиг. 2 и 3 показан круглый слиток или болванка формируемого отлитого металла, устройство и способ в соответствии с настоящим изобретением в равной степени применимы и для прямоугольного слитка.
Описанные выше система и устройство обеспечивают минимизацию вероятности взрыва при литье с прямым охлаждением Al/Li сплавов посредством избирательного прекращения подачи жидкого охладителя в зону затвердевания при одновременном введении инертной текучей среды, такой как инертный газ, имеющей высокую теплопроводность и низкий удельный вес. В соответствии с альтернативным вариантом осуществления изобретения в зону отверждения может подаваться смесь инертной текучей среды и охладителя или смесь инертных газов.
Для обеспечения полного понимания изобретения было представлено множество конкретных условий и деталей. Однако специалисту в данной области будет понятно, что на практике могут быть реализованы один или несколько других вариантов осуществления изобретения без некоторых указанных конкретных деталей. Описанные варианты осуществления изобретения представлены не для ограничения изобретения, а лишь для его иллюстрации. Объем изобретения не следует определять по представленным выше конкретным примерам, а только по формуле изобретения.
Способ и устройство для минимизации вероятности взрывов при литье с прямым охлаждением алюминиево-литиевых сплавов
Способ и устройство для минимизации взрывного потенциала при литье с прямым охлаждением сплавов алюминия и лития
Способ и устройство для литья с прямым охлаждением
Печь для плавки и выдерживания сплава
Способ и устройство для минимизации вероятности взрывов при литье с прямым охлаждением алюминиево-литиевых сплавов
Способ и устройство для литья с прямым охлаждением
Печь для плавки и выдерживания сплава

