Результат интеллектуальной деятельности: Способ получения высокоплотной кварцевой керамики и изделий из нее
Вид РИД
Изобретение
Изобретение относится к способам получения высокоплотных керамических материалов на основе кварцевого стекла - кварцевой керамики с открытой пористостью, близкой к нулю. Такой материал найдет широкое применение для изделий, работающих в сложных тепловых и климатических условиях.
В настоящее время хорошо известны способы получения кварцевой керамики и изделий из нее для изготовления сталеразливочных стаканов и дозаторов в металлургии (Р.С. Чуракова, Е.П. Федорова, Ю.А. Полонский, Е.И. Ермолаева, А.М. Поживанов, Н.Д. Карпов. Стаканы из кварцевой керамики для разливки стали на УНРС // Огнеупоры, 1972, №11, с. 20-23), антенных обтекателей и радиопрозрачных окон ракет (Ю.Е. Пивинский, Е.И. Суздальцев. Кварцевая керамика и огнеупоры, 2008, т. 1, гл. 16, 17, 18, с. 569-640), термостойких модельных форм, поддонов, валов для молирования, штамповки, прокатки металлов, сплавов, стекла (В.П. Марков, Л.Л. Чернина, А.М. Ахьян. Крупногабаритные изделия из кварцевой керамики // Стекло и керамика, 1981, №2, с. 27-28). Они включают в себя дробление, измельчение кварцевого стекла и приготовление водного шликера заданного гранулометрического состава, литье керамических заготовок методом водного шликерного литья в гипсовых формах за счет капиллярных свойств гипса, сушку и обжиг изделий в электрических печах.
Открытая пористость таких изделий и материалов находится в пределах 5-20%, прочность при изгибе 20-60 МПа. Недостатком материалов и изделий из них является значительная открытая пористость и связанное с этим поглощение влаги другой жидкой или воздушной фазы, что существенно ограничивает область применения материала.
Известны работы по разработке технологии получения кварцевой керамики и изделий из нее с пористостью, близкой к нулю (Потк.≥0,5%) за счет введения в водный шликер небольшого количества борсодержащего активатора спекания - порошков оксида бора B2O3 (патент США №2973278, кл. CO3C 3/06, опубл. 28.02.1961 г.), нитрида бора BN (а. с. СССР №501052, кл. CO4B 35/14, бюл. №4, 1976 г.).
В частности, известен материал ОТМ-107 ТУ1-598-249-87, кварцевая керамика с добавкой 0,5-1,0% вес BN, которая имеет открытую пористость, близкую к нулю при температуре обжига 1250°C с выдержкой 2-3 часа, а пористые и достаточно прочные материалы получают при температуре 1150-1200°C (Ф.Я. Бородай, Е.И. Суздальцев. Кварцевая керамика, легированная нитридом бора - «ниасит - BN» // Сб. Новые неорганические материалы, 1976, вып. 3, с. 150-151).
Недостатком таких материалов и способа получения их является внесение в структуру керамики вместе с активатором спекания примесей щелочных и щелочноземельных элементов, которые ускоряют кристаллизацию кварцевого стекла при температуре выше 1230°С, что неприемлемо для обеспечения высокой прочности, термостойкости и других ценных свойств.
Вторым направлением работ по получению высокоплотной кварцевой керамики были работы, связанные с разработкой скоростных высокотемпературных режимов спекания с целью исключения или хотя бы замедления образования кристобалита в материале при обжиге. Предложена область оптимальных режимов спекания (Ф.Т. Горобец, Р.В. Браиловская. Получение высокоплотной кварцевой керамики в газовых печах» // Огнеупоры, 1972, №5, с. 36-39) для получения высокоплотной кварцевой керамики в газовой печи, работающей на природном газе. Она составляет: по температуре 1350-1550°С, по времени выдержки 6-60 мин. Открытая пористость керамических образцов не превысила 1,5%.
Недостатком способа является нестабильность процесса и, как следствие, значительные колебания прочностных свойств и увеличение ТКЛР материала до 10×10-7/°C и выше, что связывается авторами с кристаллизацией образцов.
Более стабильные результаты по спеканию кварцевой керамики до открытой пористости, близкой к нулю, получены в вакуумных печах при температурах 1300-1350°C (Н.В. Соломин, Г.М. Томилов. Влагонепроницаемая керамика «В-ниасит» // Сб. Новые неорганические материалы, 1976, вып. 3, с. 135-136). Отсутствие кристобалита в составе материала обеспечивается кратковременностью режима спекания: время нагрева вакуумной печи до tmax составляло 15-30 мин, время выдержки τ=10-30 мин. По этому способу разработана влагонепроницаемая кварцевая керамика «В-ниасит» (материал ТСМ - 991). Она имеет открытую пористость, близкую к нулю, и все свойства, за исключением оптических, близки к свойствам кварцевого стекла.
Недостатком такого технического решения является сложность получения профильных, крупногабаритных изделий, отсутствие необходимого вакуумного печного оборудования.
Наиболее близким техническим решением (прототипом) является способ получения кварцевой керамики с нулевой открытой пористостью, без активаторов спекания при сравнительно низких температурах обжига в обычных электрических печах с воздушной атмосферой за счет подбора соотношения мелкозернистой и крупнозернистой фракции полидисперсного шликера, оптимизации технологии приготовления шликера, формования и обжига изделий (Ф.Я. Бородай, Е.И. Суздальцев. Влияние технологических параметров на свойства кварцевой керамики // Огнеупоры, 1975, №10, с. 50-54).
Недостатком прототипа является то, что установленные технологические параметры по плотности шликера, зерновому составу, режиму спекания являются оптимальными только при получении малогабаритных образцов.
Задача изобретения состоит в нахождении технологических параметров для получения высокоплотной кварцевой керамики методом водного шликерного литья в гипсовых формах и последующего обжига в электрических печах при изготовлении крупногабаритных изделий сложного профиля с открытой пористостью, близкой к нулю, одновременно обеспечивающих целостность и высокое качество изделий.
Поставленная задача решается тем, что способ получения высокоплотной кварцевой керамики и изделий из нее, включающий приготовление водного шликера кварцевого стекла с плотностью 1,85-1,90 г/см3, формование керамических заготовок, изделий методом водного шликерного литья в гипсовых формах, сушку и обжиг в электрических печах с воздушной атмосферой, отличающийся тем, что водный шликер кварцевого стекла имеет полидисперсный зерновой состав в пределах 0,1-300 мкм, из которых частиц до 5 мкм 25-35%, частиц до 63 мкм 94-98%, формование заготовок, изделий осуществляется в гипсовых формах, рабочая поверхность которых пропитана тонкодисперсным отстоем кварцевого шликера или литниковым сливом, а обжиг осуществляется при максимальной температуре 1260-1280°C в течение 6-8 часов с промежуточными выдержками при 1100±50°C в течение 1±0,5 ч на подъеме для выравнивания температуры по изделию и при охлаждении для отжига и снятия термических и усадочных напряжений.
Способ получения высокоплотной кварцевой керамики и изделий из нее отличается тем, что для приготовления водного шликера используется кварцевое стекло и мелющие тела из прозрачного кварцевого стекла без следов кристобалита, а помол и стабилизация шликера осуществляются в мельницах футерованных кварцевым стеклом или кварцевой керамикой.
Наши исследования по получению изделий из кварцевой керамики диаметром до 450 мм, высотой до 1000 мм и толщиной стенки 15-25 мм методом водного шликерного литья в гипсовых формах и последующего обжига в электрических печах с воздушной атмосферой показали, что из полидисперсных шликеров с зерновым составом от 0,1 до 300 мкм путем подбора соотношения тонкой (до 5 мкм) и крупной (более 63 мкм) фракции в количестве 25-35% тонкой и 2-6% крупной, режима обжига с изотермическим спеканием в области температур 1260-1280°C с выдержкой 6-8 часов можно получить качественные изделия без трещин и короблений при пористости 0,02-0,3% по ГОСТ 2409-2014.
Для обеспечения целостности, однородности изделий и снижения тепловых, усадочных напряжений предусмотрены промежуточные выдержки при температурах 1100±50°C в течение 1±0,5 часа на участках подъема температуры и студки печи. Эллипсность изделий составляла 2-4 мм, а разноплотность по высоте и окружности находилась в пределах ± 0,002 г/см3, что существенно ниже, чем для аналогичных изделий из пористой кварцевой керамики.
Одной из основных причин, усложняющих получение высокоплотной кварцевой керамики, является кристобалитизация кварцевого стекла, а значит, и керамической заготовки при обжиге ее в области температур выше 1250°C. Этот процесс усиливается примесями исходного кварцевого стекла, посторонним загрязнением при дроблении, помоле стекла, при формовании керамических заготовок и др. С целью снижения этого явления для приготовления водного шликера необходимо использовать кварцевое стекло и мелющие тела из прозрачного кварцевого стекла без следов кристобалита, помол и стабилизацию шликера осуществлять в мельницах, футерованных кварцевым стеклом или кварцевой керамикой, а формование керамических заготовок, изделий осуществлять в гипсовых формах, рабочая поверхность которых пропитана тонкодисперсным отстоем кварцевого шликера или литниковым сливом.
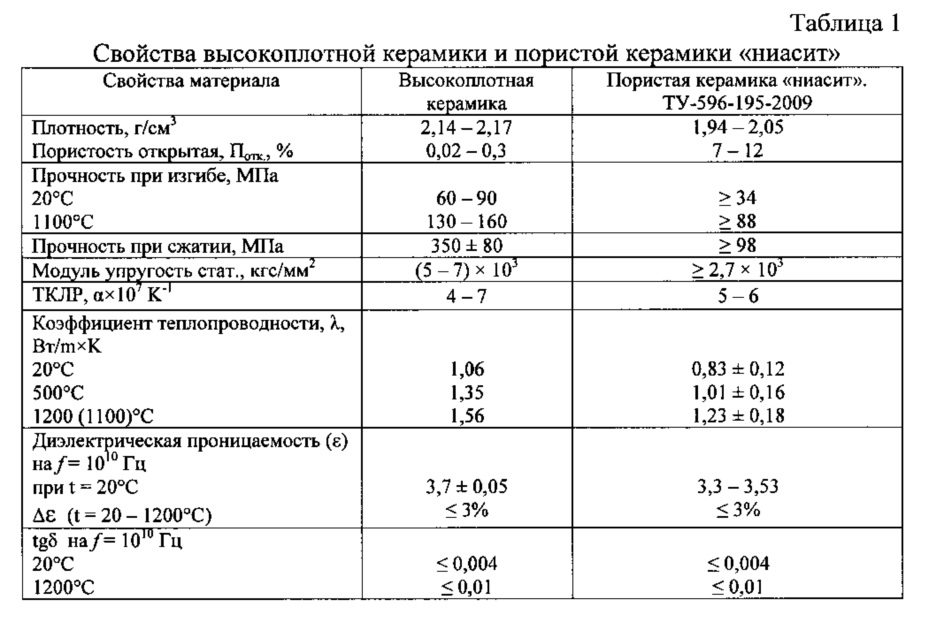
В таблице 1 приведены основные свойства разработанной по предлагаемому способу высокоплотной кварцевой керамики в сравнении с широкоизвестной керамикой «ниасит» ТУ 1-596-195-2009.
Примеры выполнения способа
Дробленую и промытую дистиллированной водой кварцевую трубку из прозрачного кварцевого стекла ТУ 11-87 ЩЛО.027.252, мелющие тела из прозрачных кварцевых стержней ТУ 21-РСФСР-587-82 вместе с дистиллированной водой в пропорции 1:(0,5-0,7):(0,20-0,23) загружали в шаровую мельницу ТС А 115, футерованную кварцевой керамикой, и путем помола получали водный шликер с плотностью 1,85-1,90 г/см3. Шликер отделяли от шаров, переливали в другую мельницу с кварцевой футеровкой и производили его стабилизацию во вращающейся мельнице в течение 2-10 суток для улучшения литейных свойств и дополнительного гидратирования зерен кварцевого стекла.
Формование изделий производилось в гипсовых формах с перфорированным металлическим каркасом наливным способом. Перед заливкой шликера внутренняя (рабочая) поверхность формы покрывалась кистью или пульверизатором низкоплотным отстоем кварцевого шликера или литниковым сливом. После сушки керамические заготовки зашкуривали наждачной шкуркой для снятия наплывов, неровностей и загрязнений.
Обжиг изделий осуществляли в отечественных силитовых печах с вращающимся подом типа ЦБ-71 или в печах с проволочными нагревателями фирмы Nabertherm при tmax=1260-1280°C с программным ведением режима обжига.
Пример 1. Изделия формовали из шликера со свойствами: плотность ρ=1,90 г/см3, полидисперсный зерновой состав по измерению на установке LA-950 «Horiba» находился в пределах 0,1-300 мкм, из которых до 5 мкм 35%, частиц более 63 мкм - 4%. Высушенные и зашкуренные по наружной поверхности изделия обжигали в печи ЦБ-71 при tmax=1260°C с выдержкой при максимальной температуре τ=7 ч и выдержками для выравнивания температуры при нагреве и снятии напряжений при 1100°C в течение 1 часа. Усадки при обжиге по вертикали 3,9-3,5%, по горизонтали 3,5-3,1%. Изделия имели плотность ρ=2,14-2,15 г/см3, открытую пористость Потк.=0,04-0,30%, прочность при изгибе 71-75 МПа, диэлектрическую проницаемость ε на f=1010 Гц 3,70 (при t=20°C) и 3,80 (при t=1200°C), tgδ на/ f=1010 Гц соответственно (10-30)×10-4 и (70-90)×10-4.
Пример 2. Изделия получали по аналогичной технологии приготовления шликера и формования. Водный шликер кварцевого стекла имел плотность ρ=1,88 г/см3, содержание тонкой фракции (до 5 мкм) - 25%, крупной (более 63 мкм) - 6%. После сушки и зашкуревания поверхности изделия обжигали в печах с силитовыми нагревателями ЦБ-71 при tmax=1280°C с выдержкой при максимальной температуре τ=6 ч и промежуточными выдержками на подъеме температуры и охлаждении при 1150°C в течение 0,5 часа. Усадки при обжиге находились в пределах: по вертикали 3,9-3,2%, по горизонтали - 3,6-3,4%. Изделия имели плотность ρ=2,15-2,17 г/см3, открытую пористость Потк.=0,02-0,20%, прочность при изгибе 75-90 МПа, диэлектрическую проницаемость ε на f=1010 Гц составляла 3,72 (при t=20°C) и 3,85 (при t=1200°C), tgδ на f=1010 Гц соответственно (20-30)×10-4 и (70-100)×10-4.
Пример 3. Изделия формовали из полидисперсного шликера с зерновым составом 0,1-300 мкм плотностью ρ=1,85 г/см3, содержание тонкой фракции (до 5 мкм) - 30%, крупной (более 63 мкм) - 2%. После сушки и зашкуревания поверхности изделия обжигали в печах Nabertherm при tmax=1270°C с выдержкой при максимальной температуре τ=8 ч с промежуточными выдержками на подъеме температуры и охлаждении при 1050°C в течение 1,5 часа. Усадки при обжиге находились в пределах: по вертикали 3,50±0,5%, по горизонтали - 3,0±0,3%. Свойства материала в оболочках: плотность ρ=2,14-2,15 г/см3, открытая пористость Потк.=0,02-0,30%, прочность при изгибе 70-80 МПа, средний коэффициент линейного термического расширения в интервале температур 20-1200°C находится в пределах (4-7)×10-7K-1.
Достоинством представленного способа является возможность получения высокоплотного керамического материала на основе кварцевого стекла с открытой пористостью, близкой к нулю, имеющего высокую прочность и стабильные диэлектрические характеристики в широком интервале температур. Способ позволяет получать крупногабаритные изделия, в том числе и тонкостенные, с высокой степенью однородности по плотности, физико-техническим свойствам.
Антенный обтекатель
Способ определения содержания высокодисперсного диоксида кремния в шликере на основе кварцевого стекла
Способ определения степени черноты поверхности натурного обтекателя ракет при тепловых испытаниях и установка для его реализации
Способ тепловых испытаний радиопрозрачных обтекателей
Инфракрасный нагреватель
Способ определения местоположения рабочей поверхности изделия относительно лазерного проектора
Способ определения предела прочности керамики при осевом растяжении
Способ теплового нагружения обтекателей ракет
Способ испытания керамических оболочек
Способ теплопрочностных испытаний керамических обтекателей
Антенный обтекатель ракеты

