Результат интеллектуальной деятельности: СПОСОБ И МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ КОНДИТЕРСКОГО ИЗДЕЛИЯ
Вид РИД
Изобретение
Изобретение относится к способу изготовления кондитерского изделия посредством экструзии с помощью сопла экструдера, в котором режущие средства перемещаются в направлении, перпендикулярном направлению экструзии, для отделения концевого участка от остающейся части экструдированного кондитерского материала (так называемой «кондитерской полосы») и образования кондитерского изделия.
Изобретение также относится к машине для изготовления кондитерского изделия посредством экструзии, при этом машина содержит сопло экструдера с отверстием сопла и режущие средства, перемещающиеся в направлении, перпендикулярном направлению экструзии, для отделения концевого участка от остающейся части экструдированного кондитерского материала и образования кондитерского изделия.
Изобретение, в частности, относится к изготовлению кондитерских изделий в виде мороженого, но оно также может использоваться для изготовления других экструдированных продуктов из непрерывной полосы, независимо от того, снабжены они палочкой или нет, например, конфет чупа-чупс. Однако проблемы, связанные с изобретением, и преимущества, достигаемые с помощью изобретения, будут описаны с конкретной ссылкой на изготовление мороженого.
Известно об изготовлении фруктового льда или мороженого посредством экструзии с возможностью широкого выбора формы, рассматриваемой в направлении экструзии, и возможностью комбинирования различных цветов и веществ применительно к мороженому и фруктовому льду. Кроме того, экструдированное мороженое может производиться с палочкой или без палочки.
Существует возможность экструзии кондитерских изделий в вертикальном направлении непосредственно над горизонтальными опорными поверхностями, в частности, группой опорных лотков или транспортерной лентой, на которые помещается (т.е. опирается) изделие, отрезаемое от полосы для последующей обработки, например, для замораживания, глазирования и т.д.
В документе US 4851247 описан способ изготовления кондитерского изделия в виде банана, который может быть принят в качестве наиболее близкого аналога заявленного изобретения.
В случае резки перпендикулярно направлению экструзии получаемое кондитерское изделие будет иметь форму, ограничиваемую между двумя параллельными резаными сторонами. Из-за ударного воздействия на полосу режущих средств, например, натянутых проволок или ножей, отрезанное кондитерское изделие «выбрасывается» на поверхность транспортирования трудно управляемым способом. Это ведет к нежелательным изменениям формы продукта и его неточному размещению на поверхности транспортирования, что создает проблемы на последующих этапах обработки.
Вышеуказанные недостатки особенно заметны в присутствии макрочастиц, таких как крупинки шоколада или орехов, грильяжа, сухофруктов и т.д., внутри кондитерской полосы. Фактически, сложность или невозможность резки макрочастиц в плоскости резки ведет к сплющиванию макрочастиц по той причине, что кондитерский материал является мягким, и увеличивает деформирование и ошибки позиционирования на поверхности транспортирования.
В настоящее время потребность в новом мороженом с ингредиентами, имеющими различные форму и текстуру, например, различного вида орехами, шоколадом, конфетами, фруктами и т.д., не соответствует требованиям к изготовлению посредством автоматической экструзии.
Задача настоящего изобретения состоит в том, чтобы предложить способ и машину для изготовления изделий посредством экструзии и резки кондитерской полосы, имеющих отличительные признаки, позволяющие устранить, по меньшей мере, некоторые из недостатков существующего уровня техники.
Конкретная задача изобретения состоит в том, чтобы предложить способ и машину для изготовления кондитерских изделий посредством экструзии и резки кондитерской полосы, имеющие такие отличительные признаки и обеспечивающие согласование потребности в экструзии кондитерского материала, содержащего стойкие к резке макрочастицы, с необходимостью обеспечения высокой равномерности формы изделий, отрезаемых от полосы, и точного позиционирования изделий на поверхности транспортирования.
Эти и другие задачи решаются с помощью способа изготовления кондитерского изделия, включающего в себя следующие этапы;
- образование кондитерской полосы посредством экструзии кондитерского материала через сопло экструдера в направлении экструзии;
- образование кондитерского изделия посредством перемещения режущих средств в направлении, поперечном направлению экструзии, из исходного положения снаружи кондитерской полосы в положение резки внутри кондитерской полосы таким образом, чтобы отделить концевой участок от остающейся части кондитерской полосы, выходящей из сопла экструдера;
- перемещение кондитерского изделия в сторону от сопла экструдера посредством размещения концевого участка, отделенного от кондитерской полосы, на поверхности транспортирования и перемещения поверхности транспортирования в направлении транспортирования, поперечном направлению экструзии; отличающегося тем, что предусмотрены следующие этапы:
- размещение концевого участка на поверхности транспортирования перед отделением концевого участка от остающейся части кондитерской полосы, и
- завершение отделения концевого участка от остающейся части кондитерской полосы, в то время как концевой участок расположен на поверхности транспортирования.
Расположение концевого участка кондитерской полосы на поверхности транспортирования во время резки является дополнительным ограничением, которое заметно уменьшает нежелательные деформации и неточности позиционирования кондитерского изделия из-за ударного воздействия режущих средств на кондитерскую полосу.
Аналогично, задачи изобретения решаются с помощью машины для изготовления кондитерского изделия, содержащей:
- сопло экструдера, выполненное с возможностью экструзии кондитерского материала в направлении экструзии и образования кондитерской полосы;
- режущие средства, выполненные с возможностью перемещения в направлении резки, поперечном направлению экструзии, из исходного положения снаружи кондитерской полосы в положение резки внутри кондитерской полосы для отделения концевого участка от остающейся части кондитерской полосы, выходящей из сопла экструдера, и образования кондитерского изделия;
- поверхность транспортирования, пригодную для размещения концевого участка, отделяемого от кондитерской полосы и выполненную с возможностью перемещения в направлении транспортирования, поперечном направлению экструзии для перемещения кондитерского изделия в сторону от сопла экструдера;
при этом машина выполнена с возможностью:
- размещения концевого участка на поверхности транспортирования перед отделением концевого участка от остающейся части кондитерской полосы, выходящей из сопла экструдера, и
- завершения отделения концевого участка от остающейся части кондитерской полосы, в то время как концевой участок расположен на поверхности транспортирования.
Для лучшего понимания изобретения и его преимуществ ниже приводится описание некоторых примерных неограничивающих вариантов выполнения со ссылкой на приложенные чертежи, на которых:
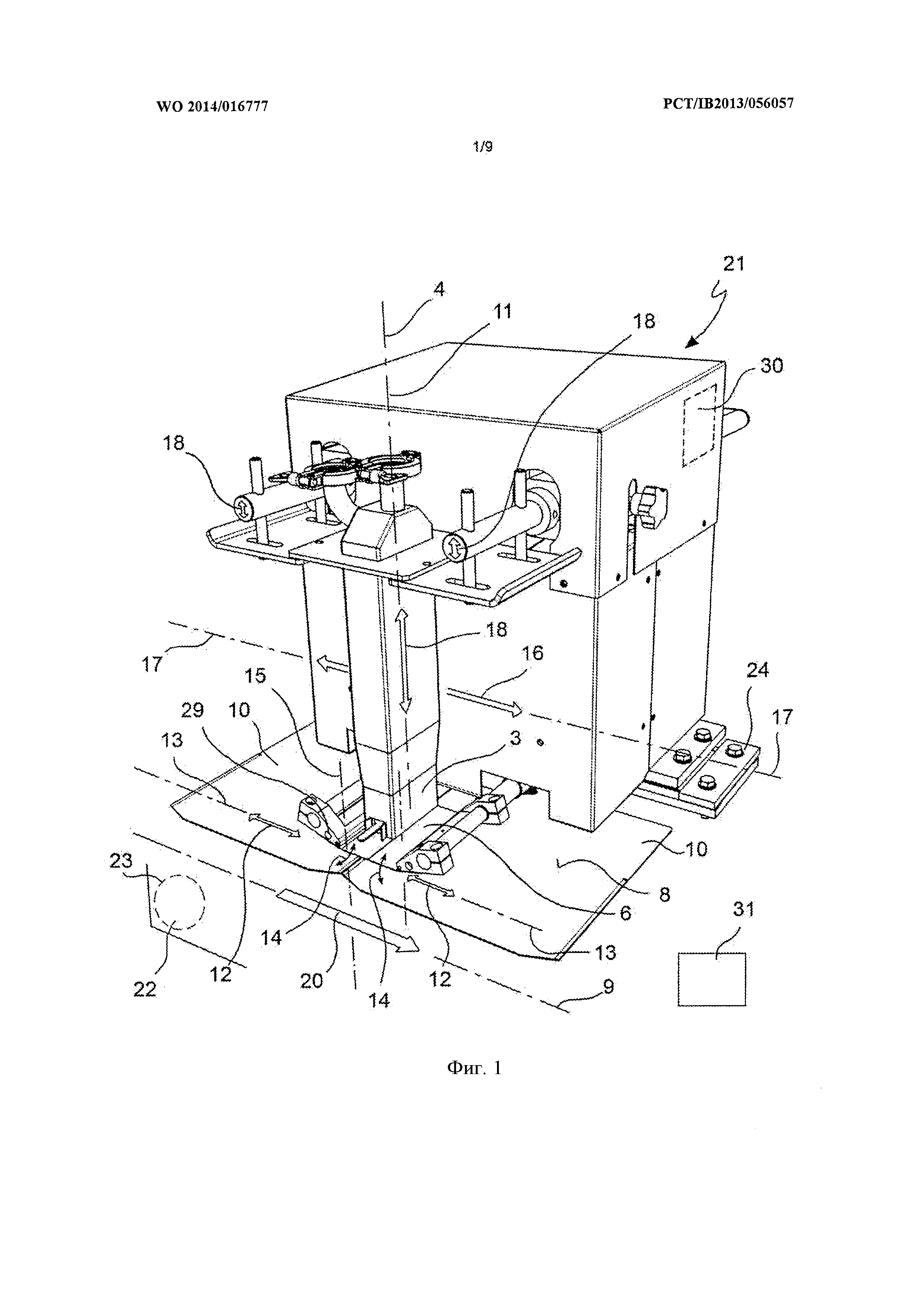
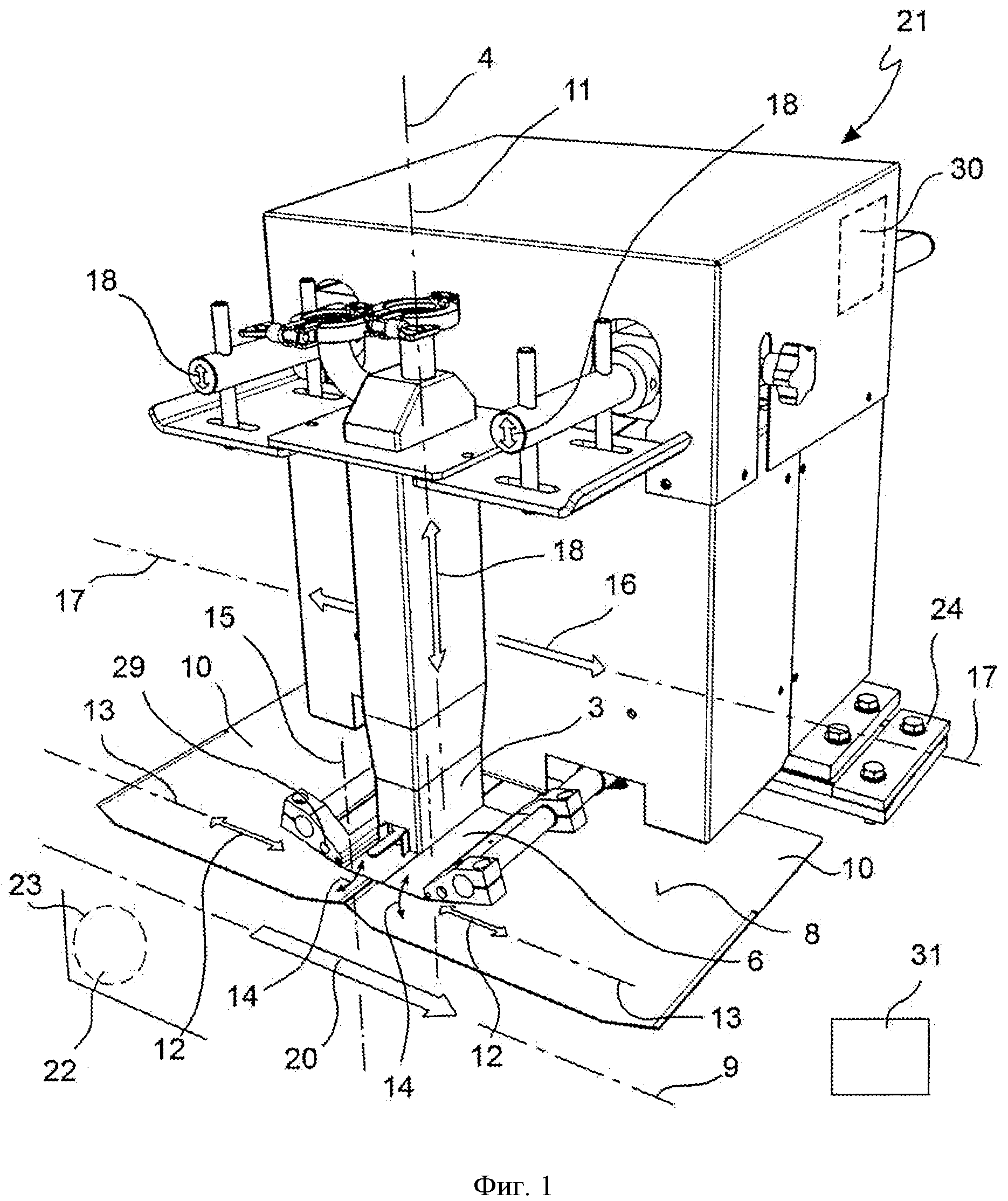
Фиг. 1 - аксонометрический вид машины для приготовления кондитерского изделия по варианту осуществления изобретения;
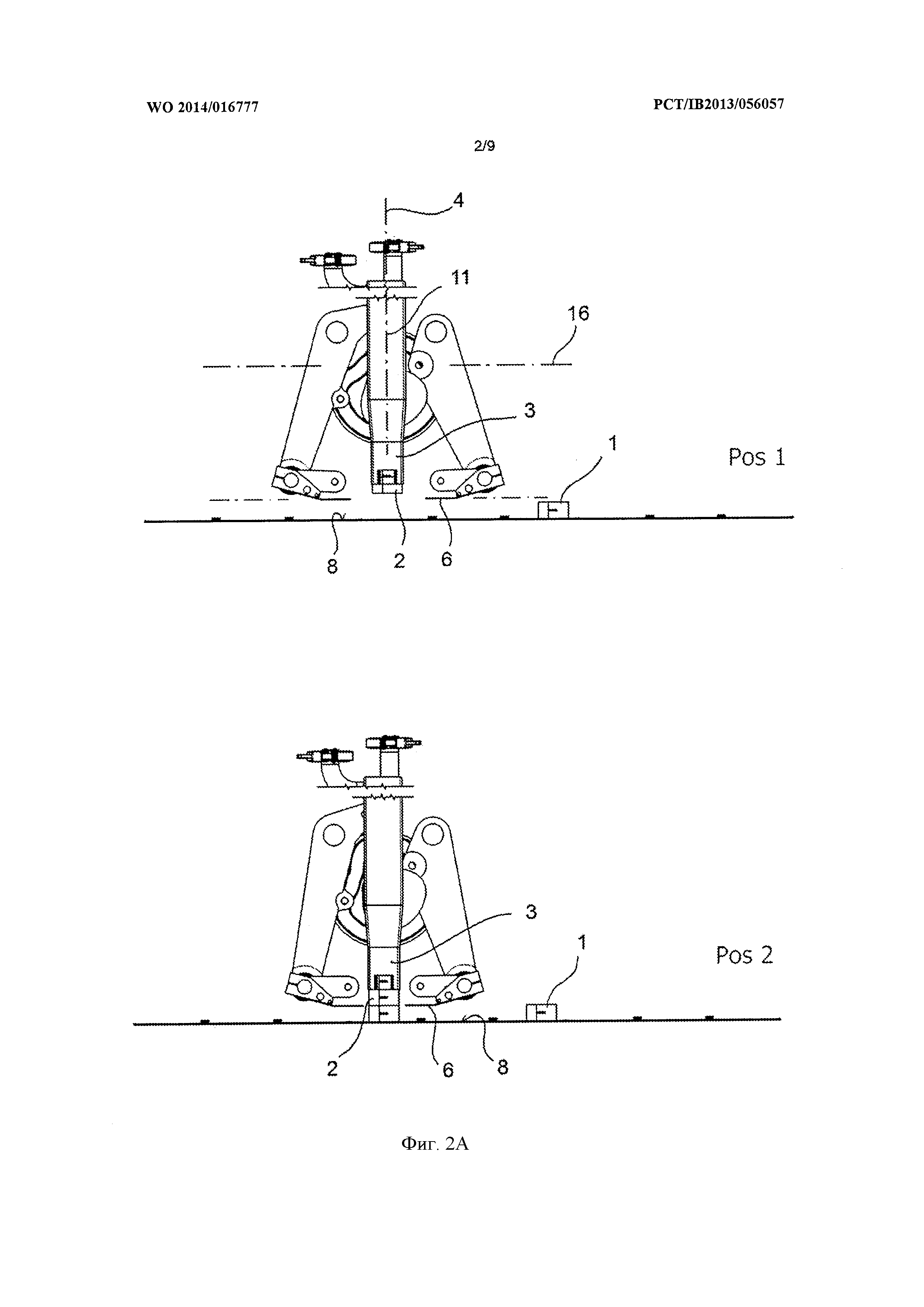
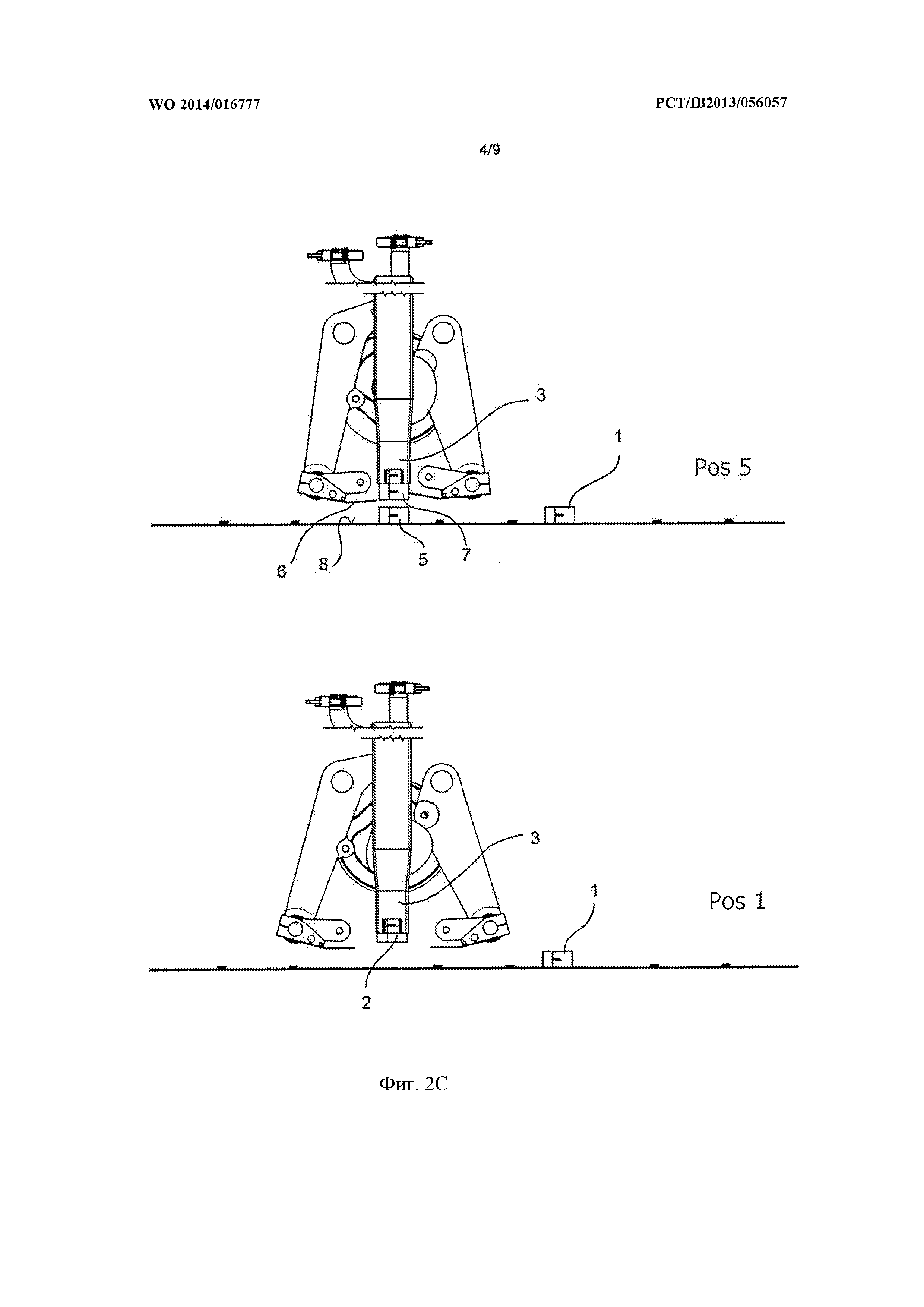
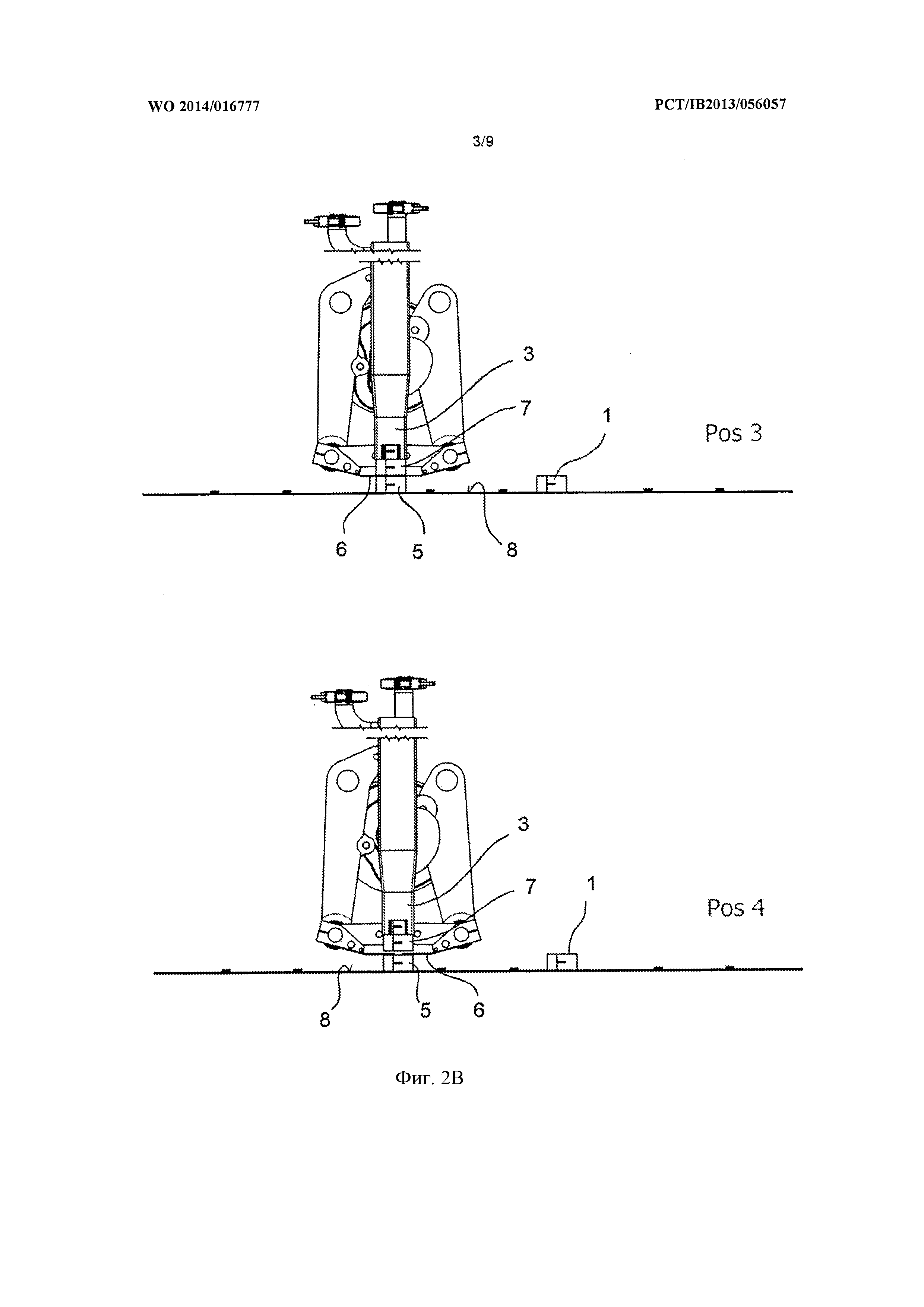
Фиг. 2 - последовательность этапов способа приготовления кондитерского изделия по варианту осуществления, реализуемому с помощью машины из фиг. 1;
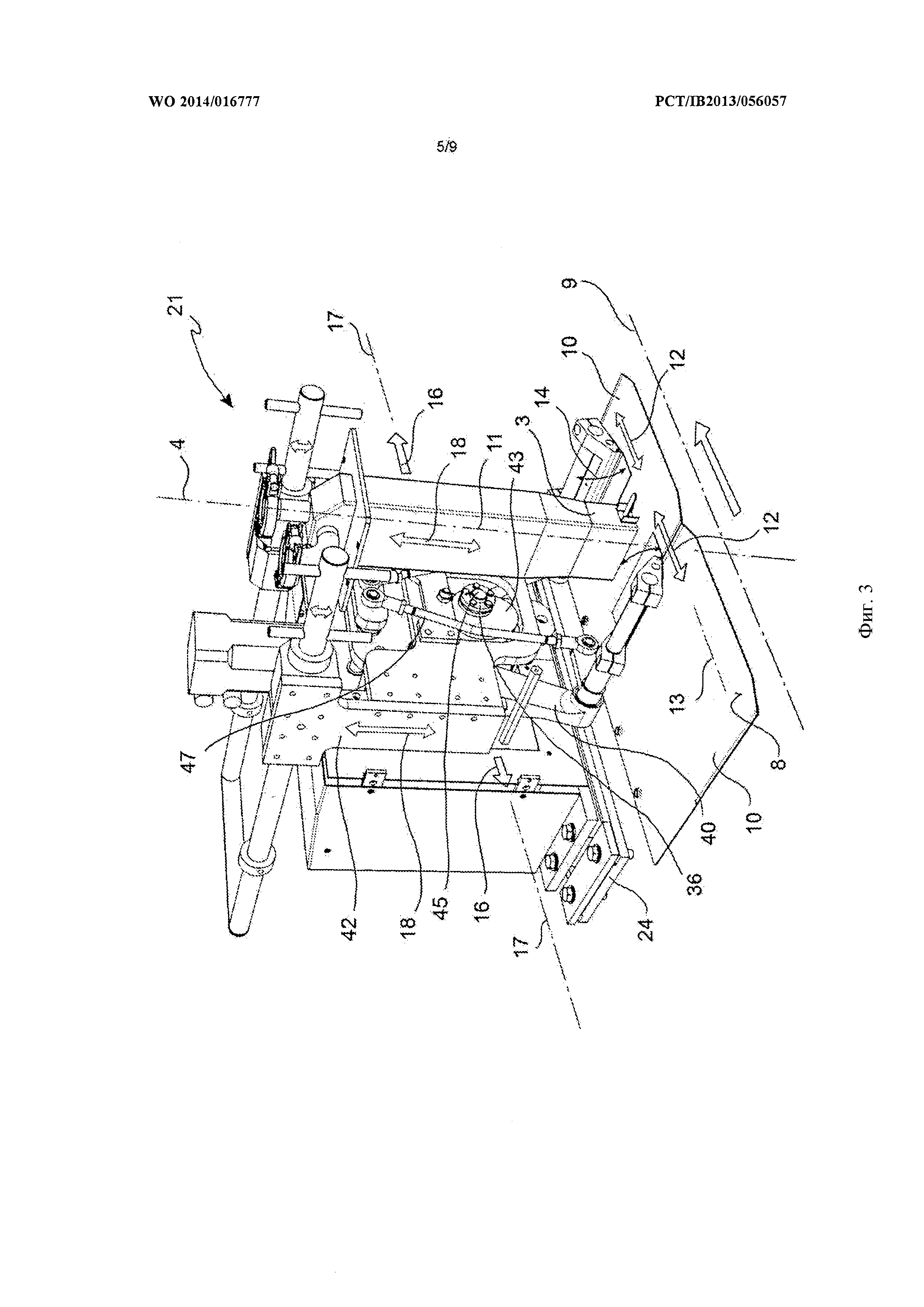
Фиг. 3 - аксонометрический вид спереди машины из фиг. 1, на котором кожух и несколько других компонентов удалены для облегчения понимания;
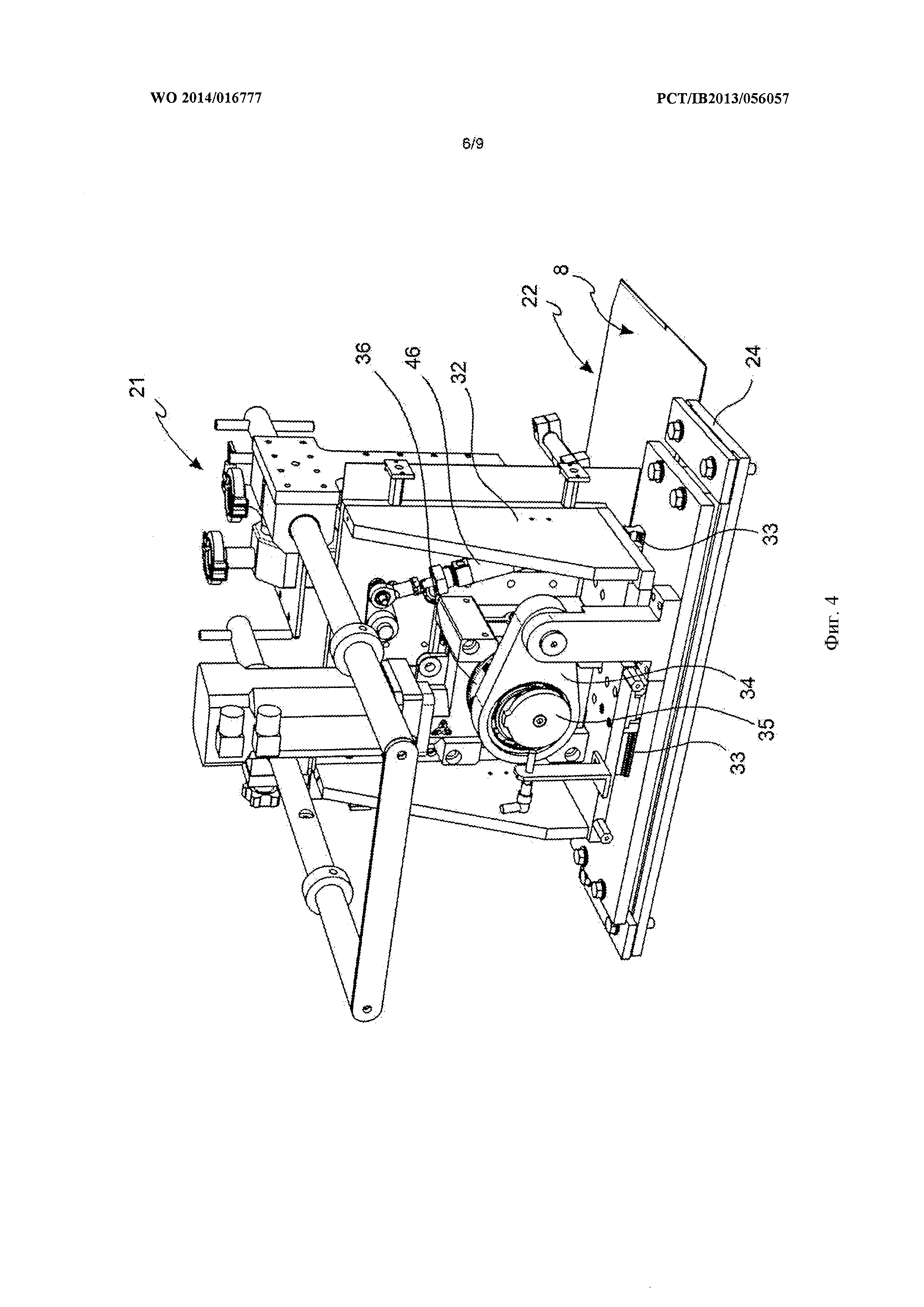
Фиг. 4 - аксонометрический вид сзади машины из фиг. 1, на котором кожух и несколько других компонентов удалены для облегчения понимания;
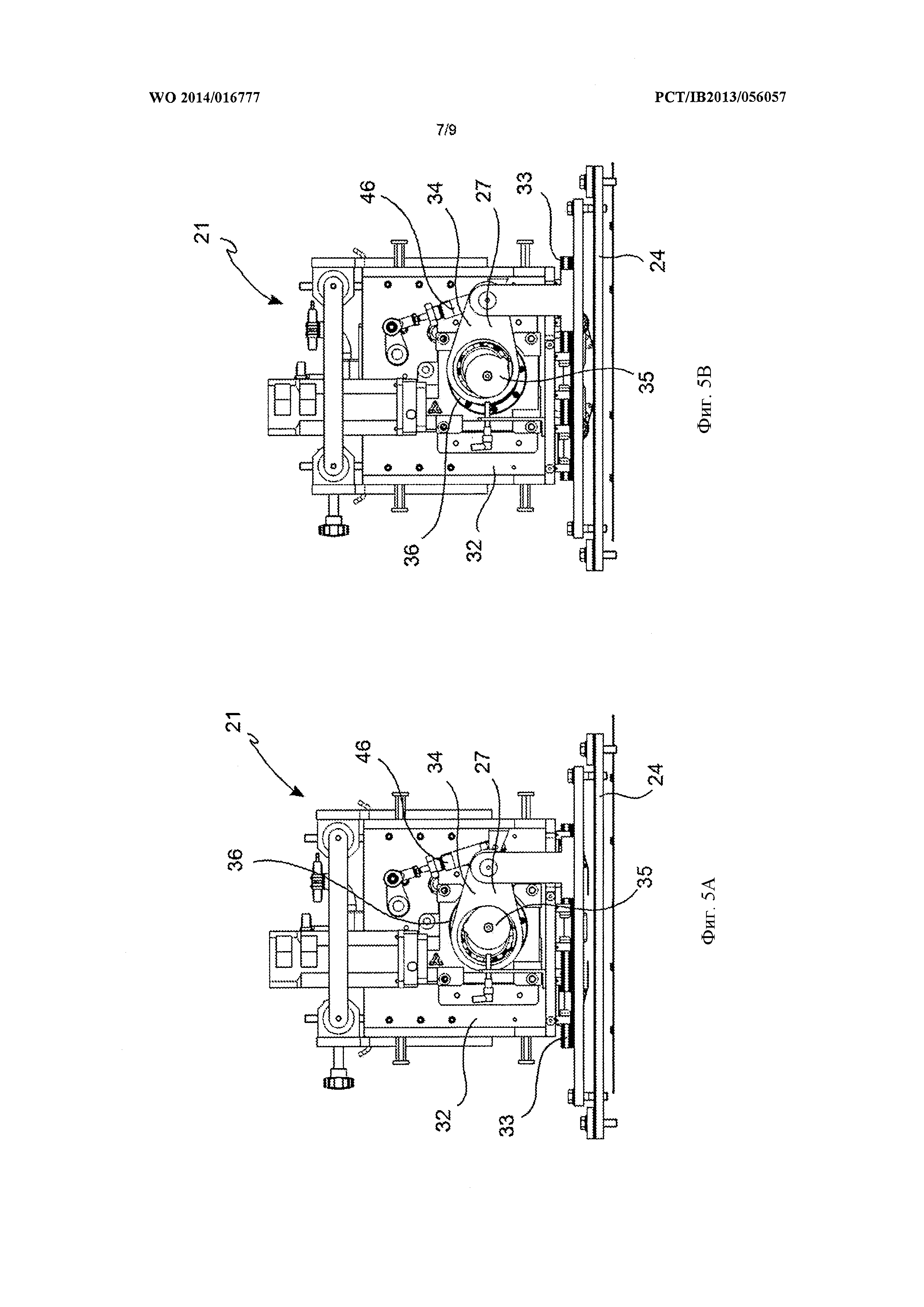
Фиг. 5А и 5В - машина из фиг. 4 во время двух различных рабочих этапов;
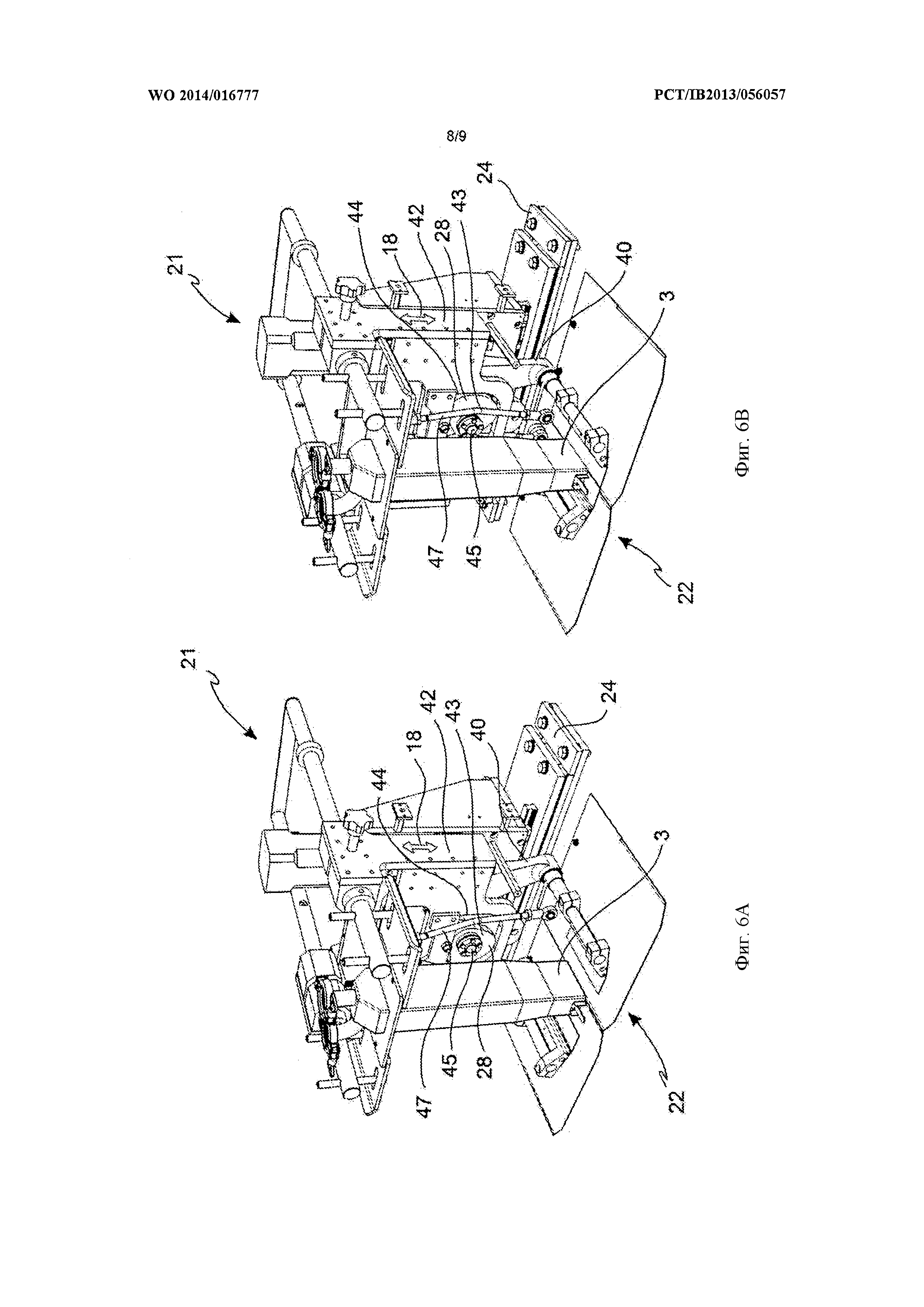
Фиг. 6А и 6В - машина из фиг. 3 во время двух различных рабочих этапов;
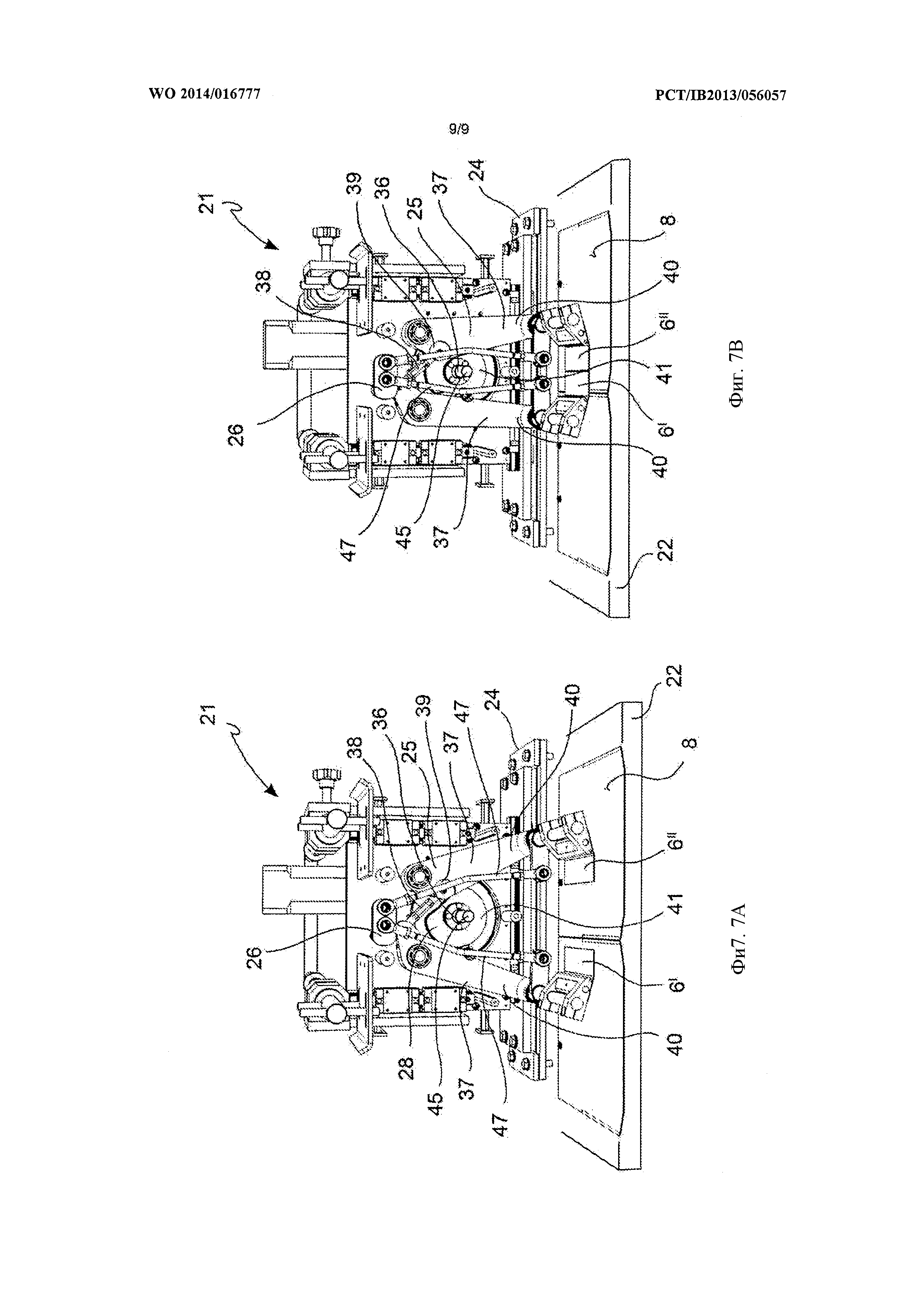
Фиг. 7А и 7В - машина из фиг. 3 во время двух различных рабочих этапов.
Для облегчения понимания приведенного ниже описания ниже приводится краткое пояснение к терминам, используемым для описания перемещений некоторых функциональных компонентов применительно как к способу, так и машине, соответственно предмету изобретения.
Поверхность 8 транспортирования:
- перемещение 20 транспортирования в направлении 9 транспортирования.
Сопло 3 экструдера:
- образование кондитерской полосы 2 в направлении 4 экструзии посредством экструзии;
- полное перемещение 16 в направлении 17 полного перемещения между исходным положением и конечным положением сопла 3 экструдера;
- перемещение 18 подъема в направлении 11 подъема между нижним положением и верхним положением сопла 3 экструдера;
Режущие средства 6:
- перемещение 12 резки в направлении 13 резки между исходным положением и положением резки режущих средств 6;
- перемещение 14 разъединения в направлении 15 разъединения между нижним положением и верхним положением режущих средств 6.
Со ссылкой на фигуры способ изготовления кондитерского изделия 1 включает в себя следующие этапы:
- образование кондитерской полосы 2 посредством экструзии кондитерского материала через сопло 3 экструдера в направлении 4 экструзии (фиг. 1, этапы POS1 и POS2),
- образование кондитерского изделия 1 посредством перемещения режущего средства 6 в направлении резки, перпендикулярном направлению 4 экструзии, из исходного положения снаружи кондитерской полосы 2 в положение резки внутри кондитерской полосы 2 для отделения посредством резки концевого участка 5 от остающейся части 7 кондитерской полосы 2, выходящей из сопла 3 экструдера (фиг. 2, этап POS3).
- перемещение кондитерского изделия 1 в сторону от сопла 3 экструдера посредством укладывания концевого участка 5, отделенного от кондитерской полосы 2, на поверхность 8 транспортирования и перемещение поверхности 8 транспортирования в направлении 9 транспортирования, перпендикулярном направлению 4 экструзии (фиг. 2, 3 этапы POS5 и POS1),
- укладывание концевого участка 5 на поверхность 8 транспортирования перед отделением концевого участка 5 от остающейся части 7 кондитерской полосы 2 и завершение отделения концевого участка 5 от остающейся части 7 кондитерской полосы 2, в то время как концевой участок 5 расположен на поверхности 8 транспортирования (фиг. 2, этапы POS2 и POS3).
Благодаря опиранию концевого участка 5 кондитерской полосы 2 на поверхность 8 транспортирования концевой участок 5 ограничивается в перемещении во время резки, тем самым, исключая деформирование и неправильное расположение кондитерского изделия 1 из-за ударного воздействия режущего средства 6.
По варианту осуществления (фиг. 2, этапы POS2-POS5) концевой участок 5 кондитерской полосы 2 опирается на поверхность 8 транспортирования перед резкой, т.е. перед тем, как режущее средство 6 (например, один или несколько ножей или одна или несколько натянутых проволок) проникает в кондитерскую полосу 2, и концевой участок 5 остается на поверхности 8 транспортирования во время всей операции резки и вплоть до полного отделения режущего средства от концевого участка 5.
Благодаря опиранию концевого участка 5 кондитерской полосы 2 на поверхность транспортирования перед началом резки обеспечивается точное позиционирование кондитерского изделия 1, совершенно независящее от процесса резки и, следовательно, пригодное для последующих этапов автоматической обработки (глазирование, захватывание, ориентация, упаковывание и т.д.).
Разумеется, благодаря ограничению в перемещении концевого участка 5 до поверхности 8 транспортирования во время этапа резки кондитерское изделие 1 также менее подвержено деформированию из-за ударного эффекта режущего средства.
По варианту осуществления концевой участок 5 кондитерской полосы 2 полностью и жестко крепится к поверхности 8 транспортирования посредством замораживания концевого участка 5, по меньшей мере, в одной зоне контакта с поверхностью 8 транспортирования. Жесткое крепление посредством замораживания выполняется, по меньшей мере, перед завершением отсоединения концевого участка 5 от остающейся части 7 кондитерской полосы 2 и предпочтительно перед началом резки.
По варианту осуществления жесткое крепление посредством замораживания, к примеру, может обеспечиваться за счет охлаждения поверхности 8 транспортирования (например, в диапазоне температур от -20°C до -30C°) и/или охлаждения атмосферного воздуха, окружающего поверхность 8 транспортирования (например, в диапазоне температур от -35°C до -45C°).
По варианту осуществления после отделения концевого участка 5 от остающейся части 7 кондитерской полосы 2 сопло 3 экструдера перемещается в сторону от образованного кондитерского изделия 1 (и предпочтительно также от режущего средства 6) посредством перемещения 18 вверх сопла 3 экструдера из нижнего положения (фиг. 2, этапы POS1-POS3) в верхнее положение (фиг. 2, этап POS5) в направлении 11 подъема, которое параллельно направлению 4 экструзии, но является противоположным по отношению к направлению экструзии, и в сторону от поверхности 8 транспортирования.
Это создает промежуточное пространство между (в частности) свободным концом остающейся части 7 кондитерской полосы 2, выходящей из сопла 3 экструдера, и образованным кондитерским изделием 1 (и предпочтительно также свободное пространство выше режущего средства 6).
Такое промежуточное пространство (фиг. 2, этап POS4) обеспечивает продолжение экструзии во время этапа резки и во время удаления кондитерского изделия 1 без препятствования образованного кондитерского изделия 1 (и режущего средства 6) остающейся части 7 кондитерской полосы 2.
По следующему варианту осуществления после отделения концевого участка 5 от остающейся части 7 кондитерской полосы 2 режущие средства 6 перемещаются в сторону от образованного кондитерского изделия 1 посредством:
- обратного перемещения 12 по отношению к перемещению резки в направлении 13 резки, перпендикулярном направлению 4 экструзии, из положения резки (внутри кондитерской полосы 2) в исходное положение (снаружи кондитерской полосы 2) и
- перемещения 14 разъединения в направлении 15 разъединения из нижнего положения (фиг. 2, этап POS3) в верхнее положение (фиг. 2, POS5) в направлении 15 разъединения, противоположном направлению экструзии, и в сторону от поверхности 8 транспортирования.
Это позволяет расположить режущее средство 6 на расстоянии от траектории экструзии кондитерской полосы 2 и обеспечивает получение (ниже режущего средства 6) свободного промежуточного пространства, которое позволяет удалять кондитерское изделие 1 в направлении транспортирования без препятствования со стороны режущего средства 6 (фиг. 2, этап POS5).
По следующему варианту осуществления (фиг. 2, этапы POS1-POS5) во время образования кондитерской полосы 2 и во время резки поверхность 8 транспортирования перемещается (например, непрерывно) в направлении 9 транспортирования, и, по меньшей мере, поскольку концевой участок 5 кондитерской полосы 2 поддерживается до завершения отсоединения концевого участка 5 от остающейся части 7 кондитерской полосы 2, сопло 3 экструдера перемещается (совместно с режущим средством 6) посредством полного перемещения 16 из исходного положения (фиг. 2, этап POS1) в конечное положение (фиг. 2, этап POS5) в направлении 17 полного перемещения, параллельного направлению 9 транспортирования синхронно с перемещением 20 транспортирования поверхности 8 транспортирования для сведения к минимуму или уменьшения до нуля относительного перемещения, перпендикулярного направлению 4 экструзии, между соплом 3 экструзии и поверхностью 8 транспортирования. Это устраняет деформации или неправильное позиционирование кондитерского изделия 1 из-за относительных смещений ограничительных точек кондитерской полосы 2.
В конце цикла (фиг. 2, этап POS5), т.е. после перемещения сопла 3 экструдера от кондитерского изделия 1 (сопло 3 экструдера в конечном положении и в верхнем положении) и после перемещения режущих средств 6 от кондитерского изделия 1 (режущее средство 6 в исходном положении и в верхнем положении) сопло 3 экструдера перемещается из верхнего положения в нижнее положение, и режущие средства 6 перемещаются из- верхнего положения в нижнее положение, но они остаются в исходном положении (фиг. 2, этап POS5) и подготовлены для выполнения следующего цикла процесса изготовления. Кроме того, сопло 3 экструдера возвращается вместе с режущими средствами 6 из конечного положения в исходное положение.
По предпочтительному варианту осуществления направление 4 экструзии является, по существу, вертикальным, и экструзия выполняется в нижнем направлении, т.е. в направлении силы тяжести. Поверхность 8 транспортирования является, по существу, горизонтальной и перпендикулярной направлению 4 экструзии и продолжается под соплом 3 экструдера. Направление 9 транспортирования является, по существу, горизонтальным, по меньшей мере, в зоне, где выполняются образование и резка кондитерской полосы 2. Направление 13 резки и плоскость резки, которые определяются перемещением 12 резки режущих средств 6, являются, по существу, перпендикулярными направлению 4 экструзии, предпочтительно горизонтальными и параллельными поверхности 8 транспортирования в зоне образования и резки кондитерской полосы 2.
Процесс преимущественно выполняется посредством использования машины 21 для изготовления кондитерского изделия 1, содержащей:
- сопло 3 экструдера, выполненное с возможностью экструзии кондитерского материала в направлении 4 экструзии и образования кондитерской полосы;
- режущие средства 6, выполненные с возможностью перемещения в направлении 13 резки, перпендикулярном направлению 4 экструзии, из исходного положения снаружи кондитерской полосы в положение резки внутри кондитерской полосы 2 для отделения концевого участка 5 от остающейся части 7 кондитерской полосы 2, выходящей из сопла 3 экструдера, и образования кондитерского изделия 1;
- поверхность 8 транспортирования, пригодную для поддержки концевого участка 5, который отделяется от кондитерской полосы 2 и перемещается в направлении 9 транспортирования, перпендикулярном направлению 4 экструзии, с целью перемещения кондитерского изделия 1 в сторону от сопла 3 экструдера; машина 21 выполнена с возможностью:
- поддерживания концевого участка 5 на поверхности 8 транспортирования после отделения концевого участка 5 от остающейся части кондитерской полосы 2,
- завершения отделения концевого участка 5 от остающейся части 7 кондитерской полосы 2, при этом концевой участок 5 поддерживается на поверхности 8 транспортирования.
По варианту выполнения машина 21 содержит транспортер 22 с поверхностью 8 транспортирования, например, образованной последовательно расположенными лотками 10 или транспортерной лентой, и средством 23 привода транспортера, например, электродвигателем, для перемещения поверхности 8 транспортирования в направлении 9 транспортирования. Машина 21 также содержит:
- опорную конструкцию 24, с которой соединены сопло 3 экструдера и режущие средства 6,
- средство 25 привода режущих средств, соединенное с опорной конструкцией 24 и выполненное с возможностью перемещения режущих средств 6, например, пары противолежащих ножей или одной или нескольких натянутых проволок, в направлении 13 резки, как указано выше применительно к машине и способу,
- средство 26 привода для выполнения разъединения, соединенное с опорной конструкцией 24 и выполненное с возможностью перемещения режущих средств 6 в направлении 15 разъединения, как указано выше применительно к способу,
- средство 27 привода для выполнения полного перемещения, соединенное с опорной конструкцией 24 и выполненное с возможностью перемещения сопла 3 экструдера вместе с режущими средствами 6 в направлении 17 полного перемещения, как указано выше применительно к способу,
- средство 28 привода для выполнения подъема, соединенное с опорной конструкцией 24 и выполненное с возможностью перемещения сопла 3 экструдера в направлении 11 подъема, как указано выше применительно к способу.
Средство 25 привода режущих средств, средство 26 привода для выполнения разъединения, средство 27 привода для выполнения полного перемещения и средство 28 привода для выполнения подъема управляются на основе функционирования сопла 3 экструдера, т.е. скорости образования и перемещения кондитерской полосы 2 в направлении 4 экструзии и скорости 20 перемещения транспортирования поверхности 8 транспортирования, например, с помощью электронного блока 30 управления, и, предпочтительно, посредством синхронизации полного перемещения 16, перемещения 18 подъема и перемещения 12 резки за счет механического соединения между средством 25 привода режущих средств, средством 27 привода для выполнения полного перемещения и средство 28 привода для выполнения подъема.
По варианту выполнения (фиг. 4, 5А, 5B) средство 27 привода для выполнения полного перемещения может включать в себя тележку 32 для выполнения полного перемещения, которая опирается с возможностью скольжения на горизонтальные направляющие 33 для полного перемещения опорной конструкции 24 и может выполнять возвратно-поступательное движение по направляющим 33 для полного перемещения с помощью механизма, состоящего из соединительной тяги 34 и кривошипа 35 и присоединенного между опорной конструкцией 24 и валом приводного двигателя 36 на тележке 32 для выполнения полного перемещения. Сопло 3 экструдера и режущие средства 6 соединены с тележкой 32 для выполнения полного перемещения и перемещаются совместно с ней.
Средство 25 привода режущих средств (фиг. 7А, 7В) может включать в себя механизм с двумя рычагами 37, соединенными друг с другом соединительной штангой 38 и шарнирно прикрепленными к тележке 32 для выполнения полного перемещения в местах, расположенных на расстоянии друг от друга и от осей вращения соединительной штанги 38. Первый кулачок 41, соединенный с валом приводного двигателя 36, входит в зацепление с участком 39 толкателя кулачка одного из рычагов 37 таким образом, что чтобы обеспечивать возвратно-поступательное перемещение к свободным концам 40 и от свободных концов 40 рычагов 37, к которым присоединены ножи 6', 6" для резки полосы.
Средство 28 привода для выполнения подъема (фиг. 6А, 6В) может включать в себя подъемную тележку 42, которая установлена с возможностью скольжения на вертикальных подъемных направляющих 43 тележки 32 для выполнения полного перемещения и может совершать возвратно-поступательное движение по подъемным направляющим 43 с помощью подъемного кулачка 43, соединенного с валом приводного двигателя 36 и входящего в зацепление с направляющей 44, образованной в подъемной тележке 42. Сопло 3 экструдера (но не режущие средства 6) соединено с подъемной тележкой 42 для совместного перемещения.
Таким образом, вал приводного двигателя 36 выполняет вышеуказанное механическое соединение для выполнения полного перемещения, перемещения резки и перемещения подъема.
Средство 26 привода для выполнения разъединения может включать в себя линейный исполнительный механизм 46, например, пневматический исполнительный механизм, управляемый тем же электронным блоком 30 управления, который также управляет приводным двигателем 36, и соединенный с помощью двух тяг 47 с ножами 6', 6'', шарнирно соединенными с рычагами 37, с целью поворачивания ножей 6', 6'' вверх и вниз (перемещение 4 разъединения)
По варианту выполнения машина также может содержать нагревательное средство 29 для контролируемого нагрева режущих средств 6 для облегчения резки кондитерской полосы 2. Нагревательное средство 29 может включать в себя один или несколько терморезисторов, установленных в ножах или объединенных с натянутыми проволоками, и, возможно, тепловой датчик, расположенный, по меньшей мере, на одном из двух противоположных ножей, при этом терморезисторы и датчик соединены с электронным блоком 30 управления, который управляет подачей питания к нагревательному элементу в ответ на сигнал о значении температуры, получаемый от датчика.
По варианту выполнения машина 21 содержит средство 31 охлаждения, например, электрический блок охлаждения с контуром распределения охлаждающей жидкости для охлаждения поверхности 8 транспортирования и/или окружающей среды в зоне экструзии и резки, как указано выше в отношении способа. Средство 31 охлаждения также может управляться блоком 30 управления.
Понятно, что для удовлетворения конкретных и сопутствующих требований специалист в этой области может выполнить дополнительные изменения и регулировки применительно к способу и машине для изготовления кондитерского изделия по настоящему изобретению, которые соответствуют объему защиты изобретения, как определено в приведенной ниже формуле изобретения.
Насосный узел для диспергирования воздуха в продукт, в частности, для производства мороженого

