Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КРУПНОТОННАЖНЫХ ОТЛИВОК ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ
Вид РИД
Изобретение
Изобретение относится к литейному производству, а именно к способам заливки чугунных отливок массой более 100 т, имеющих ограничения по времени модифицирования, не допускающих прерывания струи металла при заливке и требующих больших скоростей заливки. Изобретение может быть использовано при изготовлении крупнотоннажных и толстостенных отливок из чугуна с шаровидным графитом, преимущественно корпусов контейнеров для транспортировки и хранения отработавшего ядерного топлива и других радиоактивных отходов.
При изготовлении тяжелых отливок из чугуна основными операциями являются плавка и заливка его в литейную форму. При заливке чугунных отливок массой более 100 т жидкого металла используются два и более заливочных ковша. Определяющей операцией, влияющей на качество отливки, особенно из высокопрочного чугуна с шаровидной формой графита (ВЧШГ), является его модифицирование. Чем меньше время модифицирования, тем выше качество отливки. Все модификаторы подвержены эффекту «старения», которое начинается с первой же минуты после соприкосновения модификатора с расплавом металла. Модификаторы утрачивают свою способность формировать зародыши кристаллизации графита, если модифицированный металл длительное время выдерживается перед заливкой в форме. Для увеличения времени эффективной работы модификатора, особенно при изготовлении тяжелых отливок из ВЧШГ, ввод его производится в две стадии. Первичное сфероидизирующее модифицирование заключается в введении магниевого модификатора на дно заливочного ковша («сэндвич» процесс) или порошковой проволоки и вторичное графитизирующее модифицирование - вводом кремнийсодержащего материала в заливочную чашу или внутрь литниковой системы. В практике контролируемым временем модифицирования считается период от начала заливки металла в заливочный ковш, в котором содержится сфероидизирующей модификатор, или ввода порошковой проволоки до начала заливки формы. Теоретически допустимое время до предельного «старения» эффективных модификаторов для масс металла более 100 т не должно превышать 30 минут.
Сложность достижения времени модифицирования менее 30 минут на многих литейных предприятиях обуславливается техническим оснащением производства печами, ковшами и крановым оборудованием, а также квалифицированным персоналом.
Известен способ (Описание изобретения к патенту RU 2440214 «Способ изготовления толстостенных отливок из чугуна с шаровидным графитом», приоритет 11.01.2011, опубликовано 20.01.2012), включающий в себя выплавку чугуна в двух печах, слив металла в заливочный ковш, сфероидизирующую обработку жидкого чугуна в заливочном ковше. Затем чугун переливают в заливочную чашу, вмещающую весь необходимый для заливки в форму жидкий чугун. В заливочной чаше осуществляют модифицирование чугуна смесью микрокристаллических лигатур. Заливку чугуна в полость литейной формы производят одновременно поднятием стопоров через все питатели заливочной чаши после гомогенизирующей выдержки в ней в течение 1…5 мин.
Недостатком известного способа является практическая неприменимость его на существующих мощностях машиностроительных предприятий нашей страны, т.к. при изготовлении крупнотоннажных отливок (массой более 100 т) необходимо иметь заливочную чашу большого объема, вмещающую до 160 т жидкого металла, обеспечить ее наполнение расплавом металла, что требует наличия плавильных печей, заливочных ковшей большой емкости и кранов большой грузоподъемности, способных работать с массой жидкого металла порядка 160 т.
Кроме того, недостатками известного способа являются получение в толстостенной отливке значительной доли включений шаровидного графита неправильной и компактной формы из-за большого периода времени, проходящего от момента сфероидизирующей обработки в заливочном ковше до начала заливки литейной формы и кристаллизации чугуна в литейной форме, в результате чего существенно снижается сфероидизирующий эффект магния и уменьшается количество эффективных центров кристаллизации графита, обусловленное недостаточно эффективным графитизирующим модифицированием в заливочной чаше.
Известен способ (Описание изобретения к патенту DE 3324929 «Process for the production of a thick-walled container base of high notch toughness», приоритет 09.07.1983, опубликовано 17.01.1985) изготовления толстостенных корпусов контейнеров из чугуна с шаровидным графитом, включающий выплавку исходного расплава, слив его в заливочный ковш, сфероидизирующую обработку магнием в заливочном ковше и графитизирующее модифицирование в литниковой чаше путем растворения в расплаве зернистого модификатора и заливку жидкого чугуна в литейную форму.
Недостатком известного способа является практическая неприменимость его на существующих мощностях машиностроительных предприятий нашей страны, т.к. при изготовлении крупнотоннажных отливок (массой более 100 т) необходимо иметь заливочный ковш и литниковую чашу большого объема, вмещающие до 160 т жидкого металла, обеспечить их наполнение расплавом металла, что требует наличия плавильных печей, заливочных ковшей большой емкости и кранов большой грузоподъемности, способных работать с массой жидкого металла порядка 160 т.
Недостатком известного способа также является получение в толстостенной отливке значительной доли включений шаровидного графита неправильной шаровидной и компактной формы из-за большого периода времени, проходящего от момента сфероидизирующей обработки в заливочном ковше до начала заливки формы и кристаллизации чугуна в литейной форме, в результате чего существенно снижается сфероидизирующий эффект магния и уменьшается количество эффективных центров кристаллизации графита, обусловленное недостаточно эффективным графитизирующим модифицированием в литниковой чаше.
Наиболее близким по совокупности существенных признаков к заявляемому способу изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом и принятым за прототип является способ заливки крупнотоннажных отливок из высокопрочного чугуна с шаровидной формой графита (ВЧШГ) (Шегельман И.Р. Заливка крупнотоннажных отливок из высокопрочного чугуна с шаровидной формой графита (ВЧШГ) / И.Р. Шегельман, Д.М. Богданов // Научные исследования: от теории к практике: материалы V междунар. науч.-практ. конф. (06.11.2015 г.). В 2 т. Т. 2. - Чебоксары: ЦНС «Интерактив плюс», 2015. - №4 (5). - С. 107-108), включающий выплавку металла требуемого состава, его доводку по химическому составу, слив металла в два заливочных ковша, первичное модифицирование в них, транспортировку заливочных ковшей к заливочной чаше, слив металла в заливочную чашу, вторичное модифицирование расплава металла в заливочной чаше, отбор проб для химического анализа, заливку литейной формы через стопорную литниковую систему.
Недостатком известного способа является практическая неприменимость его на существующих мощностях машиностроительных предприятий нашей страны, т.к. при изготовлении крупнотоннажных отливок (массой более 100 т) необходимо иметь заливочную чашу большого объема, до 160 т жидкого металла.
Кроме того, недостатками известного способа являются получение в толстостенной отливке значительной доли включений шаровидного графита неправильной и компактной формы из-за большого периода времени, проходящего от момента сфероидизирующей обработки в заливочных ковшах до начала заливки формы и кристаллизации чугуна в литейной форме, в результате чего существенно снижается сфероидизирующий эффект магния и уменьшается количество эффективных центров кристаллизации графита, обусловленное недостаточно эффективным графитизирующим модифицированием в заливочной чаше.
Изготовление отливки корпуса транспортно-упаковочного контейнера для отработавшего ядерного топлива реактора ВВР 1000 массой 160 т жидкого металла на ООО ЛЗ «ПЗМ», единственном литейном заводе Российской Федерации, имеющем опыт изготовления тяжелых отливок из ВЧШГ массой до 80 т и из серого чугуна массой до 120 т, известными способами заливки произвести невозможно по следующим причинам:
1. Недостаточное количество кранов.
2. Фактическое размещение печей друг перед другом, а не в линию, что вдвое сокращает фронт заливки металла из печей в заливочные ковши и одновременное их первичное сфероидизирующее модифицирование.
3. Значительная продолжительность технологических операций заливки. Фактическое время модифицирования при заливке в форму 92 т (вес отливки 80 т) жидкого ВЧШГ составляет 26 мин. При заливке металла более 125 т по схеме реализации известного способа, принятого за прототип, время модифицирования превысит 40 мин вместо допускаемых 30 мин.
Технический результат от применения предлагаемого способа изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом заключается в сокращении времени модифицирования ВЧШГ при заливке литейной формы, уменьшении доли включений шаровидного графита неправильной и компактной формы в отливке, снижении вероятности брака по причине дефекта ее структуры, а также позволяет производить заливку крупнотоннажных отливок с минимальным количеством кранов большой грузоподъемности и заливочных ковшей большой емкости.
Достигается технический результат тем, что предварительно у литейной формы монтируют не менее двух заливочных чаш, по меньшей мере у одной из которых устанавливают заливочный стенд, на котором стационарно с возможностью поворота вокруг оси цапф устанавливают заливочный ковш с траверсой, снимают траверсу после выплавки в печах металла требуемого химического состава, при температуре не менее 1400°С часть металла из печей сливают в промежуточные ковши, далее заполненные металлом промежуточные ковши транспортируют к стенду, где производят операции по снятию шлака, замеру температуры, затем их доставляют к заливочному ковшу, стационарно расположенному у заливочной чаши, далее металл из промежуточных ковшей сливают в заливочный ковш, стационарно расположенный у заливочной чаши, начинают в нем процесс первичного сфероидизирующего модифицирования магнийсодержащим модификатором, предварительно размещенным в донной части заливочного ковша, после окончания процесса первичного сфероидизирующего модифицирования металла в заливочном ковше, стационарно расположенном у заливочной чаши, производят операции по снятию шлака, отбору пробы для химического анализа, замеру температуры, одновременно с заполнением заливочного ковша, стационарно расположенного у заливочной чаши, металлом из промежуточных ковшей производят слив из печей оставшегося металла в по меньшей мере один передвижной заливочный ковш, производят в нем процесс первичного сфероидизирующего модифицирования модификатором, идентичным тому, который используют для первичного сфероидизирующего модифицирования металла в заливочном ковше, стационарно расположенном у заливочной чаши, предварительно размещенном в донной его части, одновременно с этим передвижной заливочный ковш транспортируют к заливочной чаше, после окончания процесса первичного сфероидизирующего модифицирования металла в передвижном заливочном ковше производят операции по снятию шлака, отбору пробы для химического анализа, замеру температуры, затем металл из стационарного и передвижного заливочных ковшей сливают в заливочные чаши, в них производят вторичное графитизирующее модифицирование металла предварительно заформованным в донных частях заливочных чаш модификатором в виде кремнийсодержащих вставок, затем металл из заливочных чаш через литниковую систему подают в литейную форму, причем весь объем выплавленного в печах металла делят таким образом, чтобы заливочные ковши были заполнены примерно одинаковым объемом металла, чем обеспечивают равномерное заполнение металлом заливочных чаш и равные потоки металла при заполнении литейной формы.
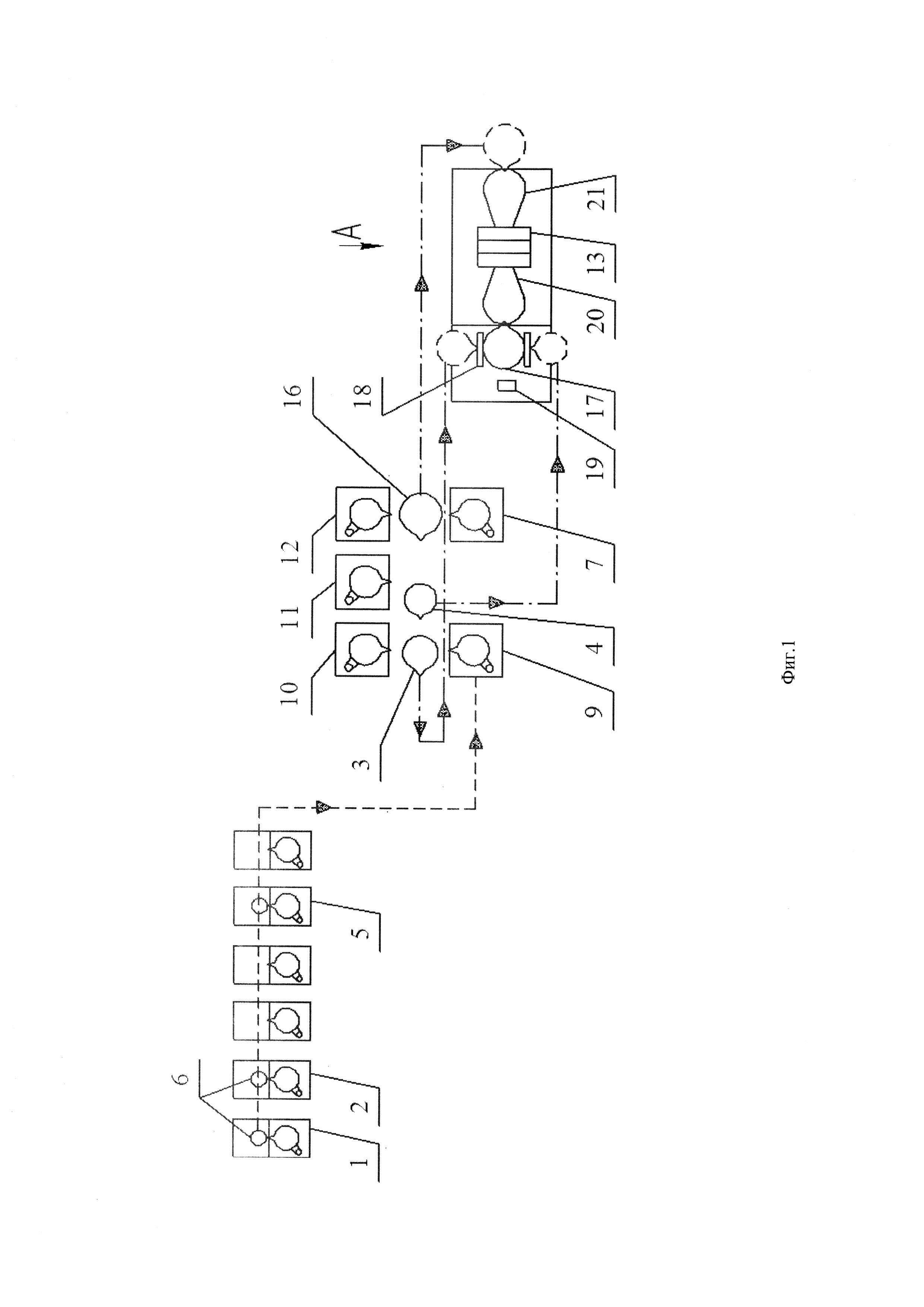
На фиг. 1 представлена схема реализации предлагаемого способа изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом в условиях литейного завода Российской Федерации ООО ЛЗ «ПЗМ». На фиг. 2 показана схема заливки литейной формы при реализации предлагаемого способа изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом в условиях литейного завода Российской Федерации ООО ЛЗ «ПЗМ».
Способ изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом включает в себя выплавку в печах металла требуемого состава, его доводку до заданного химического состава. Количество задействованных печей определяется их производительностью и должно обеспечивать одновременную выплавку необходимого для заполнения литейной формы металла. После доведения металла до заданного химического состава при температуре не менее 1400°С часть металла из печей сливают в промежуточные ковши. Рекомендуемое значение температуры металла при его сливе из печей в промежуточные ковши составляет 1450°С. Промежуточные ковши, заполненные металлом, транспортируют к стенду, где производят операции по снятию из них шлака, отбору пробы для химического анализа, замеру температуры. В качестве промежуточных ковшей могут быть использованы литейные ковши любой конструкции, позволяющей сливать в них металл из печей и транспортировать расплавленный металл к месту назначения. Затем промежуточные ковши доставляют к заливочному ковшу, предварительно стационарно установленному у заливочной чаши литейной формы на заливочном стенде. При установке данного заливочного ковша с него снимают траверсу. Затем металл из промежуточных ковшей сливают в заливочный ковш, стационарно расположенный у заливочной чаши, и в нем начинают процесс первичного сфероидизирующего модифицирования магнийсодержащим модификатором, предварительно размещенным в донной части заливочного ковша. После окончания процесса первичного сфероидизирующего модифицирования металла в заливочном ковше, стационарно расположенном у заливочной чаши, производят операции по снятию из него шлака, отбору пробы для химического анализа, замеру температуры. Одновременно с заполнением заливочного ковша, стационарно расположенного у заливочной чаши, металлом из промежуточных ковшей производят слив оставшегося металла из печей в передвижной заливочный ковш и производят в нем процесс первичного сфероидизирующего модифицирования модификатором, идентичным тому, который использовался для первичного сфероидизирующего модифицирования металла в заливочном ковше, стационарно расположенном у заливочной чаши. Одновременно с этим передвижной заливочный ковш транспортируют к стенду, на котором производят операции по снятию из него шлака, отбору пробы для химического анализа, замеру температуры, и далее заливочный ковш перемещают ко второй заливочной чаше формы. Затем металл из стационарного и передвижного заливочных ковшей сливают в заливочные чаши литейной формы и начинают процесс вторичного графитизирующего модифицирования металла предварительно заформованным в донных частях заливочных чаш модификатором в виде кремнийсодержащих вставок. После окончания процесса вторичного графитизирующего модифицирования металл из заливочных чаш через литниковую систему подают в литейную форму несколькими потоками.
Количество заливочных чаш для литейной формы определяется габаритами и весом отливки. При невозможности заливки литейной формы заливочными ковшами, подвешенными на кранах, дополнительно устанавливаются заливочные стенды с заливочными ковшами.
Весь объем выплавленного в печах металла при заполнении заливочных ковшей делят таким образом, чтобы заливочные ковши были примерно одинаково заполнены, что обеспечит одинаковое заполнение металлом заливочных чаш и равные потоки металла из них при заполнении литейной формы.
Интервалы между заливкой заливочного ковша, стационарно расположенного у заливочной чаши, металлом из заливочных ковшей на кранах должны быть минимальными.
Использование заливочного ковша 17, располагаемого стационарно у заливочной чаши 20 литейной формы 13, общепринятой конструкции без возможности снятия траверсы потребует использование крана большой грузоподъемности для удержания данного заливочного ковша 17 на весу, кроме того, траверса будет мешать заливу металла из промежуточных ковшей. Следовательно, конструкция заливочного ковша 17, стационарно устанавливаемого у заливочной чаши 20 литейной формы 13, должна предусматривать возможность снятия траверсы, а также возможность слива из него металла. Этого можно достигнуть путем использования заливочного ковша 17 с удлиненными цапфами 15 и заливочного стенда 18 в виде двух стоек с пазами для размещения удлиненных цапф 15 заливочного ковша 17, размеры и форма которых обеспечивают возможность слива металла из заливочного ковша 17 путем его поворота вокруг оси удлиненных цапф 15. Поворот может осуществляться краном небольшой грузоподъемности, который своим крюком цепляется за проушину 14, располагаемую на наружной поверхности нижней части заливочного ковша 17.
В предлагаемом способе изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом за счет того, что первичное модифицирование расплава металла будет идти одновременно в двух заливочных ковшах за малый промежуток времени не более 20 минут, можно произвести модифицирование большого объема металла и благодаря тому, что заполнение формы будет осуществляться несколькими потоками, произойдет существенное сокращение времени заливки формы до 2 мин, что в свою очередь приведет к уменьшению доли включений шаровидного графита неправильной и компактной формы.
Использование предлагаемого способа изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом позволит литейным предприятиям изготавливать отливки существенно большей массы без технического переоснащения производства печами, ковшами и крановым оборудованием.
Предлагаемый способ изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом при изготовлении отливки корпуса транспортно-упаковочного контейнера для отработавшего ядерного топлива реактора ВВР 1000 массой до 160 т жидкого металла на ООО ЛЗ «ПЗМ» может быть реализован следующим образом.
В операции выплавки металла используется три печи 7, 9, 10 емкостью 25 т, две печи 11, 12 емкостью 30 т, и 3 печи 1, 2, 5 емкостью 8 т. Для заливки литейной формы 13 используются два заливочных ковша емкостью по 80 т каждый. Один из заливочных ковшей 17 размещается стационарно у заливочной чаши 20 на заливочном стенде 18, другой заливочный ковш 16 является передвижным. Заливочный ковш 17, размещаемый стационарно у заливочной чаши 20 на заливочном стенде 18, выполнен с удлиненными цапфами 15 и съемной траверсой. Передвижной заливочный ковш 16 имеет механизированный привод 8 его наклона для слива металла. В операциях транспортировки задействованы два крана грузоподъемностью 140 т и 80 т, а также четыре крана грузоподъемностью по 30 т каждый, передаточная телега. В операциях по накоплению и переливу металла используются промежуточный ковш 3 емкостью 50 т, промежуточный ковш 4 емкостью 20 т и два промежуточных ковша 6 емкостью по 10 т.
Заливочный ковш 17 емкостью 80 т при помощи крана грузоподъемностью 140 т устанавливается на заливочный стенд 18 у заливочной чаши 20 литейной формы 13. С заливочного ковша 17 снимается траверса, что обеспечивает удобство заливки металла. В донной части заливочного ковша 17, расположенного стационарно у заливочной чаши 20 на заливочном стенде 18, размещается сфероидизирующий магнийсодержащий модификатор, который сверху прикрывается равномерным слоем сухой чугунной стружки и обеспечивает первичное модифицирование металла. Такой же модификатор аналогичным образом размещается в донной части передвижного заливочного ковша 16. В донные части заливочных чаш 20, 21 заформовывается графитизирующий модификатор в виде кремнийсодержащих вставок, предназначенный для вторичного модифицирования металла.
Металл выплавляется во всех печах 1, 2, 5, 7, 9, 10, 11, 12 одновременно и доводится до заданного химического состава. Емкости печей используются максимально. Набор жидкого металла с учетом резерва составляет 159 т.
После доведения металла до заданного химического состава 50 т металла при повышенной температуре сливается из 25 т печей 9, 10 в промежуточный ковш 3 емкостью 50 т. Затем данный промежуточный ковш 3, заполненный металлом, с использованием крана грузоподъемностью 80 т транспортируется к стенду для снятия шлака (на фиг. не показан), где производятся операции по снятию шлака, отбору пробы для химического анализа, замеру температуры.
Первоочередной слив металла из 25 т печей 9, 10 необходим для возможности подогрева металла из 8 т печей 1, 2, 5, учитывая их удаленность от места заливки.
Одновременно со сливом металла в промежуточный ковш 3 емкостью 50 т производятся работы по сливу металла из 8 т печей 1, 2, 5 в 10 т промежуточные ковши 6, передача и слив металла из них в 25 т печь 9, подогрев металла в печи 9 до заданной температуры. Транспортировка промежуточных ковшей 6 осуществляется двумя кранами грузоподъемностью по 30 т каждый и передаточной телегой.
Во время подогрева металла в печи 9 производится транспортировка краном грузоподъемностью 80 т заполненного металлом промежуточного ковша 3 емкостью 50 т к заливочному ковшу 17, стационарно расположенному на заливочном стенде 18 у заливочной чаши 20 литейной формы 13.
После подогрева металла в 25 т печи 9 производится контроль его химического состава на соответствие заданному и контроль требуемой температуры, затем осуществляется слив металла из печи 9 в промежуточный ковш 4 емкостью 20 т и производятся операции по снятию шлака, отбору пробы для химического анализа, замеру температуры и перемещению его краном грузоподъемностью 30 т непосредственно к заливочному ковшу 17, стационарно расположенному на заливочном стенде 18 у заливочной чаши 20 литейной формы 13.
Таким образом, заполнение 80 т заливочного ковша 17, стационарно расположенного на заливочном стенде 18 у заливочной чаши 20 литейной формы 13, начинается с промежуточного ковша 3 емкостью 50 т и заканчивается заливкой из промежуточного ковша 4 емкостью 20 т, интервалы между заливкой из промежуточных ковшей должны быть минимальными. После заполнения заливочного ковша 17, стационарно расположенного на заливочном стенде 18 у заливочной чаши 20 литейной формы 13, производятся операции по снятию шлака, который перемещается в шлаковую чашу 19, отбору пробы для химического анализа, замеру температуры.
С начала заливки металла в 80 т заливочный ковш 17, стационарно расположенный на заливочном стенде 18 у заливочной чаши 20 литейной формы 13, начинается отсчет времени модифицирования.
С момента окончания слива подогретого металла из печи 9 в промежуточный ковш 4 емкостью 20 т начинаются работы по установке передвижного заливочного ковша 16 емкостью 80 т в приямок к печам 7, 11, 12 и сливу в него металла из печей 7, 11, 12. После заполнения передвижного заливочного ковша 16 металлом осуществляют его перемещение к стенду для снятия шлака (на фиг. не показан), где производятся операции по снятию шлака, отбору пробы для химического анализа, замеру температуры. Затем передвижной заливочный ковш 16 транспортируется к заливочной чаше 21 литейной формы 13.
Слив металла из обоих заливочных ковшей 16, 17 производится одновременно в две заливочные чаши 20, 21. Установленная под заливочными чашами сифонная литниковая система позволяет подавать металл в литейную форму 13 двумя потоками, обеспечивающими равномерное смешивание металла, поступающего из двух заливочных чаш 20, 21.
Слив металла из заливочного ковша 17, стационарно расположенного на заливочном стенде 18, производится путем его опрокидывания крюком крана грузоподъемностью 30 т, зацепленным за проушину 14 заливочного ковша 17. Слив металла из передвижного заливочного ковша 16 производится посредством механизированного привода 8 его наклона.
При изготовлении отливки корпуса транспортно-упаковочного контейнера для отработавшего ядерного топлива реактора ВВР 1000 массой 160 т жидкого металла предлагаемым способом изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом в условиях литейного завода ООО ЛЗ «ПЗМ» время модифицирования при заливке в литейную форму не превысит 20 минут.
Для реализации предлагаемого способа изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом не потребуется серьезное техническое переоснащение производства печами, ковшами и крановым оборудованием.
Предлагаемый способ изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом позволяет производить заливку крупнотоннажных отливок с минимальным количеством кранов большой грузоподъемности.
При предлагаемом способе изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом сфероидизирующее модифицирование производится одновременно в двух заливочных ковшах: в первом - заливкой металла из нескольких промежуточных ковшей; во втором - выпуском металла из печей, также параллельно производятся вспомогательные операции: снятие шлака, отбор образцов на химический анализ и замер температур, графитизирующее модифицирование производится одновременно в двух литниковых чашах. Это гарантирует время модифицирования при заливке в литейную форму 160 т жидкого металла в пределах 20 мин при допустимых 30 мин и с продолжительностью заливки литейной формы не более 2 мин. В результате сокращения времени модифицирования и заливки произойдет уменьшение доли включений шаровидного графита неправильной и компактной формы, что повысит качество получаемой отливки и снизит вероятность брака по причине дефекта ее структуры.
Библиография
1. Описание изобретения к патенту RU 2440214 «Способ изготовления толстостенных отливок из чугуна с шаровидным графитом», приоритет 11.01.2011, опубликовано 20.01.2012.
2. Описание изобретения к патенту DE 3324929 «Process for the production of a thick-walled container base of high notch toughness», приоритет 09.07.1983, опубликовано 17.01.1985.
3. Шегельман И.Р. Заливка крупнотоннажных отливок из высокопрочного чугуна с шаровидной формой графита (ВЧШГ) / И.Р. Шегельман, Д.М. Богданов // Научные исследования: от теории к практике: материалы V Междунар. науч.-практ. конф. (06.11.2015 г.). В 2 т. Т. 2. - Чебоксары: ЦНС «Интерактив плюс», 2015. - №4 (5). - С. 107-108.
Способ изготовления крупнотоннажных отливок из высокопрочного чугуна с шаровидным графитом, включающий выплавку металла требуемого химического состава, слив металла в заливочные ковши, первичное модифицирование в них, транспортировку передвижного заливочного ковша к заливочной чаше, слив металла в заливочную чашу, вторичное модифицирование расплава металла в заливочной чаше, отбор проб для химического анализа и заливку литейной формы, отличающийся тем, что предварительно у литейной формы монтируют не менее двух заливочных чаш, по меньшей мере у одной из которых устанавливают заливочный стенд, на котором стационарно с возможностью поворота вокруг оси цапф устанавливают заливочный ковш с траверсой, после выплавки в печах металла требуемого химического состава при температуре не менее 1400°C часть металла из печей сливают в промежуточные ковши, далее заполненные металлом промежуточные ковши транспортируют к стенду, на котором производят операции по снятию шлака и замеру температуры, затем их доставляют к заливочному ковшу, стационарно расположенному у заливочной чаши, далее металл из промежуточных ковшей сливают в заливочный ковш, стационарно расположенный у заливочной чаши, и осуществляют процесс первичного сфероидизирующего модифицирования магнийсодержащим модификатором, предварительно размещенным в донной части заливочного ковша, после окончания процесса первичного сфероидизирующего модифицирования металла в заливочном ковше, стационарно расположенном у заливочной чаши, производят операции по снятию шлака, отбору пробы для химического анализа и замеру температуры, одновременно с заполнением заливочного ковша, стационарно расположенного у заливочной чаши, металлом из промежуточных ковшей производят слив из печей оставшегося металла в по меньшей мере один передвижной заливочный ковш, производят в нем процесс первичного сфероидизирующего модифицирования модификатором, который идентичен используемому для первичного сфероидизирующего модифицирования металла в заливочном ковше, стационарно расположенном у заливочной чаши, предварительно размещенным в донной его части, одновременно с этим передвижной заливочный ковш транспортируют к заливочной чаше, после окончания процесса первичного сфероидизирующего модифицирования металла в передвижном заливочном ковше производят операции по снятию шлака, отбору пробы для химического анализа и замеру температуры, затем металл из стационарного и передвижного заливочных ковшей сливают в заливочные чаши и производят в них вторичное графитизирующее модифицирование металла предварительно заформованным в донных частях заливочных чаш модификатором в виде кремнийсодержащих вставок, затем металл из заливочных чаш через литниковую систему подают в литейную форму, причем весь объем выплавленного в печах металла делят с обеспечиванием заполнения заливочных ковшей примерно одинаковым объемом металла для равномерного заполнения металлом заливочных чаш и равных потоков металла при заполнении литейной формы.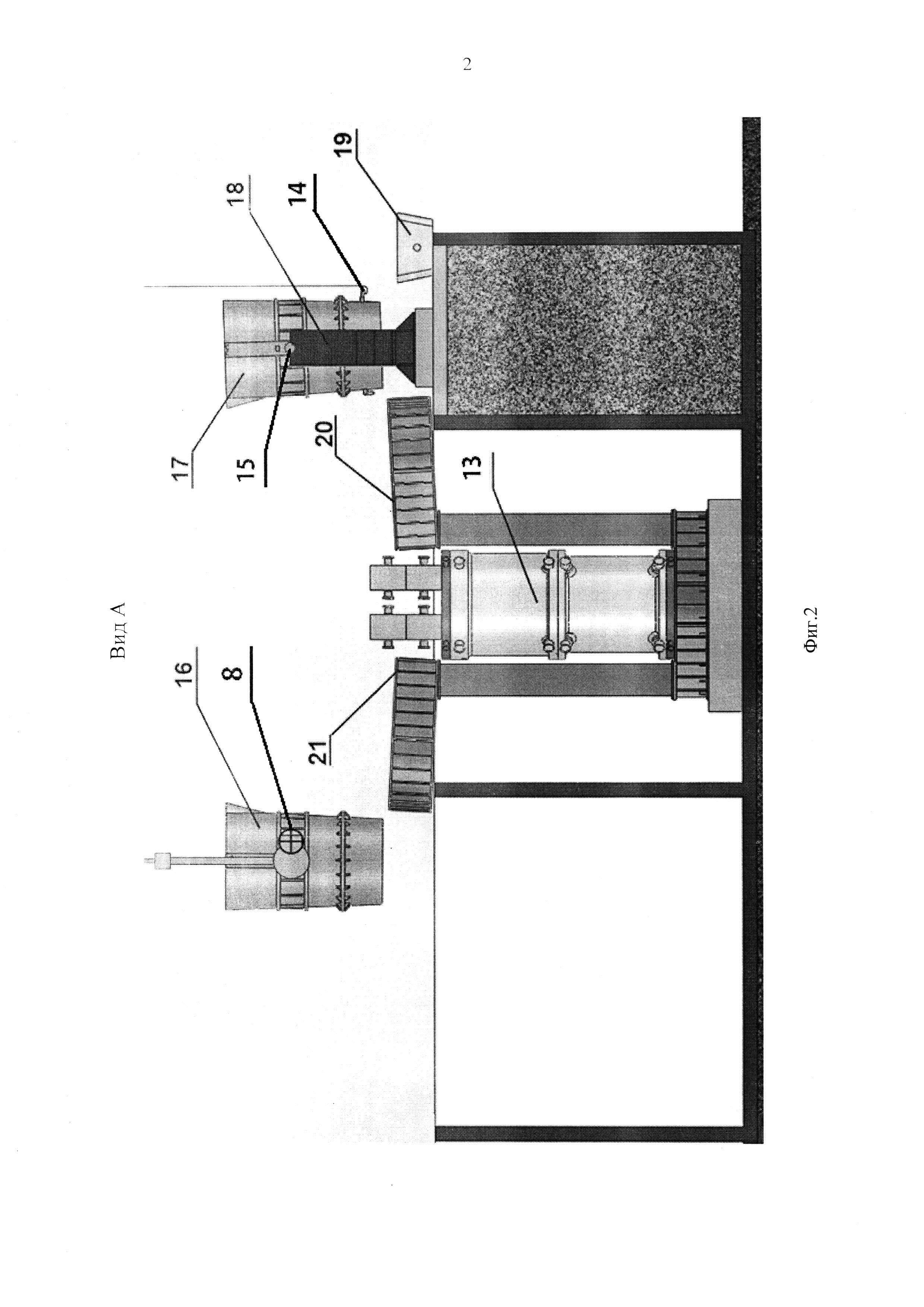
Щековая дробилка
Способ формирования структурированной поверхности на алюминии и его сплавах
Полидисперсная древесно-цементная смесь с наномодификатором
Древесно-цементная смесь с модификатором
Запорная арматура для магистрального трубопровода
Клеевая композиция для изготовления древесно-стружечных плит и изделий из древесины
Контейнер для тук с чехлом из высокопрочного чугуна с шаровидным графитом
Способ формирования нанопористого анодно-оксидного покрытия на изделиях из порошкового губчатого титана
Способ изготовления корпуса контейнера для тук с чехлом из высокопрочного чугуна с шаровидным графитом
Способ переработки древесной коры
Древесно-цементная смесь с модификатором
Запорная арматура для магистрального трубопровода
Клеевая композиция для изготовления древесно-стружечных плит и изделий из древесины
Контейнер для тук с чехлом из высокопрочного чугуна с шаровидным графитом
Способ формирования нанопористого анодно-оксидного покрытия на изделиях из порошкового губчатого титана
Способ изготовления корпуса контейнера для тук с чехлом из высокопрочного чугуна с шаровидным графитом
Дробилка для измельчения кусковых горных пород
Литейная форма корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива
Способ обнаружения блокировки колес на движущемся транспортном средстве
Способ изготовления корпуса контейнера для транспортировки и хранения отработавшего ядерного топлива

