Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ГРАТА С ПРИВОДНЫМИ СРЕДСТВАМИ ДЛЯ ПРИВЕДЕНИЯ В ПОВОРОТНОЕ РЕВЕРСИВНОЕ ДВИЖЕНИЕ УСТРОЙСТВА К ЗАГОТОВКЕ И ОТ НЕЕ
Вид РИД
Изобретение
Настоящее изобретение относится к устройству для удаления грата в процессе непрерывной прокатки, в котором заготовки соединяются друг с другом путем сварки.
На современных прокатных станах заготовки свариваются друг с другом для последующей прокатки. Когда заготовки привариваются друг к другу путем стыковой сварки оплавлением, в местах сварки образуется грат вследствие прилагаемого к ним давления и оплавления. Так как грат является относительно большим, он представляет собой проблему для последующей операции прокатки. Во время прокатки сваренных заготовок существует даже возможность разрушения прокатываемого изделия в том месте, где имеется грат.
Соответственно, перед прокаткой заготовок грат необходимо полностью удалить.
В документе EP1057563 раскрывается способ и устройство для удаления грата со сваренных заготовок, в котором режущие средства, расположенные вблизи поверхности, подлежащей очищению, перемещаются к этой поверхности таким образом, чтобы пересечь стык и отрезать грат.
В этом решении, во время удаления грата режущее устройство необходимо перемещать вдоль ширины заготовки, чтобы выполнить отрезание. Это предполагает использование приводных механизмов, и поэтому увеличивает вероятность выхода из строя.
В случае осуществления решения согласно этому документу будет необходимо охлаждать режущие средства во время резания посредством распыляемой воды, так как они контактируют с горячей заготовкой, имеющей температуру приблизительно 950°. Из-за того, что даже в положении ожидания режущее устройство располагается вблизи заготовки, его необходимо охлаждать постоянно для уменьшения воздействия тепла, поступающего путем излучения от заготовки.
Продолжительное воздействие тепла негативно влияет на устойчивость к износу механических частей и их механические свойства. Это ведет к необходимости проведения частых работ по техническому обслуживанию и оказывает отрицательное влияние на срок службы подверженных износу частей.
Далее, из-за узкого пространства, отсутствует возможность очищать режущие средства от металлических стружек, которые могут к ним прилипать, поэтому высок потенциальный риск того, что некоторые из стружек упадут на заготовку, тем самым приводя к образованию дефектов в прокатываемом материале.
Далее, в случае осуществления решения согласно этому документу, количество режущих средств на верхней/нижней стороне устройства для удаления грата составляет 4 (2 для верхней стороны и 2 для нижней стороны), и дополнительно 4 на боковых сторонах устройства для удаления грата (2 на левой стороне и 2 на правой стороне). 4 исполнительных элемента (гидравлические цилиндры) установлены в каждом устройстве для удаления грата, и общий вес двух устройств для удаления грата составляет приблизительно 21 тонна, и площадь под установку этой системы составляет приблизительно 4 метра.
Система режущих средств согласно известному решению предполагает:
- использование охлаждающей среды, с соответствующим дополнительным оборудованием, таким как насосная станция, трубопровод, система отвода воды, оборудование для подготовки воды;
- коррозию вследствие использования воды на нагретых стальных компонентах;
- сложности при замене изношенного режущего средства из-за его размеров;
- сложности при замене изношенного режущего средства из-за отсутствия доступа к этим частям.
Целью настоящего изобретения является предложить решение приведенных выше проблем.
Эта цель достигается устройством для удаления грата на заготовках, содержащим:
- опорный элемент,
- по меньшей мере два кронштейна, которые продолжаются от упомянутого опорного элемента,
- средства удаления грата, выполненные с возможностью приведения во вращательное движение посредством грата на заготовках, причем средства удаления грата поддерживаются посредством кронштейнов,
- приводные средства для приведения в поворотное реверсивное движение устройства между положением ожидания, в котором устройство располагается на расстоянии от заготовки, подлежащей удалению грата, и рабочим положением, в котором средства удаления грата располагаются вблизи заготовки, подлежащей удалению грата, и имеют возможность контактировать с гратом.
Согласно приведенным выше признакам, средства удаления грата, например режущие диски, перемещаются на некоторое расстояние от излучающей тепло поверхности заготовки, когда не нужно осуществлять резание, т.е. они подвергаются воздействию излучаемого тепла от горячего материала только в то время, которое необходимо для выполнения резания грата. Это увеличивает срок службы устройства, и конечно средств удаления грата, и тем самым уменьшаются расходы на эксплуатацию.
Далее, согласно изобретению, обеспечивается возможность доступа к средствам удаления грата в положении ожидания, и нет необходимости иметь резервную единицу оборудования для удаления грата. Замена режущих инструментов может быть осуществлена параллельно с другими работами по наладке линии. Это означает, что замена, ремонт или обслуживание устройства для удаления грата не нарушают процесс производства и не влияют негативно на производительность или готовность к работе прокатного стана, так как они выполняются в то время, когда линию останавливают по другим причинам (например, для настройки оборудования при изменении размера изделия). Это возможно благодаря тому, что имеется доступ к средствам удаления грата, и их замена может быть осуществлена за время, которое меньше, чем время, необходимое для выполнения других наладочных работ в прокатном стане.
Согласно другим признакам, используемым индивидуально или в комбинации:
- средства удаления грата содержат по меньшей мере горизонтальные свободные режущие диски (34, 34’) и по меньшей мере вертикальные свободные режущие диски (24, 24’),
- диаметр каждого диска больше, чем ширина поверхности заготовки, на которой упомянутый каждый диск будет удалять грат, предпочтительно диаметр больше по меньшей мере в два раза, и более предпочтительно от 2 до 3,5 раз больше упомянутой ширины,
- кронштейны разнесены в угловом отношении таким образом, что в конце поворота перемещающего устройства из положения ожидания в рабочее положение, средства удаления грата располагаются вблизи поверхности заготовки, подлежащей удалению грата, и почти параллельно упомянутой поверхности,
- устройство дополнительно содержит средства для указания точного положения точки Е средств удаления грата, которая будет в первую очередь контактировать с гратом, и для остановки перемещения режущих средств,
- каждое из упомянутых средств индикации содержит свободное стопорное колесо, выполненное с возможностью контакта с заготовкой,
- каждое средство удаления грата немного наклонено относительно поверхности заготовки, которую оно будет очищать, таким образом, что только часть режущего средства контактирует с гратом,
- устройство дополнительно содержит средства для перемещения каждого из средств удаления грата в направлении, поперечном направлению перемещения заготовки, причем упомянутое перемещение используется для регулировки положения средств удаления грата относительно возможного грата,
- устройство дополнительно содержит скребок для чистки, прикрепленный к внешней части опоры режущего диска, причем упомянутый скребок выполнен с возможностью соприкасания с частью кромки одного средства удаления грата, чтобы очищать эту часть от металлических стружек, которые прилипают во время удаления грата,
- устройство дополнительно содержит щетку для чистки, прикрепленную к кронштейну для чистки, закрепленному на опорном элементе, причем упомянутая щетка выполнена с возможностью поворота между горизонтальным положением ожидания и вертикальным положением чистки, в котором упомянутая щетка очищает средство удаления грунта,
- средства для чистки дополнительно содержат пластину, которая прикреплена к кронштейну устройства для удаления грата и поворачивается вместе с этим кронштейном, когда устройство перемещается из положения ожидания в рабочее положение и наоборот, причем упомянутая пластина соприкасается с щеткой, и поворот пластины вызывает поворот щетки между упомянутыми двумя положениями,
- устройство дополнительно содержит средства для остановки случайного поворота устройства, вызванного регулирующим перемещением средств удаления грата другого устройства для удаления грата, причем упомянутые стопорные средства выполнены с возможностью контакта с заготовкой (20), когда устройство находится в рабочем положении,
- стопорные средства содержат стопорное колесо (46),
- стопорное колесо прикреплено к опорному элементу, и располагается и выполнено таким образом, чтобы контактировать (или соприкасаться) с заготовкой в случае упомянутого случайного поворота.
Изобретение также относится к узлу для удаления грата, который содержит по меньшей мере:
первое устройство для удаления грата согласно приведенному выше описанию, и
второе устройство для удаления грата согласно приведенному выше описанию.
Другие преимущества настоящего изобретения будут очевидны из приведенного далее неограничивающего описания и прилагаемых чертежей.
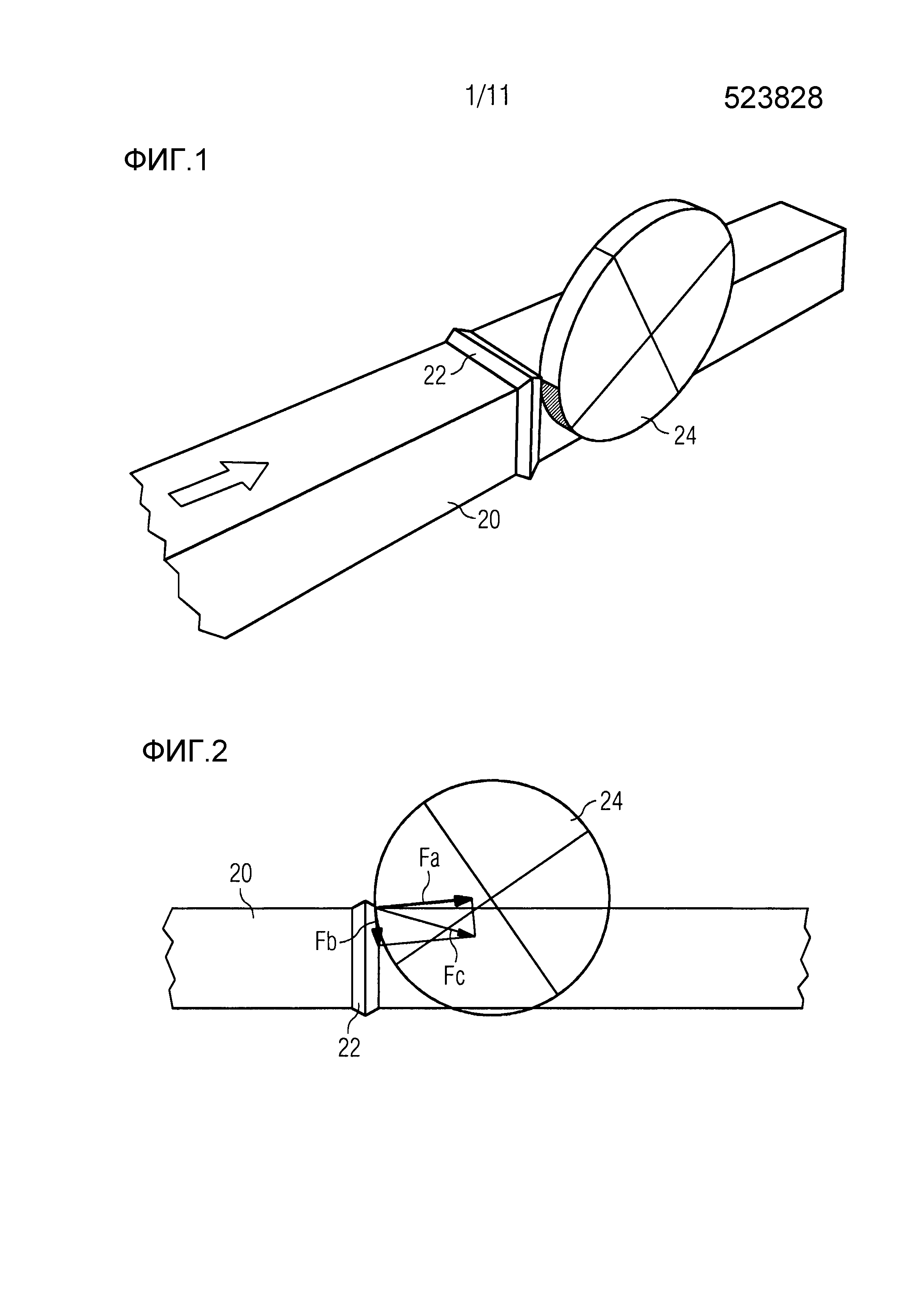
Фиг. 1 - схематический пространственный вид, иллюстрирующий способ резания, используемый в изобретении.
Фиг. 2 - вид в продольном разрезе фиг. 1.
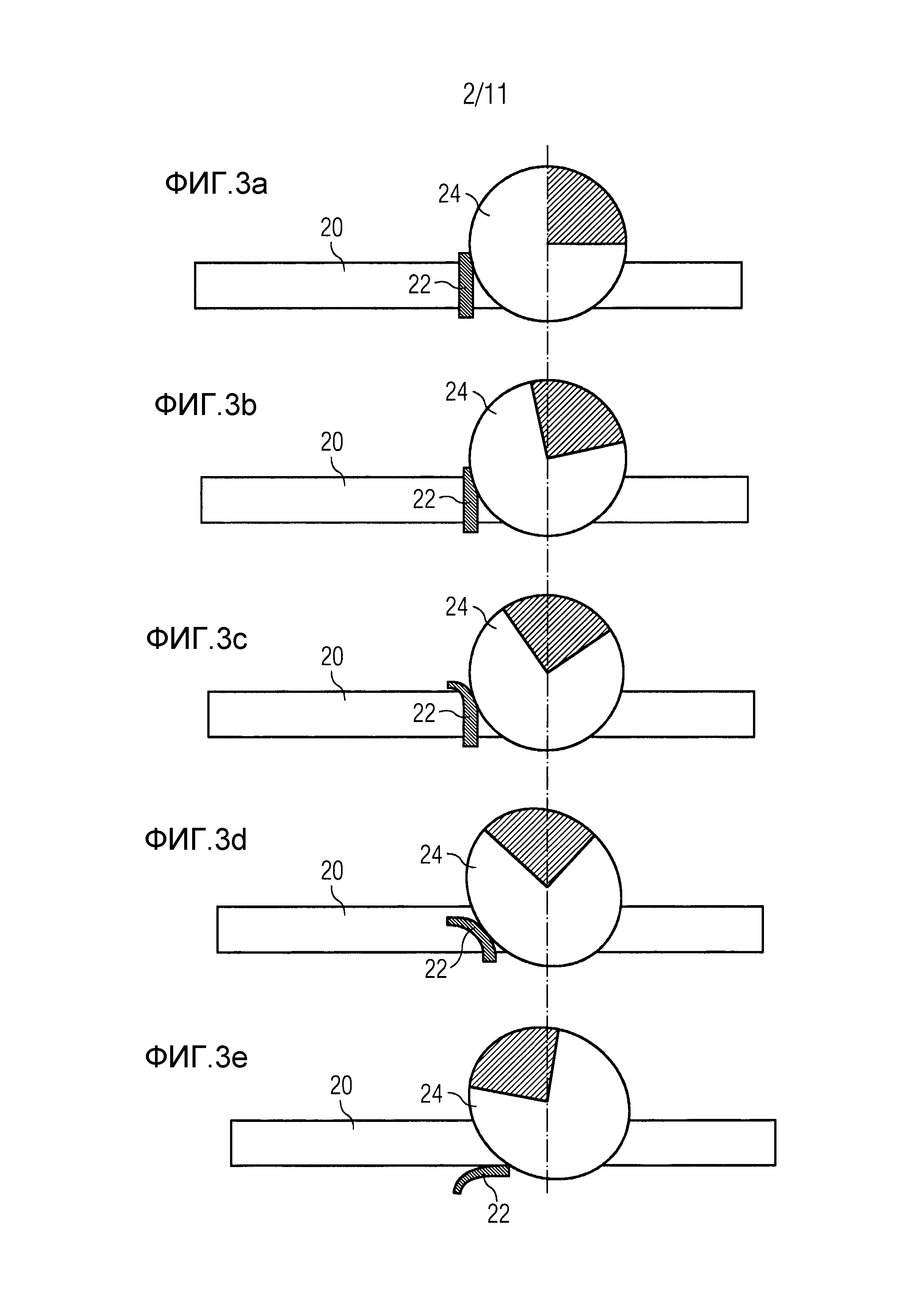
Фиг. 3а-3е - схематически иллюстрируют последовательность удаления грата согласно изобретению.
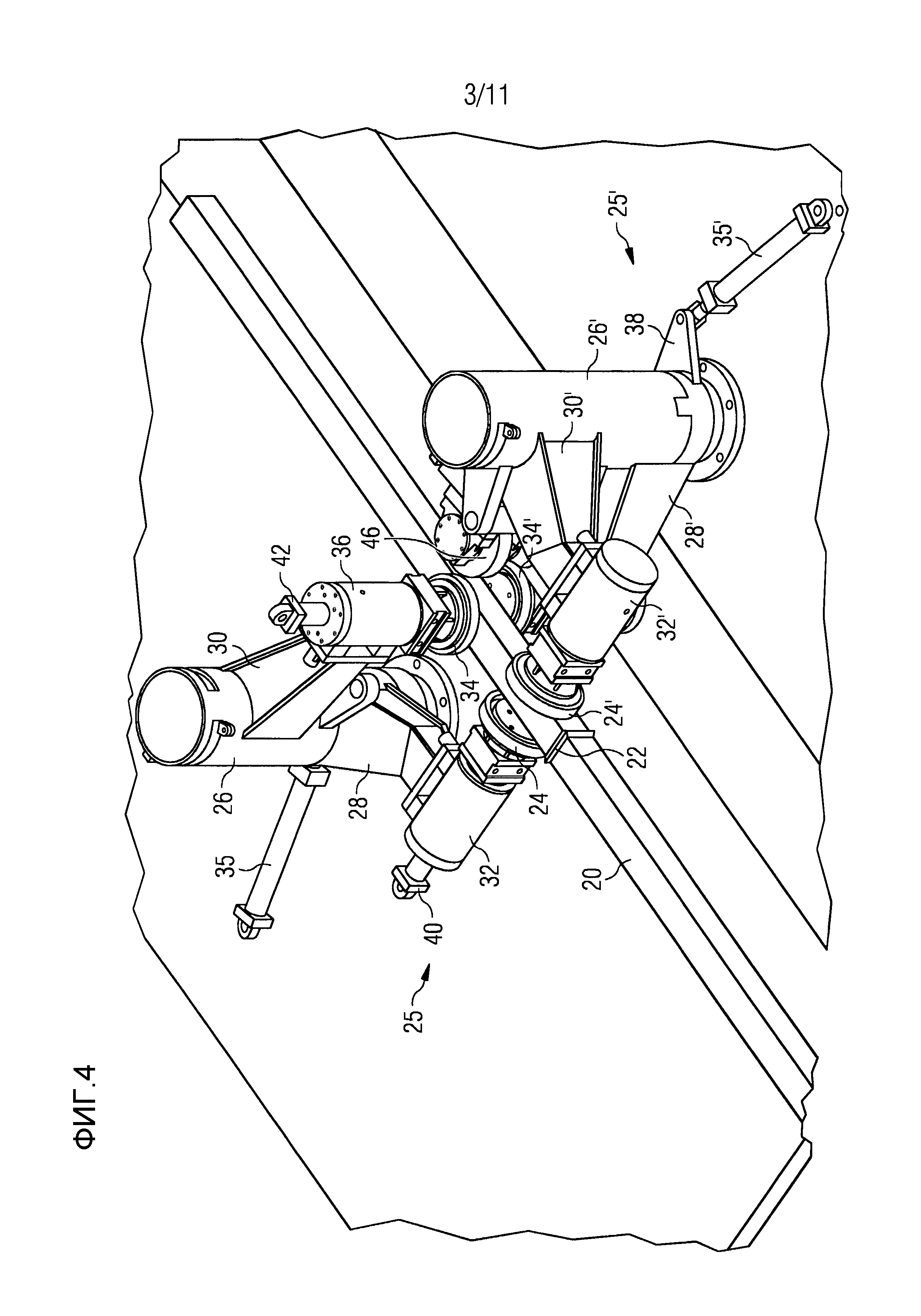
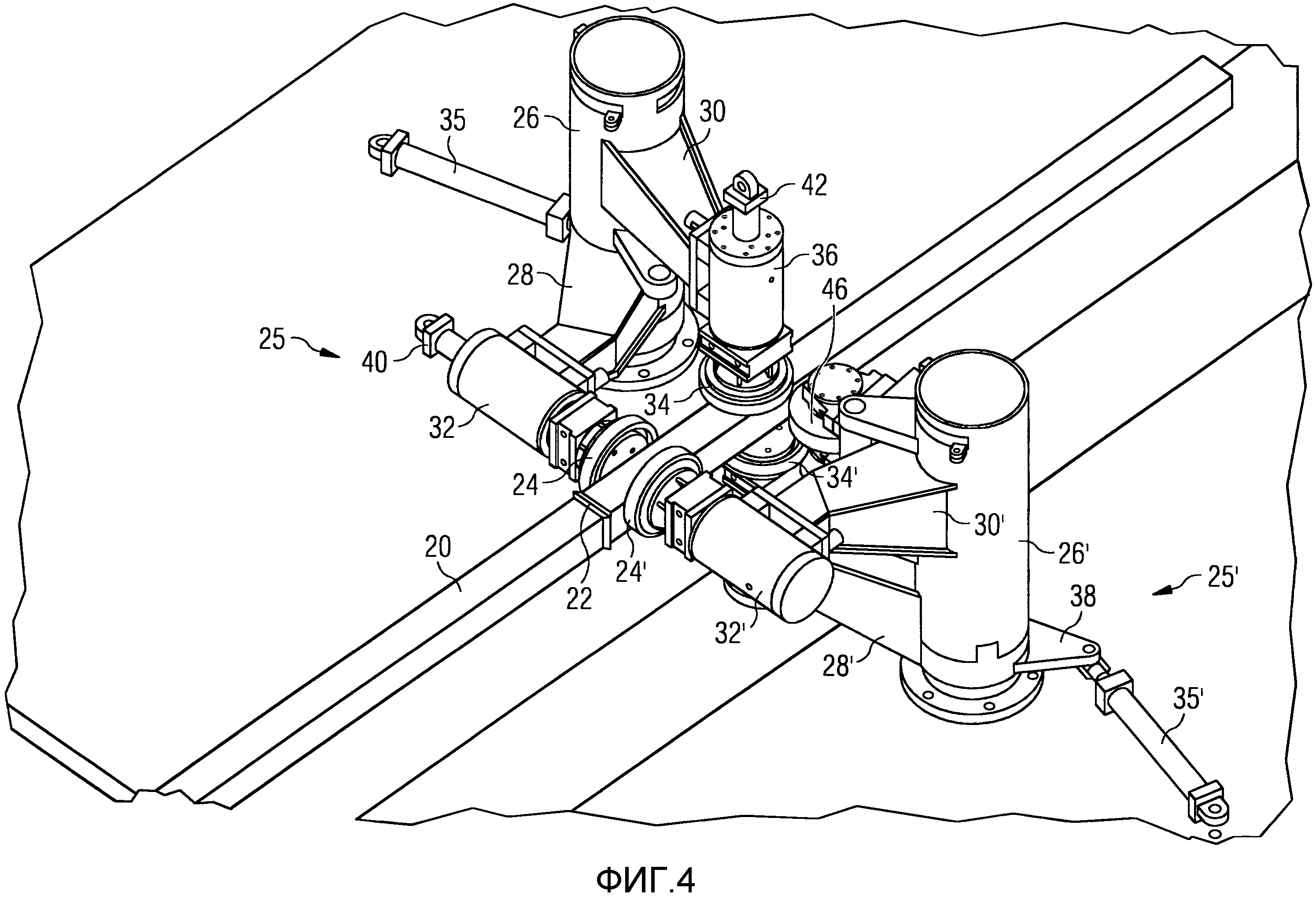
Фиг. 4 - пространственный вид узла, содержащего два устройства для удаления грата согласно первому варианту осуществления изобретения, в рабочем положении.
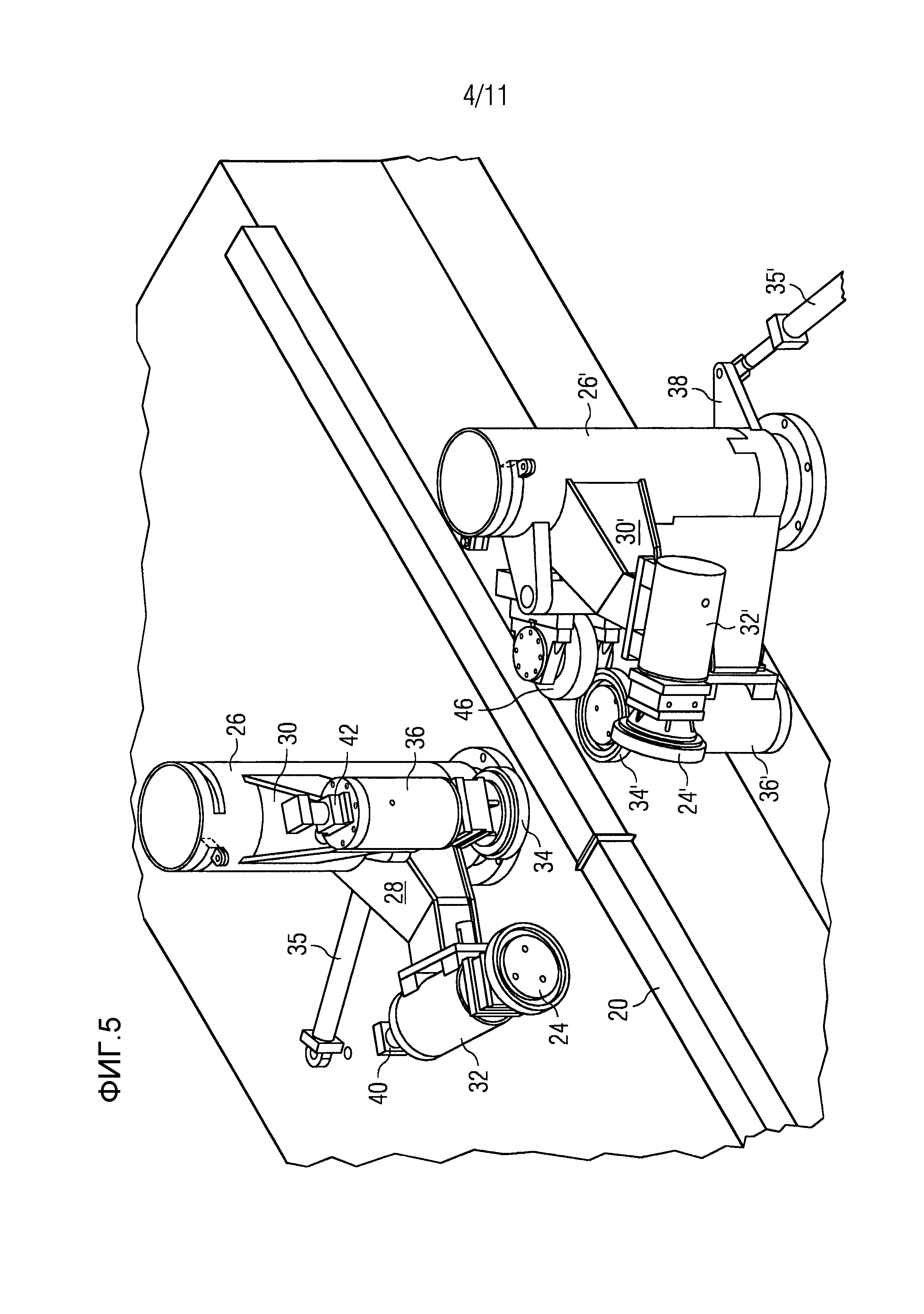
Фиг. 5 - вид узла для удаления грата на фиг. 4 в положении ожидания.
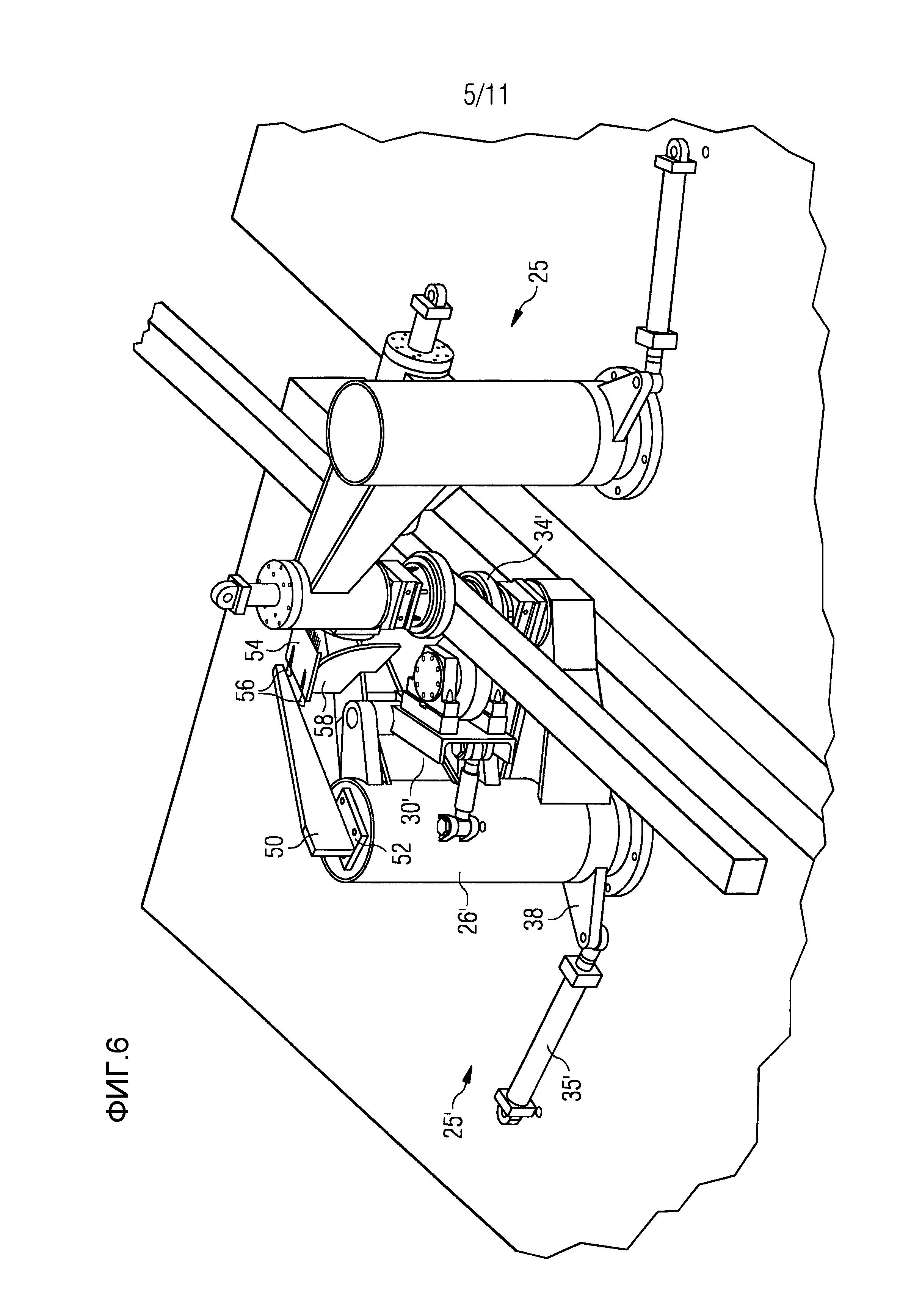
Фиг. 6 - пространственный вид узла, содержащего два устройства для удаления грата согласно второму варианту осуществления изобретения, в рабочем положении.
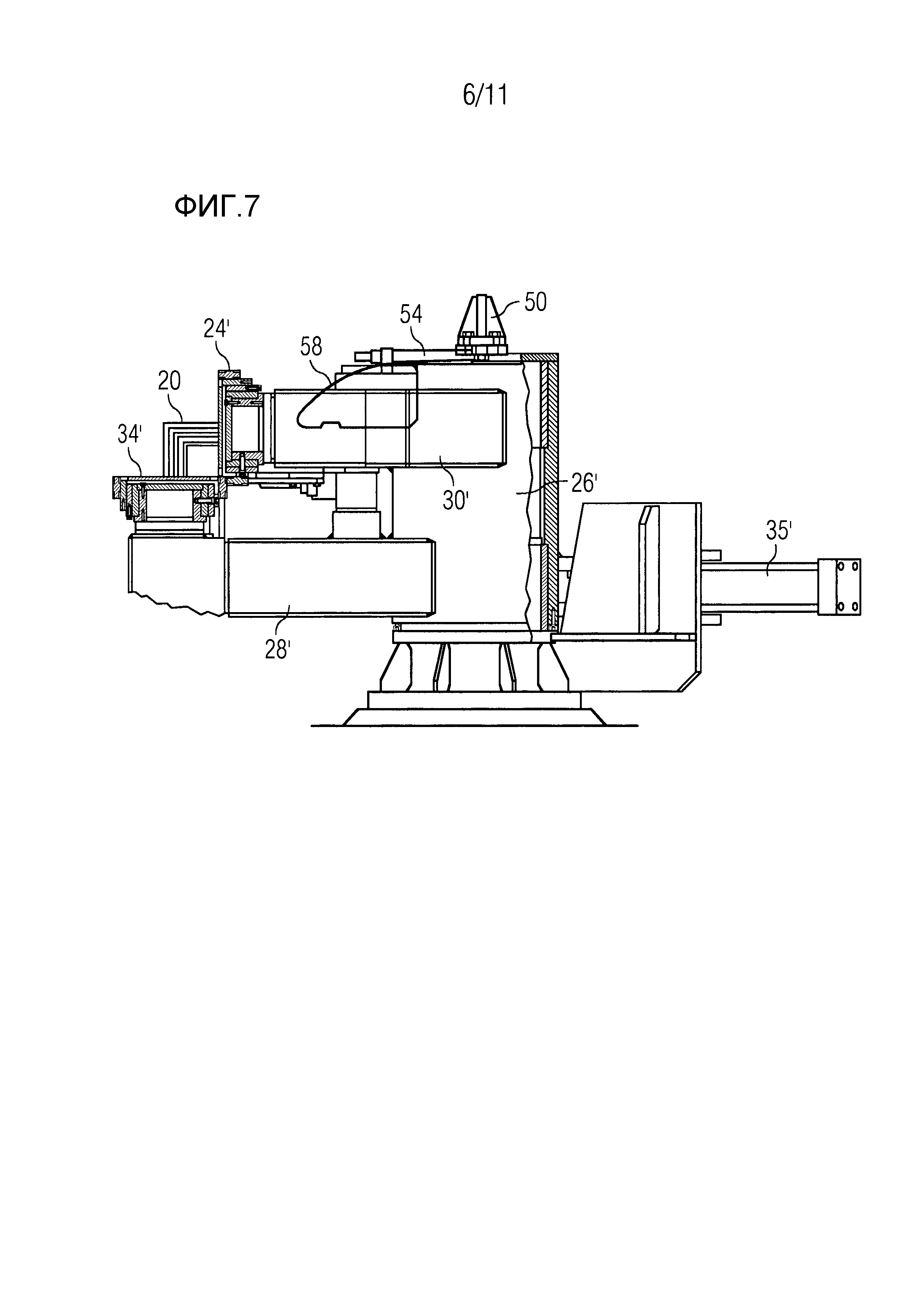
Фиг. 7 - вид в разрезе устройства для удаления грата, входящего в состав узла согласно второму варианту осуществления изобретения.
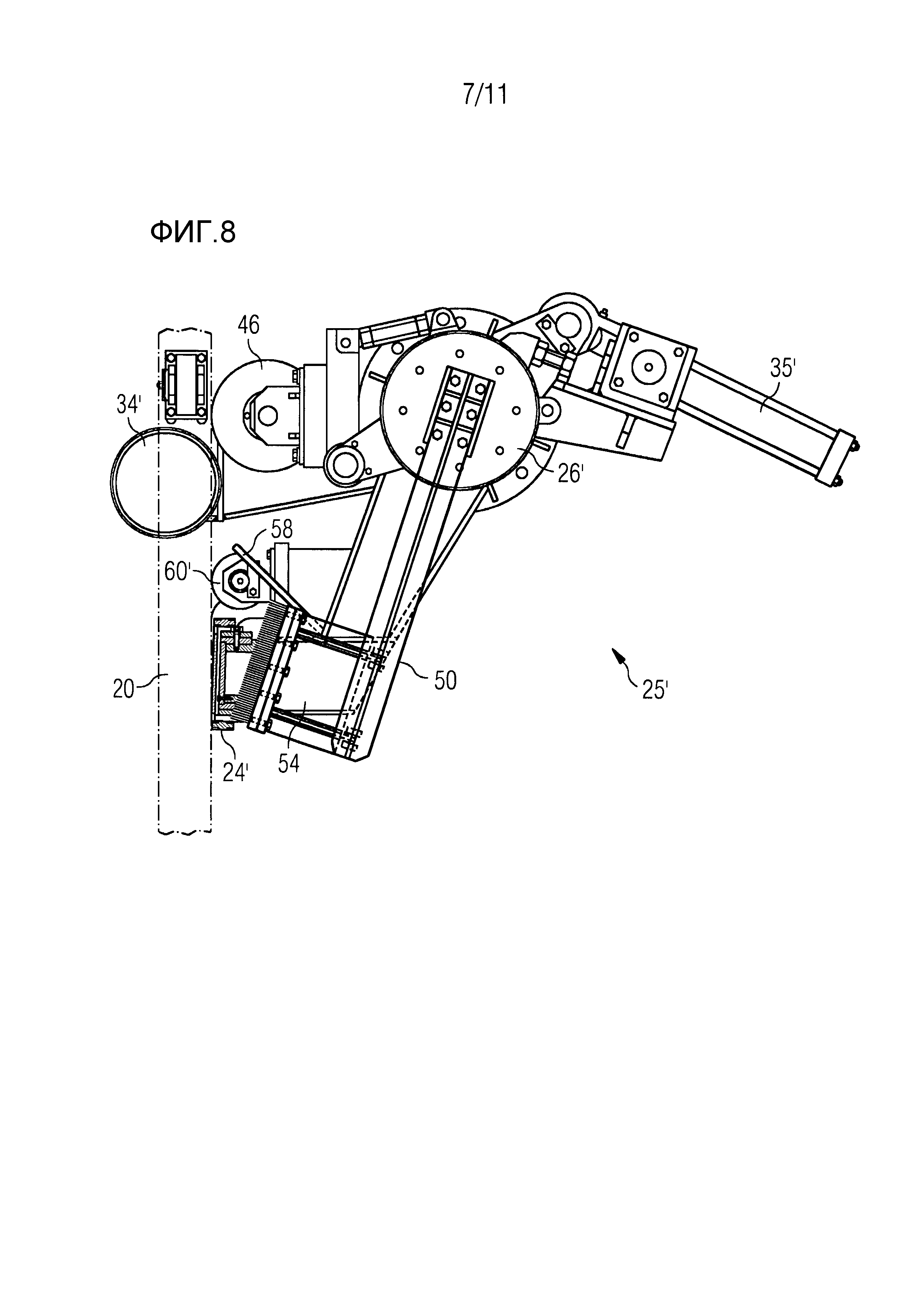
Фиг. 8 - вид сверху устройства для удаления грата, показанного на фиг. 7, в рабочем положении.
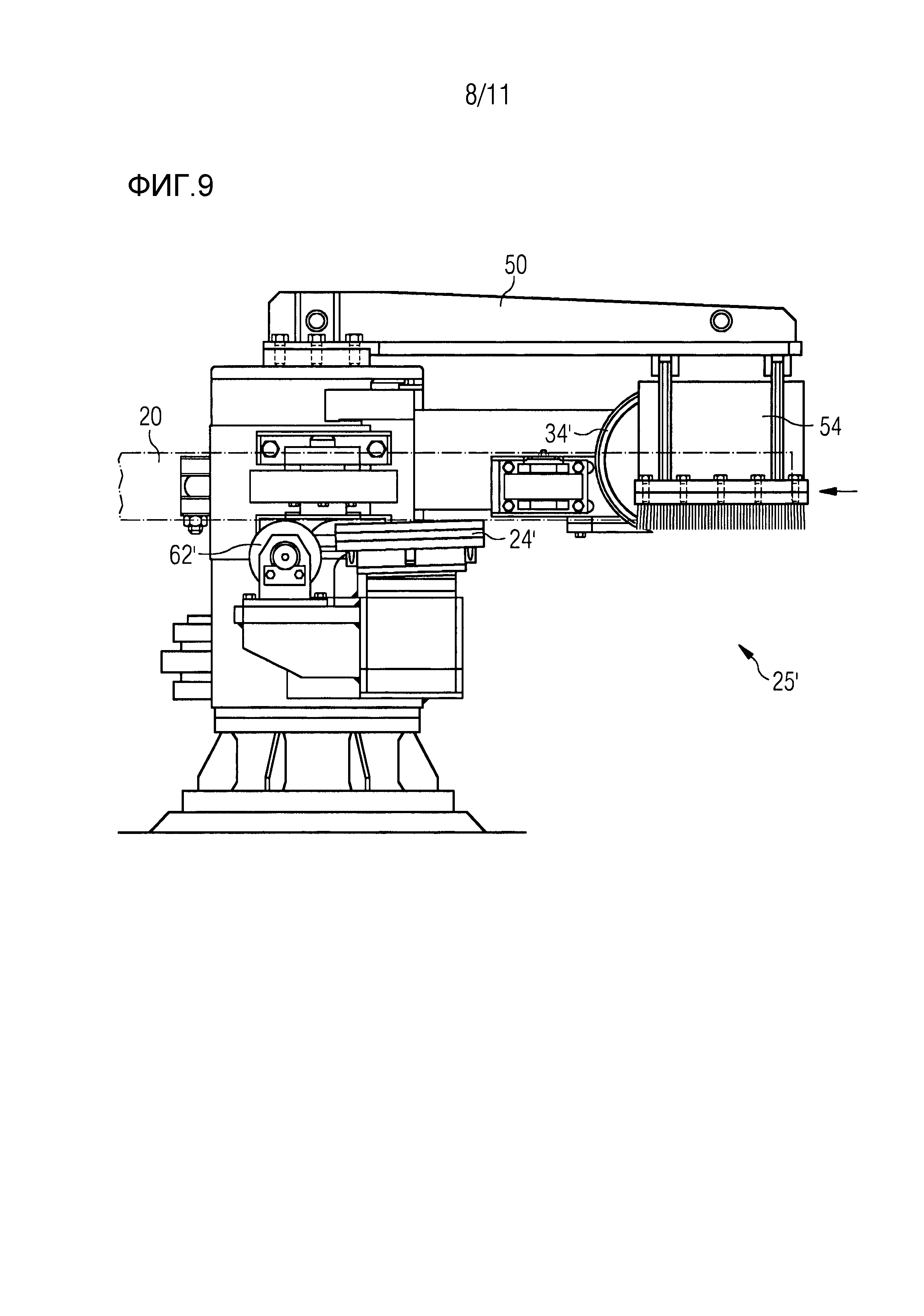
Фиг. 9 - вид сбоку устройства для удаления грата, показанного на фиг. 7, в положении ожидания.
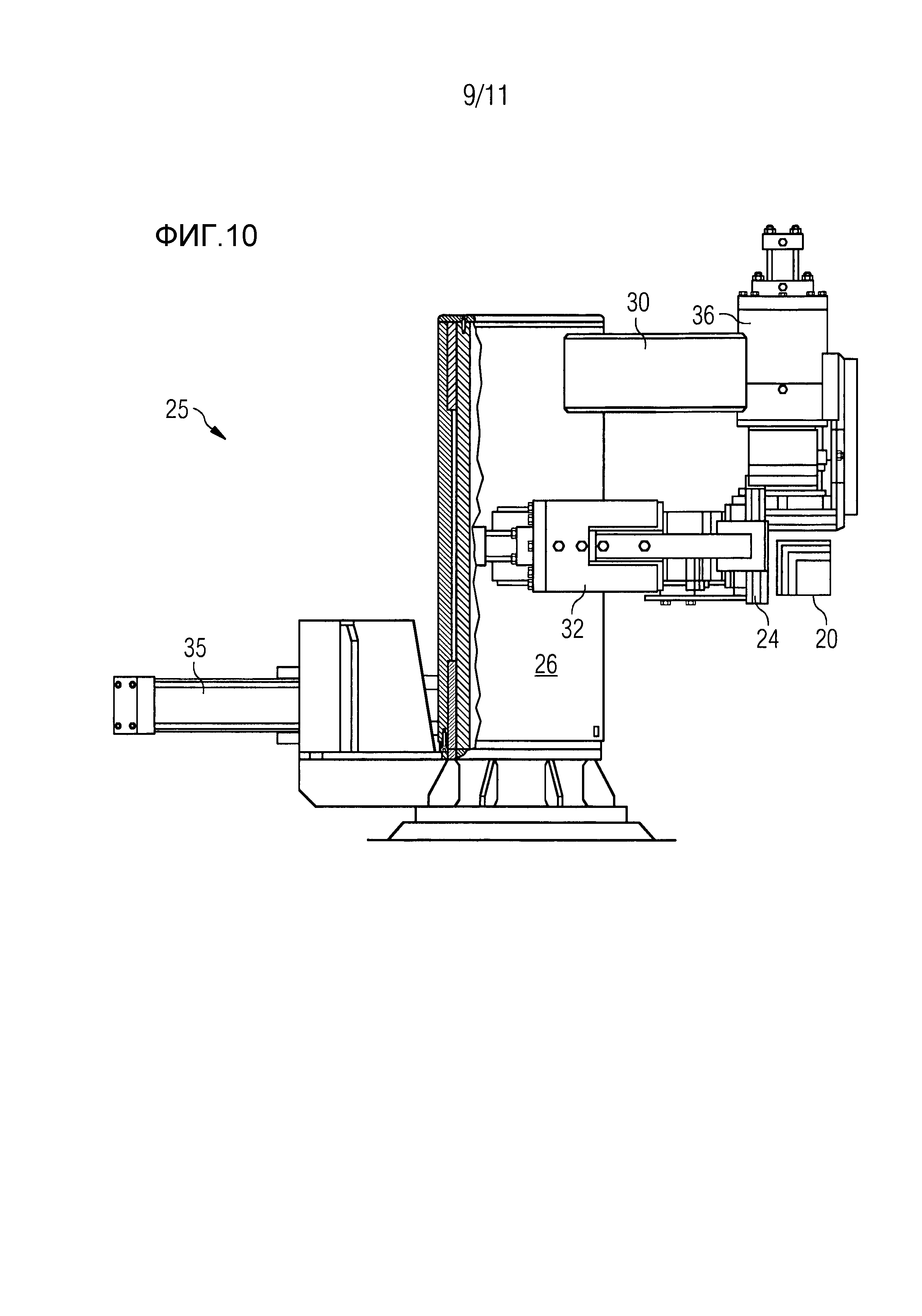
Фиг. 10 - вид в разрезе другого устройства для удаления грата, входящего в состав узла.
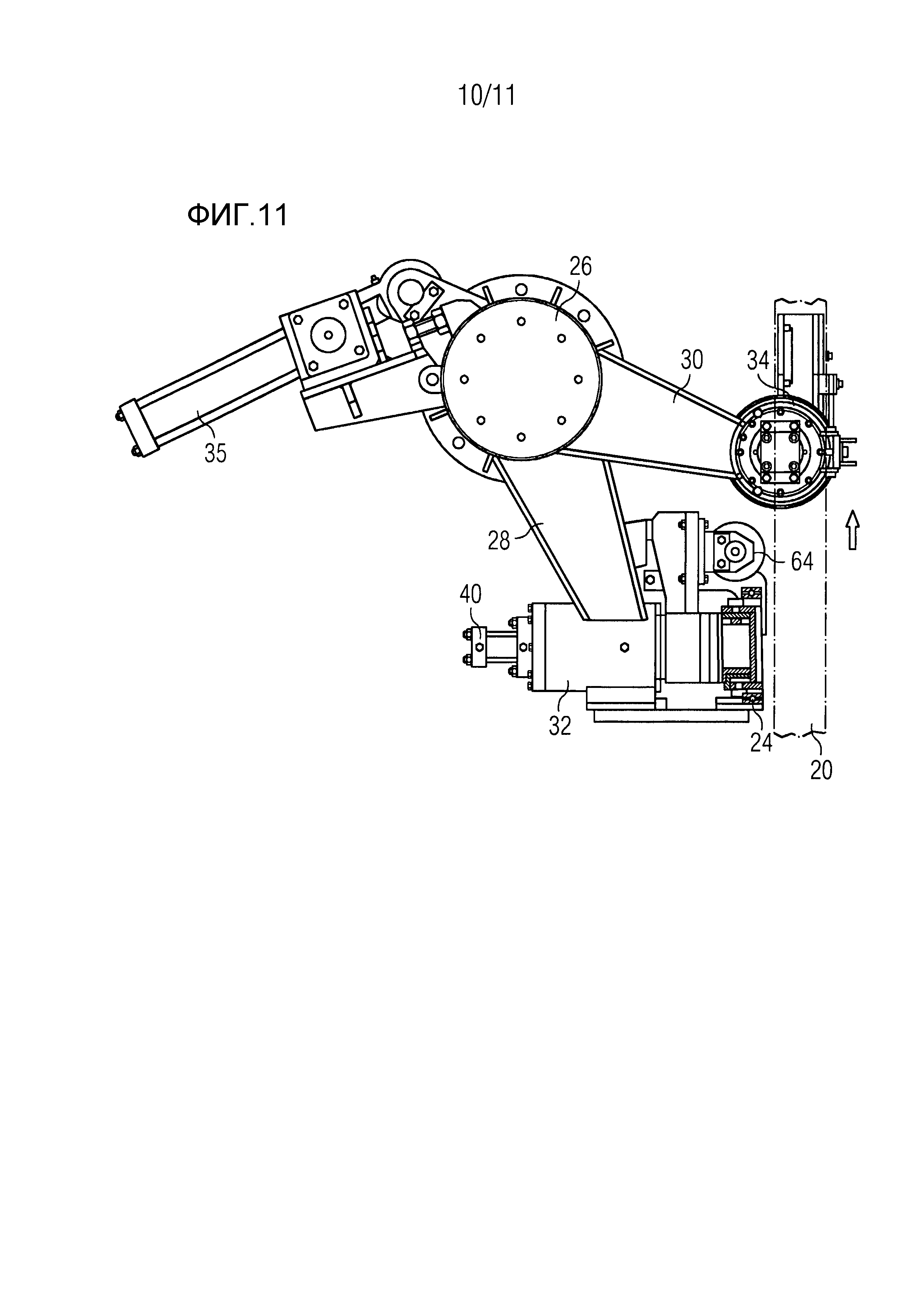
Фиг. 11 - вид сверху устройства для удаления грата, показанного на фиг. 10, в рабочем положении.
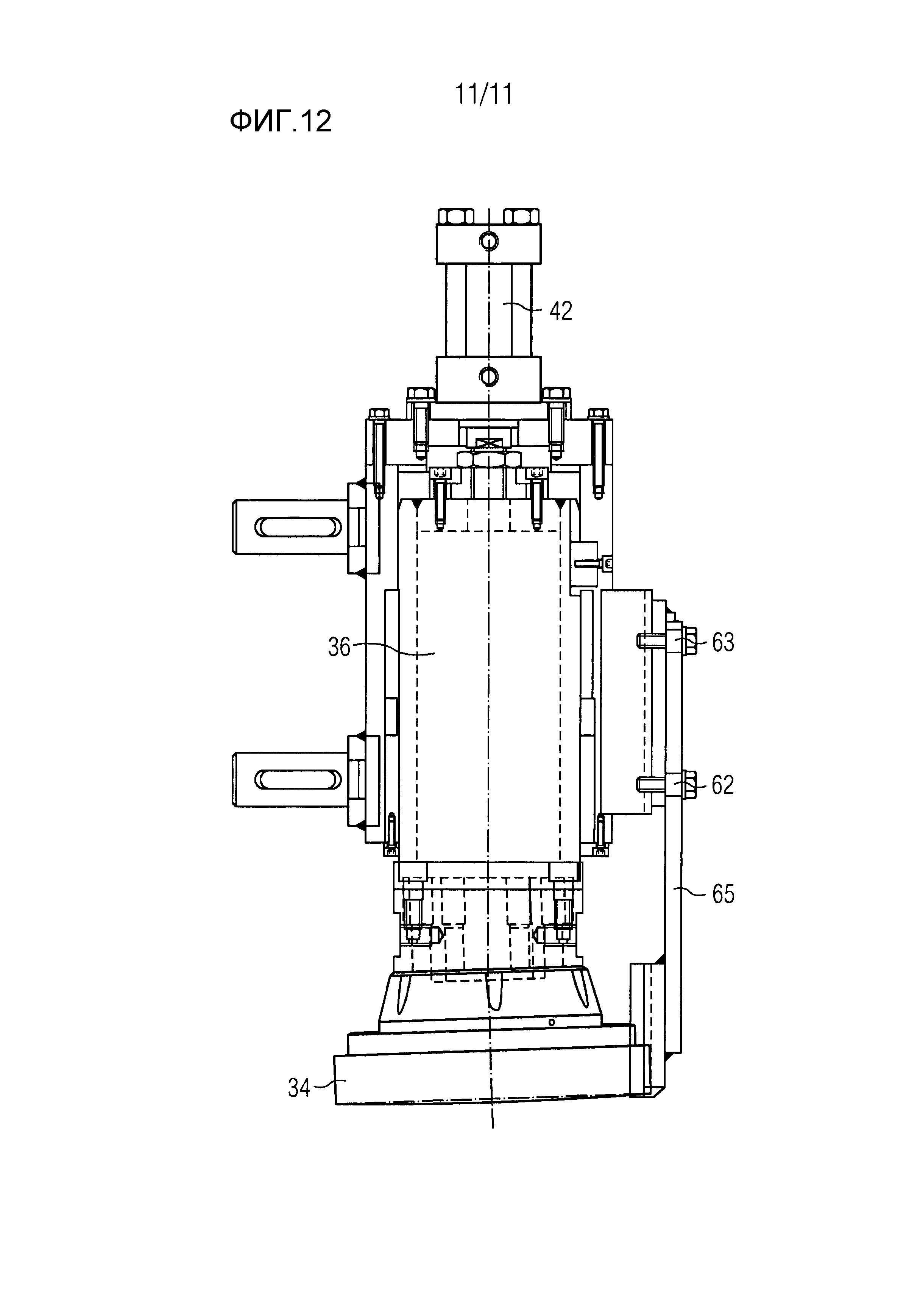
Фиг. 12 - вид спереди узла устройства для удаления грата согласно изобретению, иллюстрирующий средства для чистки режущего диска.
На чертежах для одинаковых или подобных элементов используются одинаковые ссылочные позиции.
На фиг. 1 представлен схематический вид, иллюстрирующий, каким образом отрезается грат 20, имеющийся в месте сварки двух заготовок. Устройство согласно изобретению содержит свободный диск, который может свободно вращаться вокруг его оси, когда к нему прилагается соответствующий крутящий момент.
Как можно увидеть на фиг. 2, этот диск располагается таким образом, что сила реакции, действующая на режущий диск, когда он контактирует с гратом, вызывает вращение диска. Поэтому не нужен механизм для приведения во вращательное движение (такой как, например, двигатель). Сила Fc реакции имеет горизонтальный Fa и вертикальный Fb компоненты. Крутящий момент на режущем диске является произведением вертикального компонента Fb силы реакции на радиус режущего диска.
Далее, благодаря тому, что каждый режущий диск является свободным и вращается только тогда, когда он соприкасается с гратом, или, другими словами, скорость вращения каждого режущего диска является следствием скорости заготовки, отсутствует необходимость приспосабливать скорость заготовки к скорости резания. Это делает систему согласно изобретению менее сложной с точки зрения управления технологическим процессом, чем известные системы, в которых требуется управление скоростью заготовки. Это также уменьшает вероятность выхода из строя.
Как можно увидеть на фиг. 2, согласно изобретению диаметр режущего диска больше, чем ширина заготовки, с которой будет осуществляться удаление грата. Например, ширина заготовки может находиться в диапазоне между 100 и 160 мм, а диаметр режущего диска при этом может быть 350 мм. Таким образом, согласно изобретению, необходим только один диск для одной поверхности заготовки, и не нужны средства для перемещения дисков вдоль ширины заготовки.
На фиг. 3а-3e показана последовательность удаления грата. Когда сваренная заготовка перемещается вперед (слева направо на фиг. 3), приводимая в движение роликами (не показаны), грат 22 вступает в контакт с режущей кромкой режущего диска 24 (фиг. 3а). Это вызывает вращение режущего диска, который в свою очередь последовательно отрезает грат 22 (фиг. 3b-3e). Как уже было упомянуто, режущее средство должно иметь размеры, обеспечивающие охват всей ширины заготовки таким образом, что в начале резания небольшая часть грата взаимодействует с режущим средством, и эта часть увеличивается, когда заготовка перемещается в направлении режущего средства.
На фиг. 4 показан узел из двух устройств 25 и 25’ для удаления грата (левое и правое на фиг. 4) согласно первому варианту осуществления изобретения. Каждое устройство для удаления грата выполнено с возможностью установки по обеим сторонам движущейся заготовки 20. Каждое устройство для удаления грата содержит опорную колонну 26, 26’, которая продолжается вертикально от основания прокатного стана. Два кронштейна 28, 28’, 30, 30’ продолжаются от каждой опорной колонны 26, 26’ каждого устройства для удаления грата. Каждый кронштейн неподвижно закреплен на соответствующей опорной колонне и поворачивается вместе упомянутой опорной колонной. Каждый кронштейн 28, 28’, 30, 30’ в свою очередь поддерживает цилиндрическую опору 32, 32’, 36, 36’ (хотя имеется 4 цилиндрические опоры, только 3 можно увидеть на фиг. 4), которая в свою очередь поддерживает режущий диск 24, 24’, 34, 34’. Каждый режущий диск является свободным, то есть он может свободно вращаться вокруг своей оси.
Каждая колонна 26, 26’ соединена посредством фланца 38 с гидравлическим цилиндром 35, 35’. Каждый гидравлический цилиндр 35, 35’ реверсивно поворачивает соответствующую колонну вокруг оси колонны, между положением ожидания, в котором режущие диски 24, 24’, 34, 34’ располагаются на некотором расстоянии от заготовки 20, подлежащей очистке, и рабочим положением, в котором режущие диски располагаются вблизи заготовки, подлежащей очистке, как показано на фиг. 4. Также обеспечены предохранительные средства (не показаны), чтобы ограничить поворот колонн 26, 26’ и избежать повреждения заготовки.
Каждое устройство 25, 25’ для удаления грата имеет горизонтальный 34, 34’ и вертикальный 24, 24’ режущие диски. Это позволяет удалять грат со всех поверхностей заготовки, используя только четыре режущих диска.
Далее, для каждого устройства для удаления грата этого узла: кронштейны 28, 30, 28', 30', цилиндрические опоры 32, 32’, 36, 36’ и режущие диски 24, 24’, 34, 34’ выполнены таким образом, что после осуществления поворота из положения ожидания в рабочее положение будет необходима только минимальная регулировка, или вообще не будет необходима регулировка, чтобы обеспечить контакт режущей кромки заданного диска с гратом, подлежащим отрезанию.
Одно устройство 25 для удаления грата имеет средства для перемещения его режущих дисков. Например, в варианте осуществления на фиг. 4 обеспечены два гидравлических цилиндра 40, 42. Каждый цилиндр перемещает соответствующий режущий диск 24, 34, чтобы обеспечить контакт дисков с гратом.
Согласно изобретению, одно устройство 25’ для удаления грата имеет горизонтальное стопорное колесо 46, которое прикреплено к колонне 26’ и поворачивается вместе с этой колонной. В нормальном рабочем положении стопорное колесо располагается вблизи заготовки, но не соприкасается с заготовкой. Стопорное колесо предназначено для остановки случайного поворота в направлении против часовой стрелки устройства 25’ для удаления грата, вызываемого регулирующим перемещением боковых (также называемых вертикальные) режущих дисков 24 другого устройства 25 для удаления грата, что может привести к удару в заготовку 20. В этом случае поворот устройства 25’ для удаления грата стопорится колесом 46, которое вступает в контакт с заготовкой 20 и тем самым блокирует дальнейший поворот устройства 25’ для удаления грата.
На фиг. 5 представлен вид системы для удаления грата, показанной на фиг. 4, в положении ожидания. На этом чертеже можно увидеть, что каждая внешняя колонна 26, 26’ содержит неподвижный внутренний цилиндр и выполненный с возможностью вращения внешний цилиндр. Кронштейны прикреплены к внешнему цилиндру и поворачиваются вместе с этим цилиндром.
Кронштейны устройства 25, 25’ для удаления грата разнесены в угловом отношении таким образом, что в конце поворота, перемещающего колонну из положения ожидания в рабочее положение, оба режущих диска 24, 34 или 24’, 34’ располагаются вблизи поверхности заготовки, подлежащей удалению грата, и почти параллельно этой поверхности.
На фиг. 6 - фиг. 12 представлен второй вариант осуществления устройства для удаления грата согласно изобретению. Этот вариант осуществления отличается от предыдущего варианта осуществления добавлением устройств для чистки. Так как этот вариант осуществления подобен предыдущему варианту осуществления, подробно будут описаны только его отличия.
В этом варианте осуществления, как можно увидеть на фиг. 6 и фиг. 7, одно из устройств 25’ для удаления грата, которое будет называться первое устройство 25’ для удаления грата, имеет дополнительный кронштейн 50 для чистки, который поддерживает щетку 54. Дополнительный кронштейн прикреплен к верху колонны 26’ (который не перемещается при повороте) с помощью фланца 52. На противоположном конце дополнительного кронштейна обеспечена щетка 54. Два шарнира соединяют щетку с кронштейном для чистки таким образом, что щетка 54 может свободно поворачиваться вокруг горизонтальной оси. Вертикальная пластина 58 неподвижно присоединена к кронштейну 30’. Вертикальная пластина имеет форму части диска с закругленным краем. Эта пластина действует в качестве кулачка, который перемещает щетку во время поворота кронштейна 30’. В рабочем положении, показанном на фиг. 6, пластина удерживает щетку в горизонтальном положении. Когда гидравлический цилиндр 35’ толкает фланец 38, колонна 26’, кронштейн 30’ и пластина 58 поворачиваются в направлении против часовой стрелки. Это вызывает последовательный поворот щетки 54 вокруг горизонтальной оси из горизонтального положения в вертикальное положение. Щетка достигает ее вертикальное положение перед окончанием поворота кронштейна 30’ и перед прохождением нижнего режущего диска 34’. Поэтому щетка 54 очищает диск 34’ (путем соприкосновения с диском 34’), когда диск возвращается назад в его положение ожидания. Таким образом щетка очищает поверхность режущего диска от металлических стружек, собранных во время удаления грата. Когда цилиндр тянет фланец 38, происходит обратный процесс, и пластина 58 перемещает щетку 54 обратно из вертикального положения чистки в горизонтальное положение ожидания.
На фиг. 7 также иллюстрируется, что одно устройство для удаления грата может удалять грат с заготовок 20 различного типа, имеющих различные поперечные сечения.
Как показано на фиг. 8 и фиг. 9, первое устройство 25’ для удаления грата имеет небольшие первые свободные стопорные колеса 60’, 62’, которые прикреплены к опорам режущих дисков и поворачиваются вместе с опорой вокруг оси колонны 26’. Во время поворота первого устройства 25’, стопорное колесо 60’ или 62’ и соответствующий режущий диск 24’ или 34’ вступают в контакт с заготовкой 20 одновременно (так как каждое стопорное колесо располагается таким образом, что одна из его касательных плоскостей проходит через режущую точку соответствующего режущего диска). Первые стопорные колеса 60’, 62’ также обеспечивают остановку регулирующего перемещения режущего узла противоположного устройства для удаления грата (второе устройство 25 для удаления грата в данном случае). Это обеспечивает дополнительную защиту в том случае, если регулирующее перемещение противоположного второго устройства 25 для удаления грата заходит слишком далеко. В этом случае, средства 40 или 42 регулирующего перемещения толкают противоположный режущий диск 24 или 34, который в свою очередь толкает заготовку, которая будет остановлена первыми стопорными колесами 60’ или 62’ первого устройства для удаления грата. Ось каждого свободного стопорного колеса 60’, 62’ почти параллельна оси соответствующего режущего диска 24’ или 34’(режущие диски 24’ и 34’ немного наклонены, как будет описано ниже). Это означает, что первое устройство 25’ для удаления грата имеет горизонтальное и вертикальное стопорные колеса 60’ и 62’.
Как можно увидеть на фиг. 11, другое устройство 25 для удаления грата, которое будет называться второе устройство 25 для удаления грата, также имеет вторые небольшие свободные стопорные колеса 64 (только одно колесо можно увидеть на чертеже), которые указывают точное местоположение режущего конца режущей кромки дисков 24 или 34 (точка Е на фиг. 12). Каждое стопорное колесо 64 соединено с соответствующим ему режущим диском 24, 34, и перемещается вместе с этим режущим диском при осуществлении регулирующего перемещения. Ось каждого второго стопорного колеса 64 почти параллельна оси соответствующего ему режущего диска 24 или 34 (режущие диски 24 и 34 немного наклонены, как будет описано ниже). Это означает, что второе устройство 25 для удаления грата имеет горизонтальное и вертикальное стопорные колеса 64. Во время регулирующего перемещения стопорное колесо и соответствующий режущий диск вступают в контакт с заготовкой одновременно, и стопорное колесо обеспечивает механическую остановку регулирующего перемещения в лучшем местоположении для отрезания грата (так как каждое стопорное колесо располагается таким образом, что одна из его касательных плоскостей проходит через режущую точку соответствующего режущего диска). Каждое стопорное колесо также выполняет функцию защиты, так как оно обеспечивает остановку регулирующего перемещения и исключает то, что диски проникнут в заготовку.
На фиг. 12 представлен вид в продольном разрезе режущего узла второго устройства 25 для удаления грата. Как можно увидеть на этом чертеже, второе устройство 25 для удаления грата дополнительно содержит скребки 65 для чистки (хотя только один показан на этом чертеже, понятно, что другой режущий диск также имеет скребок для чистки). Скребок 65 для чистки прикреплен к внешней части опоры 36 диска (с помощью двух винтов 62, 63) и неподвижен относительно этой опоры. Когда режущий диск втягивается гидравлическим цилиндром 42, скребок 65 для чистки соприкасается с частью кромки режущего диска 34 и очищает эту часть от металлических стружек, которые прилипли во время удаления грата. Так как режущий диск вращается во время удаления грата, разные части режущей кромки диска будут вступать в контакт со скребком 65 и очищаться.
На этом чертеже также можно увидеть, что режущий диск 34 немного наклонен (например, на 2°) относительно горизонтальной плоскости. Это обеспечивает более эффективное резание, а также гарантирует, что только часть режущего диска (показанная точкой Е на фиг. 12) будет контактировать с заготовкой и исключает повреждение заготовки. Этот наклон используется для всех режущих дисков первого и второго устройств 25 и 25’ для удаления грата.
Как показывает приведенное выше описание, устройство для удаления грата согласно изобретению имеет следующие преимущества по сравнению с известными решениями:
1) Снижение затрат:
конструкция очень легкая и содержит меньше частей в сравнении с известной конструкцией, отрезание грата осуществляется посредством 4 режущих средств (одно на каждую поверхность заготовки), вместо 6 в известном решении. Общий вес опорной конструкции для режущих средств был уменьшен до приблизительно 4,3 тонн от 21 тонны в существующем решении, также была уменьшена сложность системы.
2) Не требуется система охлаждения:
согласно изобретению, режущие средства отодвигаются на некоторое расстояние от горячей зоны, и экраны (не показаны на чертежах) защищают от теплового излучения, так что система охлаждения не требуется.
3) Более простое и быстрое техническое обслуживание/замена:
обеспечена возможность легкого доступа, съема и манипулирования режущими дисками;
операции по техническому обслуживанию являются более легкими и быстрыми и могут быть осуществлены во время нормального производственного процесса (без сварочного оборудования), так как имеется расстояние между транспортировочной линией и дисками (например, 700 мм);
возможно ручное вмешательство во время фаз ожидания без остановки прокатного стана; оператор во время фаз ожидания может находиться рядом с устройством согласно изобретению.
4) Более легкий визуальный контроль во время операций отрезания и самостоятельной очистки:
в любом положении возможно видеть диски; кромки дисков очищаются от любых остатков грата во время перемещения после отрезания.
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия
Способ изготовления стальных полос посредством бесконечной прокатки или полубесконечной прокатки
Оптимизированный по энергопотреблению и выходу способ и установка для изготовления горячекатаной стальной полосы
Способ и установка для энергетически эффективного изготовления горячекатаной стальной полосы
Высокоскоростные ножницы
Способ изготовления прессованных изделий, содержащих частицы угля
Способ повышения глубины проникновения кислородной струи
Способ и устройство для загрузки углесодержащего материала и железосодержащего материала
Способ получения высокопрочной низколегированной стали
Способ получения чугуна или жидких стальных полупродуктов
Способ и устройство для измерения скорости прокатываемого изделия

