Результат интеллектуальной деятельности: СПОСОБ МАКЕТИРОВАНИЯ КРУПНОГАБАРИТНЫХ ТРЕХМЕРНЫХ ОБЪЕКТОВ ИЗ ПЕНОПЛАСТА
Вид РИД
Изобретение
Изобретение относится к способам изготовления трехмерных изделий, основанным на принципе послойного прототипирования, и наиболее эффективно может быть использовано при изготовлении крупногабаритных трехмерных объектов и макетов для рекламно-оформительских и учебных целей.
Известен способ изготовления изделий с помощью лазерной стереолитографии (патент РФ на изобретение «Способ изготовления изделий с помощью лазерной стереометрии и устройство для его осуществления» RU №2269416 от 17.02.2004, МПК B29C 41/02, C08F 2/46). Этот способ использует специальные фоточувствительные полимеры, затвердевающие под воздействием света лазера. Изготовление изделия начинают с нижнего слоя детали. Подвижный стол погружают в ванну с полимером на толщину первого слоя. Затем специальный нож (ракель) проходит от передней стенки ванны к задней и удаляет излишки полимера с детали, после чего начинает работать лазер. В сканирующую систему лазера загружают информацию о первом сечении модели, и лазерный луч освещает только те участки сечения, где должен быть материал детали. Под воздействием света лазера полимер затвердевает. Точки сечения детали, в которых материала нет, не подвергают воздействию лазерного луча, и отвердевание полимера в них не происходит. После «отрисовки» лазером первого слоя подвижный стол опускают на толщину второго слоя, и процесс нанесения полимера и сканирования лазером повторяют. И так до тех пор, пока все слои детали не будут синтезированы. В результате получают заданную деталь, изготовленную из полимера.
Недостатками данного способа является то, что размеры изготовляемого с его помощью изделия ограничиваются размерами инструментальной камеры и диапазоном перемещений исполнительного органа, а также высокой стоимостью расходного материала, что, соответственно, делает высокой цену изготовляемого изделия.
Также известен способ моделирования, основанный на изготовлении трехмерных объектов наплавкой (патент США на изобретение «Modeling apparatus for three-dimensional objects» US №5340433 от 30.10.1989), a именно путем выдавливания твердеющего модельного материала из экструзионной головки в заданном порядке, послойно, на основе расчетных данных, соответствующих определенной форме каждого слоя объекта. В качестве модельного материала используют твердеющий материал, который в виде эластичной нити подают в разжижитель экструзионной головки, где нагревают до температуры текучести. Текучий модельный материал выдавливают из наконечника разжижителя и осаждают на основание. Контроллер управляет движением экструзионной головки в горизонтальной плоскости x-y, движением основания в вертикальном направлении z и скоростью подачи нити питающими роликами. При синхронном управлении этими технологическими переменными модельный материал послойно наносят в виде «валиков» вдоль траекторий перемещения инструмента, задаваемых моделью системы автоматизированного проектирования. Вытесняемый материал наплавляется на предварительно нанесенный материал и твердеет с образованием трехмерного объекта по образу модели системы автоматизированного проектирования.
Недостатками данного способа является то, что размеры изготовляемого с его помощью изделия ограничиваются размерами инструментальной камеры и диапазоном перемещений исполнительного органа, а также высокой стоимостью расходного материала, что, соответственно, делает высокой цену изготовляемого изделия.
Из известных способов изготовления трехмерных изделий, основанных на принципе послойного прототипирования, наиболее близким по технической сущности является способ, представляющий изготовление трехмерной объемной модели с криволинейными контурами (А. с. СССР «Способ изготовления модели гребного винта» N 944735 от 25.09.80, кл. B22C 7/00), например гребных винтов, который включает послойное нанесение проекций сечений винта на несколько досок, вырезание контуров с последующим соединением досок и удалением образовавшихся выступов.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа, принятого за прототип, относится то, что слои изготавливаемого объекта имеют одинаковые контуры верхнего и нижнего сечения слоя. В итоге объект получается со ступенчатой поверхностью, и для придания требуемой формы изготавливаемого объекта необходимо удаление этой ступенчатости, требующее больших объемов, как правило, ручной обработки, что определяет недостатками известного способа его большую трудоемкость и невысокую точность изготовления.
Задачей изобретения является расширение арсенала способов изготовления крупногабаритных трехмерных объектов за счет создания способа изготовления крупногабаритных трехмерных макетов из пенопласта, обладающего повышенной точностью воспроизведения формы виртуальной модели копируемого объекта за счет более точного воспроизведения отдельных слоев изготавливаемого макета.
Техническим результатом изобретения является повышенная точность воспроизведения формы макетируемой виртуальной модели при изготовлении крупногабаритных трехмерных объектов из пенопласта за счет более точного воспроизведения отдельных слоев изготавливаемого объекта.
Поставленная задача решается за счет того, что создается способ макетирования крупногабаритных трехмерных объектов из пенопласта, включающий в себя послойную сборку объекта, причем для изготовления его слоев производят послойное сечение виртуальной модели макетируемого объекта, отличающийся тем, что с помощью полученных сечений, на которые были нанесены идентификационные маркеры, изготавливают трафареты, которые в соответствии с идентификационными маркерами фиксируют на поверхностях листового пенопласта, затем по контурам трафаретов вырезают слои, из которых в соответствующей последовательности собирают макетируемый объект.
Проведенный заявителем анализ техники, включая поиск по патентным и научно-техническим источникам информации, и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяют установить, что заявитель не обнаружил аналог, характеризующийся признаками, тождественными всем существенным признакам заявленного изобретения.
Сущность изобретения поясняется следующими чертежами, на которых изображено:
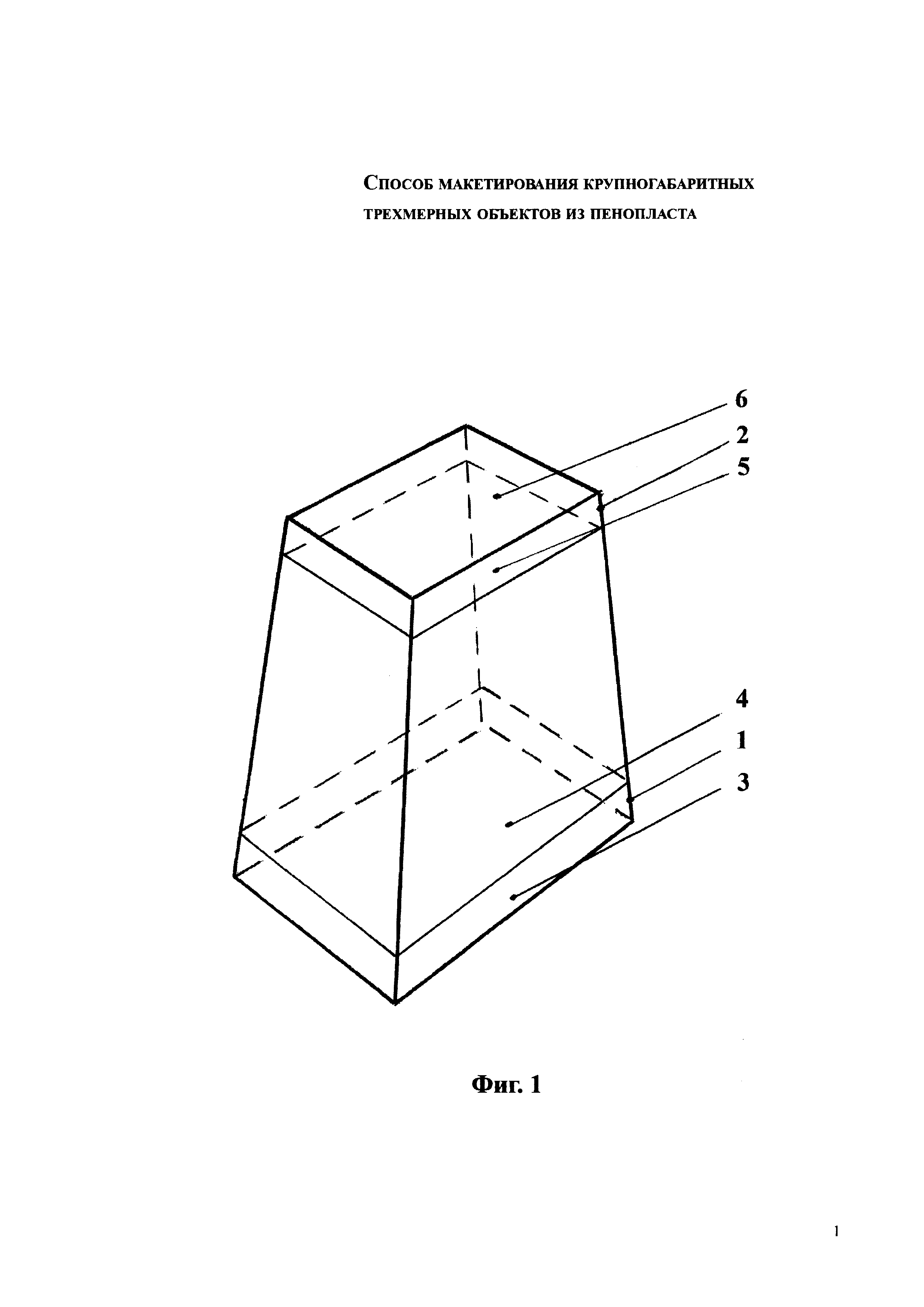
Фиг. 1 изображает послойное сечение виртуальной модели макетируемого объекта.
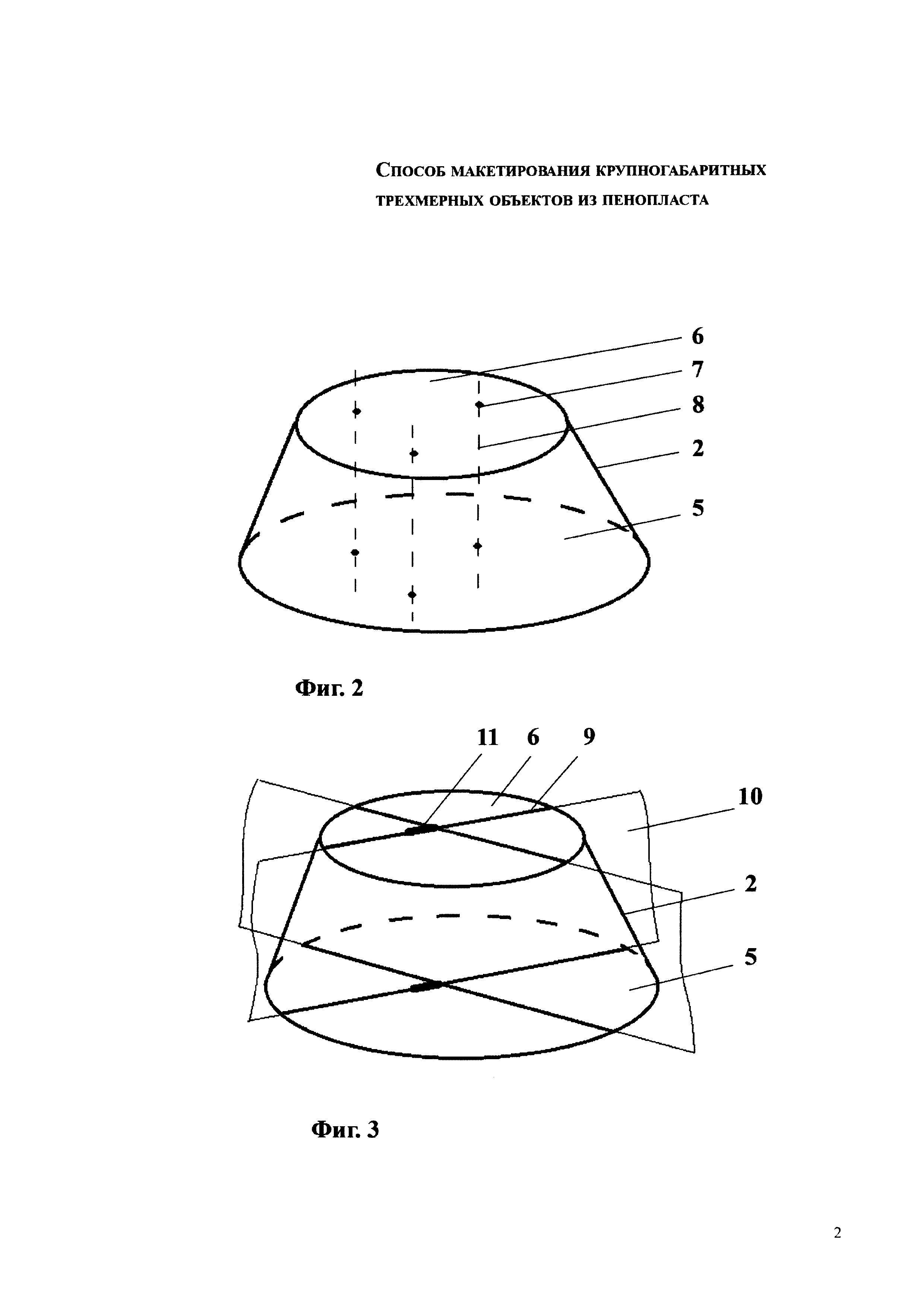
Фиг. 2 изображает систему идентификационных маркерных точек.
Фиг. 3 изображает систему идентификационных маркерных линий.
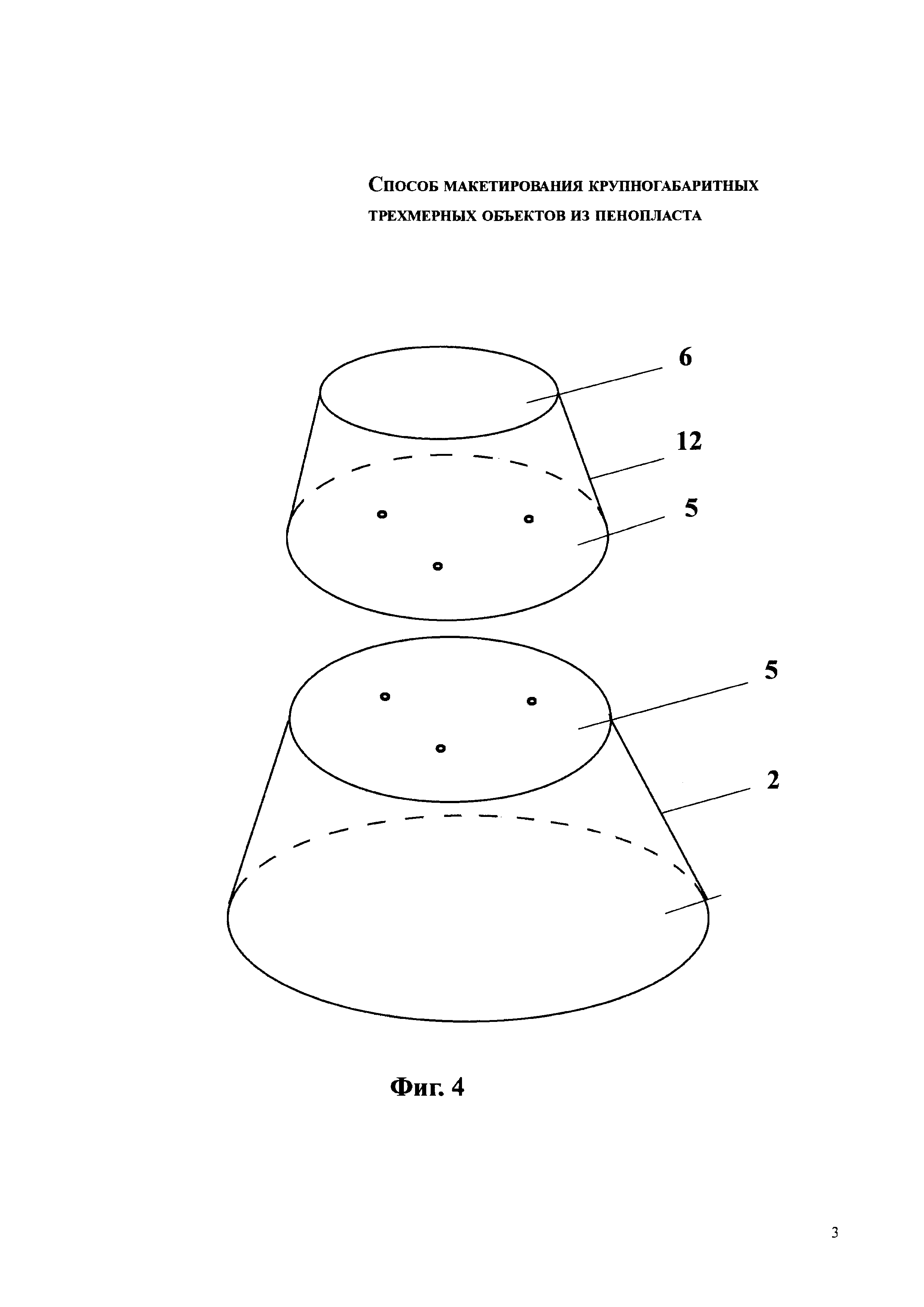
Фиг. 4 изображает порядок расположения трафаретов сечений на слоях изготовляемого объекта.
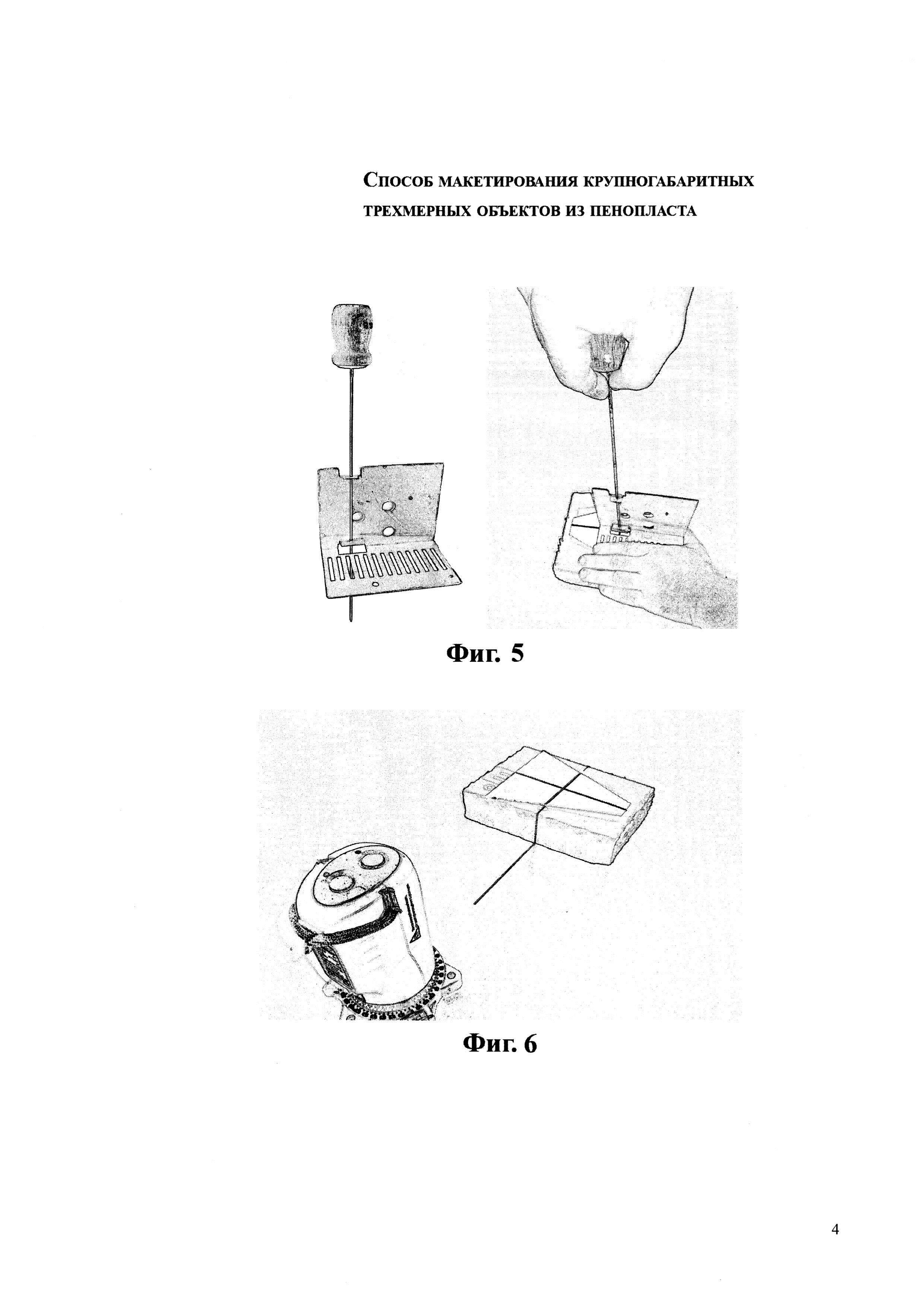
Фиг. 5 изображает кондуктор, применяемый при использовании системы идентификационных маркерных точек.
Фиг. 6 изображает лазерный уровень-нивелир, применяемый при использовании системы идентификационных маркерных линий.
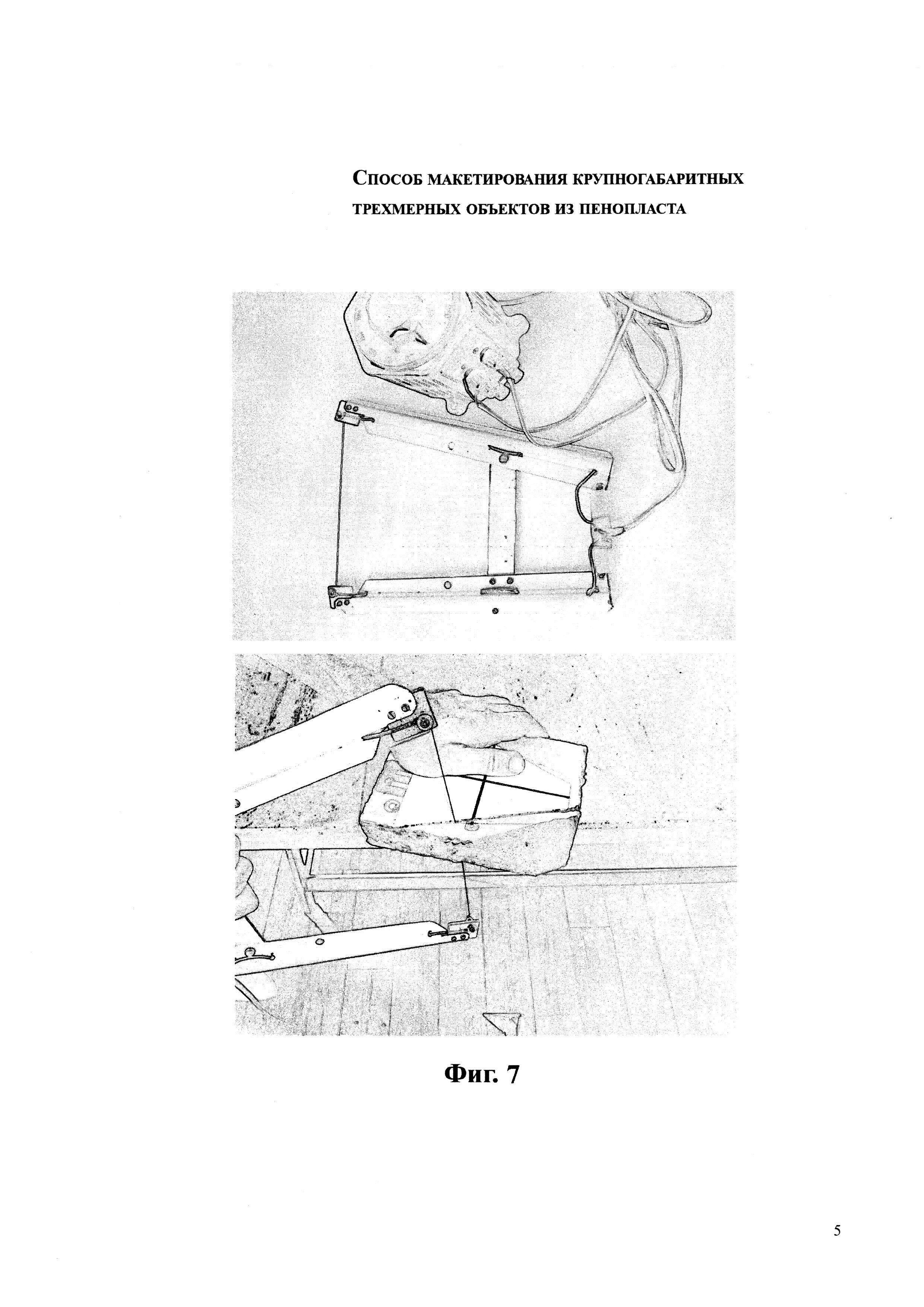
Фиг. 7 изображает ручной резак по пенопласту, применяемый для изготовления слоев объекта.
Позициями на чертежах обозначены: первый слой 1, «n»-й слой 2, первое сечение 3, второе сечение 4, «n»-е сечение 5, «n+1»-е сечение 6, маркерная точка 7, перпендикуляр 8, маркерная линия 9, плоскость 10, идентификатор направления 11, «n+1»-й слой 12.
Предлагаемый способ реализуется следующим образом.
Способ рассчитан на макетирование крупногабаритных трехмерных объектов на основе вспененных пластических масс, пенопластов, таких как, например, пенополистирол, и содержит следующие этапы реализации: создание виртуальной модели макетируемого объекта, получение послойных сечений макетируемого объекта, изготовление трафаретов сечений, изготовление слоев, сборка макетируемого объекта, финишная обработка макетируемого объекта.
Виртуальную трехмерную модель макетируемого объекта создают с использованием компьютерных редакторов 3d-моделей, например, с помощью редактора 3ds Max фирмы Autodesk. В случае если изготавливаемый объект имеет простые геометрические формы, его виртуальная модель может быть создана с использованием методик начертательной геометрии. Возможен вариант получения виртуальной модели сканированием реального объекта с помощью 3d-сканера. Кроме того, виртуальная модель может быть взята из интернет-ресурсов, а именно из баз данных 3d-моделей.
С помощью компьютерного редактора 3d-моделей производят послойное сечение виртуальной трехмерной модели изготавливаемого объекта параллельными плоскостями с шагом, равным толщине используемого листового пенопласта. В соответствии с формулой
 ,
,
где «h» - высота изготовляемого объекта, «s» - толщина пенопластового листа, получаем «n» слоев и «n+1» сечений (фиг. 1).
На полученные сечения наносят систему идентификационных маркеров, фиксирующих взаиморасположение смежных сечений. Например, на «n» 5 и «n+1» 6 сечения, где «n» - порядковый номер слоя, наносят группы маркерных точек 7 таким образом, что через соответствующие маркерные точки 7 смежных сечений «n»-го 2 слоя проходят линии 8 - перпендикулярные плоскостям сечений 5 и 6 (фиг. 2). Число маркерных точек 7 должно быть не менее трех, а их взаиморасположение не должно образовывать равносторонних геометрических фигур. Другой системой идентификационных маркеров является вариант, когда на «n»-е 5 и «n+1»-е 6 сечения, где «n» - порядковый номер слоя, наносят пересекающиеся маркерные линии 9 таким образом, что плоскости 10, проходящие через соответствующие маркерные линии 9, перпендикулярны плоскостям сечений 5 и 6 (фиг. 3). Число маркерных линий 9 должно быть не менее двух, допустимо пересечение линий под любым углом, но предпочтительно под прямым, при этом одно из направлений относительно точки пересечения линий 9 помечают и используют как дополнительный идентификационный признак 11.
Полученные сечения распечатывают на бумаге на принтере и для изготовления трафаретов наклеивают на плотную основу, например на картон, а затем вырезают по контуру сечения. При наличии специализированных плоттеров, работающих с плотными листовыми материалами, трафареты сечений изготавливают непосредственно без распечатки на бумаге с последующим наклеиванием. При этом необходимо иметь в виду, что сечения смежных слоев являются зеркальным отображением друг друга, а именно «n+1»-е сечение 5 «n»-го слоя 2, для которого оно будет верхним, должно быть зеркально отображено для «n+7»-го слоя 12, для которого оно будет нижним, где «n» - порядковый номер слоя (фиг. 4).
Полученные таким образом трафареты фиксируют попарно на нижнюю и верхнюю поверхность листа пенопласта, образуя «n» «сэндвич»-заготовок.
В случае если сечения выполнены с использованием системы идентификационных маркерных точек, один из парных трафаретов наклеивают на поверхность листа пенопласта, через его маркерные точки 7 осуществляют сквозные проколы листа пенопласта, например, шилом, по линиям строго перпендикулярным плоскости листа пенопласта. Для более точной перпендикулярности прокола можно использовать кондуктор (фиг. 5). Другой парный трафарет наклеивают на противоположную поверхность листа пенопласта, совмещая его маркерные точки 7 с соответствующими точками прокола.
В случае, когда сечения были выполнены с использованием системы идентификационных маркерных линий, один из парных трафаретов наклеивают на поверхность листа пенопласта, его маркерные линии 9 продлевают до пересечения с противоположной поверхностью листа пенопласта, например, с помощью лазерного уровня-нивелира, для получения точек пересечения (фиг. 6). Через соответствующие точки пересечения на противоположной поверхности листа пенопласта проводят линии. Другой парный трафарет наклеивают на противоположную поверхность листа пенопласта, совмещая его маркерные линии 9 с соответствующими линиями, проведенными на поверхности листа пенопласта, с учетом правильной ориентации идентификационных линий-направлений 11 парных трафаретов.
Из подготовленных таким образом «n» «сэндвич»-заготовок, представляющих из себя листовой пенопласт, на поверхности которого зафиксированы соответствующие парные трафареты, используя, например, ручной резак пенопласта, вырезают «n» слоев изготавливаемого объекта. Резаком, опираясь на кромки верхнего и нижнего трафарета и двигаясь по их контуру, вырезают слои изготавливаемого объекта в точном соответствии с их виртуальными образами (фиг. 7).
Полученные «n» слоев соединяют в необходимой последовательности в изготавливаемый объект. Трафареты перед сборкой объекта удаляют с поверхности слоев, но могут быть оставлены, если их толщина повлияет на точность воспроизведения объекта в пределах допустимой погрешности, либо их толщина была учтена при расчете сечений слоев объекта.
После сборки объект подвергают необходимым процедурам финишной обработки, таким как, шлифовка, шпаклевка, покраска и другие отделочные операции.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявляемого способа следующей совокупности условий:
- заявленный способ при его осуществлении предназначен для использования как в сфере рекламно-оформительского бизнеса, так и, в особенности, в учебных учреждениях страны;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте изложенной формулы изобретения, подтверждена возможность его осуществления с помощью описанных в заявке или известных до даты приоритета средств и методов;
- заявленный способ при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата, состоящего в повышенной точности воспроизведения формы виртуальной модели при макетировании крупногабаритных трехмерных объектов из пенопласта за счет более точного воспроизведения отдельных слоев изготавливаемого объекта.
Предложенный способ по сравнению с прототипом, при использовании которого формируется ступенчатая поверхность изготавливаемого трехмерного объекта, позволяет изготавливать крупногабаритные трехмерные объекты с максимальным приближением к форме исходной макетируемой виртуальной модели.
Предложенный способ предназначен для изготовления крупногабаритных трехмерных объектов, и использование такого недорогого, доступного и легко обрабатываемого материала, как пенопласт, делает его вне конкуренции по сравнению с 3d-принтерами, которые работают с использованием очень дорогих расходных материалов. Еще одним преимуществом предложенного способа по сравнению с 3d-принтерами, позволяющим изготавливать объекты любых размеров, является отсутствие ограничений накладываемых размерами рабочих камер 3d-принтеров.
Дополнительными преимуществами и достоинствами предложенного способа макетирования в случае его использования в учебном процессе являются: овладение учащимися методиками и принципами техники прототипирования, развитие у них образного пространственного мышления и практическое закрепление основ стереометрии.
Конденсатоотводчик
Способ работы водогрейной котельной
Установка для утилизации снега на базе водогрейного котла
Состав смеси для изготовления легкого бетона
Оборудование для возведения буронабивных свай
Способ получения коррозионностойкого электрохимического покрытия цинк-никель-кобальт
Винтовой бур для образования скважин в мерзлых грунтах
Винтовой бур для мерзлых грунтов
Способ применения жидкостно-газового инжектора для компримирования и подачи газов с установки гидроочистки в топливную сеть нефтеперерабатывающего завода
Способ очистки поверхности изделия от окалины
Способ электроплазменного напыления биосовместимых покрытий на основе магнийсодержащего трикальцийфосфата
Способ измерения толщины тонкой пленки и картирования топографии ее поверхности с помощью интерферометра белого света
Способ устройства подземных резервуаров
Способ работы воздушно-аккумулирующей газотурбинной электростанции с абсорбционной бромисто-литиевой холодильной машиной (абхм)
Способ поисково-демонстрационного макетирования на основе полигонального раскроя
Способ макетирования на основе полигонального раскроя из толстолистового материала
Двухсторонний модульный конфигурируемый рюкзак

