Результат интеллектуальной деятельности: Способ изготовления координатных сеток высокой точности из линейных растров
Вид РИД
Изобретение
Изобретение относится к области изучения пластической деформации и разрушения металлических конструкций.
Из уровня техники известен способ нанесения координатных сеток на поверхности металлов и других материалов для изучения их деформированного состояния в упругопластической области (а.с. №77649, Способ нанесения координатных сеток на поверхности металлов и других материалов, опубл. 31.01.1950, МПК G01B 5/30), характеризующийся тем, что на поверхность исследуемого материала наносят координатную сетку.
К основным недостаткам указанного способа относятся:
- низкая чувствительность и большая погрешность измерения деформаций, обусловленные тем, что линии накатанных сеток имеют непостоянную по длине толщину и нерезкий (размытый) край штриха и по этой причине размеры ячеек сетки приходится измерять дважды: до и после деформирования детали;
- невозможность точного нанесения координатных сеток на исследуемые детали в соответствии с их геометрией и конфигурацией, например деталей с концентраторами напряжений.
Технический результат заявляемого изобретения заключается в повышении чувствительности и точности измерения пластических деформаций обследуемой детали и возможность точного нанесения координатных сеток на исследуемые детали в соответствии с их геометрией.
Указанный технический результат достигается за счет того, что в способе изготовления координатных сеток высокой точности из линейных растров согласно изобретению координатные сетки получают из линейных растров путем нанесения на верхнюю поверхность стеклянной пластины светочувствительной эмульсии на основе хромированной желатины (в дальнейшем фотопластина), закреплением ее под исходным растром и выполнением первого экспонирования, с последующим перемещением исходного растра в направлении, перпендикулярном к его линиям на такую величину, чтобы на фотопластине после вторичного экспонирования остался незасвеченным участок шириной 0,1t, с последующим проявлением фотопластины путем промывания в теплой воде, окрашиванием анилиновым красителем черного цвета оставшихся на пластине засвеченных штрихов эмульсии, с последующей установкой полученного растра шириной прозрачного штриха 0,1t (растр с 10% пропускающей способностью) над новой фотопластиной и выполнением первого экспонирования, поворачиванием растра на 90° и выполнением второго экспонирования, с последующим проявлением фотопластины и окрашиванием незасвеченных штрихов анилиновым красителем черного цвета и получением координатной сетки с шириной черного штриха 0,1t, с последующей установкой полученной координатной сетки с шириной черного штриха 0,1t над новой фотопластиной и выполнением экспонирования, с последующим проявлением фотопластины и окрашиванием незасвеченных участков анилиновым красителем черного цвета.
После проявления фотопластины и окрашивания незасвеченных участков анилиновым красителем черного цвета получают координатную сетку с шириной прозрачного штриха 0,1t и черных квадратов со стороной 0,9t, которую в дальнейшем используют для нанесения координатных сеток на поверхности исследуемых деталей.
Сущность заявляемого изобретения поясняется чертежами, представленными на фиг. 1, 2.
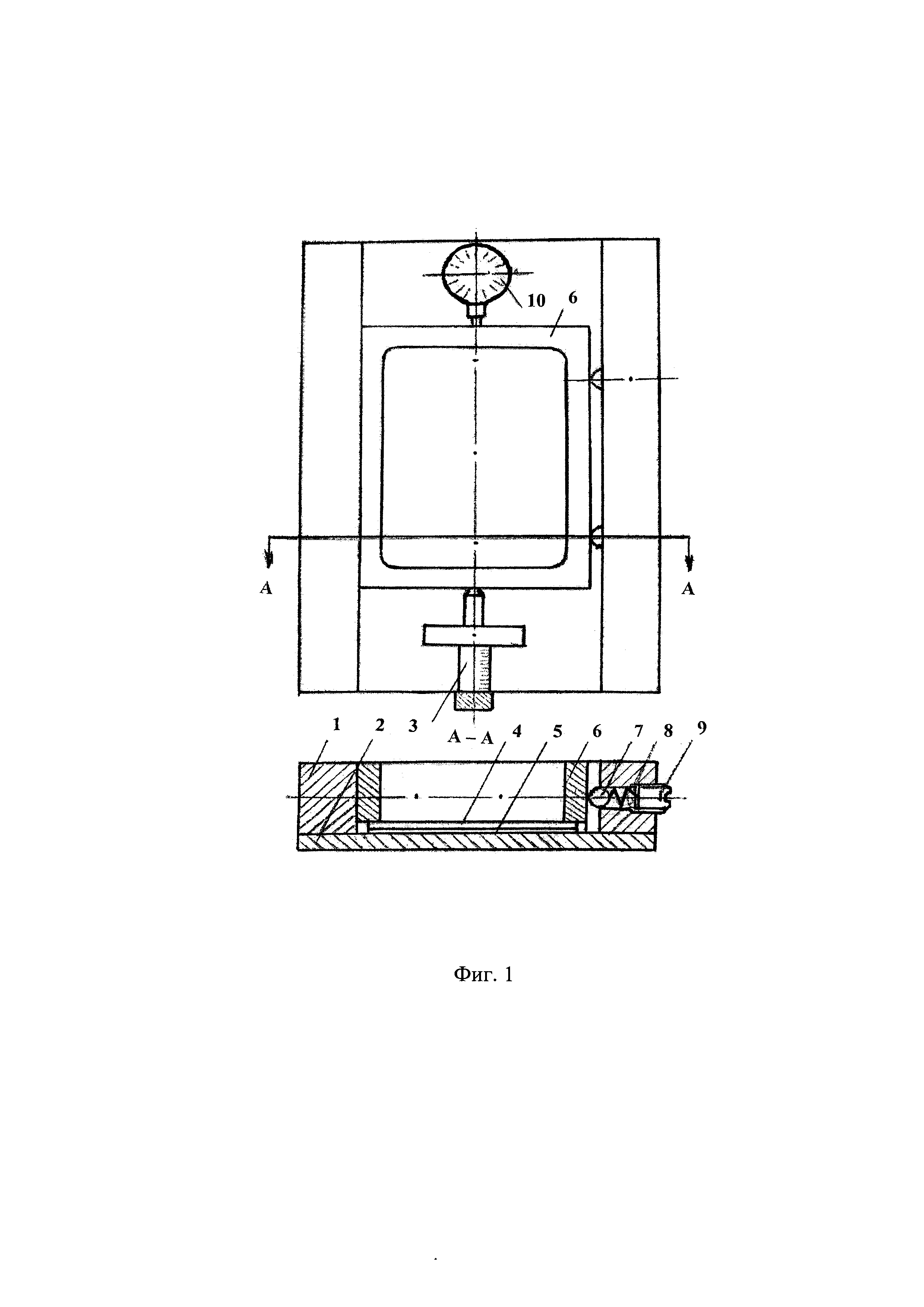
На фиг. 1 представлен общий вид устройства, с помощью которого можно изготавливать координатные сетки. Устройство содержит корпус 1 с основанием 2, микровинт 3, исходный растр 4, фотопластину 5, направляющую рамку 6, два шарика 7, прижимную пружину 8, два винта 9 для сжатия пружины и индикаторную головку 10. Фотопластину 5 с нанесенной на ее верхнюю поверхность светочувствительной эмульсией закрепляют на основании 2 устройства, исходный растр 4 прикрепляют к направляющей рамке 6 и укладывают поверх фотопластины 5.
Способ осуществляется следующим образом.
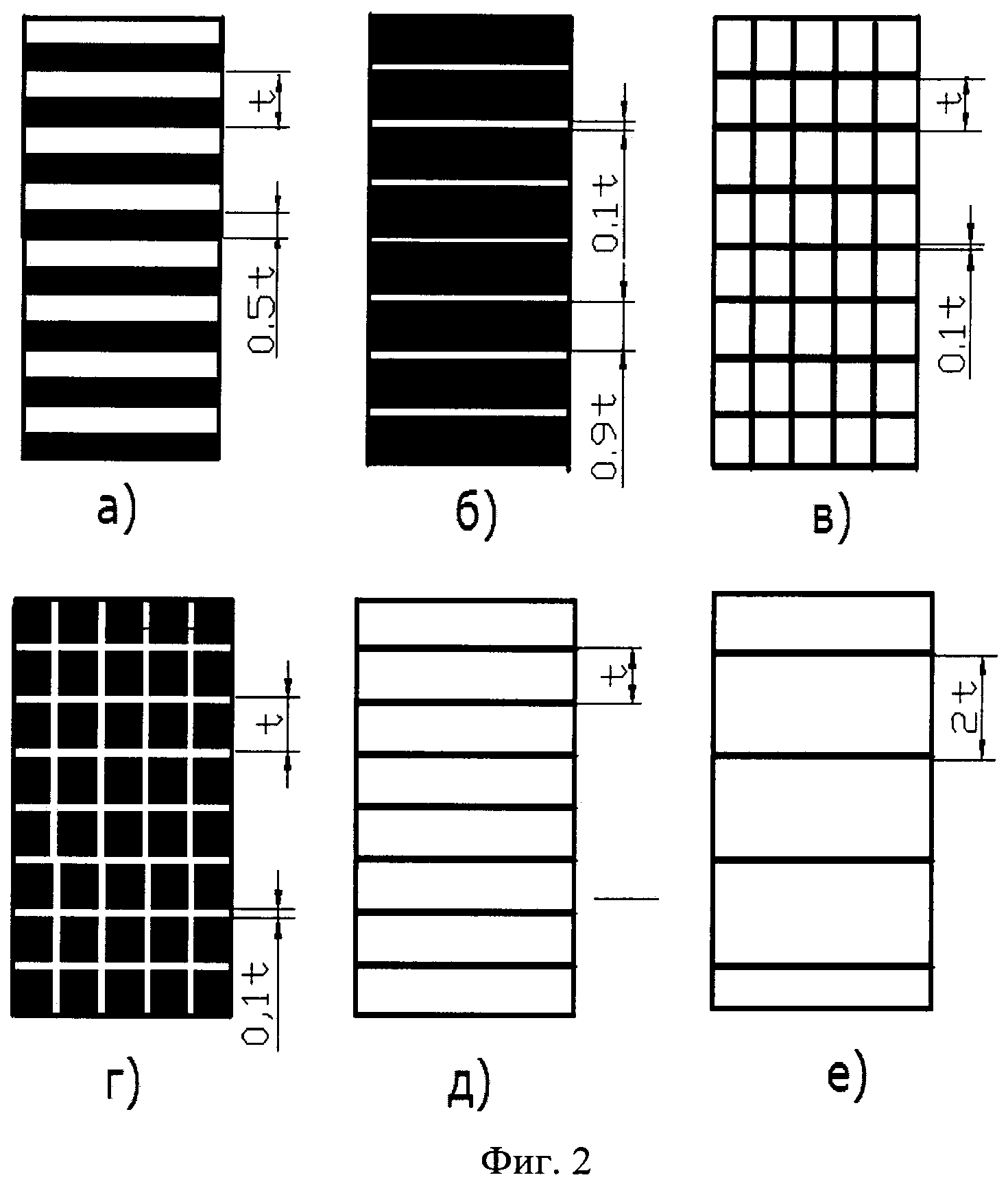
После закрепления фотопластины 5 на основании 2 устройства накладывают на нее исходный растр 4, прикрепленный к рамке 6, и выполняют первое экспонирование. Микровинтом 3 перемещают исходный растр 4 относительно фотопластины 5 в направлении, перпендикулярном к линиям исходного растра 4, выполняют второе экспонирование при тех же условиях, что и первое. Проявляют фотопластину 5. В результате незасвеченные участки светочувствительной эмульсии на основе хромированной желатины полностью вымываются, а засвеченные - остаются в виде штрихов эмульсии. Для придания контрастности и четкости штрихи окрашивают анилиновым красителем черного цвета. Параллельность штрихов (постоянную их толщину) при перемещении исходного растра 4 обеспечивают поджатием рамки 6 к направляющей 1 винтами 9, пружинами 8 и шариками 7. Перемещение исходного растра 4 фиксируют индикаторной головкой 10 с ценой деления 1 мкм. Величину перемещения исходного растра 4 назначают в зависимости от его шага t такой, чтобы после проявления и окрашивания фотопластины 5 получился растр с шириной прозрачного штриха, равной 0,1t (фиг. 2б).
Далее закрепляют новую фотопластину на основании 2 устройства, накладывают на нее полученный ранее растр с 10% пропускающей способностью, прикрепленный к рамке 6, и выполняют первое экспонирование, поворачивают рамку 6 с прикрепленным к ней растром с 10% пропускающей способностью на 90° и выполняют второе экспонирование. После проявления и окрашивания на фотопластине остается контрастная координатная сетка с размером ячеек, равным шагу t исходного растра, (фиг. 2в), толщиной черного штриха 0,1t и четким, резким краем.
Далее закрепляют новую фотопластину на основании 2 устройства, накладывают на нее полученную ранее координатную сетку с размером ячеек, равным шагу t исходного растра, толщиной черного штриха, равным 0,1t, прикрепленную к рамке 6, и выполняют экспонирование. После проявления и окрашивания на фотопластине остается координатная сетка с прозрачными штрихами шириной 0,1t и черными квадратными ячейками размером 0,9t × 0,9 t (фиг. 2г). Полученную таким образом сетку впоследствии используют для нанесения координатных сеток фотоконтактным способом на поверхности исследуемых деталей.
Для получения координатных сеток с более крупными ячейками на новую фотопластину накладывают полученный ранее растр с 10% пропускающей способностью толщиной прозрачного штриха, равным 0,1t, и выполняют экспонирование. После проявления и окрашивания на фотопластине остается система параллельных черных штрихов толщиной 0,1t и шагом t (фиг. 2д). Специальным резцом, укрепленным на одной из подвижных кареток универсального мерительного микроскопа УИМ-21, убирают часть линий, уменьшая частоту линий в два (фиг. 2е) и при желании большее число раз. Благодаря дискретности штрихов они легко удаляются, оставляя на месте черного штриха прозрачный промежуток абсолютно чистым. Полученные с такими частотами линейные растры по описанной выше процедуре применяют для получения негативов координатных сеток с более крупными ячейками.
Нанесение координатных сеток на исследуемые поверхности подобен нанесению линейных растров, используемому в методе муаровых полос (Шнейдерович P.M. Измерение полей пластических деформаций методом муара /P.M. Шнейдерович, О.А. Левин. – М.: Машиностроение, 1972).
По сравнению с накатанными, координатные сетки, нанесенные с помощью заявляемого способа, имеют следующие преимущества:
- имеют постоянную по длине ширину и резкий край штриха, что повышает точность и чувствительность измерения деформаций;
- размеры ячеек сетки по всему полю одинаковые, что имеет важное практическое значение: отпадает необходимость измерения размеров ячеек до деформации;
- возможность точно наносить координатные сетки на исследуемые детали в соответствии с их геометрией и конфигурацией.
Поскольку при измерении деформаций отсчеты ведутся от края штриха ячейки его ширина (10-30 мкм) не сказывается на точности измерения деформаций.
Проведенные нами многочисленные измерения на микроскопе УИМ-21 размеров ячеек сеток на негативах и деталях до их деформирования показали, что разброс измеренных размеров для сеток с различными ячейками не выходит за пределы 2 мкм. Исходя из этого можно считать, что предлагаемый способ для изготовления негативов и нанесения с их использованием координатных сеток на исследуемую деталь позволяет фиксировать изменение размера ячейки, равное 2 мкм. Следовательно, для сетки с шагом 0,5 мм чувствительность

а для сетки с шагом 1,0 мм

Заявляемый способ изготовления и нанесения на поверхности деталей координатных сеток высокой точности позволяет наносить на поверхности исследуемых деталей координатные сетки, имеющие постоянную по длине толщину и резкий край штриха, что повышает точность и чувствительность измерения деформаций, размеры ячеек сетки по всему полю одинаковые, в результате чего отпадает необходимость измерения размеров ячеек до деформации, появляется возможность точно наносить координатные сетки на исследуемые детали в соответствии с их геометрией и конфигурацией.
Способ изготовления координатных сеток высокой точности из линейных растров, отличающийся тем, что координатные сетки получают из линейных растров путем нанесения на верхнюю поверхность фотопластины светочувствительной эмульсии на основе хромированной, закреплением ее под исходным растром и выполнением первого экспонирования, с последующим перемещением исходного растра в направлении, перпендикулярном к его линиям на такую величину, чтобы на фотопластине после вторичного экспонирования остался незасвеченным участок шириной 0,1t, с последующим проявлением фотопластины путем промывания в теплой воде, окрашиванием анилиновым красителем черного цвета оставшихся на пластине засвеченных штрихов эмульсии, с последующей установкой полученного растра с шириной прозрачного штриха 0,1t над новой фотопластиной и выполнением первого экспонирования, поворачиванием растра на 90° и выполнением второго экспонирования с последующим проявлением фотопластины и окрашиванием незасвеченных штрихов анилиновым красителем черного цвета и получением координатной сетки с шириной черного штриха 0,1t, с последующей установкой полученной координатной сетки с шириной черного штриха 0,1t над новой фотопластиной и выполнением экспонирования с последующим проявлением фотопластины и окрашиванием незасвеченных участков анилиновым красителем черного цвета.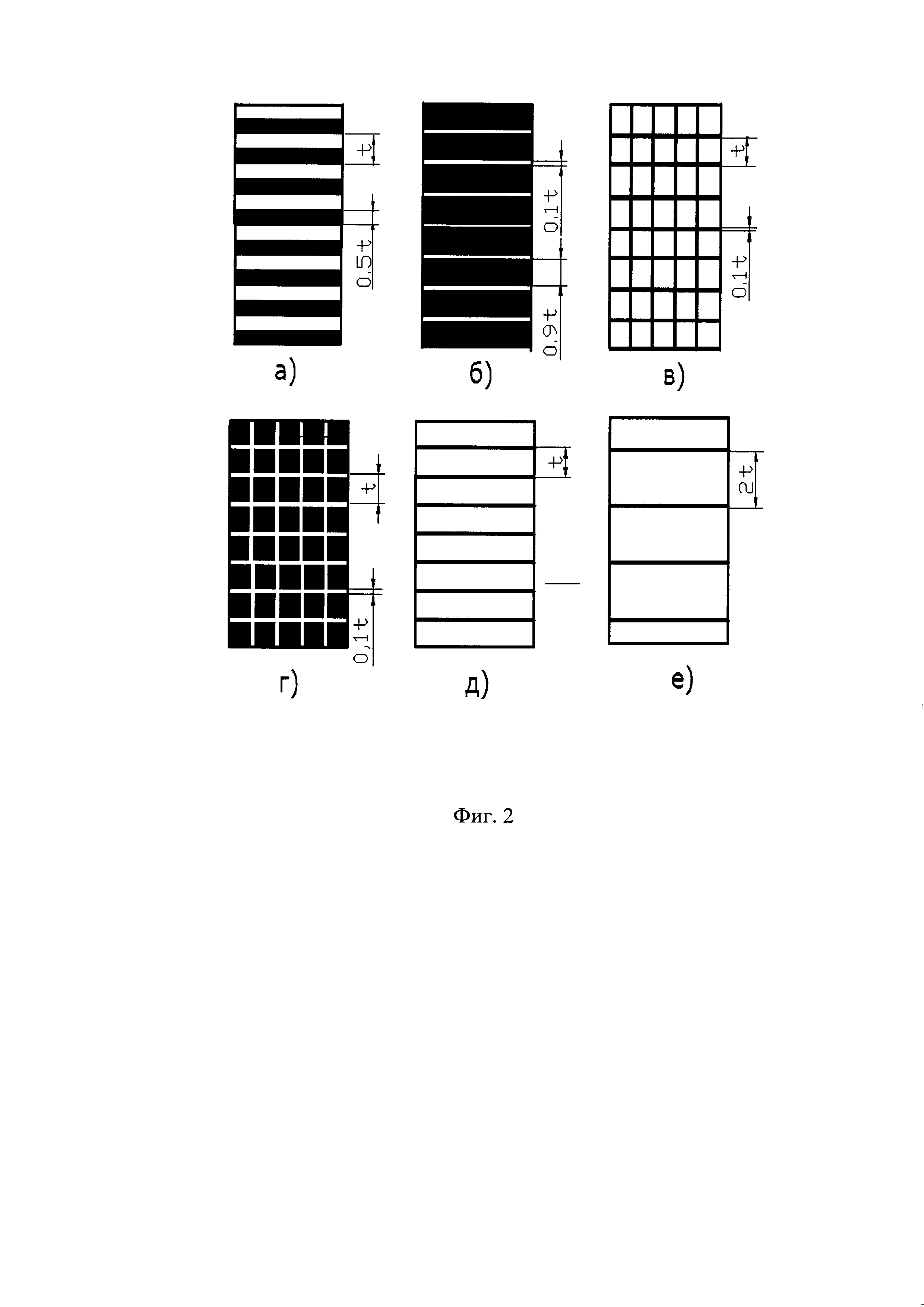
Устройство для оппозитного равноканального углового прессования
Охотничий вольер и способ содержания диких животных с естественными кормами
Устройство для оппозитного равноканального углового прессования
Охотничий вольер и способ содержания диких животных с естественными кормами
Способ восстановления исходных механических свойств металла длительно эксплуатируемых электросварных труб
Способ определения остаточного ресурса металла длительно эксплуатируемых стальных труб

