Результат интеллектуальной деятельности: СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАДНЕЙ КРОМКИ ЛОПАТКИ ТУРБОМАШИНЫ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение касается изготовления лопатки турбомашин, и, в частности, области финишной механической обработки таких деталей, полученных, например, литьем.
Улучшение технических характеристик газотурбинных двигателей включает стадию изготовления лопаток с оптимизированным аэродинамическим профилем. В частности, стараются получить лопатки, имеющие заднюю кромку, BF, возможно меньшей толщины с учетом механической стойкости при напряжениях и при изготовлении. Таким образом, в авиационной области, для двухкорпусного газотурбинного двигателя, такого как многоконтурный турбореактивный двигатель, объектом является изготовление подвижных лопаток для ступеней низкого давления, толщиной задней кромки которых является 0,2 мм. Для лопаток, образующих распределители низкого давления, толщина составляет 0,5 мм.
Упомянутые выше лопатки изготовлены обычно литьем и отлиты из металла в соответствии с технологией выплавки по восковым моделям, которая позволяет непосредственно получить желаемую форму лопатки без осуществления этапа механической обработки без финишной обработки.
Однако способы техники литья в настоящее время не позволяют получить лопатки с очень тонкими задними кромками. С помощью литья можно получить, самое лучшее, толщину задней кромки порядка 0,7 мм для сплавов на основе никеля и кобальта.
Таким образом, вследствие улучшения аэродинамических характеристик турбомашин, технологии литья достигли своего предела в том, что касается толщины задней кромки. Необходима дополнительная обработка.
Однако простая обработка задней кромки для уменьшения ее толщины не позволяет получить желаемую толщину, так как заготовки, получаемые при литье, а также детали, полученные при бесконтактном измерении толщин, имеют деформации вдоль задней кромки лопатки. Исследование этих деформаций позволяет констатировать, что они имеют форму, сравнимую с формой, которая являлась бы следствием продольного изгиба лопатки.
Вследствие этих исследований заявитель предложил способ, позволяющий изготавливать лопатки турбомашины, толщина задней кромки которой соответствовала бы современным требованиям улучшения их аэродинамических характеристик.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение предлагает реализацию этого объекта в соответствии со способом изготовления лопатки турбомашины, при этом лопатка имеет профиль, соответствующий теоретической цифровой модели, причем способ включает изготовление заготовки с припуском вдоль задней кромки лопатки по сравнению с теоретическим профилем, отличающийся тем, что убирают упомянутый припуск адаптивной обработкой, включающий следующие этапы:
Позиционирование заготовки в эталонном репере;
Получение путем пальпирования из определенного количества точек на первой стороне заготовки вдоль задней кромки положения упомянутых точек исходного репера;
Определение отклонения положения в соответствии с направлением соответствующих точек теоретической модели;
Формирование обрабатываемых квадратных участков на упомянутой первой стороне заготовки, при этом вершины квадратных участков определены исходя из упомянутых пальпированных точек;
Определение количества снимаемого материала на поверхности квадратных участков, которое является функцией положения точек квадратного участка относительно вершин квадратных участков и упомянутых отклонений положения, и механическая обработка лопатки.
Способ по изобретению позволяет осуществить операции финишной обработки на станке с ЧПУ, обеспечивающем высокую точность обработки, и профиль, удовлетворяющий аэродинамическим напряжениям. В частности, не появляются никакие выступы на обрабатываемой поверхности между частью обрабатываемой поверхности и соседней поверхностью. Механическая обработка является, так называемой адаптивной, так как траектория обрабатывающего инструмента приспосабливается к геометрии детали в процессе механической обработки.
В соответствии с другой характеристикой, припуск для обработки выполняется на передней кромке, на задней кромке и на хорде. В частности, первый припуск ограничен на передней кромке, которая образует переднюю сторону. Когда припуск выполнен на двух сторонах, то экстраполируют тот факт, что величина деформации лопасти задней кромки подобна величине деформации передней кромки, но с обратным знаком. Таким образом, используют измеренную коррекцию в каждой точке первой стороны для определения коррекции при обработке противоположной стороны. Эта коррекция равна по величине и обратна по направлению.
Наконец, в необходимом случае уменьшают хорду лопатки вдоль задней кромки для достижения желаемой толщины задней кромки.
Количество пальпируемых точек равно, как минимум, трем. Они распределены между двумя платформами для сектора распределителя или между платформой ножки и вершиной лопатки для подвижной лопатки. Они расположены параллельно задней кромке. В частности, вершины обрабатываемых квадратных участков содержат пальпируемые точки и точки, положение которых вытекает из перемещения вдоль хорды, проходящей через пальпируемые точки.
Механическая обработка осуществляется, предпочтительно, плоским фрезерованием, то есть материал снимается периферийной режущей поверхностью цилиндрического инструмента, а не дистальным концом фрезы.
В рамках способа по изобретению могут быть использованы другие средства механической обработки. Например, можно использовать адаптивную полировку лентой с помощью полировочной машины или полирующего робота. Речь может идти об адаптивной механической обработке шлифованием или притиркой. Речь может идти также об адаптивной механической обработке фрезерующим роботом, а не станком. В общем, изобретение включает любой способ или инструмент для адаптивного удаления материала.
В соответствии с другой характеристикой и предпочтительным вариантом воплощения способ включает монтаж системы лопаток на съемном суппорте и установку съемного суппорта на станке с ЧПУ с механической обработкой в прямоугольной системе координат, при этом механическая обработка осуществляется со снятием материала при механической обработке в соответствии с компонентами 3-х осей прямоугольной системы координат.
Точнее, в соответствии с первым вариантом лопаточная система представляет собой подвижную турбинную лопатку, лопаточная система закреплена на съемном суппорте и сжата между подвижными губками и неподвижными губками так, чтобы образовать жесткую систему. Неподвижная губка выполнена в виде теоретического профиля поверхности лопатки, предпочтительно, ее спинки, оставляя свободной обрабатываемую заднюю кромку. Деталь сжимается по возможно большей площади для уменьшения вибраций при обеспечении доступности, с одной стороны, для пальпации при измерениях, и, с другой стороны, для обрабатывающего инструмента.
В соответствии со вторым вариантом лопаточная система является частью распределительного сектора турбины, при этом съемный суппорт предназначен для изостатического монтажа сектора в съемном суппорте. Монтаж является изостатическим, так как он блокирует шесть степеней свободы детали (3 перемещения и 3 вращения). Он содержит точки опоры, идентичные точкам опоры, используемым для операции контроля после обработки. В соответствии с другой характеристикой съемный суппорт содержит средства демпфирования вибраций, производимых в процессе механической обработки.
В соответствии с этим вторым вариантом механическая обработка каждой из лопаток сектора распределителя включает предварительный этап улучшающей коррекции лопатки по сравнению с механической обработкой в прямоугольной системе координат на станке.
Настоящее изобретение касается также съемного суппорта для осуществления способа и лопаточной системы, содержащей подвижную лопатку турбины.
Обрабатывающий суппорт подвижной лопатки турбомашины содержит основание для крепления суппорта на плите станка с ЧПУ и средство крепления лопатки на основании, отличающийся тем, что средство крепления содержит неподвижную губку, жестко соединенную с основанием, и свободную губку, при этом неподвижная губка имеет поверхность опоры, предназначенную для приема лопасти упомянутой лопатки, и которая соответствует теоретическому профилю упомянутой лопасти.
Суппорт отвечает, в частности, следующим характеристикам, взятым по отдельности или в совокупности:
- Обрабатываемые поверхности BF являются, предпочтительно, параллельными оси станка, например, валу. В случае станка с ЧПУ с пятью осями, это позволяет исключить ошибки позиционирования вращающихся осей (то есть 4-й и 5-й осей) станка.
- Суппорт предназначен для того, чтобы освободить свободную зону для обработки задней кромки лопасти.
- Суппорт предназначен для того, чтобы освободить свободную зону для обработки вдоль и с обеих сторон задней кромки лопасти.
- Суппорт содержит средства обеспечения поступательного перемещения свободной губки.
- Суппорт содержит средства стягивания свободной губки с неподвижной губкой с размещенной между ними лопастью, предназначенные для выправления лопасти лопатки, когда последняя содержит деформации, такие как продольный изгиб.
- Суппорт содержит упор, параллельный оси теоретического профиля лопасти, предназначенный для опорного приема платформы ножки лопатки.
Настоящее изобретение касается также суппорта сектора распределителя турбомашины.
Суппорт для механической обработки сектора распределителя турбомашины, полученного склеиванием металла с несколькими лопастями, жестко соединенными с краем нижней платформы, а на другом конце - с верхней платформой, содержит основание с плоской поверхностью, предназначенной для фиксации суппорта стола станка с ЧПУ, а также средство фиксации сектора распределителя на основании, отличающийся тем, что средство фиксации предназначены для того, чтобы зоны задних кромок обрабатываемых лопастей были ориентированы перпендикулярно упомянутой плоской поверхности.
Суппорт отвечает, в частности, следующим характеристикам, взятым по отдельности или в совокупности:
- Средства крепления содержат опору внутренней платформы на основание и опору внешней платформы на основание.
- Средство крепления содержит зажим для обеспечения неподвижности внешней платформы на своей опоре по трем основным осям сектора распределителя.
- Средство крепления содержит зажимы для обеспечения неподвижности внутренней платформы, опирающейся на основание, с обеспечением неподвижности во вращении вокруг трех основных осей сектора распределителя.
- Суппорт содержит средства демпфирования вибраций.
- Средства демпфирования вибраций содержат, по меньшей мере, скобу, жестко соединенную с основанием и с опорными поверхностями против двух противоположных поверхностей платформы, в частности внешней платформы.
- Суппорт содержит две амортизирующих вибрации скобы по одной с каждой стороны зажима крепления платформы.
Настоящее изобретение касается также устройства для осуществления описанного выше способа, содержащего:
- средства позиционирования заготовки в эталонном репере,
- средства определения путем пальпирования определенного количества точек (Ni) на первой стороне заготовки вдоль задней кромки, исходя из положения упомянутых точек в эталонном репере,
- средства формирования обрабатываемых квадратов на упомянутой поверхности заготовки, при этом вершины квадратов определены, исходя из упомянутых точек (Ni),
- средства определения количества материала для снятия с поверхности квадратов, которые являются функцией положения точек (Nc) квадрата относительно вершин квадратов и упомянутых расхождений положения, и
- средства механической обработки лопасти,
отличающийся тем, что средства позиционирования содержат съемный суппорт, содержащий основание для крепления к столу станка и содержащий или губку, жестко соединенную с основанием теоретического профиля поверхности лопасти подвижной обрабатываемой лопатки турбины, или средство изостатического крепления сектора распределителя, обрабатываемого на основании.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
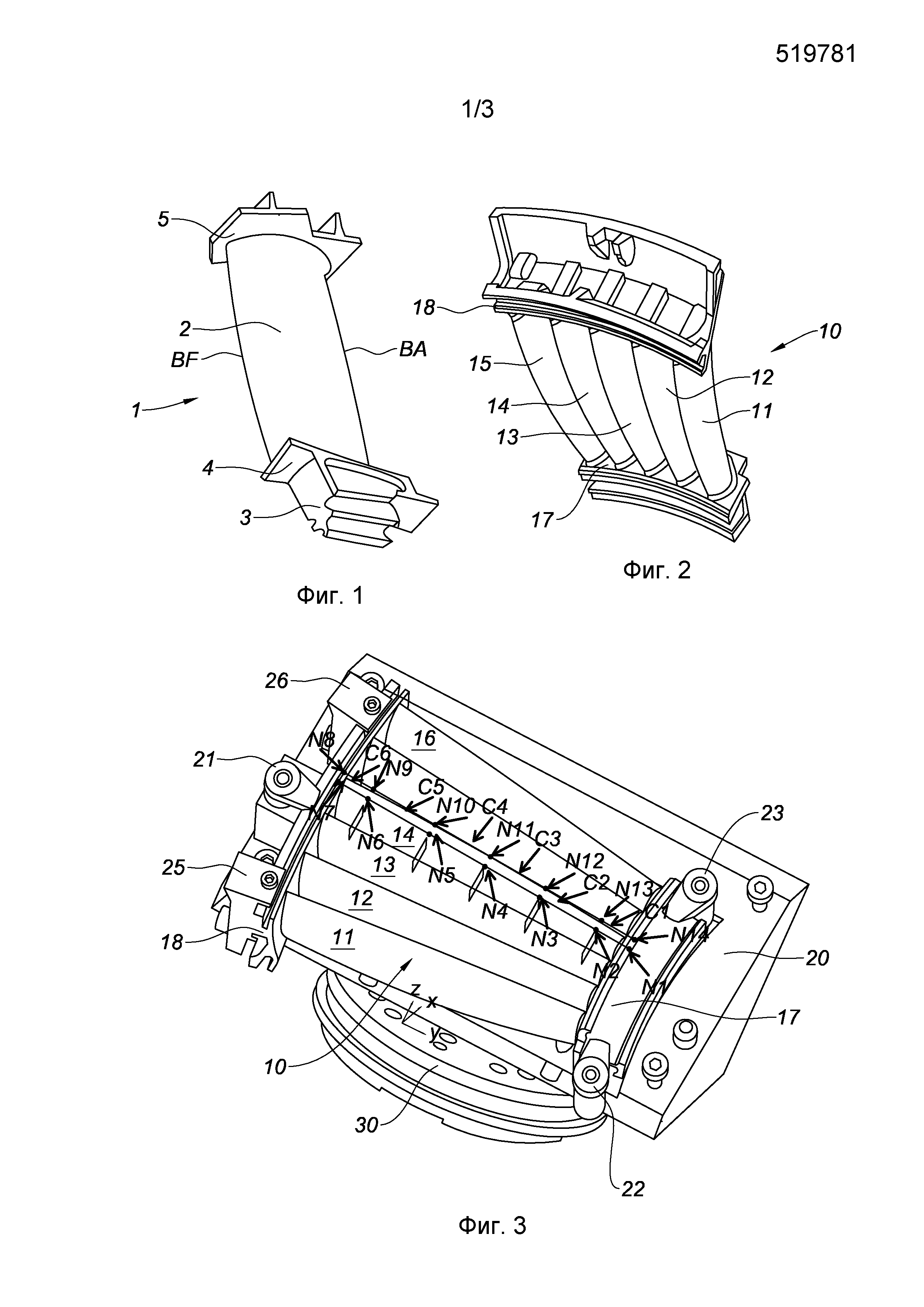
Фиг. 1 изображает лопатку турбины;
Фиг. 2 изображает сектор распределителя турбины;
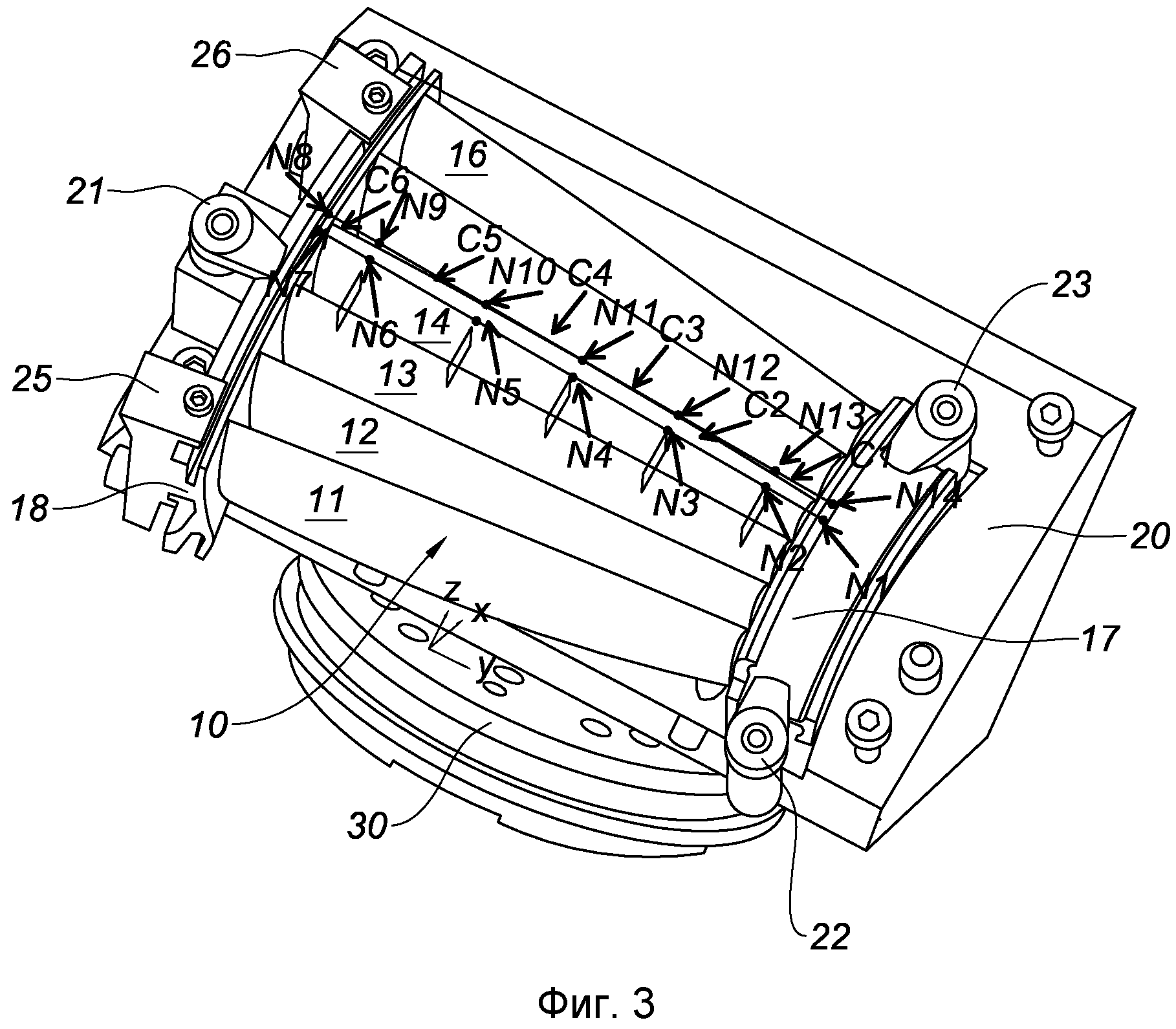
Фиг. 3 изображает сектор турбины, установленный на съемном суппорте с указанием точек, образующих квадратные участки обработки, определяющие зону адаптивной коррекции задней кромки;
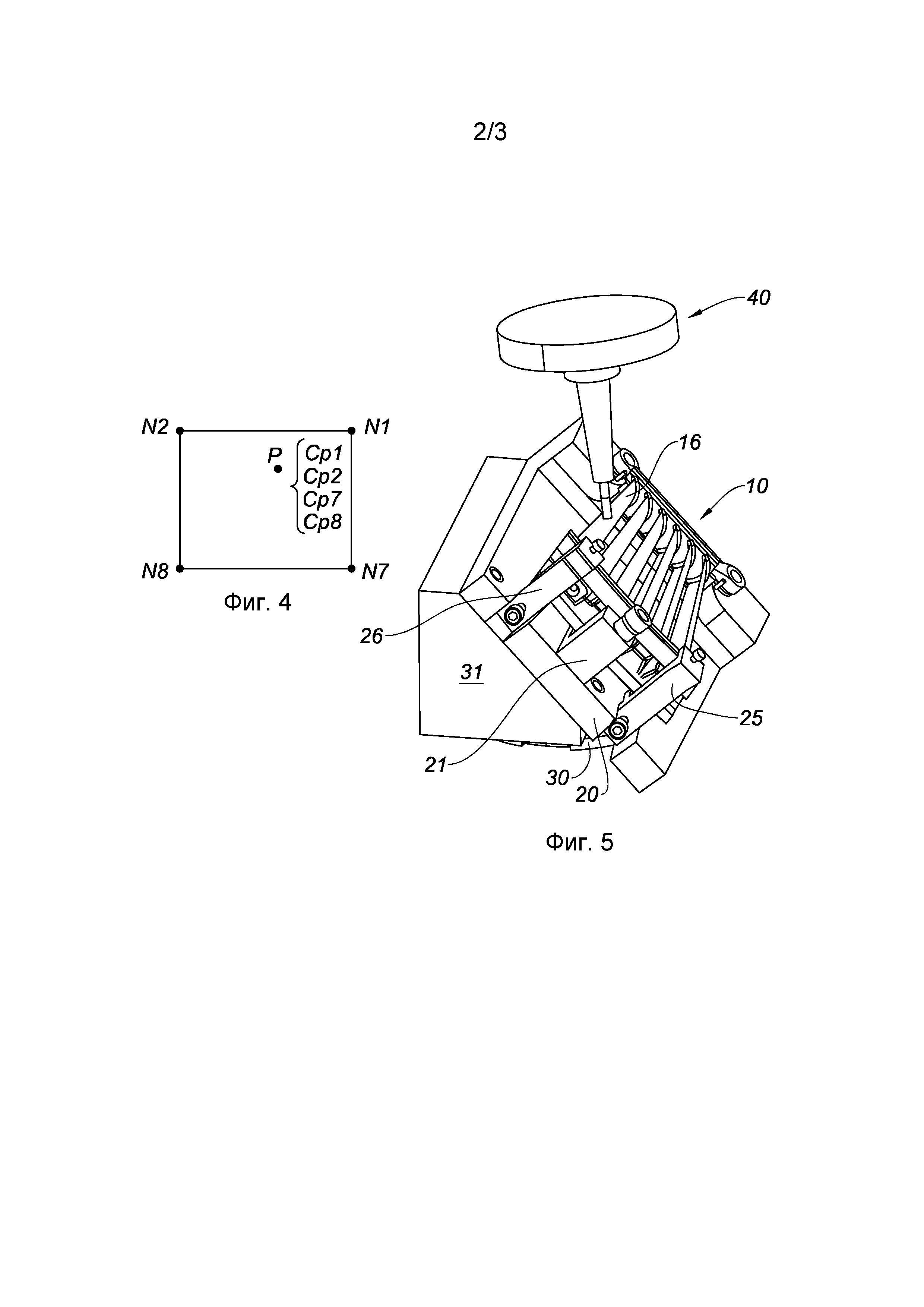
Фиг. 4 изображает, каким образом осуществляют расчет положения обрабатывающего инструмента;
Фиг. 5 изображает обрабатывающий инструмент в работе вдоль задней кромки лопасти;
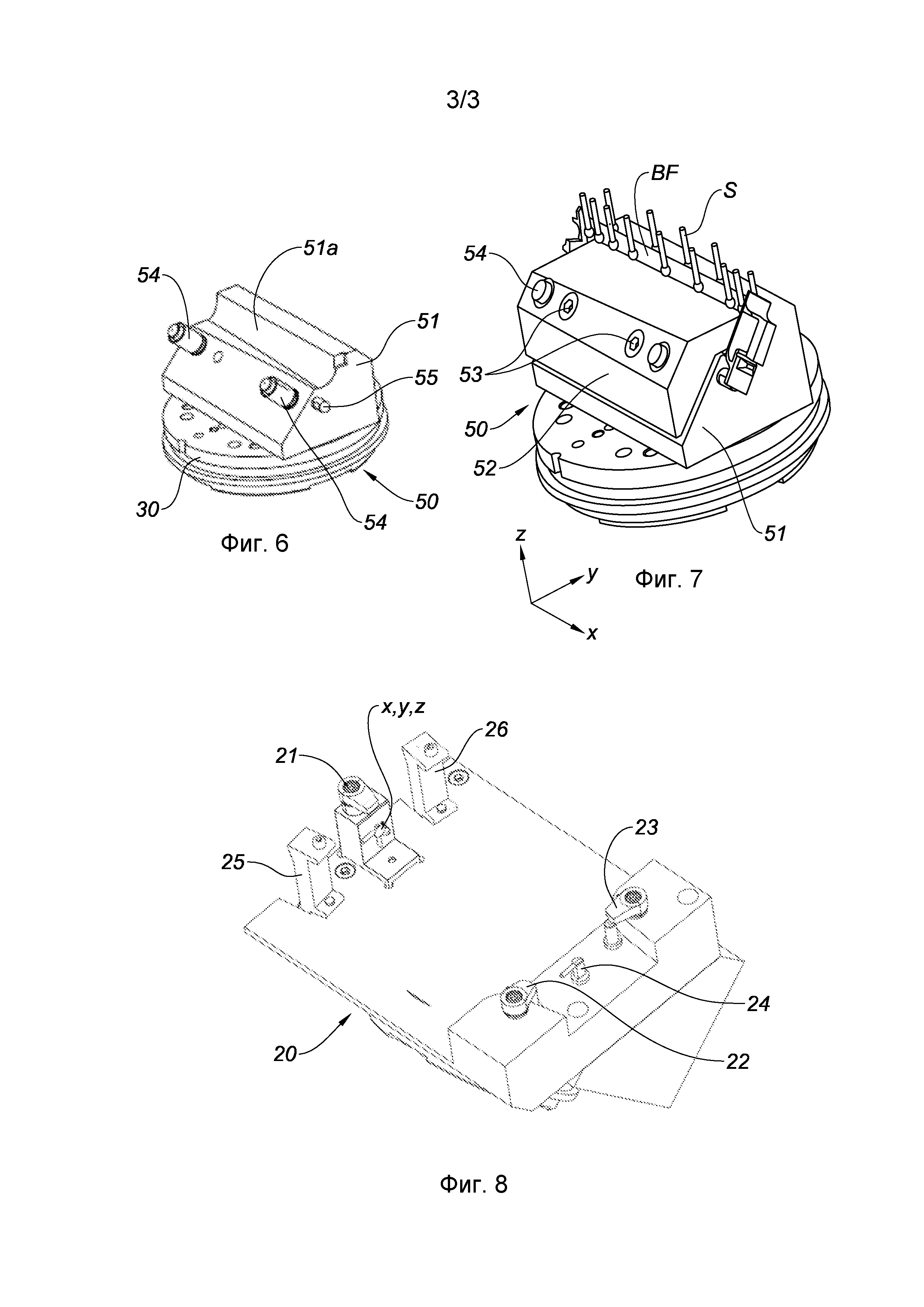
Фиг. 6 изображает подвижный суппорт для изолированной лопатки;
Фиг. 7 изображает суппорт по Фиг. 7 с лопаткой между губками, а также шариковый шток щупа в различных положениях пальпации;
Фиг. 8 изображает суппорт для сектора распределителя турбины.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг. 1 изображает лопатку 1 турбины низкого давления на виде сбоку со стороны спинки. Представленная отдельная подвижная лопатка содержит ножку 3, которой она крепится к ротору турбины, а платформа 4 расположена между ножкой 3 и лопастью 2. Вторая платформа 5 образована на вершине лопатки 1. Лопасть 2 простирается также между двумя платформами вдоль своей хорды между передней кромкой (ВА) и более тонкой задней кромкой BF. Ось вращения ротора турбины, на котором установлена лопатка, параллельна оси ножки лопатки.
Фиг. 2 изображает сектор 10 распределителя турбины низкого давления, выполненного моноблочным литьем из металла. Этот сектор содержит несколько лопастей 11-15, расходящихся лучами от сектора диска между внутренней платформой 17 и наружной платформой 18, которые обе являются арками круга. Такой сектор 10 распределителя низкого давления, как и подвижные лопатки низкого давления, изготовлены известной технологией литья по выплавляемым восковым моделям. Несмотря на получаемую точность, эта технология не позволяет достичь требуемых малых толщин на уровне задней кромки. Таким образом, необходима механическая обработка. Изобретение представляет способ, позволяющий осуществить такую финишную обработку с учетом деформации лопасти.
Способ описывается применительно к финишной обработке лопастей 11-16 моноблочного сектора распределителя с шестью лопастями. Последний вначале устанавливается на съемном суппорте 20, как изображено на Фиг. 3. Речь идет об изостатическом монтаже по трем осям прямоугольной системы координат, в частности, эталонной прямоугольной системы координат сектора с удержанием при перемещении по трем осям эталонной прямоугольной системы координат с помощью зажима 21, расположенного со стороны внешней платформы 18 в центре последней и обеспечивающего заклинивание по трем направлениям прямоугольной системы координат, и тремя блокирующими от вращения упорами с помощью зажимов 22, 23 по краям внутренней платформы 17 и опоры 24 в центре, не изображенной на Фиг. 3. Монтаж включает, кроме того, две амортизирующих вибрации скобы 25, 26, расположенные с обеих сторон зажима 21.
Угол плоскости сектора выбран таким образом, чтобы учитывать угол плоскости зоны задней кромки относительно той же самой плоскости. Предпочтительно, чтобы обрабатываемые поверхности BF были параллельны оси обрабатывающего инструмента такой, как вал. В случае, например, станка с ЧПУ с пятью осями это позволяет исключить ошибки позиционирования вращающихся осей (то есть 4-й и 5-й осей) станка.
Суппорт 20 установлен на столе 30 станка с ЧПУ, не изображенном на чертеже, с помощью основания 31.
Как только суппорт 20 установлен на столе станка, осуществляют заклинивание для лучшей механической обработки по прямоугольной системе координат относительно обрабатываемой лопасти. Для этой цели осуществляют определение путем пальпации с помощью соответствующего инструмента положения определенного количества точек на лопасти и соответствующего программного обеспечения, использующего, например, метод наименьших квадратов, позволяющий рассчитать коррекции, вносимые в эталонную систему координат монтажа на обрабатывающем станке. Эта коррекция осуществляется с помощью 3 вращений вокруг осей X, Y, Z поступательного вращения образца в направлении X, Y, Z (линейные оси станка).
Прямоугольная система координат механической обработки совпадает с основными осями обрабатываемой лопасти, соответственно 11–16. Определение прямоугольной системы координат связано с конструкцией станка, а также с возможностью пальпирования по трем осям (оси вращения являются неподвижными). Размещение обрабатываемой зоны лопасти параллельно оси вала требует, чтобы ось Х была радиальной осью лопасти относительно оси двигателя, ось Z - осью вращения стола, перпендикулярной плоскости стола, а ось Y дополняет прямоугольную систему координат. Плоскость XY образована опорной поверхностью стола. Следует отметить, что заклинивание по прямоугольной системе координат при обработке должно быть осуществлено для каждой из лопастей сектора распределителя.
Как только заклинивание осуществлено, предпринимают механическую обработку, называемую адаптивной, задней кромки BF. Эта технология обработки описана в заявке на патент FR 1155424 настоящего Заявителя.
Она включает обработку путем пальпирования с помощью соответствующего контактного или бесконтактного пальпирующего устройства BF обрабатываемой лопасти. Эти точки являются точками, определенными на теоретической 3D модели лопасти в программном обеспечении SFAO. Эталонным репером является репер обработки в прямоугольной системе координат.
В данном случае измеряют положение точек N2–N6, Фиг. 3, распределенных между внутренней платформой 17 и внешней платформой 18 через один мм (один мм соответствует функциональной простановке размера на эталонном плане для измерения толщины BF) и вдоль задней кромки BF обрабатываемой заготовки в области 14. Количество точек составляет, предпочтительно, не менее трех.
Исходя из этих точек, положение которых измерено, определяют множество связанных точек. Совокупность контактных точек станок/деталь, определяющая механическую обработку внутренней стороны и спинки, должна содержаться в квадратных участках, при этом добавляют точку N1 и точку N7, затем точки N8–N14. Последние находятся на пересечении хорды, проходящей через пальпируемые точки и задней кромки. Точки N1 и N7, которые являются наиболее близкими к платформе для того, чтобы быть пальпированными, получают перемещением соседних точек N2 и N6. Точки N1–N14 ограничивают, таким образом, вершины обрабатываемых квадратов С1–С6.
Для каждой из точек N1–N14 рассчитывают величину расхождений дельта (N) между измеренным или индуцированным положением и положением на теоретической модели. Поскольку присутствует расхождение эталонных осей, то это расхождение измерено вдоль основной оси Х. Для каждого обрабатываемого квадрата и в каждой зоне контакта инструмента с поверхностью лопатки внутри квадратов количество снимаемого материала определяется, с одной стороны, положением контакта инструмента в квадрате и величиной расхождений дельта (N), измеренных для каждой вершины рассматриваемого квадрата.
Более подробно описан способ определения количества снимаемого материала при механической обработке со ссылкой, например, на Фиг. 4. В этом примере квадраты являются многоугольными с четырьмя сторонами, однако они могли бы иметь иное количество сторон.
Каждая точка определена относительно вершин или узлов квадрата, в котором ее находят с помощью четырех коэффициентов, называемых уравновешивающими коэффициентами CPi (i является опорным номером рассматриваемого узла). Каждый уравновешивающий коэффициент соответствует весу, который следует принимать для того, чтобы точка Р являлась центром тяжести этих четырех узлов. Другими словами, чем ближе точка Р к узлу, тем больше повышен коэффициент, предназначаемый для этого узла, и наоборот, более удаленные узлы требуют меньшего коэффициента. Для того, чтобы сделать единым определение этих весовых коэффициентов, их уменьшают одни относительно других пропорционально для того, чтобы их сумма равнялась 1. Например, если точка Р находится в центре квадрата, четыре коэффициенты равны 0,25; если она ближе к одному из узлов, как изображено на Фиг. 4, коэффициент СР1 будет равен 0,5, тогда как три других будут соответственно равны 0,35 для СР2, 0,10 для СР7 и 0,05 для СР8.
Файл, образованный весовыми коэффициентами точек Р, сканируемых обрабатывающим станком, и соответствующими ориентациями вала станка, конвертируется, таким образом, в формат, воспринимаемый станком с ЧПУ, и введенный в его программное обеспечение.
Следующий этап заключается в определении дельта позиционного расхождения для всех контактных точек между деталью и инструментом при финишной механической обработке. Для этого расчет этой дельта учитывает весовые коэффициенты ранее рассчитанной точки Р и расхождения дельта (Ni) узлов квадратов, в которых находится точка Р. Дельта точки Р, то есть коррекция точки Р поверхности лопасти, определена равной сумме величин, полученных при умножении каждой дельты узла на его весовой коэффициент.
В примере точки Р, расположенной в квадрате, образованном четырьмя узлами N1, N2, N7 и N8, величина дельты (Р) равна СР1⋅дельта(N1) + CP2⋅дельта(N2) + CP7⋅дельта(N7) + СР8⋅дельта(N8).
В общем, это можно представить формулой,
дельта(Р) = ∑СР⋅дельта(Ni), при i, соответствующем индексу сумм обрабатываемых квадратов.
Это расхождение дельта(Р), которое простирается по оси Х прямоугольной системы координат обработки в точке Р, определяет составляющую коррекции, используемую в декартовых координатах, заданных в программе, которая управляет размещением инструмента в процессе финишной механической обработки. В настоящем случае коррекция осуществляется только по оси Х.
Механическая обработка также осуществляется предпочтительно пятиосным станком с ЧПУ, для которого положение инструмента в каждый момент корректируется величиной дельт узлов рассматриваемого квадрата и весовыми коэффициентами точки, где находится упомянутый инструмент. Предпочтительно, механическая обработка осуществляется плоской фрезеровкой: то есть боковой режущей стенкой фрезы.
Как только была обработана первая сторона для приведения ее поверхности к стороне поверхности теоретической модели, осуществляют определение коррекции механической обработки на стороне, противолежащей первой, то есть внутренней поверхности. Как и в случае спинки, начинают с первоначальных точек N2–N6. Щуп не может достать между лопастями, поэтому осуществляют коррекцию, как и первом случае со спинкой. Используют те же квадраты, что и в спинке, только точки контакта инструмент/деталь являются различными.
Пример осуществления операций фрезерования лопастей сектора распределителя является следующим:
- фрезерование заготовки хорды каждой лопасти, одной за другой, это фрезерование направлено на сохранение припуска;
- фрезерование заготовки внутренней части каждой лопасти, одной за другой;
- полуфинишное и финишное фрезерование спинки каждой лопасти, одной за другой;
- финишное фрезерование внутренней части каждой лопасти, одной за другой;
- финишное фрезерование хорды каждой лопасти, одной за другой.
Снятая толщина в процессе механической обработки заготовки составляет порядка нескольких десятков мм, даже нескольких мм (в зависимости от толщины литья).
Снятая толщина в процессе финишной обработки составляет порядка нескольких сотых мм.
Величина коррекции составляет несколько десятков мм.
На Фиг. 5 изображено положение фрезы 40, обрабатывающей спинку лопасти 16 по плоскости вдоль задней кромки. Инструмент установлен на носителе, подвижном, например, по пяти осям.
Фиг. 6 и 7 изображают монтаж подвижной лопатки на суппорте 50. Суппорт содержит неподвижную губку 51, поверхность 51а которой, контактирующая с подвижной лопаткой, предназначена для приема спинки подвижной лопасти. Фиг. 6 изображает единственную неподвижную губку 51. Последняя закреплена на столе 30 и имеет определенный наклон. Этот наклон выбран таким образом, чтобы обеспечить ориентацию обрабатывающего инструмента в соответствии с направлением, таким как направление оси, параллельное оси вала. Фиг. 7 изображает подвижную лопатку, удерживаемую между губкой 51 и подвижной губкой 52 так, чтобы оставить свободной область задней кромки лопасти.
Изображены также различные положения щупа S co своей сферой, контактирующей с поверхностью зоны задней кромки. Монтаж позволяет щупу размещаться в каждой из точек, в которой нужно измерить положение.
Это положение позволяет обрабатывающему инструменту плоско обрабатывать обе стороны, внутреннюю сторону и спинку лопасти, а также хорду. Обе губки стягиваются винтом 53. Перемещение стягивания подвижной губки против неподвижной губки обеспечивается направлением вдоль направляющих штырей 54. Винт обеспечивает достаточное стягивание для уменьшения деформации лопасти.
Неподвижная губка 51 содержит упор 55 для платформы ножки лопатки, обеспечивающий заклинивание лопатки в осевом положении.
Обработку осуществляют таким же образом, как и описано выше для лопасти сектора распределителя.
Фиг. 8 изображает суппорт 20 для сектора распределителя без детали. Изображены элементы изостатической фиксации, с одной стороны, с закрепляющим зажимом 21 для обеспечения неподвижности в трех направлениях. С другой стороны, изображены три опоры для обеспечения неподвижности вращения вокруг трех осей.
Скобы 25 и 26 для гашения вибраций расположены с обеих сторон зажима 21. Эти скобы скреплены винтами с основанием и содержат опорные вкладыши, опирающиеся в стороны платформы, гася ее вибрации.
Направляющее устройство элемента в отверстии стенки камеры сгорания газотурбинного двигателя, камера сгорания и газотурбинный двигатель
Кожух для рабочего колеса турбомашины
Ротор компрессора газотурбинного двигателя, содержащий средства центробежного забора воздуха, и газотурбинный двигатель
Двухлопастная лопатка с пластинками, колесо турбины и газотурбинный двигатель, содержащие такие лопатки
Устройство для соединения радиальных кронштейнов с круглым кольцом и турбомашина
Турбореактивный двухконтурный двигатель, содержащий реверсор тяги
Способ изготовления моноблочного лопаточного диска с кольцом для временного удержания лопаток
Амортизатор для лопаток газотурбинного двигателя, ротор газотурбинного двигателя (варианты), компрессор газотурбинного двигателя (варианты) и газотурбинный двигатель (варианты)
Средство стопорения секторов кольца на корпусе газотурбинного двигателя, содержащее осевые каналы для его захвата
Устройство для гашения поперечных усилий вследствие отделения реактивной струи, действующих на сопло реактивного двигателя, и сопло реактивного двигателя
Турбореактивный двигатель с электрическим генератором, расположенным в вентиляторе
Направляющее устройство элемента в отверстии стенки камеры сгорания газотурбинного двигателя, камера сгорания и газотурбинный двигатель
Кожух для рабочего колеса турбомашины
Ротор компрессора газотурбинного двигателя, содержащий средства центробежного забора воздуха, и газотурбинный двигатель
Двухлопастная лопатка с пластинками, колесо турбины и газотурбинный двигатель, содержащие такие лопатки
Устройство для соединения радиальных кронштейнов с круглым кольцом и турбомашина
Турбореактивный двухконтурный двигатель, содержащий реверсор тяги
Способ изготовления моноблочного лопаточного диска с кольцом для временного удержания лопаток
Амортизатор для лопаток газотурбинного двигателя, ротор газотурбинного двигателя (варианты), компрессор газотурбинного двигателя (варианты) и газотурбинный двигатель (варианты)
Средство стопорения секторов кольца на корпусе газотурбинного двигателя, содержащее осевые каналы для его захвата

