Результат интеллектуальной деятельности: СОЕДИНЕНИЕ КОМПОЗИТНЫХ СЕКЦИЙ ФЮЗЕЛЯЖА ВДОЛЬ ОКОННОГО ПОЯСА
Вид РИД
Изобретение
Область техники
Настоящее изобретение в основном относится к цилиндрическим конструкциям, таким как фюзеляж летательного аппарата и, более конкретно, к стыковому соединению, используемому для соединения композитных секций обшивки фюзеляжа вдоль оконного пояса.
Уровень техники
Фюзеляж летательного аппарата может содержать одну или более цилиндрических сборок с внешней композитной обшивкой, присоединенной к внутренней несущей конструкции из круговых, т.е. цилиндрических, шпангоутов и продольных стрингеров. В одной конструкции сборка цилиндрического отсека имеет цельную внешнюю композитную обшивку, которая устраняет потребность в стыках в обшивке, которые могут увеличивать массу летательного аппарата. Цельные сборки цилиндрических отсеков требуют выполнения многочисленных производственных задач по постройке и сборке, либо поочередно, либо в установленном порядке, что может увеличивать время производственных операций. Время производственных операций может быть снижено за счет строительства нескольких панельных секций цилиндрической сборки одновременно, а затем стыковки их друг с другом для образования панельного фюзеляжа. Однако использование относительно большого числа панельных секций может увеличить трудо- и/или материальные затраты. Кроме того, стыковые соединения, требуемые для соединения большого числа панельных секций, могут существенно увеличить массу летательного аппарата.
Композитные обшивки фюзеляжа содержат утолщения слоя в оконных поясах на боковых сторонах фюзеляжа, где расположены окна. Эти утолщения обшивки увеличивают размер обшивки, чтобы усиливать окна и/или обеспечивать основание для монтажа оконных рам. Продольные стыки панелей обычно расположены в более тонких областях обшивки, за пределами оконных поясов.
Соответственно, существует потребность в способе изготовления композитного фюзеляжа, который улучшает процедуру производства, позволяя изготавливать отсеки фюзеляжа одновременно. Также необходим способ изготовления композитного фюзеляжа, который позволяет снизить число панелей фюзеляжа, предусмотренных для стыковки, путем постройки полного цилиндрического отсека из двух половинных цилиндрических секций. Кроме того, существует потребность в композитном фюзеляже и соответствующих способах изготовления, при которых сокращено число стыков и соответствующая масса обшивки.
Раскрытие изобретения
В описанных вариантах осуществления предлагается способ изготовления фюзеляжа с композитной обшивкой, который позволяет снизить время изготовления, обеспечивая одновременное изготовление двух половинных цилиндрических секций и соединение их друг с другом двумя продольными стыковыми соединениями, расположенными в пределах оконных поясов фюзеляжа. Потребность только в двух стыковых соединениях может сократить время сборки и трудозатраты, устраняя или, по меньшей мере, минимизируя любое увеличение массы летательного аппарата за счет стыка. Утолщения обшивки в оконных поясах выполняют двойную функцию усиления окон и обеспечения продольного стыкового соединения достаточной прочности и жесткости, чтобы выдерживать требуемые нагрузки, воздействующие на обшивку. В одном варианте осуществления продольное стыковое соединение формируется посредством соединения с образованием связи (bonding) краев соединяемых частей обшивки друг с другом, в то время как в других вариантах осуществления стыковое соединение осуществляется с использованием способов механического крепежа.
Согласно одному представленному варианту осуществления фюзеляж содержит композитную обшивку, содержащую верхнюю и нижнюю композитные секции обшивки, оконный пояс в композитной обшивке, причем оконный пояс содержит по меньшей мере одно оконное отверстие в композитной обшивке, и продольное стыковое соединение вдоль оконного пояса, соединяющее верхнюю и нижнюю секции обшивки друг с другом. Верхняя и нижняя секции обшивки могут быть связаны друг с другом при стыковом соединении. Верхняя и нижняя секции обшивки могут обладать накладываемыми сужающимися краями, соединенными друг с другом вдоль стыкового соединения. Каждая из верхней и нижней секций обшивки содержит слои многослойного армированного волокном полимера со ступеньками слоев, каждая из которых формирует связующие поверхности вдоль стыкового соединения. Стыковое соединение может содержать композитную стыковочную полосу, соединенную с образованием связи и с верхней, и с нижней секциями обшивки. Композитная обшивка имеет повышенную толщину в пределах оконного пояса, и стыковое соединение расположено в пределах повышенной толщины обшивки. Стыковое соединение может содержать по меньшей мере первую накладку (стыковочную пластину), прикрепленную к верхней и нижней секциям обшивки. Верхняя и нижняя секции обшивки имеют внутренние поверхности и внешние поверхности, и первая накладка прикреплена к верхней и нижней секциям обшивки посредством механических крепежных деталей, первая накладка расположена внутри фюзеляжа и сцепляется с внутренними поверхностями верхней и нижней секций обшивки. Стыковое соединение может содержать вторую накладку, присоединенную к верхней и нижней секциям обшивки. Первая накладка является внутренней накладкой, а вторая накладка является внешней накладкой. Каждая из верхней и нижней секций обшивки имеет ступенчатые края, формирующие проходящую продольно выемку в верхней и нижней секциях обшивки, и вторая накладка расположена внутри выемки. Стыковое соединение также может содержать оконную раму, по существу окружающую оконное отверстие и присоединенную к верхней и нижней секциям обшивки. Оконная рама может содержать участки накладки, проходящие продольно вдоль оконного пояса и механически прикрепленные к верхней и нижней секциям обшивки.
Согласно другому представленному варианту осуществления сборка цилиндрических отсеков фюзеляжа содержит верхнюю и нижнюю половины цилиндрических отсеков фюзеляжа, соответственно содержащих верхнюю и нижнюю композитные секции обшивки, и оконные пояса в композитной обшивке, соответственно, на противоположных сторонах верхней и нижней половин цилиндрических отсеков фюзеляжа. Композитная обшивка обладает повышенной толщиной в пределах оконных поясов. Сборка цилиндрических отсеков фюзеляжа дополнительно содержит оконные отверстия в обшивке фюзеляжа вдоль оконных поясов и стыковые соединения между верхней и нижней секциями обшивки, проходящие продольно вдоль оконных поясов. Верхняя и нижняя секции обшивки могут содержать сужающиеся накладывающиеся края, и каждое стыковое соединение содержит адгезионное соединение (связь) между накладывающимися сужающимися краями. В других вариантах осуществления накладывающиеся края совместно отверждают. Верхняя и нижняя секции обшивки содержат сужающиеся края вдоль стыкового соединения, и каждое стыковое соединение может содержать сужающуюся стыковочную полосу, соединенную с образованием связи с сужающимися краями верхней и нижней секций обшивки. Каждое стыковое соединение может содержать первую и вторую накладки, соответственно, прикрепленные к противоположным сторонам верхней и нижней секций обшивки. Каждое стыковое соединение может содержать оконную раму, проходящую вокруг оконного отверстия и присоединенную к каждой из верхней и нижней секций обшивки, причем оконная рама содержит участки накладок, накладывающиеся и присоединенные и к верхней, и к нижней секциям обшивки.
Согласно другому варианту осуществления предлагается способ изготовления сборки цилиндрических отсеков фюзеляжа, содержащей окна, расположенные вдоль продольных оконных поясов. Способ включает изготовление верхней половины цилиндрического отсека с верхней композитной обшивкой, изготовление нижней половины цилиндрического отсека с нижней композитной обшивкой и соединение верхней и нижней половин цилиндрических отсеков, включая стыковку верхней и нижней обшивок друг с другом вдоль оконных поясов. Способ может дополнительно включать формирование утолщения слоя в верхней и нижней обшивках вдоль оконного пояса, и формирование оконных отверстий в верхней и нижней секциях обшивки в пределах утолщений. Изготовление верхней и нижней половин цилиндрических отсеков включает изготовление каждой из верхней и нижней обшивок путем образования многослойного материала из слоев армированного волокном полимера и повышение толщины многослойного материала в области оконных поясов. Стыковка верхней и нижней обшивок друг с другом может включать наложение краев верхней и нижней обшивок и адгезионное совместное отверждение или связывание накладывающихся краев друг с другом. Стыковка верхней и нижней обшивок друг с другом может включать присоединение стыковочной полосы на накладывающиеся края. Стыковка верхней и нижней обшивок может включать закрепление верхней и нижней обшивок между внешней и внутренней накладками. Стыковка верхней и нижней обшивок включает прикрепление оконной рамы к верхней и нижней обшивкам.
Согласно другому варианту осуществления предлагается способ изготовления цилиндрического отсека фюзеляжа с окнами, расположенными вдоль продольных оконных поясов. Способ включает изготовление многослойной композитной обшивки фюзеляжа, включая изготовление верхней и нижней композитных секций обшивки и формирование утолщений вдоль краев верхней и нижней секций обшивки для повышения толщины обшивки фюзеляжа вдоль оконных поясов. Способ дополнительно включает сборку верхней и нижней секций композитной обшивки друг с другом, включая формирование продольных стыковых соединений между верхней и нижней секциями обшивки в пределах утолщений и формирование оконных вырезов в обшивке фюзеляжа в пределах утолщений.
Согласно другому варианту осуществления предлагается способ изготовления сборки цилиндрических отсеков фюзеляжа. Способ включает изготовление верхней половины цилиндрического отсека с верхней композитной обшивкой, изготовление нижней половины цилиндрического отсека с нижней композитной обшивкой, размещение каждой из верхней и нижней половин цилиндрических отсеков в сборочном приспособлении для стыковки, включая совместное расположение краев верхней и нижней обшивок, и стыковку друг с другом краев верхней и нижней обшивок. Стыковка краев верхней и нижней обшивок может быть выполнена посредством адгезионного соединения краев друг с другом, в альтернативном варианте стыковка краев верхней и нижней обшивок может быть выполнена путем совместного отверждения верхней и нижней обшивок. Стыковка краев верхней и нижней обшивок может быть выполнена путем прикрепления накладок между верхней и нижней обшивками. Стыковка краев включает наложение и присоединение краев верхней и нижней обшивок. Способ может дополнительно включать формирование оконных вырезов в каждой из верхней и нижней обшивок, причем стыковка верхней и нижней обшивок друг с другом включает размещение оконных рам в оконных вырезах и прикрепление каждой из оконных рам и к верхней, и к нижней обшивкам. Изготовление верхней и нижней половин цилиндрических отсеков включает формирование продольной выемки в краях верхней и нижней обшивок, а стыковка краев друг с другом включает размещение накладки в выемке и прикрепление накладки к каждой из верхней и нижней обшивок.
Согласно другому аспекту настоящего изобретения предлагается фюзеляж, содержащий композитную обшивку, состоящую из верхней и нижней секций композитной обшивки, оконный пояс в композитной обшивке, причем оконный пояс содержит по меньшей мере одно оконное отверстие в композитной обшивке, и продольное стыковое соединение вдоль оконного пояса, соединяющее верхнюю и нижнюю секции обшивки друг с другом. Предпочтительно стыковое соединение включает адгезионное соединение между верхней и нижней секциями обшивки. Предпочтительно каждая из верхней и нижней секций обшивки содержит множество слоев полимера со ступеньками слоев, каждая из которых формирует связующие поверхности вдоль стыкового соединения. Предпочтительно верхняя и нижняя секции обшивки имеют сужающиеся края, соединенные друг с другом вдоль стыкового соединения. Предпочтительно стыковое соединение содержит композитную стыковочную полосу, соединенную с образованием связи и с верхней, и с нижней секциями обшивки. Предпочтительно композитная обшивка содержит область повышенной толщины в пределах оконного пояса, и стыковое соединение расположено в пределах области повышенной толщины обшивки. Предпочтительно окно расположено в пределах области повышенной толщины обшивки. Предпочтительно каждая из верхней и нижней секций обшивки представляет собой половинный цилиндрический отсек. Предпочтительно первый и второй проходящие продольно стрингеры присоединены к композитной обшивке, причем стыковое соединение и окно расположены между первым и вторым стрингерами. Предпочтительно стыковое соединение обладает высотой, и окно имеет высоту, которая больше высоты стыкового соединения. Предпочтительно стыковое соединение содержит по меньшей мере первую накладку, прикрепленную к верхней и нижней секциям обшивки. Предпочтительно верхняя и нижняя секции обшивки имеют внутренние поверхности и внешние поверхности, и первая накладка прикреплена к верхней и нижней секциям обшивки посредством механических крепежных деталей, причем первая накладка расположена внутри фюзеляжа и сцеплена с внутренними поверхностями верхней и нижней секций обшивки. Предпочтительно стыковое соединение содержит вторую накладку, присоединенную к верхней и нижней секциям обшивки, и первая накладка является внутренней накладкой, а вторая накладка является внешней накладкой. Предпочтительно каждая из верхней и нижней секций обшивки имеет ступенчатые края, образующие проходящую продольно выемку в верхней и нижней обшивках, и вторая накладка расположена внутри выемки. Предпочтительно стыковое соединение содержит оконную раму, по существу окружающую оконное отверстие и присоединенную к верхней и нижней секциям обшивки, а оконная рама содержит участки накладки, проходящие продольно вдоль оконного пояса и прикрепленные к верхней и нижней секциям обшивки. Предпочтительно верхняя и нижняя секции обшивки содержат смежные внутренние поверхности, проходящие продольно вдоль линии стыка, и участки накладок присоединены к смежным внутренним поверхностям и перекрывают линию стыка. Предпочтительно оконный пояс обладает продольной центровой линией, каждая из верхней и нижней секций обшивки представляет собой половину цилиндрического отсека, и стыковое соединение соединяет половины цилиндрических отсеков вдоль центровой линии оконного пояса.
Согласно другому аспекту настоящего изобретения предлагается сборка цилиндрических отсеков фюзеляжа, содержащая верхнюю и нижнюю половины цилиндрических отсеков фюзеляжа, соответственно, содержащие верхнюю и нижнюю секции композитной обшивки, формирующие обшивку фюзеляжа, оконные пояса в композитной обшивке, соответственно, на каждой стороне верхней и нижней половин цилиндрических отсеков фюзеляжа, причем композитная обшивка обладает повышенной толщиной в пределах оконных поясов, оконные отверстия в обшивке фюзеляжа вдоль каждого из оконных поясов и стыковые соединения между верхней и нижней секциями обшивки соответственно, проходящие продольно вдоль оконных поясов. Предпочтительно верхняя и нижняя секции композитной обшивки содержат сужающиеся накладывающиеся края, и каждое стыковое соединение содержит связь между сужающимися накладывающимися краями. Предпочтительно каждый из сужающихся накладывающихся краев содержит ступени из слоев армированного волокном композитного полимера, формирующие связываемые поверхности. Предпочтительно верхняя и нижняя композитные секции обшивки содержат сужающиеся края вдоль стыковых соединений, и каждое стыковое соединение содержит сужающуюся стыковочную полосу, соединенную с образованием связи с сужающимися краями верхней и нижней секций обшивки. Предпочтительно каждое стыковое соединение содержит первую и вторую накладки, соответственно, прикрепленные к внутренней и внешней сторонам верхней и нижней секций композитной обшивки. Предпочтительно каждое стыковое соединение содержит оконные рамы, соответственно, проходящие вокруг оконных отверстий и присоединенные к верхней и нижней секциям обшивки, а каждая оконная рама содержит проходящие продольно участки накладки, наложенные и присоединенные к верхней и нижней секциям композитной обшивки.
Согласно другому аспекту настоящего изобретения предлагается способ изготовления сборки цилиндрических отсеков фюзеляжа, содержащей окна, расположенные вдоль продольных оконных поясов, включающий изготовление верхней половины цилиндрического отсека с верхней композитной обшивкой, изготовление нижней половины цилиндрического отсека с нижней композитной обшивкой и соединение верхней и нижней половин цилиндрических отсеков, включая стыковку верхней и нижней композитных обшивок друг с другом вдоль оконных поясов. Предпочтительно способ дополнительно включает формирование утолщений слоя в верхней и нижней композитных обшивках вдоль оконных поясов и формирование оконных отверстий в верхней и нижней композитных обшивках в пределах утолщений слоя. Предпочтительно способ изготовления верхней и нижней половин цилиндрических отсеков включает изготовление каждой из верхней и нижней композитных обшивок путем формирования многослойного материала из слоев армированного волокном полимера и повышение толщины слоев многослойного материала в области оконных поясов, причем стыковка верхней и нижней композитных обшивок друг с другом выполняется в пределах области с повышенной толщиной слоев многослойного материала. Предпочтительно этап способа, включающий стыковку верхней и нижней композитных обшивок друг с другом, включает наложение краев верхней и нижней композитных обшивок и адгезионное соединение наложенных краев друг с другом. Предпочтительно этап способа, включающий стыковку верхней и нижней композитных обшивок друг с другом, включает сведение краев верхней и нижней композитных обшивок друг с другом и совместное отверждение верхней и нижней композитных обшивок. Предпочтительно этап способа, включающий стыковку верхней и нижней композитных обшивок друг с другом, включает связывание композитной стыковочной полосы со смежными краями верхней и нижней композитных обшивок. Предпочтительно этап способа, включающий стыковку верхней и нижней композитных обшивок друг с другом, включает закрепление верхней и нижней композитных обшивок между внешней и внутренней накладками. Предпочтительно этап способа, включающий изготовление верхней и нижней половин цилиндрических отсеков, включает формирование внешних продольных выемок в верхней и нижней композитных обшивках, а закрепление верхней и нижней обшивок между внешней и внутренней прокладками включает расположение внешней накладки внутри выемок. Предпочтительно способ дополнительно включает изготовление множества оконных рам, а стыковка верхней и нижней композитных обшивок друг с другом включает механическое соединение верхней и нижней композитных обшивок друг с другом путем прикрепления оконных рам к верхней и нижней композитным обшивкам.
Согласно другому аспекту настоящего изобретения предлагается способ изготовления цилиндрического отсека фюзеляжа с окнами, расположенными вдоль продольных оконных поясов, включающий изготовление многослойной композитной обшивки фюзеляжа, включая изготовление верхней и нижней секций композитной обшивки и формирование утолщений слоя вдоль краев верхней и нижней секций обшивки для повышения толщины обшивки фюзеляжа вдоль оконных поясов, и сборку верхней и нижней секций композитной обшивки друг с другом, включая формирование продольных стыковых соединений между верхней и нижней секциями обшивки в пределах утолщений слоя. Предпочтительно способ дополнительно включает формирование оконных вырезов в обшивке фюзеляжа в пределах утолщений слоя. Предпочтительно оконные вырезы сформированы в верхней и нижней секциях обшивки до сборки верхней и нижней секций обшивки друг с другом. Предпочтительно этап способа, включающий формирование стыкового соединения, включает установку оконных рам в оконные вырезы и прикрепление оконных рам к верхней и нижней секциям обшивки. Предпочтительно этап способа, включающий формирование продольного стыкового соединения, включает соединение верхней и нижней секций обшивки посредством одного из следующего: адгезионного соединения или совместного отверждения. Предпочтительно этап способа, включающий формирование продольного стыкового соединения, включает прикрепление накладок к верхней и нижней секциям обшивки.
Согласно другому аспекту настоящего изобретения предлагается способ изготовления сборки цилиндрических отсеков фюзеляжа, включающий изготовление верхней половины цилиндрического отсека с верхней композитной обшивкой, изготовление нижней половины цилиндрического отсека с нижней композитной обшивкой, размещение верхней и нижней половин цилиндрических отсеков в сборочном приспособлении для стыковки, включая совместное расположение краев верхней и нижней обшивок, и стыковку друг с другом краев верхней и нижней обшивок. Предпочтительно этап способа, включающий стыковку краев верхней и нижней обшивок, выполняется посредством адгезионного соединения краев друг с другом. Предпочтительно этап способа, включающий стыковку краев верхней и нижней обшивок, выполняется посредством совместного отверждения верхней и нижней обшивок. Предпочтительно этап способа, включающий стыковку краев верхней и нижней обшивок, выполняется путем прикрепления накладок между верхней и нижней обшивками. Предпочтительно этап способа, включающий стыковку краев, включает наложение и соединение краев верхней и нижней обшивок. Предпочтительно способ дополнительно включает формирование оконных вырезов в верхней и нижней обшивках, причем стыковка верхней и нижней обшивок друг с другом включает размещение оконных рам в оконных вырезах и прикрепление каждой оконной рамы к верхней и нижней обшивкам. Предпочтительно этап способа, включающий изготовление верхней и нижней половин цилиндрических отсеков, включает формирование продольной выемки в краях верхней и нижней обшивок, а стыковка краев друг с другом включает размещение накладки в выемке и прикрепление накладки к верхней и нижней обшивкам.
Признаки, функции и преимущества могут быть достигнуты независимо в разных вариантах осуществления настоящего изобретения или могут быть скомбинированы в других вариантах осуществления, в которых дополнительные детали можно увидеть со ссылкой на последующее описание и чертежи.
Краткое описание чертежей
Новые признаки, характерные для предпочтительных вариантов осуществления, изложены в заявленной формуле изобретения. Однако предпочтительные варианты осуществления, а также предпочтительный режим использования, дополнительные цели и преимущества будут лучше понятны со ссылкой на следующее подробное описание предпочтительного варианта осуществления настоящего изобретения при прочтении в сочетании с сопроводительными чертежами, на которых:
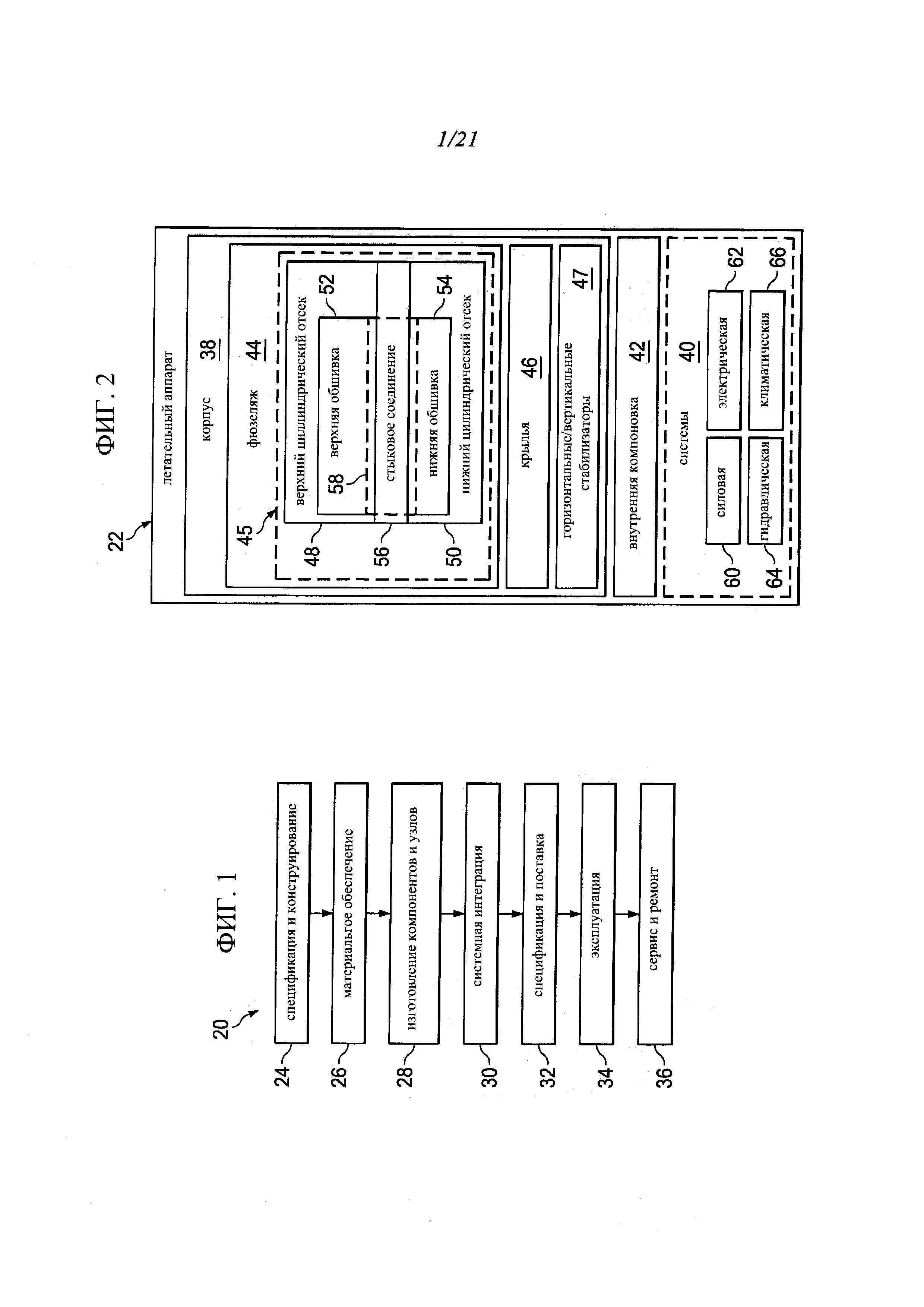
На фиг. 1 показана блок-схема способа изготовления и обслуживания летательного аппарата.
На фиг. 2 показана блок-схема летательного аппарата.
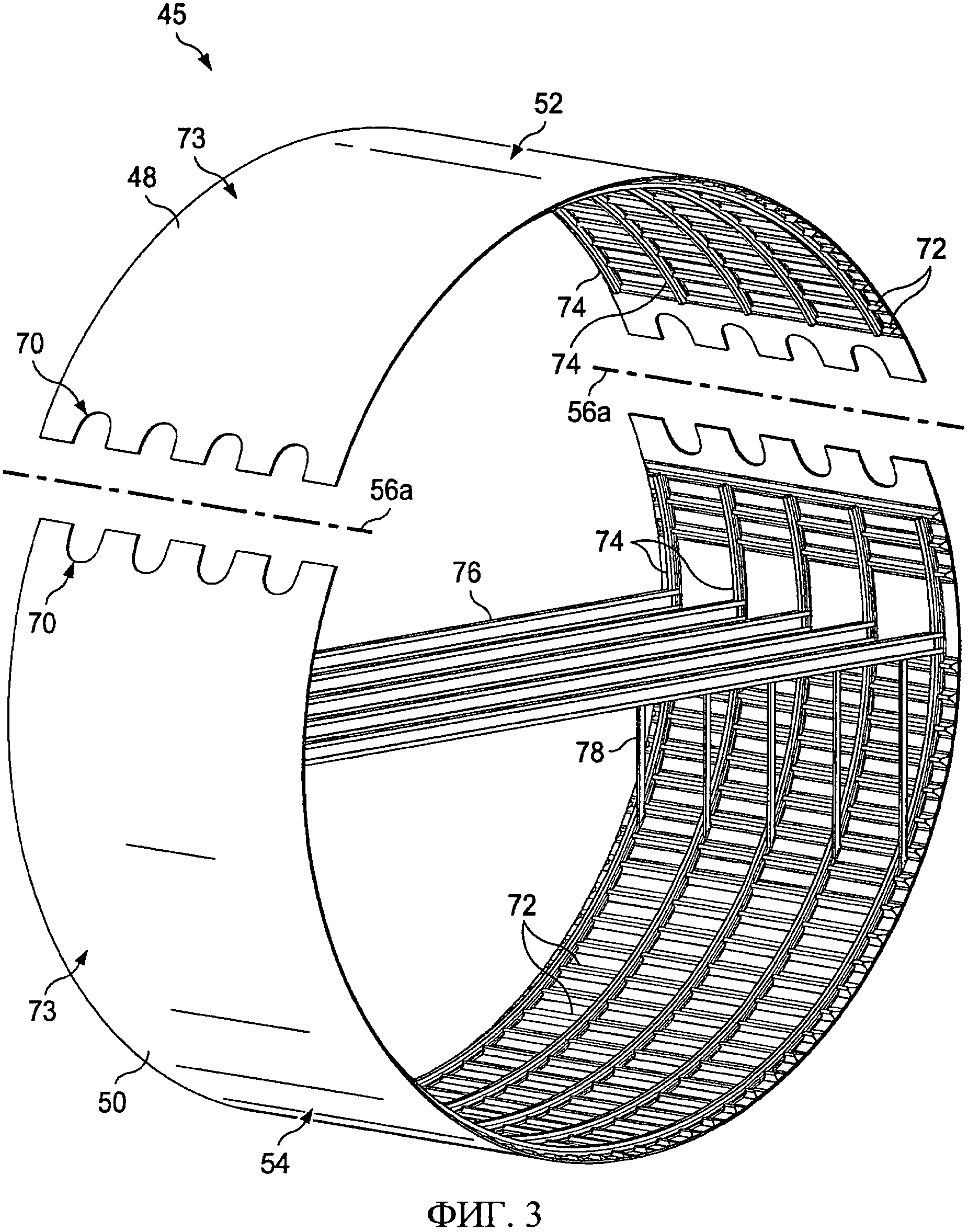
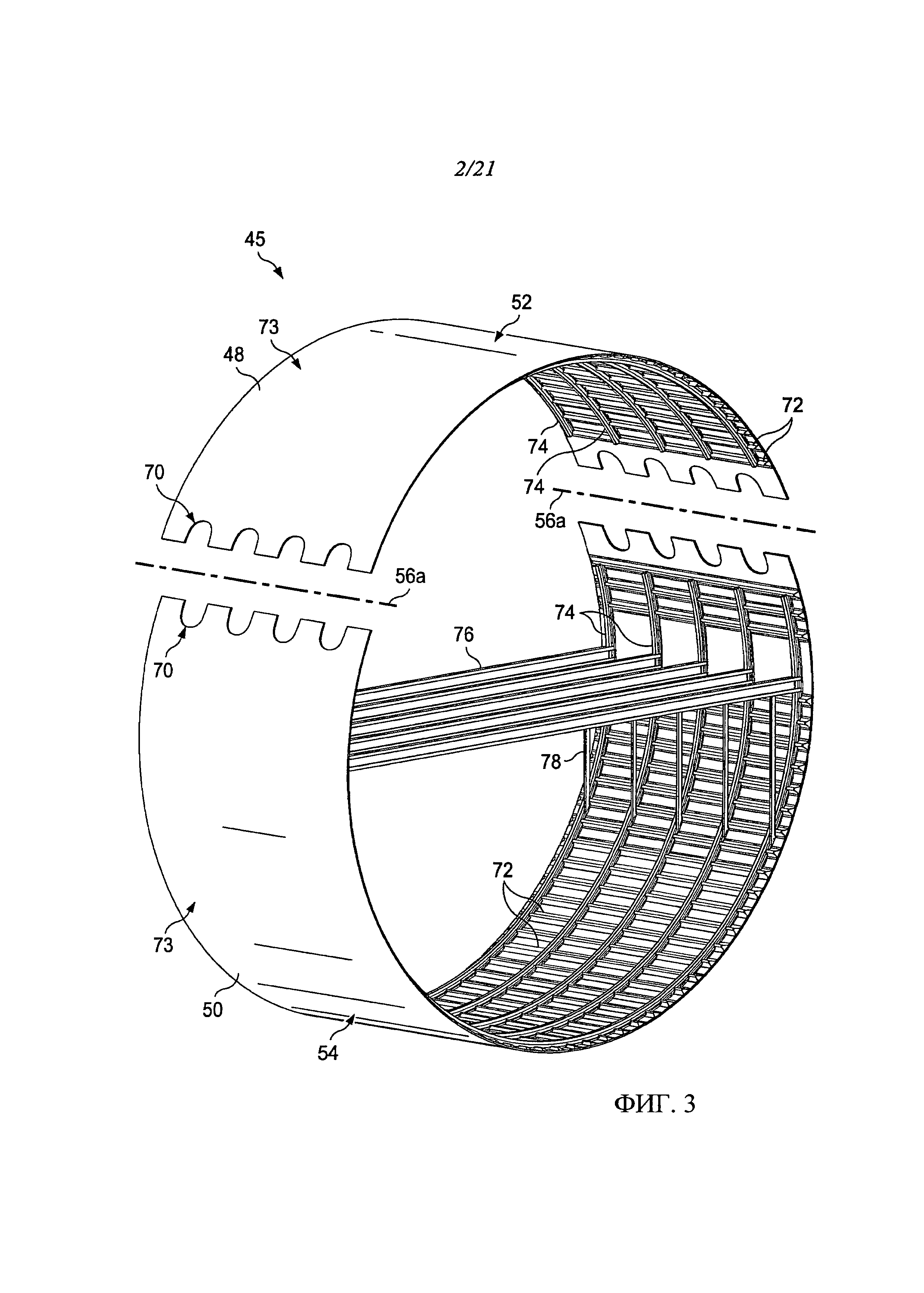
На фиг. 3 показаны две половины цилиндрических отсеков фюзеляжа, предназначенные для соединения друг с другом.
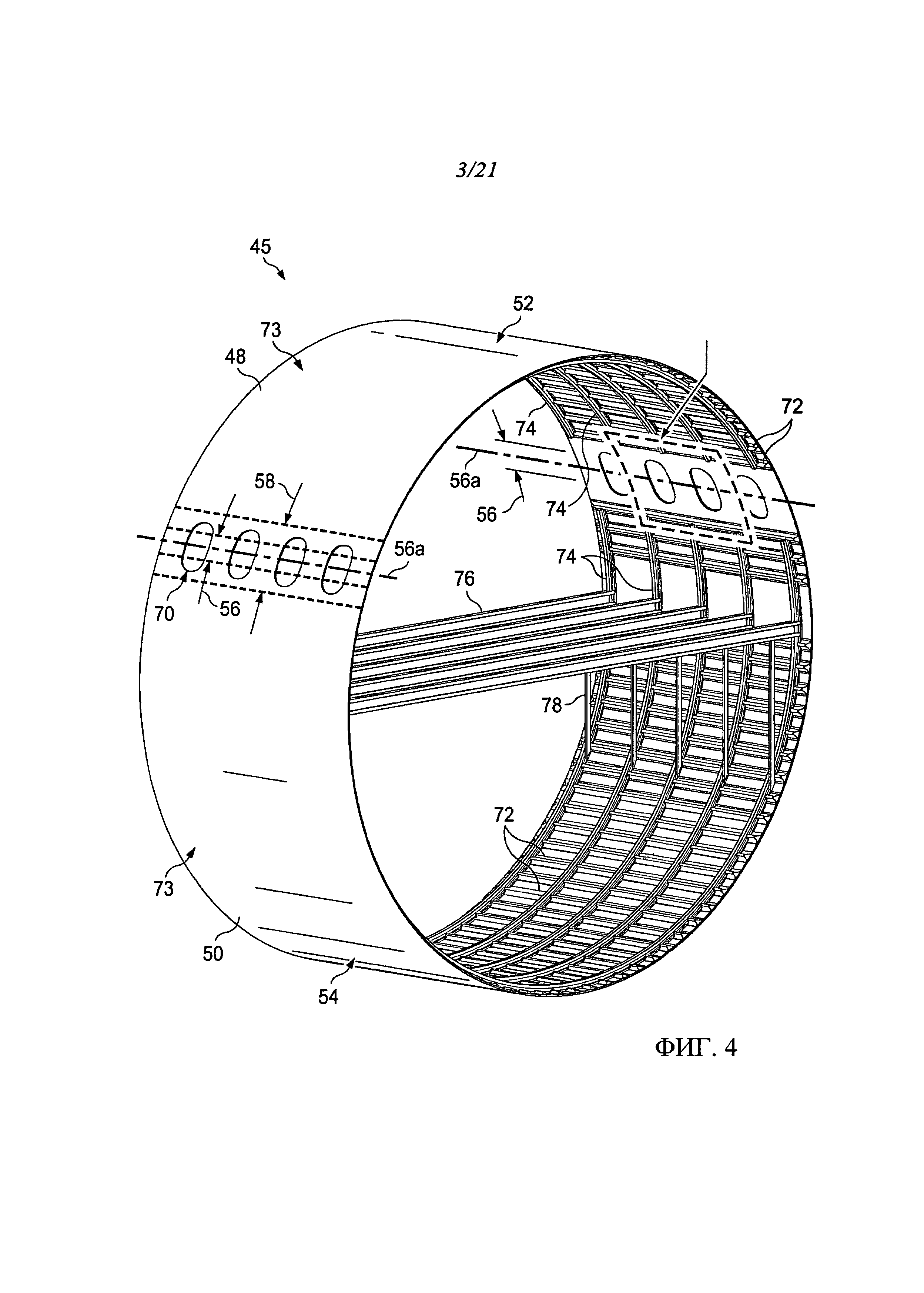
Фиг.4 аналогична фиг. 3, но показаны две половины цилиндрических отсеков, соединенные друг с другом посредством продольного стыкового соединения.
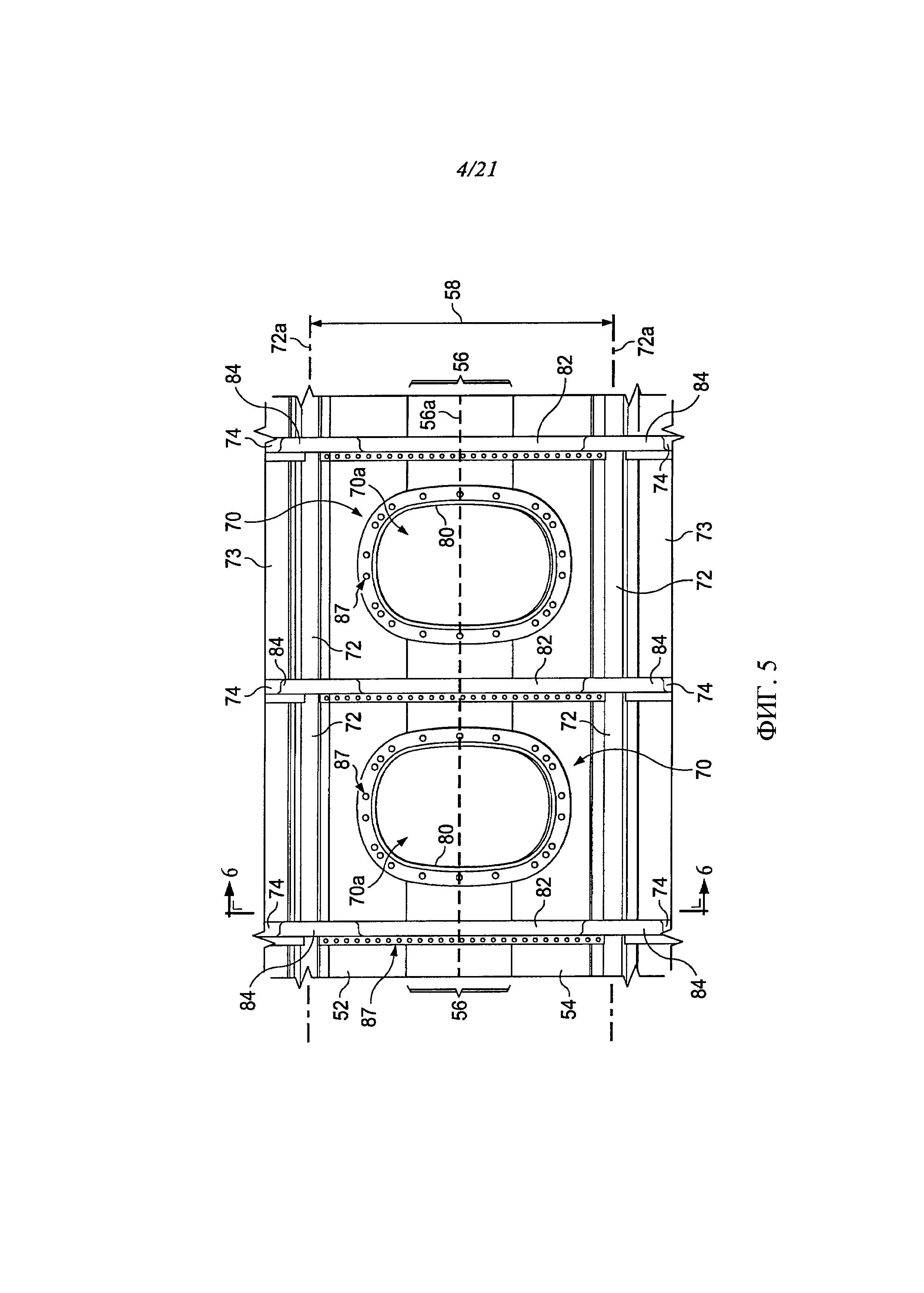
На фиг. 5 показан вид изнутри в направлении, обозначенном как фиг. 5 на фиг. 4, для соединения с образованием связи.
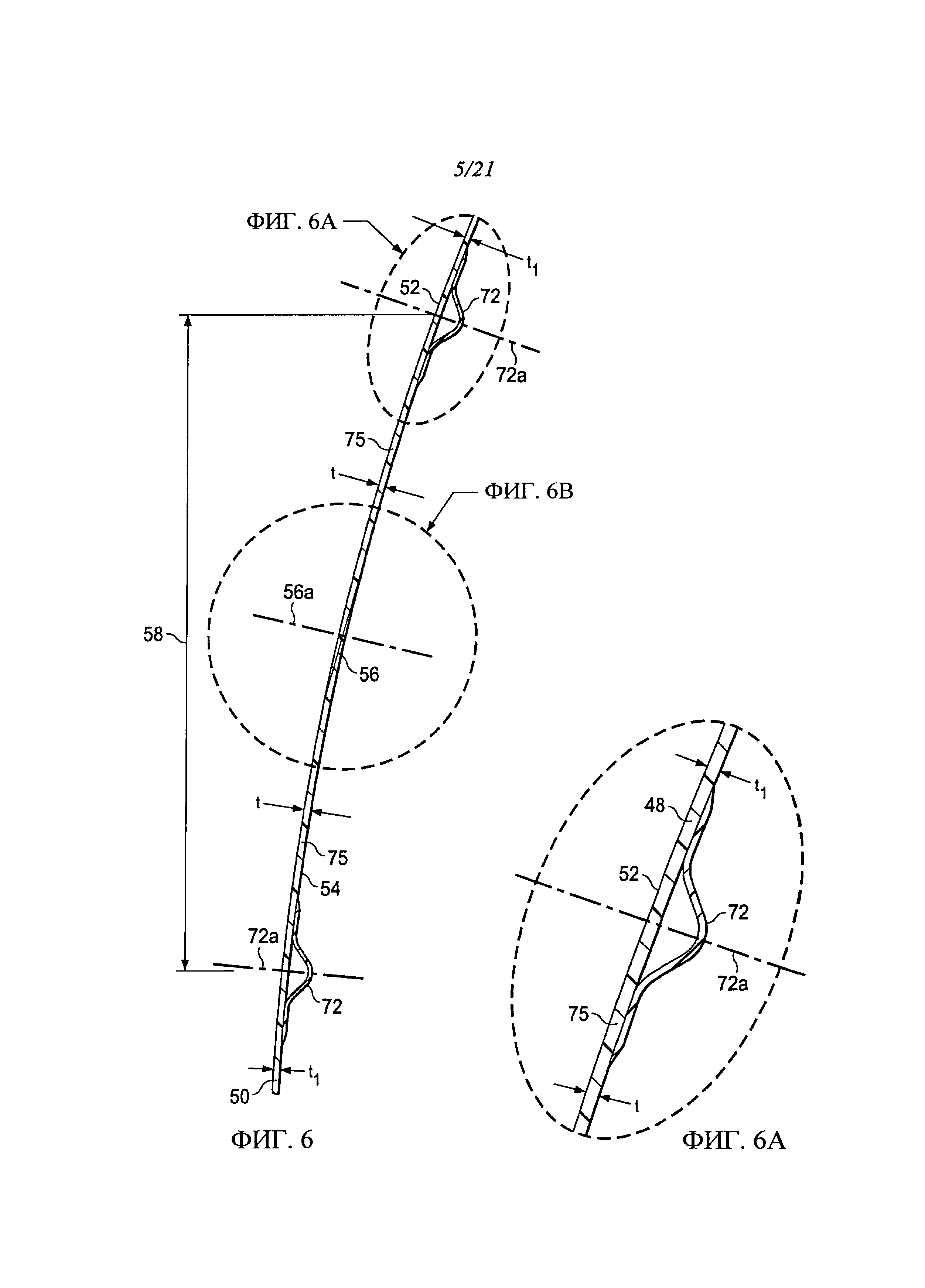
На фиг. 6 показан вид в сечении вдоль линии 6-6 на фиг. 5, оконные рамы, и секции рам не показаны для ясности, для одного типа стыкового соединения с образованием связи.
На фиг. 6А показана область, обозначенная как фиг. 6А на фиг. 6.
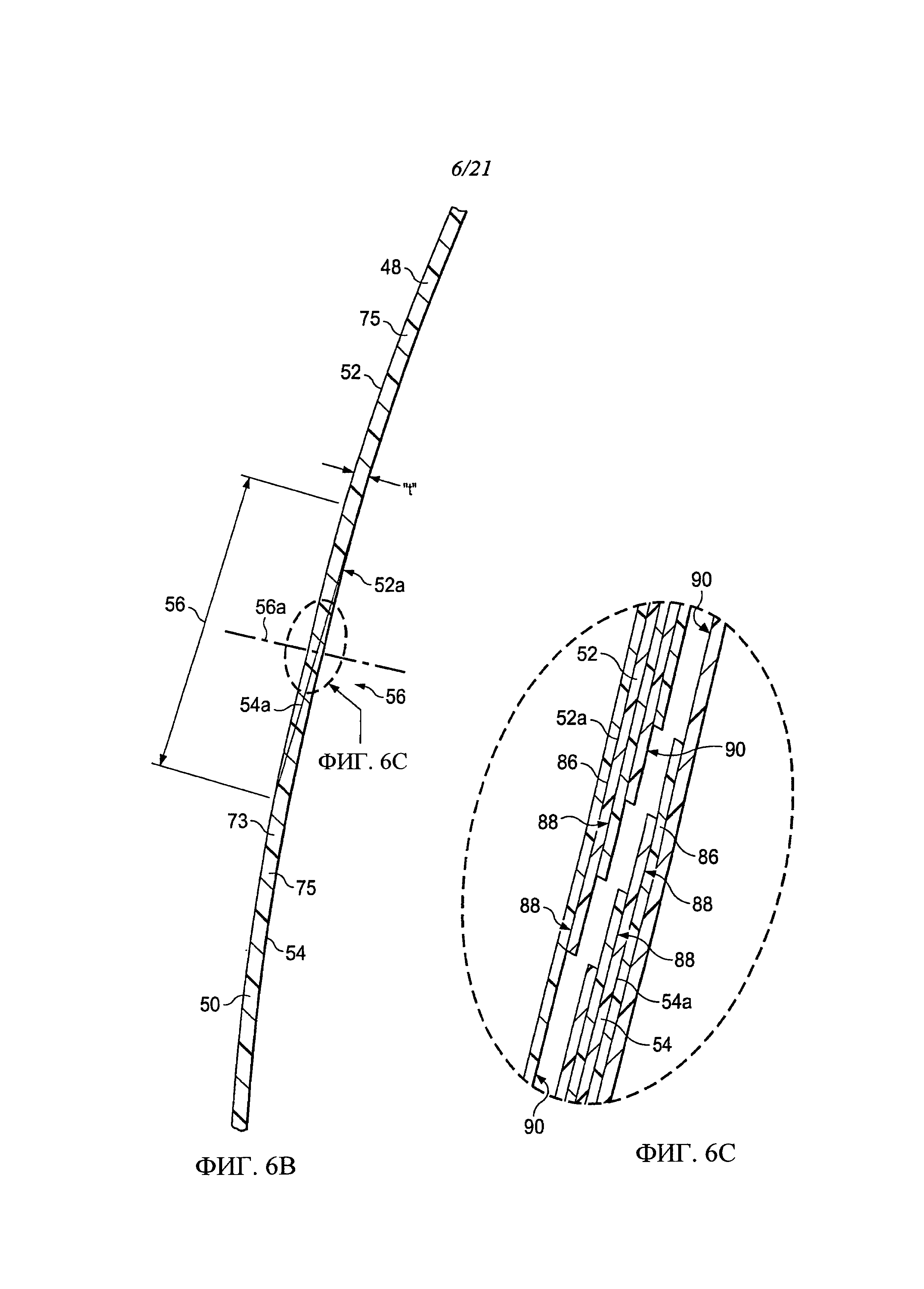
На фиг. 6В показана область, обозначенная как фиг. 6В на фиг. 6.
На фиг. 6С показана область, обозначенная как фиг. 6С на фиг. 6В.
На фиг. 7 показан вид в сечении, аналогичный фиг. 6, но показан альтернативный тип стыкового соединения с образованием связи.
На фиг. 7А показана область, обозначенная как фиг. 7А на фиг. 7.
На фиг. 8 показан вид сбоку снаружи фюзеляжа, показывающий цилиндрические отсеки, соединенные друг с другом посредством одного типа механического стыкового соединения.
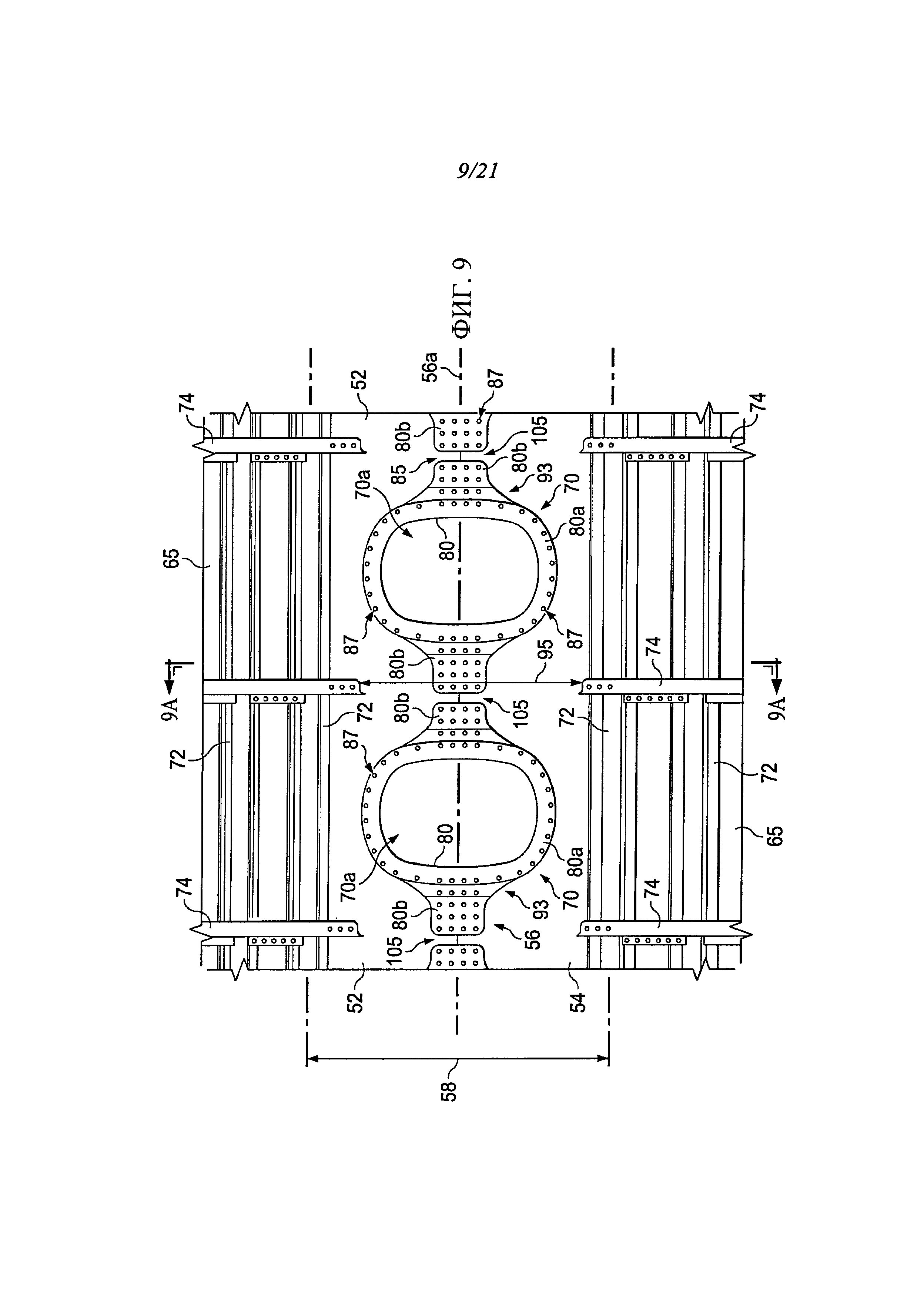
На фиг. 9 показан вид сбоку изнутри фюзеляжа, показанного на фиг. 8, с секциями, соединенными друг с другом посредством одного типа механического стыка, до установки накладок рам.
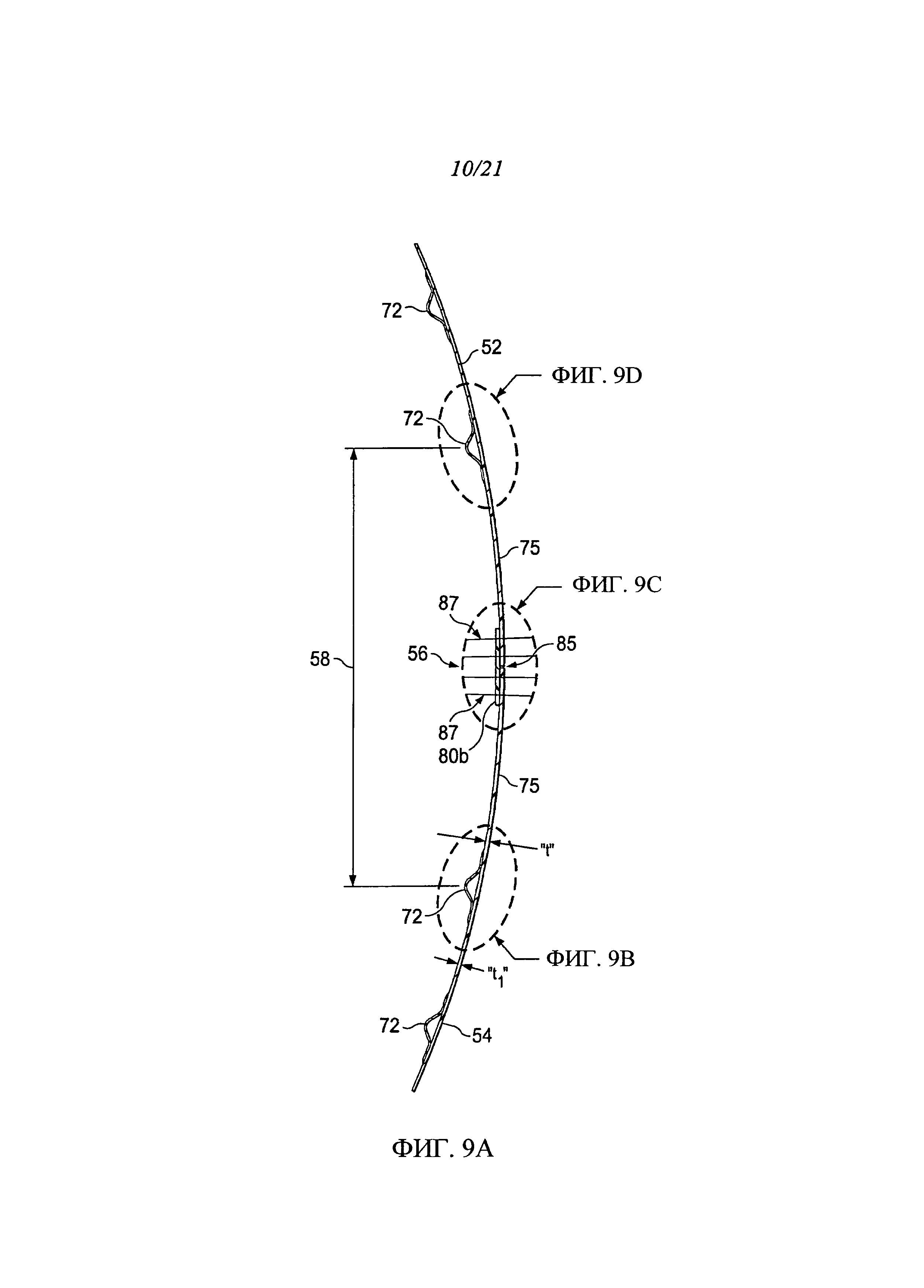
На фиг. 9А показан вид в сечении вдоль линии 9А-9А на фиг. 9.
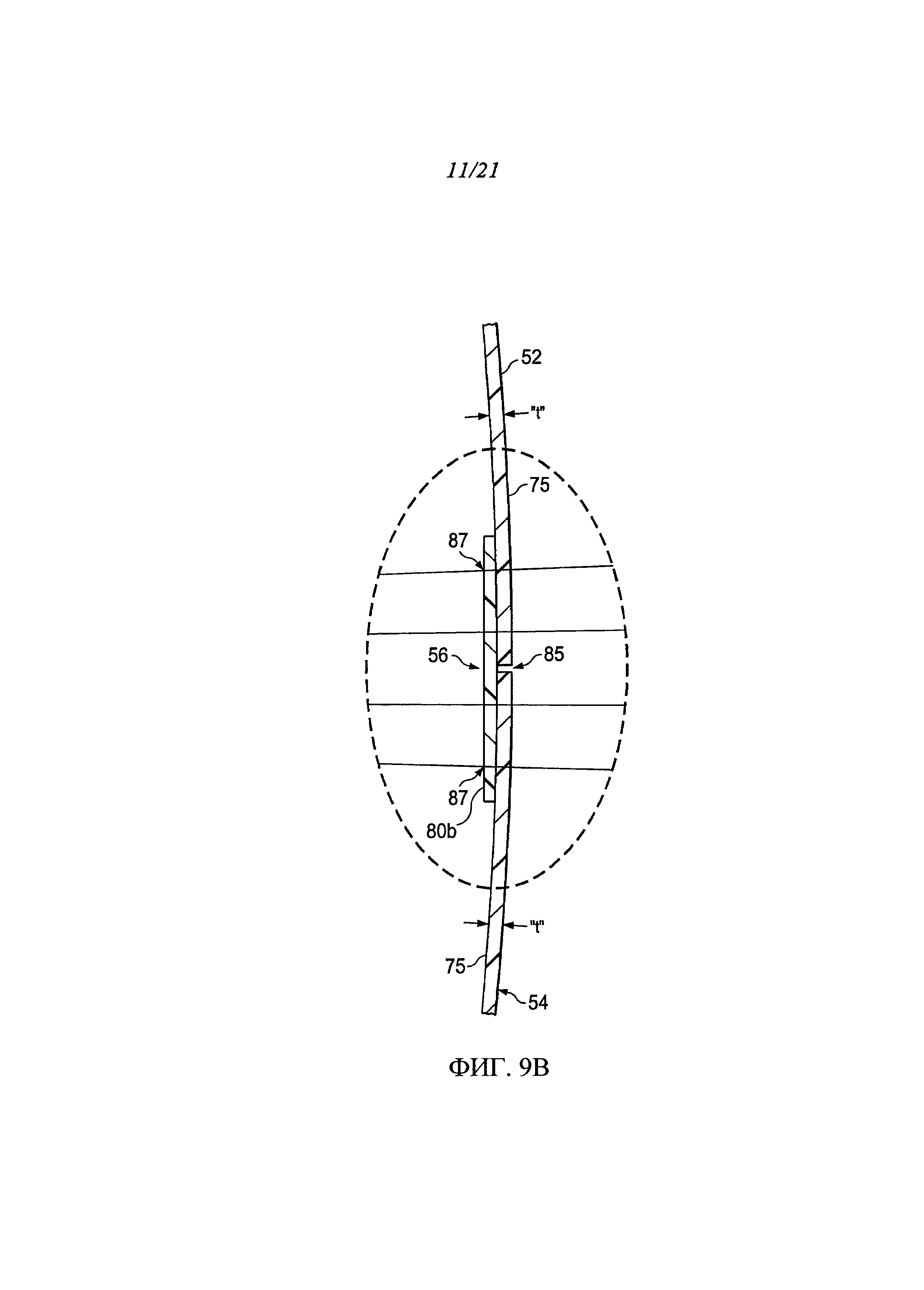
На фиг. 9В показана область, обозначенная как фиг. 9В на фиг. 9А.
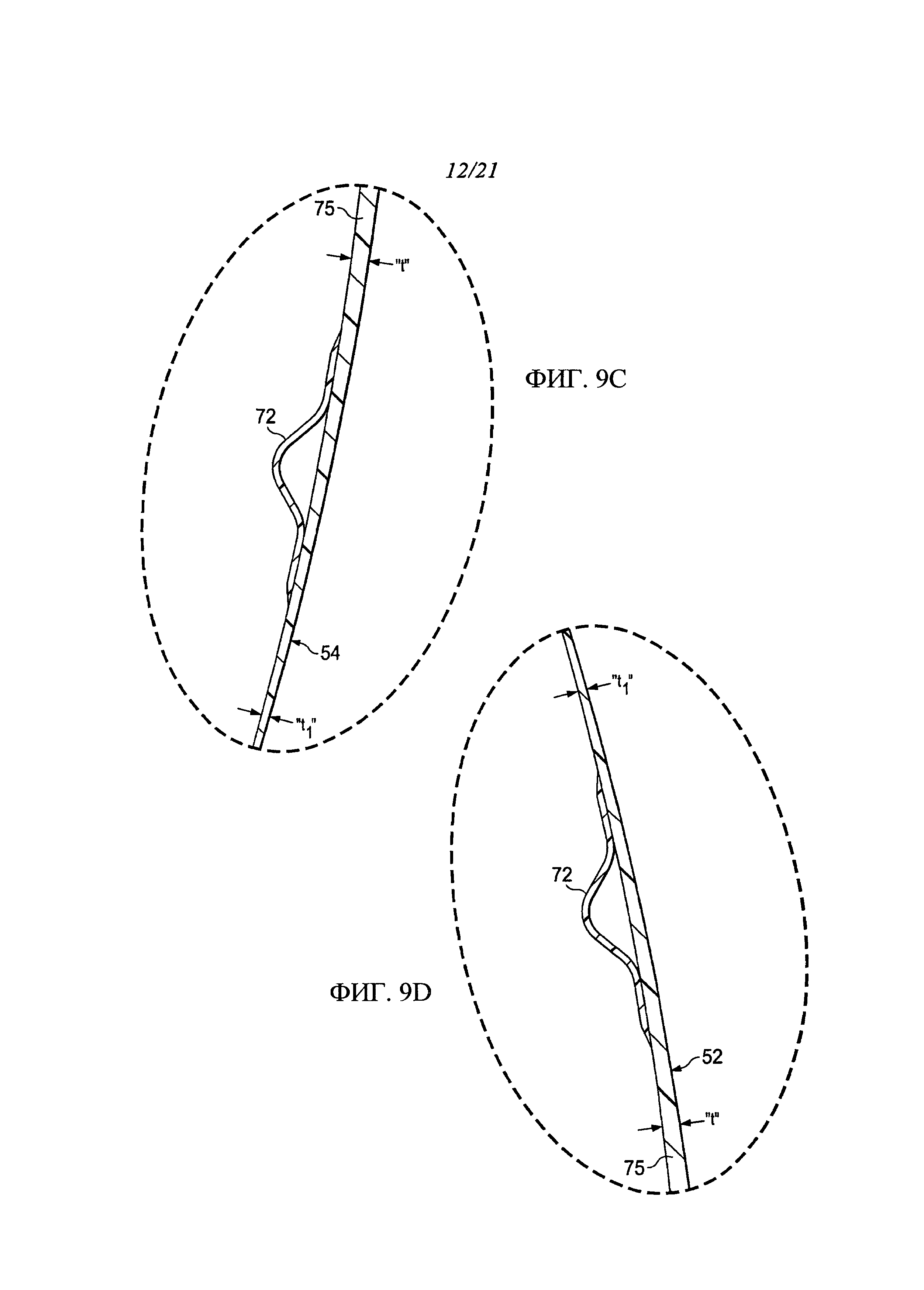
На фиг. 9С показана область, обозначенная как фиг. 9С на фиг. 9А.
На фиг. 9D показана область, обозначенная как фиг. 9D на фиг. 9А.
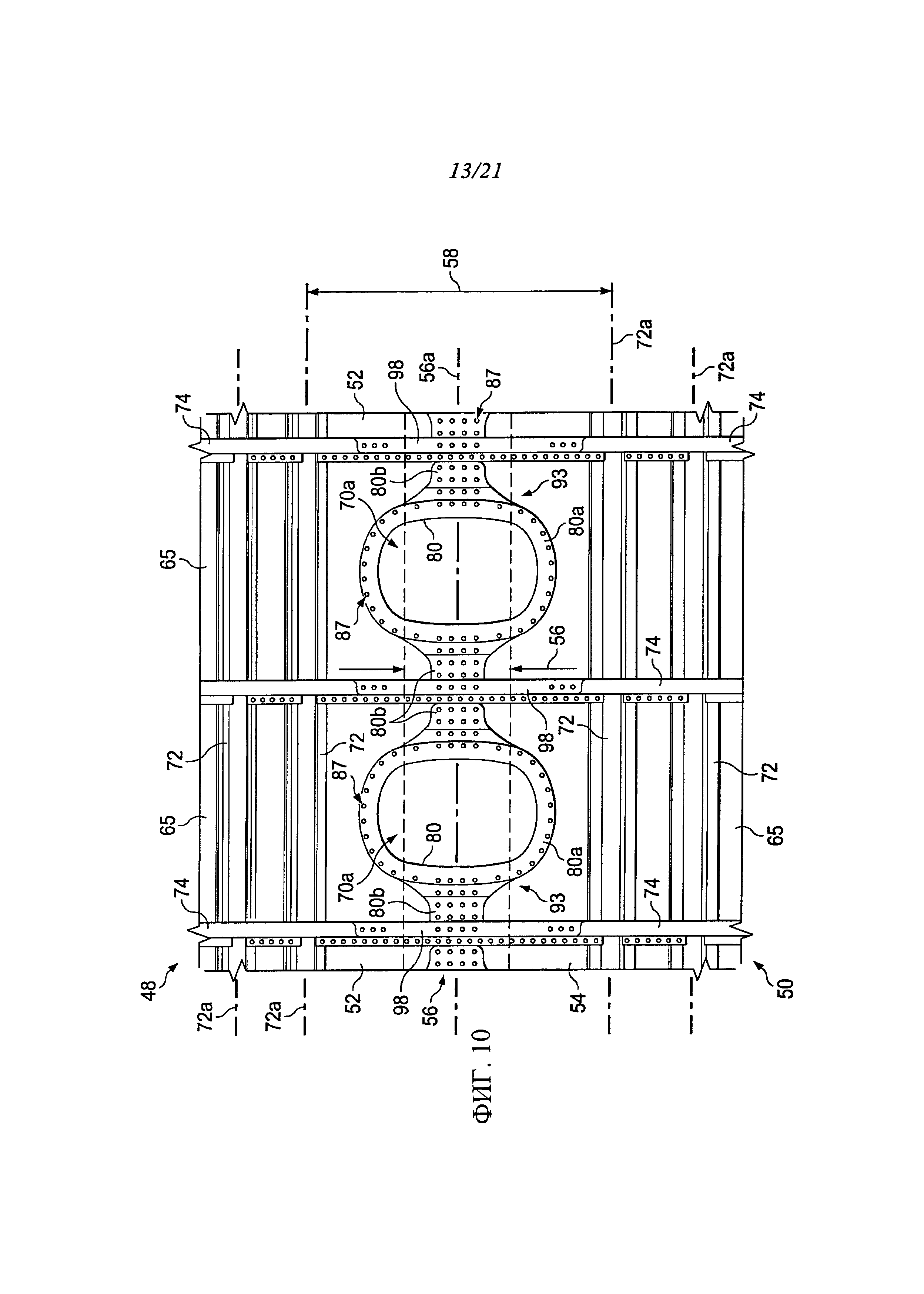
На фиг. 10 показан вид, аналогичный фиг. 9, но с установленными накладками рам.
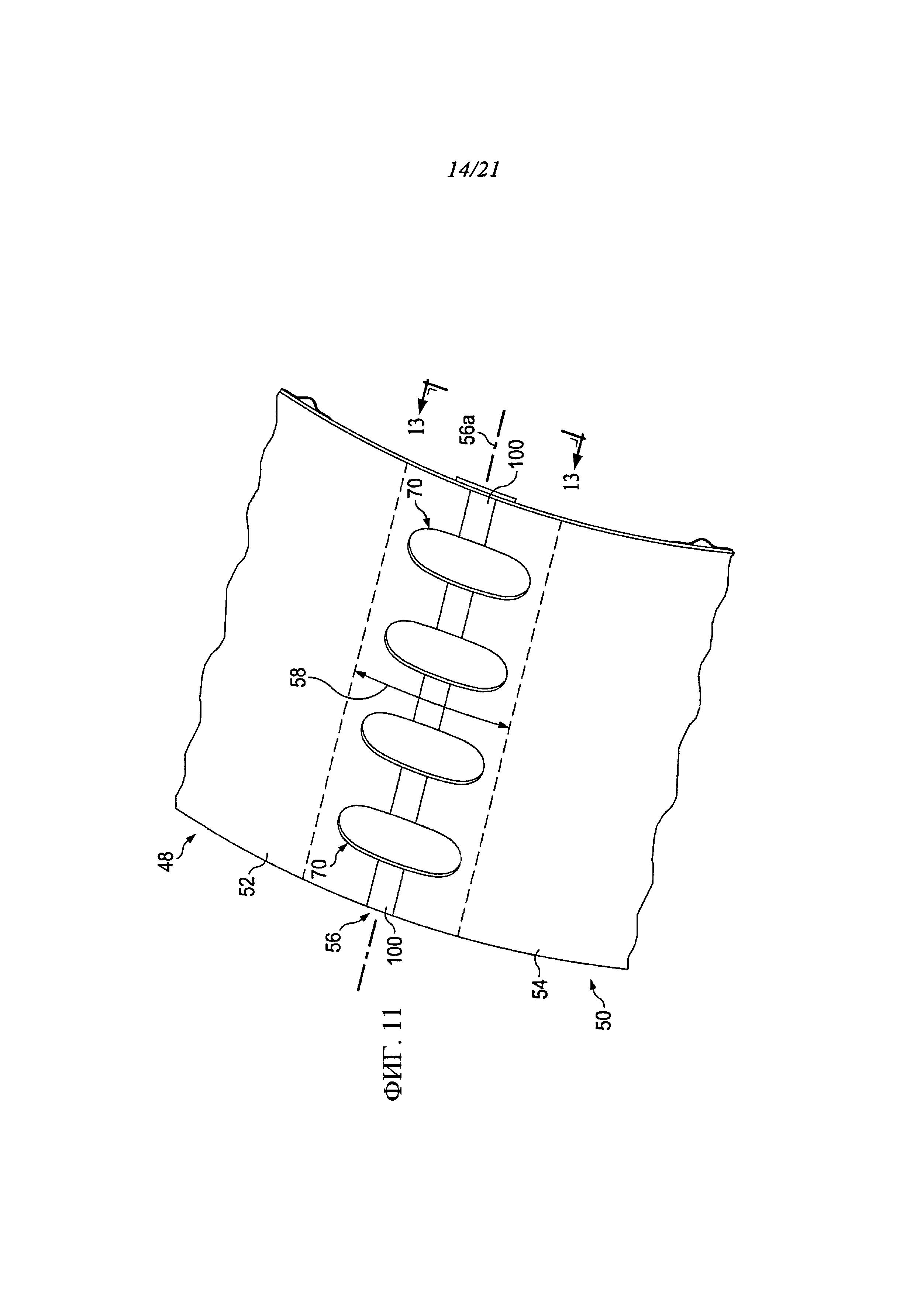
На фиг. 11 показан вид в перспективе наружной стороны фюзеляжа, на котором цилиндрические отсеки соединены друг с другом с использованием альтернативного типа механического стыкового соединения.
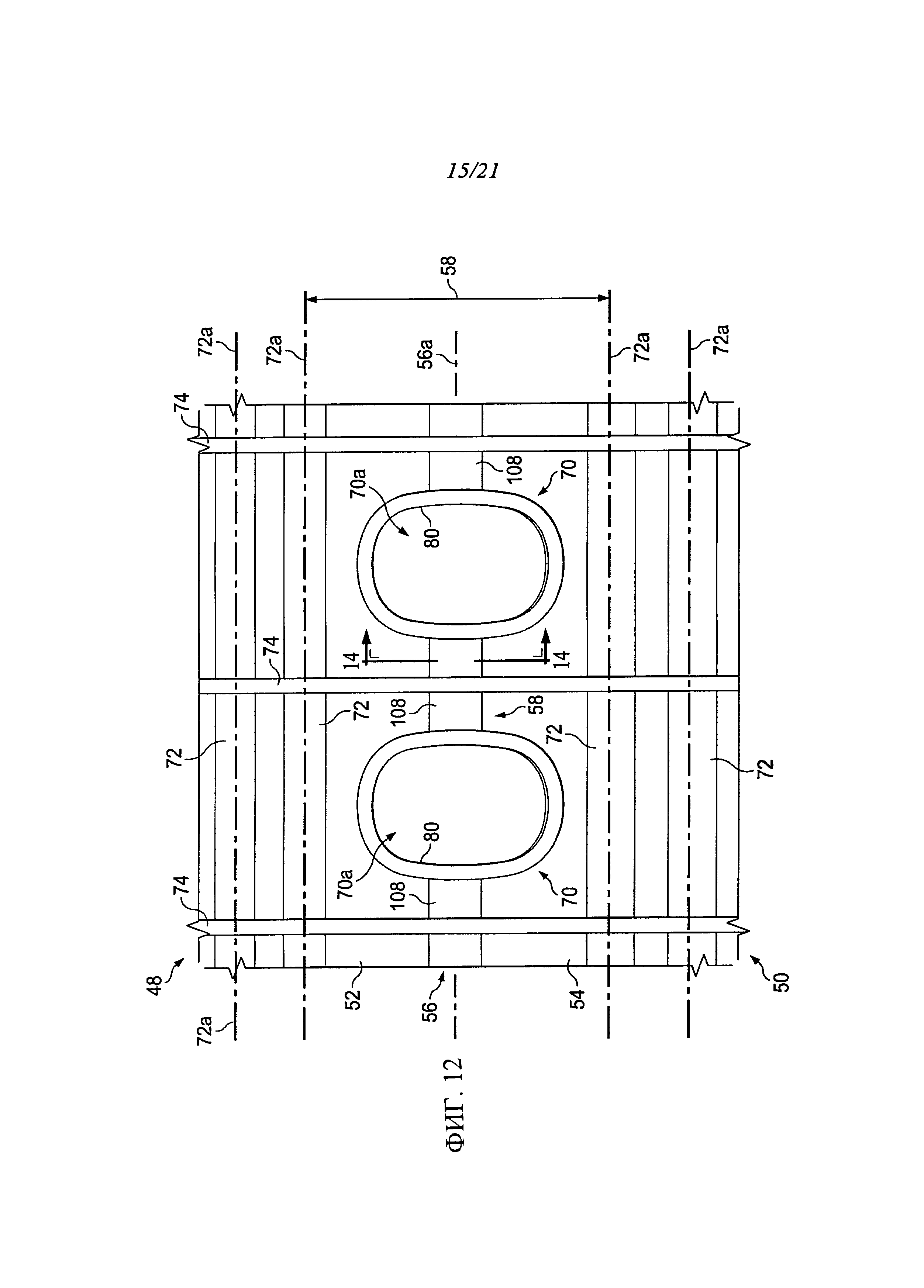
На фиг. 12 показан вид внутренней стороны фюзеляжа, показанного на фиг. 11.
На фиг. 13 показан вид в изометрии в направлении, показанном как фиг. 13 на фиг. 11.
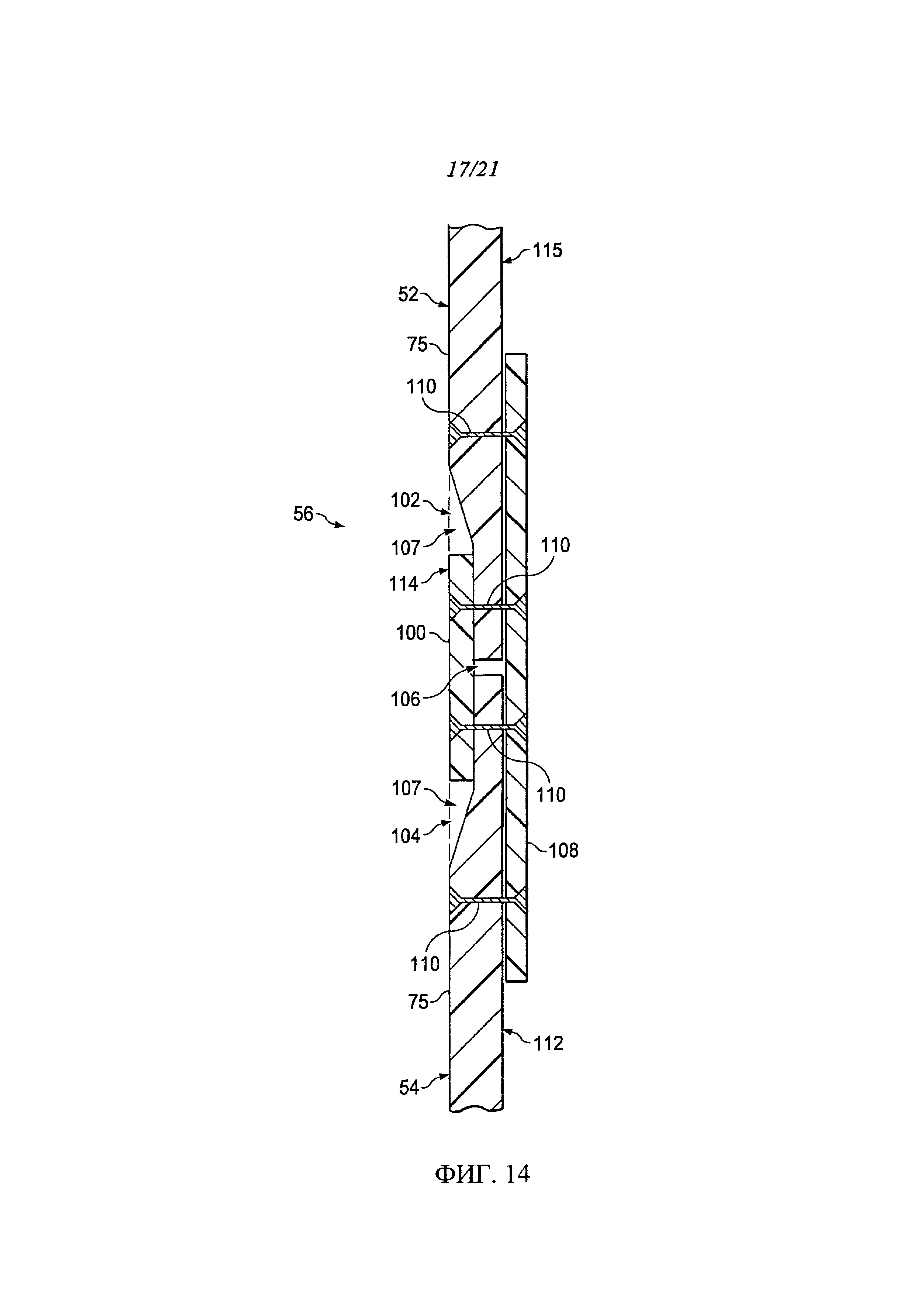
На фиг. 14 показан вид в сечении вдоль линии 14-14 по фиг. 12.
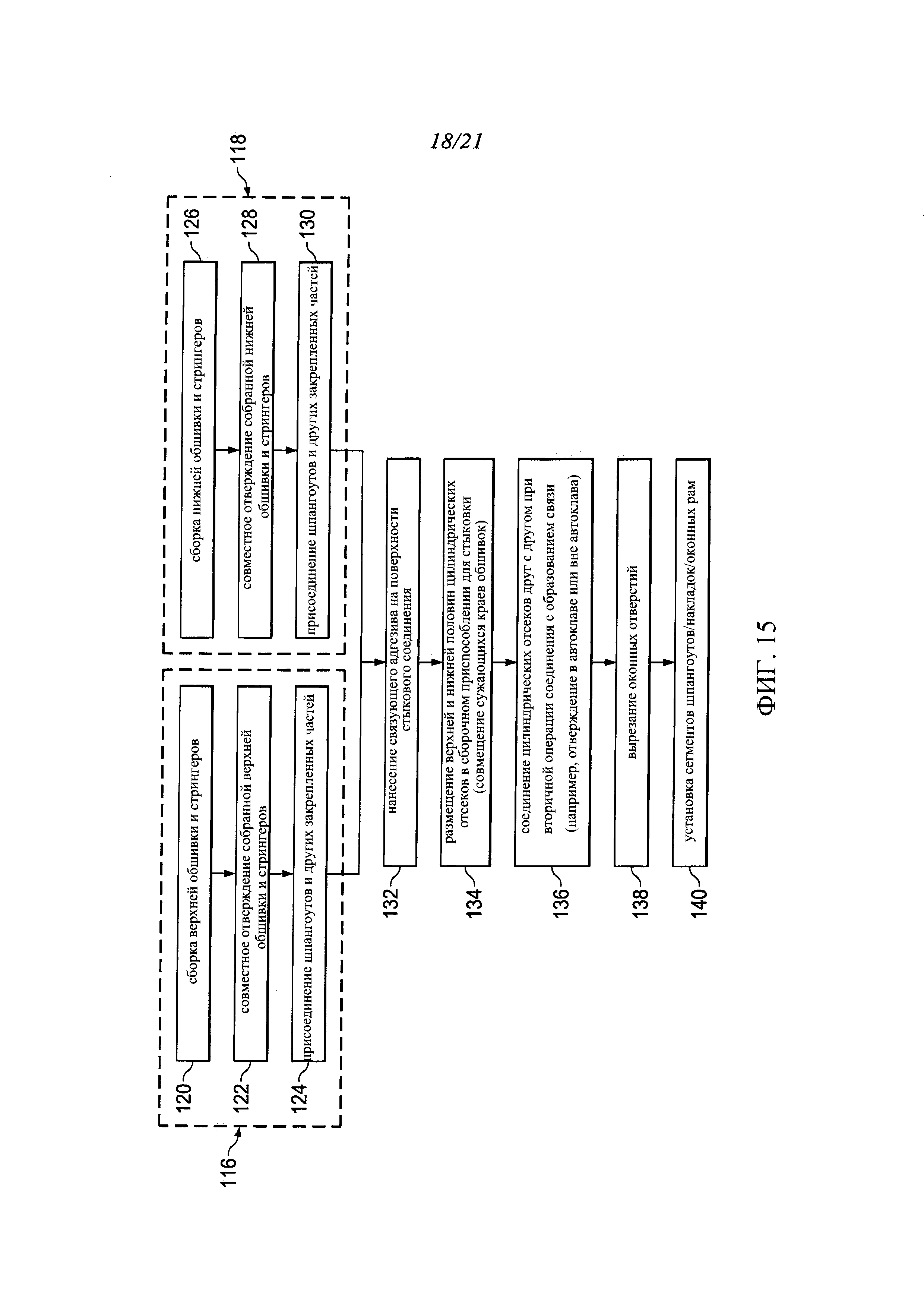
На фиг. 15 показана блок-схема способа изготовления сборки цилиндрических отсеков фюзеляжа с использованием одного типа стыкового соединения с образованием связи.
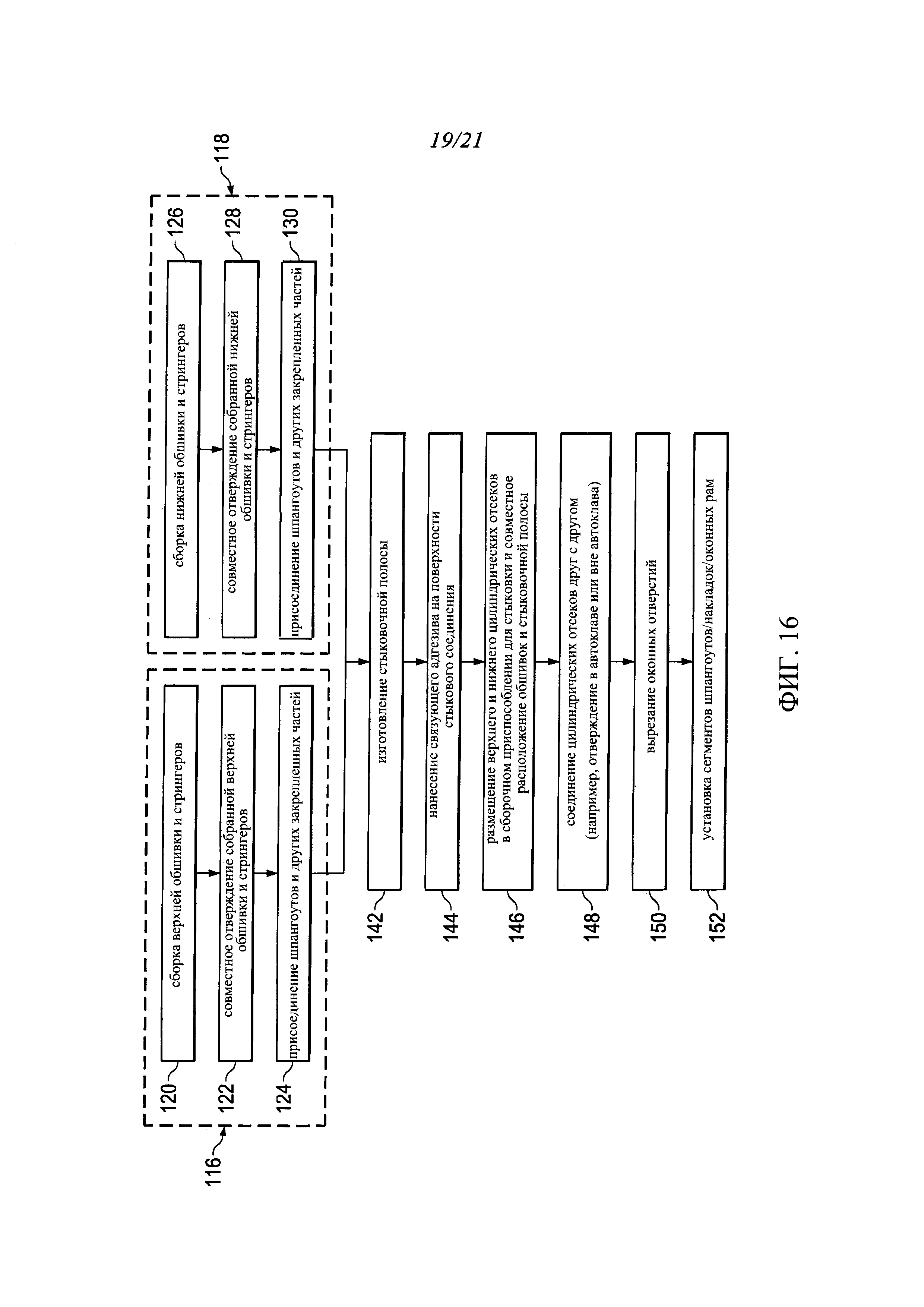
На фиг. 16 показана блок-схема способа изготовления сборки цилиндрических отсеков фюзеляжа с использованием альтернативного типа стыкового соединения с образованием связи.
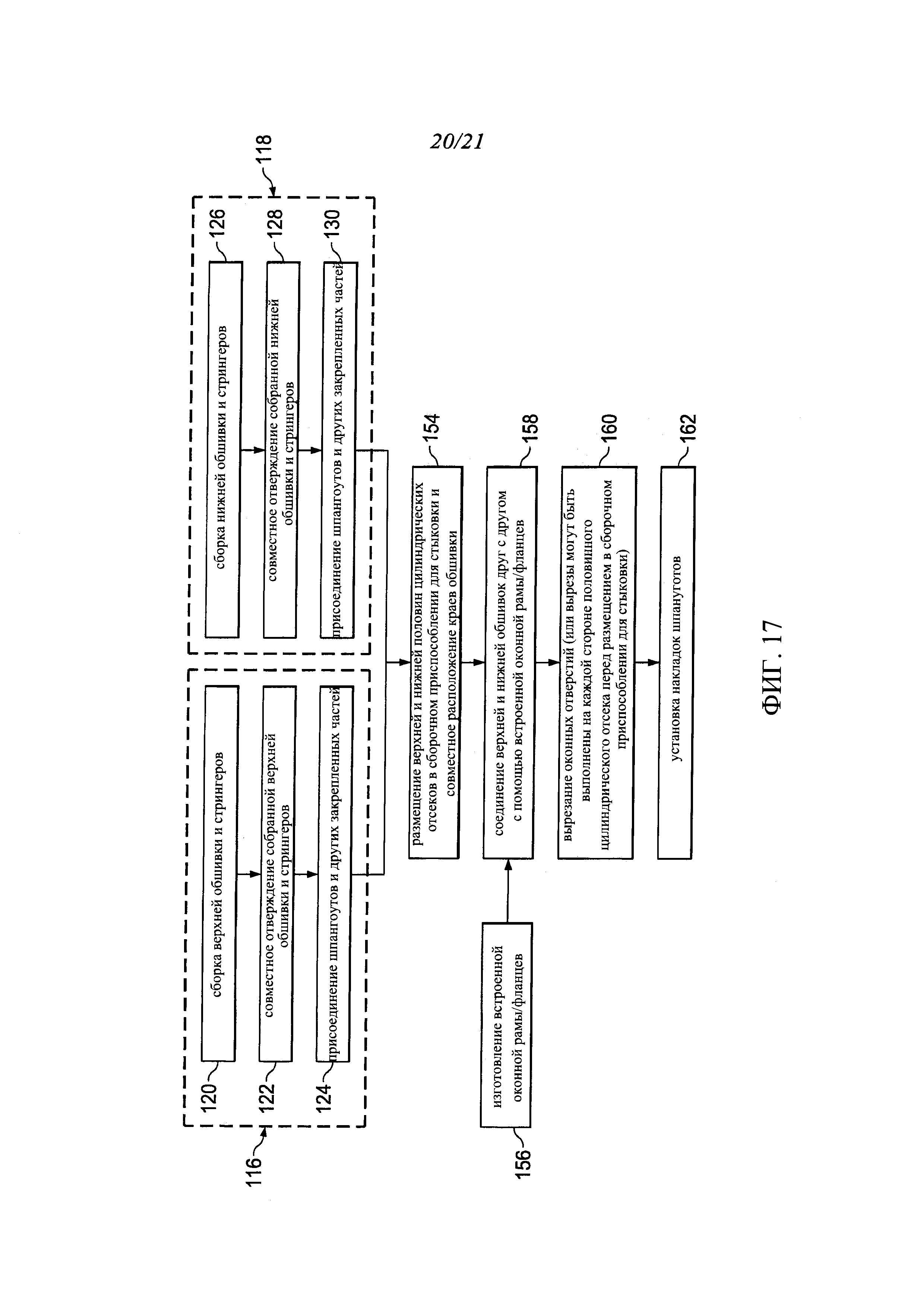
На фиг. 17 показана блок-схема способа изготовления сборки цилиндрических отсеков фюзеляжа с использованием одного типа механически закрепленного стыкового соединения.
На фиг. 18 показана блок-схема способа изготовления сборки цилиндрических отсеков фюзеляжа с использованием альтернативного типа механически закрепленного стыкового соединения.
Осуществление изобретения
В описанных вариантах осуществления предлагается изготовление цилиндрической конструкции, такой как фюзеляж летательного аппарата, с композитной внешней обшивкой, при котором панельные отсеки фюзеляжа соединяют друг с другом посредством продольных стыковых соединений. Однако эти варианты осуществления могут быть применены в других областях, помимо аэрокосмической промышленности. Как показано на фиг. 1 и 2, варианты осуществления настоящего изобретения могут быть использованы в контексте способа 20 изготовления и обслуживания летательных аппаратов, как показано на фиг. 1, и летательного аппарата 22, как показано на фиг. 2. На предпроизводственном этапе пример способа 20 может включать подготовку спецификации и конструирование 24 летательного аппарата 22 и материальное снабжение 26. Во время производства происходит изготовление 28 компонентов и частей узлов и системная интеграция 30 летательного аппарата 22. Поэтому летательный аппарат 22 может проходить сертификацию и поставку 32 для передачи в эксплуатацию 34. При эксплуатации потребителем для летательного аппарата 22 составляется график обслуживания и ремонта 36, которые также могут включать модификацию, реконструкцию, восстановление и т.д.
Каждый из этапов способа 20 может быть выполнен или осуществлен компанией, занимающейся системной интеграцией, третьей стороной и/или оператором (например, потребителем). Для целей описания, компанией, занимающейся системной интеграцией может быть, без ограничения, любое число изготовителей летательного аппарата и субподрядчиков крупных систем; третья сторона может включать, без ограничения, любое число поставщиков, субподрядчиков и предприятий-поставщиков; и оператором может быть авиакомпания, лизинговая компания, военное подразделение, обслуживающая организация и т.д.
Как показано на фиг. 2, летательный аппарат 22, изготовленный по примеру способа 20, может содержать корпус 38 с несколькими системами 40 и внутренней частью 42. Примеры систем 40 высокого уровня включают одну или более силовых установок 60, электрических систем 62, гидравлических систем 64 и систем кондиционирования 66. Может быть включено любое число других систем. Корпус 38 содержит фюзеляж 44, крылья 46 и горизонтальные и вертикальный стабилизаторы 47. Фюзеляж 44 может содержать одну или более сборок 45 цилиндрических отсеков, каждый из которых содержит верхний цилиндрический отсек 48 и нижний цилиндрический отсек 50. Каждый из цилиндрических отсеков 48, 50 может формировать половину или разделенные верхнюю и нижнюю секции сборки 45 цилиндрических отсеков. Цилиндрические отсеки 48, 50, соответственно, содержат верхнюю секцию 52 обшивки и нижнюю секцию 54 обшивки, которые соединены друг с другом посредством двух продольных стыковых соединений 56 для формирования композитной внешней обшивки 73 сборки 45 цилиндрических отсеков. Стыковое соединение 56 расположено в пределах оконного пояса 58 фюзеляжа 44, где может быть одно или более окон (не показаны). Как показано более подробно далее, описанное стыковое соединение 56 расположено в пределах утолщений слоя обшивки, используемых для усиления окон в оконном поясе 58, тем самым, снижая массу летательного аппарата 22 и повышая эффективность изготовления.
Системы и способы, включенные в настоящий документ, могут быть использованы во время одного или более этапов способа 20 изготовления и обслуживания. Например, компоненты или части узлов, соответствующие способу 28 изготовления, могут быть изготовлены или произведены аналогично компонентам или частям узлов, изготавливаемых, пока летательный аппарат 22 находится в эксплуатации. Кроме того, один или более вариантов осуществления аппарата, вариантов осуществления способа или их комбинация могут быть использованы на этапах 28 и 30 изготовления, например, по существу, ускоряя сборку или снижая стоимость летательного аппарата 22. Аналогично, один или более вариантов осуществления аппарата, вариантов осуществления способа или их комбинация могут быть использованы, пока летательный аппарат 22 находится в эксплуатации, например, и без ограничения, для технического обслуживания и ремонта 36.
Как показано на фиг. 3 и 4, сборка 45 цилиндрических отсеков фюзеляжа в целом содержит верхний и нижний цилиндрический отсеки 48, 50, соответственно, которые также иногда могут быть упомянуты в настоящем документе как верхняя и нижняя половины цилиндрических отсеков или секции 48, 50 половин цилиндрических отсеков. Верхняя и нижняя половины секций 48, 50 цилиндрических отсеков соединены друг с другом посредством двух проходящих продольно стыковых соединений 56, соответственно, на противоположных левой и правой сторонах сборки 45 цилиндрических отсеков. Каждое из стыковых соединений 56 расположено в пределах области оконного пояса 58, где может быть расположено одно или более окон 70, и внешняя обшивка 73 сборки 45 цилиндрических отсеков фюзеляжа имеет утолщения для увеличения толщины.
В показанном примере центровая линия 56а стыкового соединения 56 проходит приблизительно через середину ряда окон 70. Хотя сборка 45 цилиндрических отсеков фюзеляжа показана с сечением по существу круглой формы, возможна другая форма сечения. Кроме того, хотя цилиндрические отсеки 48, 50 являются приблизительно половинными секциями, формирующими состоящей из двух частей сборки 45 цилиндрических отсеков, следует отметить, что каждая из верхней и нижней половин цилиндрических отсеков 48, 50 сами могут быть сформированы из двух или более секций. Однако показанная сборка 45 цилиндрических отсеков, в которой используются только две секции или половины 48, 50, может представлять оптимальную компоновку для применений, в которых нужно минимизировать число стыков между секциями и/или повысить производительность, обеспечив одновременное изготовление цилиндрических отсеков 48, 50. Как указано далее, стыковым соединением 45 может быть любое подходящее соединение между верхней и нижней половинами цилиндрических отсеков 48, 50 вдоль оконного пояса 58. Таким образом, подразумевается, что используемое в настоящем документе выражение "стыковое соединение" охватывает широкий ряд конфигураций соединений, включая, но, не ограничиваясь этим, соединения внахлест с сужением, соединения со ступенчатым стыком, соединения в замок и соединения с использованием отдельных стыковых элементов для соединения верхней и нижней половин цилиндрических секций 48, 50 друг с другом.
Секции 48, 50 половин цилиндрических отсеков, соответственно, содержат верхнюю и нижнюю внешние секции 52, 54 композитной обшивки, каждая из которых содержит многослойный материал из слоев армированного волокном полимера и совместно формируют внешнюю обшивку 73 сборки 45 цилиндрических отсеков. Толщина или размер (не показан) секций 52 обшивки больше в области оконного пояса 58, чтобы усиливать оконные вырезы 70а. Эта повышенная толщина обшивки в области оконного пояса 58, достигнутая посредством утолщений слоя в верхней и нижней секциях 52, 54 обшивки, также позволяет стыковому соединению 56 выдерживать требуемые нагрузки, тем самым, устраняя потребность в дополнительных утолщениях для стыкового соединения 56. Секции 52, 54 обшивки присоединены к внутреннему несущему каркасу, содержащему расположенные на расстоянии друг от друга в продольном направлении кольцевые или имеющие цилиндрическую форму шпангоуты 74 и проходящие продольно, расположенные на расстоянии друг от друга по окружности стрингеры 72, которые присоединены к секциям 52, 54 обшивки с использованием способов прикрепления, соединения с образованием связи или других способов. Несколько проходящих поперечно напольных балок 76 прикреплены к шпангоутам 74 и частично опираются на подпорки 78, присоединенные к шпангоутам 74. Возможны другие конструкции внутреннего несущего каркаса.
Как показано на фиг. 5, каждое из окон 70 содержит оконный вырез 70а, окруженный усиливающей оконной рамой 80, присоединенной к верхней и нижней секциям 52, 54 обшивки любым подходящим средством, таким, например, как крепежные детали. Каждое из окон 70 расположено между двумя примыкающими стрингерами 72 и двумя сегментами накладок 82 примыкающего шпангоута, которые присоединены к шпангоутам 74 накладками 84 шпангоутов. Можно видеть, что стыковое соединение 56 между верхней и нижней секциями 52, 54 обшивки расположено в пределах оконного пояса 58, который проходит между стрингерами 72. Центровые линии стрингеров 72 указаны выноской 72а. Стыковое соединение 56 необязательно может проходить по всей высоте оконного пояса 58. В показанном примере центровая линия 56а стыкового соединения 56 по существу совпадает с центровой линией оконного пояса 58, однако в других вариантах осуществления эти две центровые линии могут быть несколько смещены друг относительно друга.
Как показано на фиг. 6 и 6А, и верхняя, и нижняя секции 52, 54 обшивки специально выполнены для включения утолщений 75 слоя в пределы оконного пояса 58, проходящего между примыкающими стрингерами 72, что дает толщину обшивки или размер "t" больше в пределах оконного пояса 58, чем толщина обшивки "t1" выше и ниже оконного пояса 58. Утолщения 75 продолжаются по существу по всей высоте оконного пояса 58 между стрингерами 72. Стыковое соединение 56 находится в пределах утолщений 75, используемых для усиления оконных вырезов 70а, и таким образом достигается преимущество повышенной толщины "t" обшивки, необходимой для усиления оконных вырезов 70а, чтобы они выдерживали нагрузки между верхней и нижней секциями 52, 54 обшивки. Другими словами, описанные варианты осуществления используют преимущество присутствия и расположения утолщений, необходимых для усиления оконных вырезов 70а в пределах оконного пояса 58 за счет размещения стыкового соединения 56 в пределах оконного пояса 58, тем самым устраняя необходимость наличия отдельного утолщения для стыкового соединения 56. В этом примере стыковое соединение 56 представляет собой соединение внахлест с сужением, однако, как указано выше, возможны другие конфигурации стыков.
На фиг. 6В и 6С показаны дополнительные детали стыкового соединения 56 с образованием связи (bonded splice joint), показанного на фиг. 6. Стыковое соединение 56 с образованием связи сформировано путем наложения краев 52а, 54а секций 52, 54 обшивки, соответственно. Как показано на фиг. 6С, каждая из секций 52, 54 обшивки содержит несколько слоев 86 полимера, армированного волокном, а сужающиеся края 52а, 54а содержат несколько согласующихся ступеней 88 слоев, образующих конфигурацию соединения со ступенчатым стыком. Каждая из ступеней 88 слоев может содержать один или более слоев 86, образованных ступенями слоев. Толщина "t" секций 52, 54 обшивки в пределах области стыкового соединения 56 определяется толщиной и числом слоев 86 обшивки (фиг. 6С) и выбрана такой, чтобы обшивка 73 и стыковое соединение 56 могли выдерживать все необходимые нагрузки в области оконного пояса 58. Каждая из ступеней 88 слоев формирует связываемую поверхность 90. Ступень слоя или степень сужения краев 52а, 52b может быть выбрана в соответствии с конкретным применением и может определять, по меньшей мере частично, общую величину связываемой поверхности 90, то есть доступную для создания выдерживающего нагрузку соединения с образованием связи между верхней и нижней секциями 52, 53 обшивки, соответственно. В основном, степень сужения может быть выбрана такой, чтобы соединяемые поверхности 90 обладали достаточной площадью для придания стыковому соединению 56 достаточной прочностью в пределах оконного пояса 58, и для соответствующего усиления оконных вырезов 70а, и для передачи нагрузки между секциями 52, 54 обшивки.
На фиг. 7 и 7А показан альтернативный вариант осуществления стыкового соединения 56 с образованием связи. В этом примере края 52а, 54а секций 52, 54 обшивки сужаются в противоположных направлениях и соединены с образованием связи со стыковочной полосой 92 с двойным сужением, которая может содержать несколько слоев 94 (фиг. 7А) из подходящего армированного волокном полимера, аналогично слоям секций 52, 54 обшивки. Как показано на фиг. 7А, один или более слоев 96 внешних краев 52а, 54а секций 52, 54 обшивки может быть обращен и примыкать к другому в основном в области центровой линии 56а соединения 56, формируя стыковой шов 97, расположенный поверх стыковочной полосы 92. Однако в других вариантах осуществления слои 96 могут не примыкать друг к другу, и возможен небольшой промежуток (не показан) между слоями 96 на внешних краях 52а, 52b. В случае вариантов осуществления, показанных на фиг. 5-7А, механические крепежные детали 87 (фиг. 5), используемые для присоединения оконных рам 80 и накладок 82 рам к верхней и нижней обшивкам 52, 54, могут функционировать для замедления или предотвращения распространения какого-либо разделения стыка, возникающего в секциях 52, 54 многослойной обшивки, в то же самое время также обеспечивая пути передачи чрезмерной нагрузки. Возможны другие конфигурации соединения с образованием связи с использованием присоединенной стыковочной полосы, включая, но не ограничиваясь этим, конфигурации, в которых стыковочная полоса 92 формирует ступенчатые соединения внахлест или соединения в замок с верхней и нижней секциями 52, 54 обшивки.
В качестве альтернативы описанному выше способу, в котором стыковое соединение 56 между верхней и нижней секциями 52, 54 обшивки сформировано посредством соединения с образованием связи, вместо этого может быть использован способ механического крепления для формирования стыкового соединения 56. Например, как показано на фиг. 8-10, в продольном стыковом соединении 56, расположенном в пределах оконного пояса 58, используются подходящие механические крепежные детали 87 для соединения верхней и нижней секций 52, 54 обшивки. Как показано на фиг. 8, центровая линия 56а стыкового соединения 56 проходит по существу через центр оконных вырезов 70а, в пределах оконного пояса 58. Верхняя и нижняя секции 52, 54 обшивки образуют линию 85 стыка. Небольшой промежуток (не показан) может присутствовать между секциями 52, 54 обшивки по линии 85 стыка. Далее станет очевидно, что секции 52, 54 многослойной обшивки утолщены дополнительными слоями в пределах оконного пояса 58, чтобы усилить оконные вырезы 70а, аналогично вариантам осуществления, описанным выше со ссылкой на фиг. 5-7.
Как показано в деталях на фиг. 9, 9А, 9В, 9С и 9D, оконные рамы 80 сформированы из подходящего жесткого материала, такого как металл или композитный материал. Каждая из оконных рам 80 содержит участок 80а рамы, окружающий и усиливающий оконные вырезы 70а, и участки 80b продольных накладок, сформированные как одно целое с участками 80а рам. Участки 80b накладок по существу совмещены с центровой линией 56а и покрывают линию 85 стыка между верхней и нижней обшивками 52, 54 соответственно. В действительности оконные рамы 80 формируют ряд внутренних накладок (стыковочных пластин) 93, соответственно, в пределах отсеков 65, которые формируют одиночное соединение внахлест между верхней и нижней секциями 52, 54 обшивки вдоль линии 85 стыка. Как показано на фиг. 9А, 9В, 9С и 9D, верхняя и нижняя секции 52, 54 обшивки специально выполнены с наличием утолщений 75 слоя в пределах оконного пояса 58, проходящего между соседними стрингерами 72, что приводит к толщине или размеру обшивки "t", то есть большей в пределах оконного пояса 58, чем толщина обшивки "t1" выше и ниже оконного пояса 58. Утолщения 75 продолжаются по существу по всей высоте оконного пояса 58 между стрингерами 72. Стыковое соединение 56, сформированное оконными рамами 80, содержащее участки 80b накладок, лежит в пределах области, содержащей утолщения 75, и таким образом достигается преимущество повышенной толщины обшивки "t", необходимой для усиления окон 70, чтобы выдерживать нагрузки между верхней и нижней секциями 52, 54 обшивки. Как показано на фиг. 9, подходящие крепежные детали 87 присоединяют оконные рамы 80, содержащие участки 80b накладок, и к верхней, и к нижней секциям 52, 54 обшивки.
Как показано на фиг. 9, надставки 80b накладок оконных рам 80 могут быть несколько разнесены, чтобы они образовывали промежутки 105 между соседними оконными рамами. Также имеется промежуток 95 между шпангоутами 74 верхнего и нижнего цилиндрических отсеков 48, 50, соответственно. Как показано на фиг. 10, чтобы соединить шпангоуты 74 верхнего и нижнего цилиндрических отсеков 48, 50 друг с другом, накладки 98 шпангоутов устанавливают между шпангоутами 74 и присоединяют к ним, накрывая промежутки 95 и 105 (фиг. 9). Накладки 98 шпангоутов также прикреплены к верхней и нижней секциям 52, 54 обшивки.
На фиг. 11-14 показан другой вариант осуществления стыкового соединения 56, в котором используется механическое крепление, позволяющее уменьшить любое смещение центра формы и/или изгибающие моменты, которые могут присутствовать в стыковом соединении со сдвигом в одной плоскости, показанном на фиг. 8-10. Как и в случае предыдущих примеров, верхняя и нижняя секции 52, 54 обшивки обладают повышенной толщиной в области оконного пояса 58 для усиления оконного выреза и стыкового соединения.
Как показано на фиг. 13 и 14, смежные края верхней и нижней секций 52, 54 обшивки являются ступенчатыми, для, соответственно, формирования внешних выемок 102, 104 вдоль оконного пояса 58. Края верхней и нижней секций 52, 54 обшивки выровнены в непосредственной близости друг от друга, с небольшим промежутком между ними, вдоль линии 106 стыка между верхней и нижней секциями 52, 54 обшивки. Внешняя накладка 100 расположена в пределах сужающихся выемок 102, 104 верхней и нижней секций 52, 54 обшивки. Внешняя поверхность 114 (фиг. 14) внешней накладки 100 может быть размещена по существу заподлицо с внешним периметром 112 обшивки. Внешняя накладка 100 накладывается на линию 106 стыка верхней и нижней секций 52, 54 обшивки. Стыковое соединение 56 дополнительно содержит множество внутренних накладок 108, которые наложены заподлицо относительно внутреннего периметра 115 секций 52, 54 обшивки, и поверх линии 106 стыка. Таким образом, верхняя и нижняя секции 52, 54 обшивки обращены к и захвачены между внешней накладкой 100 и внутренними накладками 108, формируя двухсрезное соединение между верхней и нижней секциями 52, 54 обшивки. Подходящие крепежные детали 110 прикрепляют внешнюю и внутреннюю накладки 100, 108 друг к другу и к верхней и нижней секциям 52, 54 обшивки. Любые промежутки 107 (фиг. 14), которые могут существовать между внешней накладкой 108 и секциями 52, 54 обшивки внутри выемок 102, 105, могут быть заполнены предназначенным для использования в авиации наполнителем (не показан), подходящим для этого применения.
На фиг. 15 укрупненно показаны этапы способа изготовления сборки 45 цилиндрических отсеков фюзеляжа типа, показанного на фиг. 3 и 4, с использованием способа соединения с образованием связи, описанного выше в связи с фиг. 5, 6 и 6А. Верхний и нижний цилиндрические отсеки 48, 50, соответственно, изготавливают одновременно на этапах 116, 118, включая уплотнение краев секций 52, 54 обшивки, соединяемых продольным стыковым соединением у оконного пояса. В качестве части последовательности 116, верхнюю секцию 52 обшивки и стрингеры 72 собирают на этапе 120. На этапе 122 собранную верхнюю секцию 52 обшивки и стрингеры 72 совместно отверждают с использованием обычных способов, таких как отверждение в автоклаве, хотя возможно отверждение вне автоклава. Возможны другие способы сборки верхней секции 52 обшивки и стрингеров 72, включая использование механических крепежных деталей. На этапе 124 шпангоуты 74 и другие механически закрепляемые компоненты, такие как пластины для усиления вырезов (не показаны), присоединяют с использованием механических крепежных деталей или других подходящих средств, чтобы выполнить сборку верхней секции 52 обшивки и стрингеров 72.
Нижний цилиндрический отсек 50 собирают в соответствии с последовательностью 118, аналогичной последовательности 116, описанной выше. На этапе 126 выполняют сборку нижней секции 54 обшивки и соответствующих стрингеров 72, и на этапе 128 собранные нижнюю секцию 54 обшивки и стрингеры 72 совместно отверждают. Затем на этапе 130 присоединяют шпангоуты 74 и любые другие механически закрепленные компоненты, такие как усиливающие детали вырезов обшивки, используя крепежные детали или другие подходящие средства, чтобы выполнить сборку нижней секции 54 обшивки и стрингеров 72. На верхний и нижний цилиндрические отсеки 48, 50, собранные и отвержденные, затем, на этапе 132, наносят подходящий связующий адгезив на сопрягаемые поверхности стыкового соединения 56. Более конкретно, связующий адгезив может быть нанесен на противоположные соединяемые поверхности 90 (фиг. 6С) сужающихся краев 52а, 54а стыкового соединения 56. На этапе 134 верхний и нижний цилиндрические отсеки 48, 50 располагают в подходящем сборочном приспособлении, где сужающиеся края обшивки совмещают друг с другом путем наложения, как показано на фиг. 6. Следует отметить, что этап 132, включающий нанесения адгезива на стыкуемые поверхности, может быть выполнен после расположения верхней и нижней половин цилиндрических отсеков в сборочном приспособлении для стыкового соединения на этапе 134.
На этапе 136 верхний и нижний цилиндрические отсеки 48, 50 соединяют друг с другом посредством вторичной операции соединения с образованием связи, которая может быть выполнена, например, и без ограничения, внутри автоклава, где отверждают связующий адгезив, тем самым, соединяя цилиндрические секции друг с другом в пределах оконного пояса 58. Также возможно отверждение связующего адгезива вне автоклава. На этапе 138 оконные отверстия 70а могут быть вырезаны в верхней и нижней секциях 52, 54 обшивки при подготовке к установке оконных рам 80. Затем, на этапе 140 устанавливают сегменты накладок рам и накладки 82, 84 рам соответственно, чтобы соединить секции 74 шпангоутов верхнего и нижнего цилиндрических отсеков.
На фиг. 16 показаны все этапы способа изготовления сборки 45 цилиндрических отсеков с использованием стыкового соединения 45, с применением присоединенной с образованием связи стыковочной полосы 92, как описано выше в связи с фиг. 7 и 7А. Верхняя и нижняя цилиндрические сборки 48, 50 собирают в соответствии с последовательностью этапов, обозначенной номерами 116, 118, аналогично способу, описанному выше в связи с фиг. 15. На этапе 142 изготавливают стыковочную полосу 92, и на этапе 144 подходящий связующий адгезив наносят на поверхности стыкового соединения, включая стыковочную полосу 92. На этапе 146 верхний и нижний цилиндрические отсеки 48, 50 размещают в сборочном приспособлении, и края верхней и нижней секций 52, 54 обшивки совместно располагают с краями стыковочной полосы 92. На этапе 148 цилиндрические отсеки 48, 50 соединяют друг с другом с помощью стыковочной полосы 92 посредством вторичной операции соединения с образованием связи, при которой необработанную стыковочную полосу 92 со связующим адгезивом отверждают, например, в автоклаве, хотя также возможно отверждение вне автоклава. На этапе 150 отверстия 70а оконных вырезов могут быть сформированы в верхней и нижней секциях 52, 54 обшивки, после чего на этапе 152 сегменты 82 накладок шпангоутов и накладки 84 шпангоутов устанавливают для соединения секций 74 шпангоутов, и устанавливают оконные рамы.
На фиг. 17 укрупненно показаны этапы способа изготовления сборки 45 цилиндрических отсеков, в которой стыковое соединение 56 сформировано с использованием механических крепежных деталей и внутренних оконных рам 80 с участками 80b накладок, описанными выше в связи с фиг. 8-10. В этом варианте осуществления верхний и нижний цилиндрические отсеки 48, 50 собирают одновременно в соответствии с последовательностями 116, 118 аналогично последовательностям, показанным на фиг. 15 и 16. На этапе 154 верхний и нижний цилиндрические отсеки 48, 50 размещают в подходящем сборочном приспособлении для стыковки, в котором края верхней и нижней секций 52, 54 обшивки совместно расположены друг относительно друга. На этапе 156 изготавливают оконные рамы 80 с участками 80b накладок. На этапе 158 верхний и нижний цилиндрические отсеки 48, 50 соединяют друг с другом, как показано на фиг. 8-10. На этапе 160 оконные отверстия 70а могут быть вырезаны в верхней и нижней секциях 52, 54 обшивки. В альтернативном варианте оконные отверстия 70а могут быть сформированы до этапа 154 путем вырезания каждой стороны цилиндрических отсеков 48, 50 до того, как они будут помещены в сборочное приспособление для стыковки. Наконец, на этапе 162 устанавливают накладки 98 шпангоутов, которые соединяют секции 74 шпангоутов.
На фиг. 18 показаны все этапы способа изготовления сборки 45 цилиндрических отсеков с использованием механического стыкового соединения 56 типа, описанного выше в связи с фиг. 11-14, в котором используются внешние и внутренние накладки 100, 108 соответственно. Верхний и нижний цилиндрические отсеки 48, 50 собирают на этапах 116, 118, как в описанных выше способах. На этапе 164 верхний и нижний цилиндрические отсеки 48, 50 размещают в сборочном приспособлении, и совместно размещают сужающиеся края верхней и нижней секций 52, 54 обшивки. На этапе 166 изготавливают внешнюю накладку 100, а на этапе 168 изготавливают внутренние накладки 108. На этапе 170 внешнюю и внутренние накладки 108, 100 используют для соединения секций 52, 54 обшивки. На этапе 172 оконные отверстия 70а могут быть вырезаны в верхней и нижней обшивках 52, 54. В альтернативном варианте оконные отверстия 70а могут быть сформированы до этапа 164 путем вырезания каждой стороны цилиндрических отсеков 48, 50 до их размещения в сборочном приспособлении. Наконец, на этапе 174 устанавливают накладки 98 шпангоутов, которые соединяют секции 74 шпангоутов.
Описание различных предпочтительных вариантов осуществления представлено для целей иллюстрации и описания и не предполагается всеобъемлющим или ограниченным вариантами осуществления в описанном виде. Многие модификации и варианты очевидны для специалистов в этой области техники. Кроме того, различные предпочтительные варианты осуществления могут обеспечивать различные преимущества по сравнению с другими предпочтительными вариантами осуществления. Выбранный вариант осуществления или варианты осуществления, выбраны и описаны для наилучшего пояснения принципов данных вариантов осуществления, практического применения, а также для того, чтобы позволить другим специалистам в этой области понять описание различных вариантов осуществления с различными модификациями, которые подходят для конкретного предполагаемого использования.
Автоматизированная система визуального осмотра
Комплект соединения и способ сборки такового
Сравнение паноптически визуализируемых документов
Электропроводящее втулочное соединение с конструкцией для пути тока
Ромбовидное окно для композитного и/или металлического каркаса летательного аппарата
Токорассеивающее соединительное устройство транспортирования текучей среды
Система и способ моделирования мощного пироудара
Система и способ отделения диоксида углерода
Слоистые волокнистые композиты для решения баллистических задач
Контолируемая адгезия волокна к матрице в полимер-волоконных композитах
Автоматизированная система визуального осмотра
Комплект соединения и способ сборки такового
Сравнение паноптически визуализируемых документов
Электропроводящее втулочное соединение с конструкцией для пути тока
Ромбовидное окно для композитного и/или металлического каркаса летательного аппарата
Токорассеивающее соединительное устройство транспортирования текучей среды
Система и способ моделирования мощного пироудара
Система и способ отделения диоксида углерода
Слоистые волокнистые композиты для решения баллистических задач
Контолируемая адгезия волокна к матрице в полимер-волоконных композитах

