СПОСОБ СТРУКТУРИРОВАНИЯ ПРЕССУЮЩЕЙ ЛЕНТЫ
Вид РИД
Изобретение
Изобретение относится к способу структурирования прессующей ленты из металла, содержащей участки поверхности с трехмерными тиснящими структурами, переносимыми на декоративные плиты, причем на наружную поверхность прессующей ленты наносят покрытие, а затем путем удаления материала с прессующей ленты или его нанесения на непокрытые участки последней формируют тиснящие структуры, причем нанесение покрытия производят методом печати с цифровым управлением, при котором покрытие наносится в капельной форме.
Кроме того, изобретение относится к прессующей ленте из металла, содержащей участки поверхности с трехмерными тиснящими структурами, переносимыми на декоративные плиты.
Кроме того, предметом изобретения является способ изготовления декоративной плиты с помощью прессующей ленты из металла, содержащей участки поверхности с трехмерными тиснящими структурами, переносимыми на декоративные плиты.
При изготовлении декоративных плит, содержащих наряду с изображением также корреспондирующую с изображением трехмерную поверхностную структуру, для получения желаемого визуального отпечатка может потребоваться совмещение изображения с поверхностной структурой. Это совмещение в данном документе называют «синхронизацией». Этой синхронизации большое значение придается прежде всего при изготовлении деревянных декоративных плит. При этом в первую очередь с соответствующими трехмерными тиснящими структурами должны синхронизироваться текстуры или поры на поверхности из дерева.
У таких декоративных плит снабженный изображением поверхности из дерева и пропитанный материал подложки обычно наносится на несущую плиту, и с помощью прессующей ленты вытисняется соответствующая трехмерная структура. Такой способ известен, например, из АТ 500312 В1. Соответствующие прессующая лента и способ вышеупомянутого типа для изготовления такой прессующей ленты стали известны также из публикации европейского патента ЕР 1395443 В1.
Недостатком известных способов изготовления декоративных плит является то, что в результате удлинения прессующей ленты во время производства могут произойти изменения длины и ширины тиснящих структур ленты. В то же время эти изменения геометрии тиснящих структур препятствуют синхронизации между трехмерной структурой декоративной плиты и изображением на ней.
Поэтому задачей изобретения является обеспечение по возможности более строгой синхронизации между трехмерными структурами, вносимыми в декоративную плиту прессующей лентой, и изображением, нанесенным на декоративную плиту.
Эта задача решается с помощью прессующей ленты вышеуказанного типа согласно изобретению таким образом, чтобы перед структурированием прессующих лент длина и ширина тиснящих структур определялись с учетом ожидаемого удлинения прессующей ленты в рабочем режиме.
Благодаря учету ожидаемого удлинения ленты при структурировании лент этот дефект, проявляющийся в рабочем режиме лент, может компенсироваться еще при изготовлении лент, и тем самым при изготовлении декоративных плит может обеспечиваться строгая синхронизация тиснящих структур с декоративным изображением.
Согласно одному из предпочтительных вариантов изобретения предусмотрено, чтобы две тиснящие структуры, последовательно расположенные в продольном направлении прессующей ленты, отделялись друг от друга участком поверхности прессующей ленты. Различия в длине ленты при изготовлении лент разной длины могут компенсироваться за счет свободных пространств между тиснящими структурами. Таким образом, идентичные декоративные плиты могут изготавливаться даже лентами, различающимися по длине.
Один из благоприятных усовершенствованных вариантов осуществления изобретения предусматривает, чтобы в участок поверхности прессующей ленты, расположенный между тиснящими структурами, внедрялась промежуточная структура, отличная от тиснящих структур. В случае промежуточной структуры речь предпочтительным образом идет о нейтральной структуре, т.е. о структуре, не имеющей, например, никаких разветвлений, древесных пор и т.п., а имеющей лишь простую геометрическую структуру. В случае промежуточной структуры речь может идти, например, о нескольких параллельных линиях, ромбах, решетках и т.д. При промежуточной структуре особенно предпочтительно речь идет об узоре, очень напоминающем основной узор тиснящей структуры, однако не содержащем в отличие от него никаких характерных мест, как, например, сучков.
На основе габаритов, принятых в промышленности, на одной несущей плите приняты два повтора тиснящих структур (т.е. два декора). Особенно предпочтительным в этой связи оказалось внесение в прессующую ленту и/или на нее нечетного числа тиснящих структур. Таким образом, достигается очень хорошее самоочищение прессующей ленты в рабочем режиме. Обычно структуры втисняются в бумаги, пропитанные смолой, причем в местах, где на плите нет никакой печати, происходит пригорание смолы. Здесь следует указать на то, что понятие «бумага», пропитанная смолой, в этом документе используется в качестве синонима для всех видов пластично отверждаемых пленок или для пленочных материалов, пропитанных пластично отверждаемым материалом. С помощью нечетного числа тиснящих структур (раппортов) можно добиться того, чтобы каждое свободное пространство между двумя тиснящими структурами в процессе изготовления обжималось и тем самым очищался. Этот эффект достигается или усиливается за счет того, что интервалы между тиснящими структурами и тем самым величины свободных пространств варьируются.
Предпочтительный вариант осуществления изобретения предусматривает, чтобы удлинение прессующей ленты рассчитывалось на основе эффективной толщины прессующей ленты. При этом эффективная толщина ленты может соответствовать величине минимального интервала между наружной и внутренней сторонами прессующей ленты после изготовления структуры.
Вышеупомянутая задача в случае прессующей ленты вышеупомянутого типа согласно изобретению решается также путем ее структурирования способом согласно изобретению.
Один из предпочтительных вариантов осуществления предусматривает, чтобы прессующая лента содержала нечетное число прессующих структур. Предусмотрено может быть также, чтобы интервалы между тиснящими структурами были разными.
Задача, положенная в основу изобретения, решается способом изготовления декоративной плиты вышеуказанного типа таким образом, чтобы использовалась прессующая лента согласно изобретению.
Один из особенно предпочтительных усовершенствованных вариантов осуществления изобретения предусматривает, чтобы несущие плиты, используемые для изготовления декоративных плит, с помощью транспортирующего устройства подавались на участок прессования, на котором установлена прессующая лента, причем чтобы полотно пластично отверждаемой пленки или полотно с пленочным материалом, пропитанным пластично отверждаемым материалом, непрерывно подавалось на участок прессования и спрессовывалось прессующей лентой с несущими плитами.
Ниже изобретение вкупе с другими преимуществами более подробно поясняется со ссылкой на несколько неограничивающих примеров выполнения, изображенных на чертежах. На них, соответственно, весьма упрощенно схематически изображено:
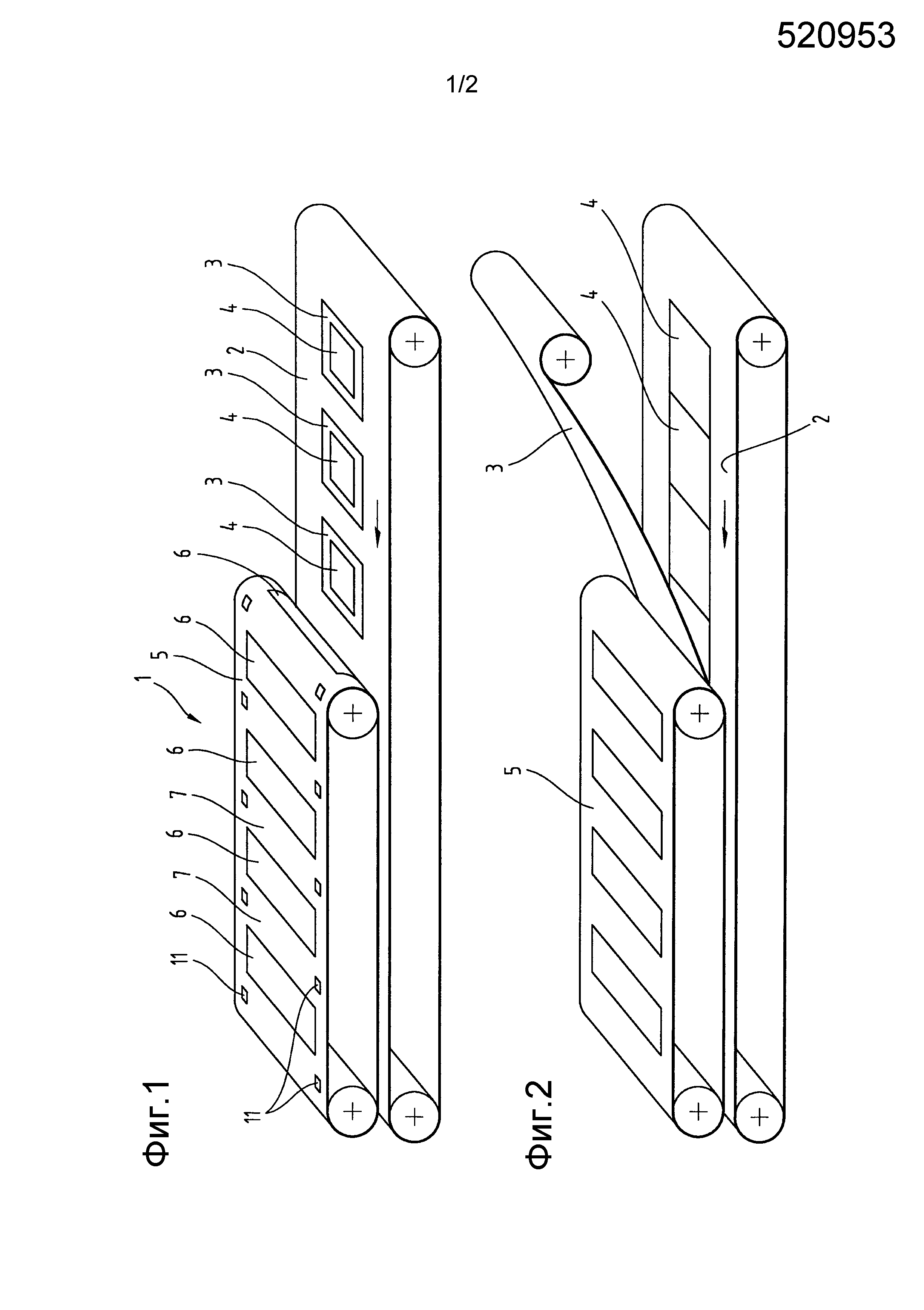
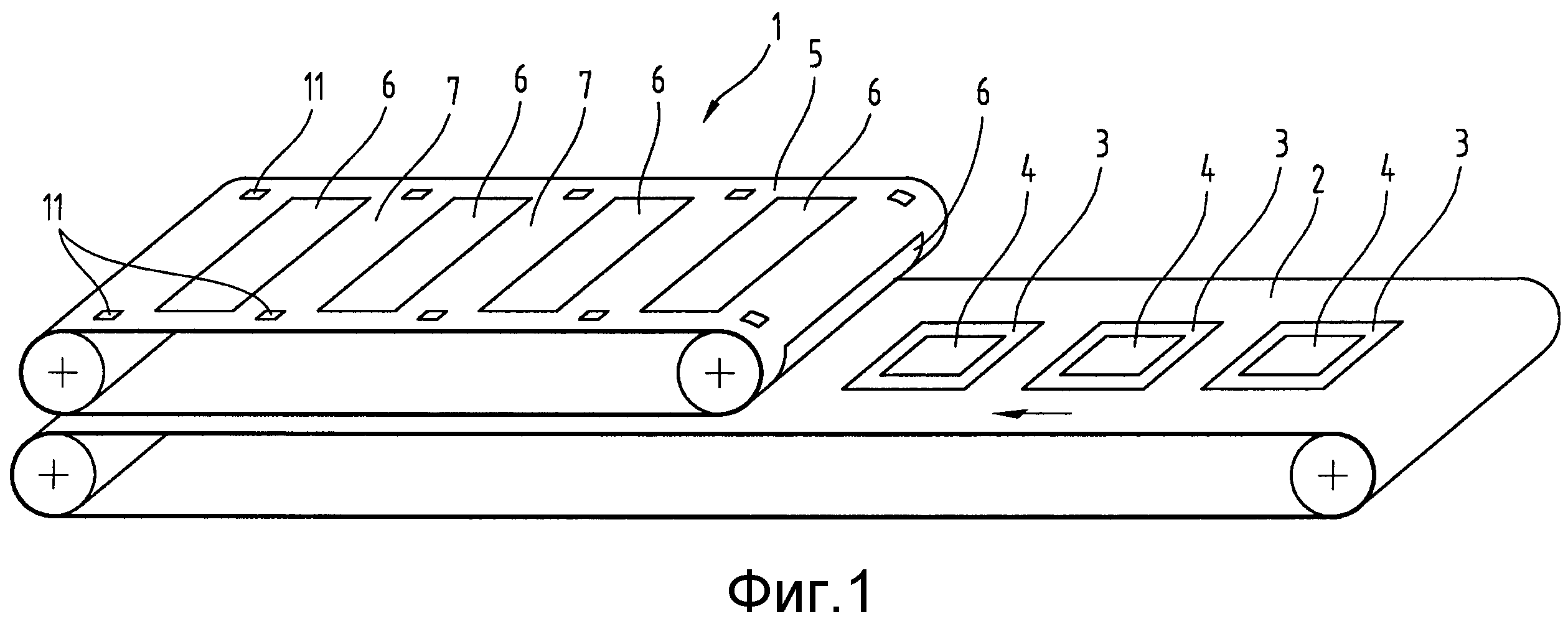
Фиг. 1 - устройство для изготовления декоративных плит в перспективе;
Фиг. 2 - другой вариант устройства для изготовления декоративных плит в перспективе;
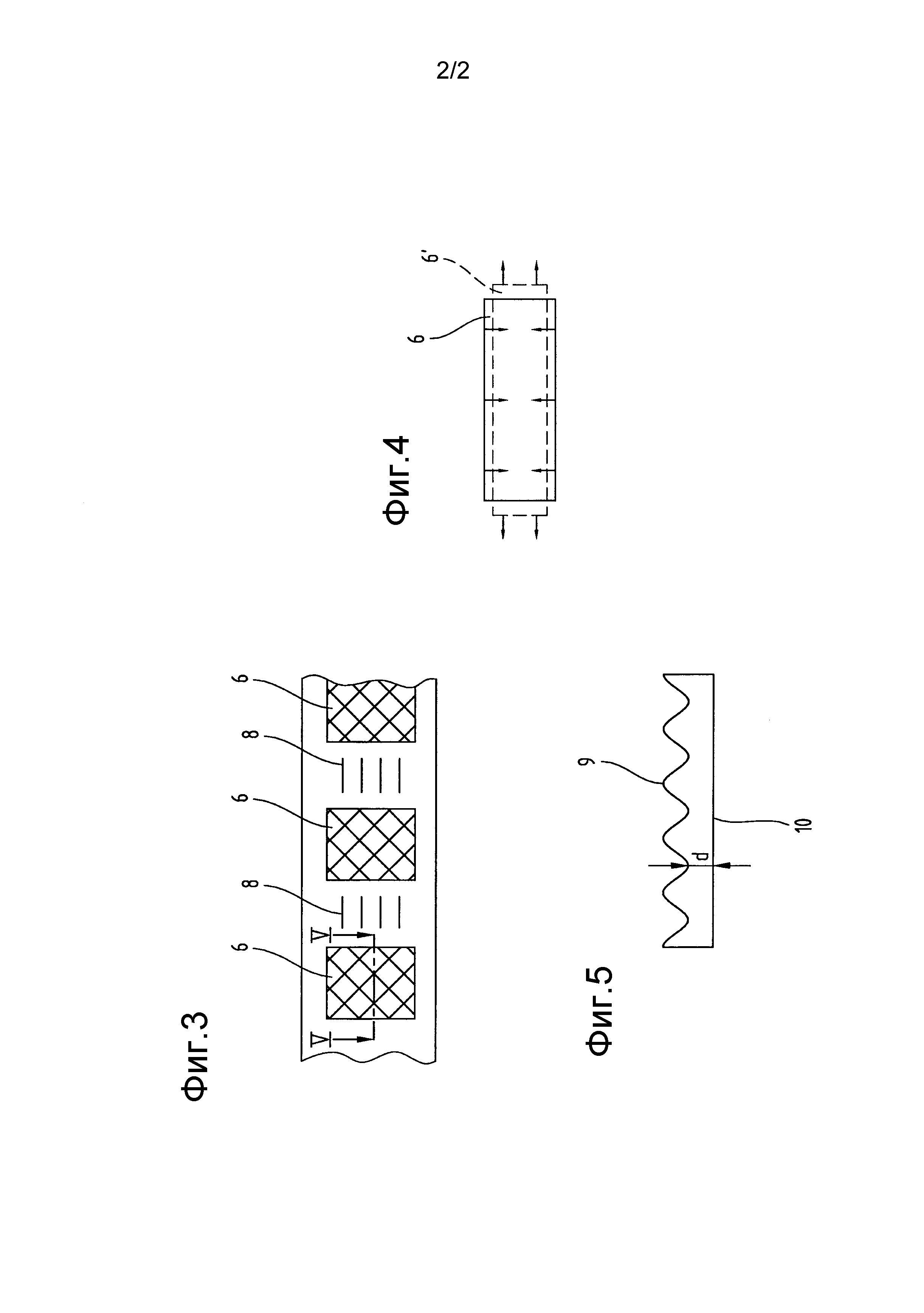
Фиг. 3 - вид сверху участка прессующей ленты согласно изобретению;
Фиг. 4 - вид сверху тиснящей структуры прессующей ленты согласно изобретению;
Фиг. 5 - сечение по линии V-V на фиг. 3.
Вначале следует констатировать, что в различных описанных вариантах осуществления одинаковые детали снабжаются одинаковыми позициями или одинаковыми обозначениями конструктивных элементов, причем раскрытия, содержащиеся во всем описании, по смыслу могут переноситься на одинаковые детали с одинаковыми позициями или с одинаковыми обозначениями конструктивных элементов. Указания положений, выбранные в описании, как, например, сверху, снизу, сбоку и т.д., также относятся к непосредственно описываемой или изображаемой фигуре и при изменении положения по смыслу должны переноситься на новое положение. Кроме того, отдельные признаки или комбинации признаков из разных изображенных и описанных примеров выполнения сами по себе также могут представлять собой самостоятельные изобретательские решения или решения согласно изобретению.
Все данные касательно области значений в предметном описании следует понимать таким образом, что они содержат любые и все подобласти из нее, указание 1-10 следует понимать, например, так, что охвачены все подобласти, начиная от нижней границы 1 и верхней границы 10, т.е. все подобласти начинаются с нижней границы 1 или выше, а заканчиваются у верхней границы 10 или ниже, например, 1-1,7 или 3,2-8,1, или 5,5-10.
Согласно фиг. 1 устройство для изготовления декоративных плит, например ламинатов с поверхностным декором из дерева или декоративных плит с поверхностным декором из камня, содержит две прессующие ленты 1. При этом на нижней ленте 2 расположены несущие плиты 3, на которых имеется бумага с набивкой, пропитанная смолой или чем-либо в этом роде. Даже если здесь изображено нечто иное, бумага 4 покрывает поверхность несущих плит 3, служащую поверхностью прилегания, по существу полностью.
Кроме того, предусмотрена прессующая лента 5, содержащая тиснящие структуры 6, впрессовываемые для получения в декоративной плите соответствующей трехмерной структуры в бумагу 4, пропитанную смолой.
Тиснящие структуры 6 прессующей ленты 5 дистанцированы друг от друга участками 7 поверхности, именуемыми в дальнейшем свободными пространствами как это видно, например, на фиг. 3. На фиг. 3 видно также, что свободные пространства могут иметь промежуточную структуру 8, отличающуюся от тиснящих структур и содержащую «нейтральный узор», как, например, простые геометрические структуры, такие как: прямые параллельные линии, решетки и т.п. В случае промежуточной структуры особенно предпочтительно речь идет об узоре, обнаруживающем большие сходства с основным узором, содержащим, однако, в отличие от него характерные места, например, сучки.
Кроме того, в прессующей ленте 5 могут быть предусмотрены еще маркировки 11, например, в виде шлицов, поверхностных структур, цветных маркировок и т.п., чтобы на основании этих маркировок легче определялось удлинение ленты или фактическое положение ленты при непрерывном производстве. При обнаружении отклонения от заданного положения это, например, тот случай, когда нарушается синхронизация между тиснящими структурами 6 и декоративным изображением, лента для коррекции положения может быть, например, заторможена и растянута.
Для обеспечения тиснения декоративных плит возможно более синхронного с изображением между отдельными несущими плитами 3 могут предусматриваться интервалы. Скорость вращения прессующей ленты 5, которая может быть выполнена в виде бесконечной ленты, и ленты 2 соответствующим образом согласованы между собой. Поверхности тиснящих структур также подогнаны под размер изготавливаемых декоративных плит. Сбои в синхронизации между тиснящими структурами и декоративными изображениями могут компенсироваться за счет повышения или снижения скорости подачи несущих плит 3.
На фиг. 2 изображено другое устройство для изготовления декоративных плит с трехмерной поверхностной структурой. В отличие от варианта осуществления, изображенного на фиг. 1, бумага 4, пропитанная смолой, являющаяся носителем декоративных изображений, может подаваться непрерывно без необходимости в разрезке перед прессующей лентой. Для этого бумага 4, пропитанная смолой, может сматываться с накопительного рулона. В этом варианте осуществления несущие плиты 3 могут устанавливаться в ряд друг за другом без интервала или подаваться на участок прессовки, на котором расположена прессующая лента 5, с заранее определенным интервалом между ними.
Как показано на фиг. 4, при эксплуатации прессующей ленты 5 происходит удлинение ленты в продольном направлении, вследствие чего окружная геометрия ненагруженной тиснящей структуры 6 под действием нагрузки переходит в окружную геометрию тиснящей структуры 6'. Эти изменения в геометрии окружных структур приводят к тому, что обеспечение строгости синхронизации тиснящей структуры с декоративным изображением затрудняется.
В соответствии со способом структурирования прессующей ленты согласно изобретению на наружную поверхность с помощью метод печати с цифровым управлением в капельной форме наносится покрытие, а затем путем удаления материала с прессующей ленты или его нанесения на непокрытые участки последней формируются тиснящие структуры.
Для решения вышеупомянутой проблемы изменения геометрии тиснящих структур во время эксплуатации лент их длина и ширина перед структурированием определяются с учетом ожидаемого удлинения прессующей ленты в рабочем состоянии. Ожидаемое удлинение ленты самим по себе известным образом рассчитывается по модулю упругости и происходящему рабочему натяжению. Поскольку в случае прессующей ленты речь идет о плоскостном теле, вместо натяжений могут приниматься в расчет потоки и зависящий от толщины модуль упругости, соответствующий жесткости. При этом оправдало себя то, что в качестве толщины ленты при модуле упругости, зависящем от толщины, используется эффективная длина d ленты, соответствующая, как показано на фиг. 5, минимальному интервалу между передней 9 и задней стороной 10 ленты.
Для ожидаемого удлинения может использоваться также величина, известная из других аналогичных лент, определяемая при известных условиях эмпирическим путем.
Затем размеры тиснящей структуры масштабируется таким образом, чтобы в рабочих состояниях они соответствовали заданным размерам. При этом можно отталкиваться, например, от известных габаритов декоративного изображения и от расположения характерных точек декоративного изображения, как, например, древесных пор или цветов. Положение характерных точек, линий и габариты декоративного изображения определяют заданные параметры для расположения тиснящих структур 6 в рабочем состоянии. Затем, исходя из этих заданных параметров рабочего состояния, на основе удлинения в продольном направлении и поперечного сжатия заданные параметры рабочего состояния пересчитываются в необходимые для структурирования параметры для участков, покрываемых с помощью печатающего устройства. В простейшем случае изготовленная тиснящая структура 6 может быть обжата в продольном направлении ленты относительно рабочего состояния прессующей ленты 5 на величину ожидаемого при эксплуатации продольного изменения и растянута в поперечном направлении ленты.
Примеры выполнения демонстрируют возможные формы исполнения бесконечной ленты согласно изобретению или способа изготовления бесконечной ленты согласно изобретению, причем здесь следует заметить, что изобретение не ограничено специально представленными вариантами осуществления, а более того, возможны также различные комбинации отдельных вариантов осуществления между собой, и эта возможность варьирования на основе идеи для технического действия с помощью предметного изобретения зависит от умения специалиста, работающего в этой области техники. Таким образом, речь идет и обо всех мыслимых вариантах осуществления, возможных благодаря комбинациям отдельных деталей представленного и описанного варианта осуществления, а также обо всех других неописанных и непредставленных вариантах осуществления, попадающих под дословный текст независимых пунктов формулы изобретения и под действие патента.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1. Двухленточный пресс
2. Лента
3. Несущая плита
4. Бумага
5. Прессующая лента
6. Тиснящая структура
6'. Тиснящая структура
7. Участок поверхности
8. Промежуточная структура
9. Наружная сторона ленты
10. Внутренняя сторона ленты
11. Маркировка
Способ изготовления бесконечной ленты

