Результат интеллектуальной деятельности: ГИЛЬЗА ЦИЛИНДРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления, в частности термическим напылением, тонкостенной гильзы цилиндра для установки в блоке цилиндров, а также к гильзе цилиндра, изготовленной таким способом.
ПРЕДШЕСТВУЮЩИЙ УРОВЕНЬ ТЕХНИКИ
В двигателях без гильз цилиндров в блоке цилиндров должен использоваться материал, который удовлетворяет преимущественным требованиям, которые обусловлены непосредственным контактом пары трения цилиндра с поршнем или поршневыми кольцами. В частности, требуется высокая износостойкость и низкое трение. Имеются также второстепенные требования, такие как низкая масса, низкая стоимость материала, низкая стоимость изготовления и высокая теплопроводность. В двигателях с блоком цилиндров без гильз трудно и даже невозможно совместить удовлетворение этих требований.
Использование гильз цилиндров в двигателях внутреннего сгорания позволяет использовать для блоков цилиндров другой материал, который удовлетворяет лишь основным существенным требованиям. В отличие от него гильза цилиндра может быть оптимизирована специально для выполнения требований износостойкости и низкого трения. Поскольку по сравнению с блоком цилиндров приходящаяся на гильзу цилиндра доля материала относительно низка, здесь могут использоваться более высококачественные и более дорогие материалы без решающего влияния на общие затраты.
Из уровня техники известен способ изготовления гильз цилиндров из легких металлов для термического соединения с цилиндрами блока цилиндров (см. брошюру "Überholung von Aluminium Motoren" («Ремонт алюминиевых двигателей») фирмы MSI Motor Service International GmbH, выпуск 03/99). Такие гильзы изготавливают с помощью процесса напыления и уплотнения с последующей механической обработкой. Однако эти гильзы, продаваемые на рынке под маркой Alusil®, имеют невысокую износостойкость рабочей поверхности цилиндра. Кроме того, здесь требуется дорогостоящий процесс обнажения кристаллов кремния при окончательной обработке рабочих поверхностей цилиндров.
Алюминиево-кремниевые гильзы цилиндров, продаваемые на рынке по маркой Silitec®, или цилиндровые рабочие поверхности из многокомпонентных сплавов (Alusil®, Lokasil®) имеют высокую теплопроводность. Износостойкость цилиндровых рабочих поверхностей определяется частицами кремния, выступающими после хонингования. Технологически в литых материалах может достигаться максимальное содержание кремния около 20%. В материалах, полученных напылением и сжатием, могут достигаться более высокие доли кремния; однако по условиям процесса это приводит к повышению стоимости конструктивных деталей. Вследствие высокой механической нагрузки в новых двигателях, например, в двигателе внутреннего сгорания с принудительным зажиганием и прямым впрыском бензина, при обычных алюминиево-кремниевых сплавах величины механической прочности близки к предельным.
Далее в качестве гильз цилиндров известны вкладыши Slip-Fit-Liner (вкладыши скользящей посадки) из серого чугуна. Вкладыш изготавливают механически из отходов чугунных труб. Для достижения требуемой шероховатости поверхности и цилиндрической формы наружный диаметр подвергают шлифовке. Для установки гильз из серого чугуна необходимо, чтобы при комнатной температуре гильза имела диаметр больше диаметра отверстия блока цилиндров. Затем диаметр по меньшей мере одной из двух соединяемых деталей за счет теплового расширения изменяют таким образом, что гильза надежно вставляется в блок цилиндров. В общем случае это осуществляется нагреванием блока цилиндров, поскольку из-за более низкого коэффициента теплового расширения серого чугуна одного только охлаждения гильзы недостаточно. Это делает установку гильз из серого чугуна трудоемкой и дорогостоящей.
Другим известным видом усиления цилиндров является напыление слоев на цилиндровую рабочую поверхность. В патентном документе DE 19733205 описано покрытие цилиндровой рабочей поверхности поршневой машины на основе железа, алюминия или магния заэвтектическим алюминиево-кремниевым сплавом и/или алюминиево-кремниевым композиционным материалом и способ получения этого покрытия. Здесь покрытие наносят непосредственно на внутреннюю стенку цилиндрического отверстия в блоке цилиндров.
Для этого либо в отверстие цилиндра вводят вращающуюся вокруг ее центральной оси внутреннюю форсунку, установленную на вращающемся агрегате, и перемещают ее вдоль оси. Либо внутреннюю форсунку вводят во вращающийся блок цилиндров и перемещают ее вдоль центральной оси отверстия цилиндра для напыления покрытия на стенку цилиндра. Обычно цилиндрическая поверхность должна быть подготовлена перед покрытием с высокими затратами, например, путем придания шероховатости с помощью водяных высоконапорных струй или путем определенного профилирования с подрезами в процессе вращения.
Кроме того, нанесение покрытия непосредственно на стенку отверстия цилиндра требует либо сложного агрегата с внутренней форсункой, которая сама вращается внутри отверстия для равномерного нанесения покрытия, либо необходимо, чтобы весь блок цилиндров с отверстиями цилиндров вращался вокруг неподвижной внутренней форсунки. Оба способа трудоемки и требуют высоких затрат. Из-за размеров агрегата для нанесения покрытий может обеспечиваться надежное покрытие только отверстий цилиндров диаметром больше 80 мм.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Соответственно, задачей изобретения является создание более простого способа изготовления улучшенной гильзы цилиндра и соответствующей гильзы цилиндра, в которых могут быть устранены или, по меньшей мере, уменьшены указанные недостатки.
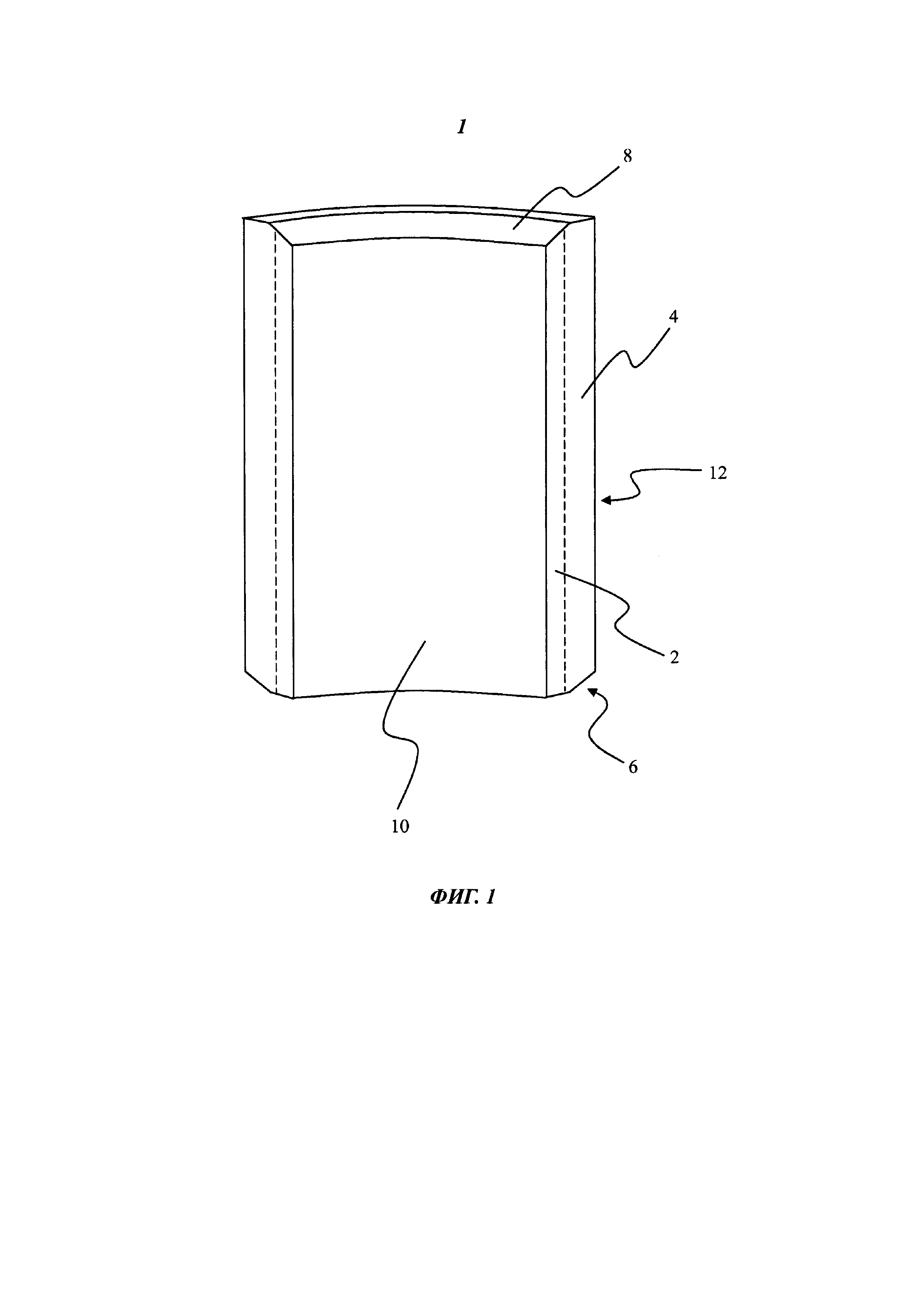
Согласно первому аспекту изобретения создан способ изготовления гильзы 10 цилиндра, содержащий: термическое напыление первого материала на модель для образования износостойкого и коррозионно-стойкого первого слоя, причем первый напыленный слой содержит: по меньшей мере 67% железа, Fe; не больше 3% углерода, C; от 0 до 20% хрома, Cr; от 0 до 10% никеля, Ni; и термическое напыление второго материала для образования второго, наружного слоя 4 на первом, внутреннем слое 2, причем второй напыленный слой содержит алюминий, алюминиевый сплав или многокомпонентный материал из легкого материала и железа.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
На фиг. 1 показан отрезок гильзы 10 цилиндра согласно примеру осуществления изобретения.
СВЕДЕНИЯ. ПОДТВЕРЖДАЮЩИЕ ВОЗМОЖНОСТЬ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В соответствии с изобретением предложен способ изготовления гильзы цилиндра с помощью термического напыления.
В способе по изобретению на модель наносят первый материал для образования первого, внутреннего слоя, который в качестве существенных компонентов содержит по меньшей мере 67% Fe и не больше 3,0% C. Для улучшения коррозионной стойкости первого слоя в сплав добавляют до 20% Cr и/или 10% никеля.
В предпочтительном примере осуществления первый материал содержит по меньшей мере 70% Fe, более предпочтительно по меньшей мере 80% Fe, еще более предпочтительно по меньшей мере 90% Fe и еще более предпочтительно по меньшей мере 95% Fe. Содержание углерода не должно превышать 3%, так как иначе материал становится слишком твердым и хрупким, то есть трудным для обработки. Наступает опасность отслоения или образования трещин. Поэтому содержание углерода предпочтительно меньше или равно 2%, еще более предпочтительно меньше или равно 1%.
Далее материал может содержать от 0 до 30% Cr и от 0 до 10% Ni. Обычно эти компоненты служат для повышения коррозионной стойкости, однако означают более высокую стоимость материала или более высокую трудоемкость при последующей обработке рабочей поверхности, например при хонинговании. Однако оказалось, что изготовленный в соответствии с изобретением на этом шаге первый или внутренний слой гильзы цилиндра в действующем двигателе даже при отсутствии этих компонентов не проявляет склонности к коррозии, так что в используемом материале эти компоненты могут содержаться только в небольших количествах и даже могут не содержаться совсем. Предпочтительный диапазон содержания этих компонентов для Cr составляет от 0 до 19%, более предпочтительно от 0 до 5%, еще более предпочтительно от 0 до 3% и еще более предпочтительно от 0 до 1%. Таким же образом для Ni диапазон предпочтительно составляет от 0 до 5%, более предпочтительно от 0 до 3%, еще более предпочтительно от 0 до 2% и еще более предпочтительно от 0 до 1%.
Перед процессом нанесения покрытия материал имеет вид сплошной или порошковой сварочной проволоки, и с помощью известного способа нанесения покрытия с использованием проволоки, например, с помощью электродуговой или пламенной металлизации из проволоки его расплавляют и наносят на вращающуюся модель.
Материал наносят на наружную поверхность вращающейся модели, которая имеет по существу цилиндрическую форму. Здесь следует оговорить, что, кроме цилиндрической формы, другие формы модели и, в частности, ее размеры, ограничиваются только предполагаемым использованием. Так, в частности, в отношении различных диаметров гильз цилиндров наружный диаметр модели может лежать в диапазоне от примерно 20 мм до примерно 1000 мм, а для автомобильной области он может составлять от примерно 6 мм до примерно 100 мм. Длина модели не ограничена, так как желаемая длина гильзы цилиндра может быть получена после последующей обработки первой изготовленной детали. Модель только должна иметь длину желаемой гильзы цилиндра, поэтому ее длина может составлять от 50 мм до 5 м. Для изготовления гильз цилиндров для автомобильного сектора длина модели составляет от примерно 100 мм до примерно 400 мм, причем на одной модели за один раз могут изготавливаться от 2 до 4 гильз цилиндров.
Модель может быть изготовлена из любого материала, который при условиях способа остается устойчивым по форме, то есть, в частности, может выдерживать температуры расплавленного и наносимого материала, которые для железа составляют примерно 1400°C, и позволяет отделять первый, внутренний слой после нанесения. В качестве необязательного варианта наружная поверхность модели может быть снабжена тонким неорганическим разделительным слоем.
На следующем шаге второй, наружный слой наносят на первый, внутренний слой, который может еще находиться на модели или быть до этого удален с модели, то есть иметь форму свободной втулки (рукава). Наружный диаметр первого слоя находится в состоянии «как был напылен», то есть он механически не обрабатывается до нанесения второго слоя.
При этом может использоваться такой же способ термического напыления, как при нанесении первого слоя, или другой способ. Способ выбирают в зависимости от используемого материала и других условий производственного процесса.
В целом наносимый на втором шаге материал выбирают таким, чтобы его коэффициент теплового расширения по возможности был сходен с коэффициентом теплового расширения блока цилиндров. Материал может быть выбран, например, из группы, содержащей алюминий или алюминиевый сплав из Al и Si или из Al и Mn или из Al и Mg, или это может быть многокомпонентный слой из алюминиевого сплава и железа. Последний имеет особые преимущества, поскольку при точечном нанесении на поверхность эта комбинация распределяется по поверхности, что в отношении последующего шага обработки, в частности, шлифования, создает меньшую шероховатость поверхности.
За счет способа в соответствии с изобретением могут быть получены слои, имеющие пористость менее 8 объемных %, предпочтительно менее 5 объемных %, более предпочтительно менее 3 объемных % и величину пор менее 15 мкм, предпочтительно менее 10 мкм, более предпочтительно менее 8 мкм. Эти характеристики значительно лучше по сравнению с внутренними слоями покрытия в уровне техники, где пористость составляет примерно более 10 объемных % и величина пор примерно 20 мкм.
Когда второй шаг нанесения выполняется на модели, полученное изделие может оставаться на модели до следующих шагов обработки или может быть отделено от модели.
Согласно предпочтительному примеру осуществления способа еще шероховатую после напыления наружную окружную поверхность 12 наружного, второго слоя обрабатывают посредством шлифования или обточки, в результате чего достигается желаемый наружный диаметр, необходимая цилиндрическая форма и требуемая шероховатость поверхности гильзы цилиндра, изготовленной способом по изобретению. При этом создаваемая глубина (Rz) шероховатости наружной окружной поверхности 12 обычно составляет не более примерно 50 мкм, предпочтительно не более примерно 30 мкм, более предпочтительно не более примерно 10 мкм. Желаемая глубина шероховатости может достигаться путем соответствующего способа обработки, такого как тонкая обточка. Если предъявляется более высокое требование цилиндрической формы, наружная окружная поверхность 12 может быть обработана шлифованием.
Желаемая общая длина устанавливаемой в двигателе гильзы цилиндра может быть получена посредством обточки, фрезерования или лазерной резки изготовленной гильзы цилиндра.
Согласно примеру осуществления первый, внутренний слой гильзы цилиндра, изготовленной способом по изобретению, имеет толщину примерно от 0,2 до 2,0 мм, предпочтительно от 0,2 до 1,0 мм, более предпочтительно от 0,2 до 0,8 мм. Второй, наружный слой гильзы цилиндра, изготовленной способом по изобретению, имеет толщину примерно от 0,2 до 2,0 мм, предпочтительно от 0,3 до 2,0 мм, более предпочтительно от 0,3 до 1,0 мм. За счет обработки обточкой или шлифованием толщина наружного слоя обычно уменьшается на величину примерно от 0,1 до 0,5 мм.
Следовательно, гильза цилиндра, изготовленная способом по изобретению, имеет общую толщину от 0,4 до примерно 10 мм, предпочтительно примерно от 1 мм до 2 мм или 3 мм.
Полученное таким образом изделие, если оно все еще находится на модели, отделяют от нее для дальнейшей выборочной обработки.
Согласно примеру осуществления способ дополнительно содержит выполнение фаски на одном или на обоих концах изготовленной способом по изобретению гильзы цилиндра на ее наружном (фаска 6) и/или на внутреннем (фаска 8) диаметре. Благодаря этому, с одной стороны, облегчается установка гильзы и, с другой стороны, улучшается позиционирование хона для внутренней обработки.
Согласно следующему примеру осуществления способ дополнительно содержит выполнение на нижней стороне гильзы выемок и/или перепускных каналов, которые могут быть образованы путем обработки резцом определенной геометрии (фрезерованием) или термической лазерной резкой.
В необязательном варианте выполнения изготовленная способом по изобретению гильза цилиндра может быть снабжена на одном конце пульсационными отверстиями или фланцем. Пульсационные отверстия могут быть выполнены либо фрезерованием, либо лазерной резкой, а фланец может быть образован посредством обточки.
Согласно примеру осуществления способ дополнительно содержит после установки гильзы цилиндра в блоке цилиндров ее хонингование, в результате которого толщина первого, внутреннего слоя может быть уменьшена до 0,05 мм для достижения лучшей теплопроводности.
Согласно другому аспекту изобретения предлагается гильза цилиндра, изготовленная описанным способом.
После изготовления и обработки изготовленная способом в соответствии с изобретением гильза цилиндра вставляется в отверстие цилиндра блока цилиндров двигателя. Это может производиться, например, в соответствии с обычным в автомобильной области способом путем того, что блок цилиндров (алюминиевый) нагревают до температуры примерно 250°C, и гильзы вставляют в отверстия цилиндров. Однако вследствие присущих ей свойств гильза по изобретению может вставляться не в нагретый блок цилиндров, а может быть сама охлаждена, например, до температуры примерно -20°C или -30°C или до -78,5°C (твердый диоксид углерода) или, предпочтительно, охлаждена в жидком азоте до температуры примерно от 20°C до -196°C и затем введена в отверстие цилиндра. Это невозможно для гильзы из серого чугуна, коэффициент теплового расширения которого слишком низок. Таким образом, гильза цилиндра по изобретению облегчает проведение операций и снижает трудоемкость и стоимость установки гильзы.
При механической установке гильзы цилиндра по изобретению («неплотной установке») также создаются преимущества, поскольку содержащий алюминий наружный слой при эксплуатации расширяется и обеспечивает лучший контакт со стенкой отверстия цилиндра с соответствующим лучшим отводом тепла. При комнатной температуре гильза цилиндра фиксируется в отверстии цилиндра по оси своим фланцем.
ПРИМЕР
Первый слой толщиной 0,8 мм наносили посредством электродуговой металлизации из стальной проволоки (99% Fe, 0,8% C, остальное примеси, такие как Mn, Cr, Ni) на металлическую цилиндрическую модель (диаметр 80 мм, длина 1000 мм). Сплошную проволоку толщиной 3,2 мм со скоростью подачи 1 м/мин при напряжении 36 В и силе тока 800 А расплавляли в аппарате для нанесения покрытий и напыляли на модель, вращающуюся со скоростью 150 об/мин. Расстояние до покрытия составляло 150 мм, слой толщиной 0,8 мм был нанесен за 6 полос покрытия.
Первый слой был удален с модели, натянут между двумя коническими приемными устройствами и в установке для нанесения покрытий также с помощью электродуговой металлизации из стальной проволоки снабжен вторым слоем из AISS12 толщиной 1,0 мм. Сплошную проволоку толщиной 3,2 мм расплавляли в аппарате для нанесения покрытий со скоростью подачи 1,2 м/мин при напряжении 30 В и силе тока 650 А. Слой толщиной 1,0 мм был нанесен за четыре полосы покрытия при числе оборотов 150 об/мин.
С помощью металлографических исследований было проанализировано слоистое строение обоих слоев, при этом твердость стального слоя 0,8 составила 400 твердости I по Виккерсу, твердость слоя AlSi12 составила 100 твердости I по Виккерсу. Пористость в обоих слоях составила менее 3%, максимальный размер пор составил 10 мкм.
Цилиндрическая деталь с полностью нанесенным покрытием, имеющая внутренний диаметр 80 мм, общую длину 180 мм и толщину стенки 1,8 мм, была извлечена из аппарата для нанесения покрытий, установлена на токарном станке и подвергнута цилиндрической обточке наружной окружной поверхности. Глубина шероховатости поверхности составила менее 6 мкм, гильза была обточена до наружного диаметра 83,6 мм. В заключение гильза цилиндра была посредством обточки укорочена до 142 мм со снятием фасок под углом 30° снаружи и внутри на обоих концах.
Элемент скольжения с покрытием термического напыления и способ его изготовления
Элемент скольжения с открытой функциональной поверхностью
Поршневое кольцо
Составное поршневое кольцо
Маслосъемное кольцо
Способ изготовления поршневого кольца с внедренными частицами
Поршневое кольцо, имеющее комбинированное покрытие
Износостойкий слой для поршневых колец
Поршневое кольцо с переменной линией поверхности, содержащей наивысшую точку
Поршневое кольцо с канавкой, имеющей периодически изменяющуюся форму
Элемент скольжения с покрытием термического напыления и способ его изготовления
Элемент скольжения с открытой функциональной поверхностью
Поршневое кольцо
Составное поршневое кольцо
Маслосъемное кольцо
Способ изготовления поршневого кольца с внедренными частицами
Поршневое кольцо, имеющее комбинированное покрытие
Износостойкий слой для поршневых колец
Поршневое кольцо с переменной линией поверхности, содержащей наивысшую точку
Поршневое кольцо с канавкой, имеющей периодически изменяющуюся форму

