Результат интеллектуальной деятельности: СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛИ ИЗ ЛЕГИРОВАННОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к металлургии, в частности к способам химико-термической обработки деталей из легированных сталей, и может быть использовано в машиностроении для поверхностного упрочнения деталей машин, в том числе деталей, работающих в парах трения, режущего инструмента и штамповой оснастки.
Одними из ответственных деталей газотурбинных двигателей и установок являются зубчатые колеса, эксплуатация которых проходит в условиях воздействия высоких температур и значительных силовых нагрузок. Для повышения стойкости поверхностного слоя материала указанных деталей используют химико-термическую обработку (ХТО), в частности азотирование и нитроцементацию.
Широко известны процессы упрочнения поверхности деталей методами ХТО. Известен, например способ химико-термической обработки стальных изделий, включающий диффузионное насыщение элементами внедрения и замещения и последующий нагрев поверхности изделия (Авт.св. СССР 1515772, МПК С23С 8/00. Способ химико-термической обработки стальных изделий. Бюл. 36, 2013).
Известен способ ХТО деталей, заключающий в высокотемпературном азотировании, закалке с последующим отпуском [Лахтин Ю.М., Коган Я.Д. Азотирование стали. М.: Машиностроение, 1976, с. 99-102]. В результате обработки получают высокоазотистый слой небольшой толщины. Такой слой хорошо противостоит коррозии в атмосфере, но плохо работает при высоких изгибных, контактных напряжениях и в условиях повышенного износа.
Известны также ионно-плазменные методы химико-термической обработки, например методы ионного азотирования в плазме тлеющего разряда постоянного или пульсирующего тока, которые включают в себя две стадии - очистку поверхности катодным распылением и собственно насыщение поверхности металла азотом [Теория и технология азотирования / Лохтин Ю.М., Коган Л.Д. и др. // М.: Металлургия, 1990, с. 89].
Известен также способ химико-термической обработки металлов и сплавов, при котором на стадии очистки изделий тлеющий разряд периодически переводят в импульсную электрическую дугу. Это позволяет интенсифицировать процесс за счет быстрого разогрева обрабатываемой поверхности в первые минуты до более высоких температур, чем температура процесса азотирования (Авт.св. СССР 1534092, МПК С23С 8/36, опубл. 07.01.1990; BG 43787. МПК С23С 8/36. METHOD FOR CHEMICO-THERMIC TREATMENT IN GLOWING DISCHARGE OF GEAR TRANSMISSIONS. 1988).
Наиболее близким техническим решением, выбранным в качестве прототипа, является способ химико-термической обработки детали из легированной стали, включающий размещение детали в рабочей камере установки, активирование поверхности детали перед химико-термической обработкой, подачу в камеру рабочей насыщающей среды, нагрев детали до температур химико-термической обработки и выдержку при этих температурах до формирования необходимой толщины диффузионного слоя (Авт.св. СССР 1574679, МПК С23С 8/36, Способ азотирования нержавеющих сталей в условиях низкого давления. 1990; патент РФ 2144095, МПК С23С 8/38, Способ повышения износостойкости штампов из азотируемых сталей. 2000).
Недостатками известных способов и прототипа являются невысокая износостойкость поверхности из-за присутствия в диффузионном слое хрупких фаз, которые в результате воздействия на деталь эксплуатационных нагрузок приводят к растрескиванию и отслоению диффузионного слоя.
Задачей изобретения является повышение износостойкости и устойчивости диффузионного слоя к воздействию эксплуатационных нагрузок за счет формирования поверхностного диффузионного слоя в виде композиции, сочетающей высокую твердость и износостойкость диффузионного слоя с пластичностью основного материала детали.
Техническим результатом изобретения является повышение износостойкости деталей после химико-термической обработки.
Технический результат достигается тем, что в способе химико-термической обработки детали из легированной стали, включающем размещение детали в рабочей камере, подачу в камеру рабочей насыщающей среды, нагрев детали до температуры химико-термической обработки и выдержку при этой температуре до формирования необходимой толщины диффузионного слоя, согласно изобретению диффузионный слой формируют в виде локальных участков общей площадью от 60 до 90% от площади обрабатываемой поверхности детали, причем локальные участки сформированы либо в виде кругов диаметром от 0,3 мм до 4 мм, либо в виде овалов длиной от 0,5 мм до 4 мм и шириной от 0,3 мм до 2 мм, или либо в виде сочетании кругов и овалов указанных размеров.
Кроме того, возможно использование в способе следующих дополнительных приемов: локальные участки в виде кругов и/или овалов формируют, распределяя их по поверхности равномерно; локальные участки в виде кругов или овалов формируют с одинаковыми размерами; перед химико-термической обработкой проводят активирование поверхности детали ионно-имплантационной обработкой при энергии ионов от 25 до 30 кэВ, дозе облучения от 1,6⋅1017 см-2 до 2⋅1017 см-2, скорости набора дозы облучения от 0,7⋅1015 с-1 до 1⋅1015 с-1 и при использовании в качестве имплантируемых ионов следующих элементов: С, N или их комбинации; химико-термическую обработку детали проводят ионно-плазменным методом; в качестве ионно-плазменного метода используют ионно-плазменное азотирование, или ионно-плазменную цементацию, или ионно-плазменную нитроцементацию; формирование локальных участков в виде кругов и/или овалов производят путем наложения на обрабатываемую поверхность детали экрана с перфорациями, по размеру и форме соответствующими формируемым локальным участкам в виде кругов или овалов.
Повышение требований к качеству обработки деталей машин послужило поводом для совершенствования методов насыщения поверхности легирующими элементами и привело к созданию ряда новых способов обработки, таких как ионное азотирование [Теория и технология азотирования / Лохтин Ю.М., Коган Л.Д. и др. // М., Металлургия, 1990, с. 89] и ионная имплантация [например, патент РФ 2496910. МПК С23С 14/02. Способ ионно-имплантационной обработки лопаток компрессора из высоколегированных сталей и сплавов на никелевой основе. Бюл 30, 2013]. Ионная имплантация позволяет производить насыщение поверхностного слоя деталей практически любыми легирующим и элементами, а детали, упрочненные методом ионной имплантации, имеют гораздо более высокие эксплуатационные свойства, чем детали, подвергнутые обычной или ионной химико-термической обработке [Модифицирование и легирование поверхности лазерными, ионными и электронными пучками / Под ред. Д.М. Поута, Г. Фоти, Д.К. Джекобсона. М.: Мир, 1987, 424 с.; Модифицирование и легирование поверхности лазерными, ионными и электронными пучками. / Под ред. Дж. М. Поута. М.: Машиностроение, 1987. - 424 с.]. При этом основными недостатками ионно-имплантационной обработки являются дороговизна метода и незначительная глубина проникновения легированных элементов в поверхностный слой материала.
Опыт применения композиционных материалов, позволяющих сочетать в одной детали два или более часто противоречивых свойства, позволяет достичь высоких эксплуатационных характеристик деталей [Батаев В. А., Батаев А. А. Композиционные материалы: строение, получение, применение. Новосибирск: Изд-во НГТУ, 2002; Хацринов, А.И. Структура и прочность композиционных материалов: учебное пособие / Хацринов А.И., Новцов А.М., Бурдикова Т.В., Беляков А.В. – Казан. гос. технолог. ун-т. - Казань, 2000. - 152 с.]. Формирование азотированного слоя в виде отдельных участков (островков) круглой или овальной формы позволяет сочетать высокую износостойкость и твердость азотированных участков, расположенных вокруг этих участков, сформированных из основного материала детали, с пластичностью. В этом случае трещины, возникающие в азотированных зонах тормозятся, переходя в пластичную область и предотвращая скалывание азотированного слоя (т.е. усталостный износ азотированного слоя, как основной вид износа этого вида поверхности, снижается). В то же время, ввиду более низкой износостойкости пластичной (неазотированной) зоны поверхностного слоя материала подвергается более сильному адгезионному износу. В процессе приработки поверхности детали, вследствие адгезионного износа образуется регулярный микрорельеф, который, в целом, приводит к повышению износостойкости азотированной поверхности. В то же время азотированный островковый слой имеет повышенную усталостную износостойкость. Поскольку в процессе эксплуатации деталей с азотированным слоем наиболее часто проявляется именно усталостный износ, возникающий в результате многократного действия нагрузки, приводящей к зарождению и распространению внутри азотированного слоя трещин, которые вызывают скалывание и отделение элементов азотированного слоя материала детали.
Для оценки эксплуатационных свойств деталей, обработанных по предлагаемому способу, были проведены следующие испытания. Образцы из высоколегированных сталей (в частности, стали 16Х3НВФМБ, Р6М5, Х12М 38ХМЮА, 35ХМЮА, 30ХТ2Н3Ю) были подвергнуты обработке как по способам-прототипам (Авт.св. СССР 1574679, патент РФ 2144095) согласно приведенным в способе-прототипе условиям и режимам обработки, так и по вариантам предлагаемого способа.
Режимы обработки образцов по предлагаемому способу:
(За удовлетворительный результат (У.Р.) во всех случаях испытаний принимался результат, показавший более высокие износостойкие характеристики детали по сравнению с прототипом, в противном случае результат считался неудовлетворительным (Н.Р.))
Площадь локальных участков в %% от площади обрабатываемой поверхности детали: общей от 60 до 90%; 50% - (Н.Р.); 60% - (У.Р.); 60% - (У.Р.); 70% - (У.Р.); 80% - (У.Р.); 90% - (У.Р.); 95% - (Н.Р.).
Локальные участки, сформированные в виде кругов диаметром: 0,2 мм - (Н.Р.); 0,3 мм - (У.Р.); 0,8 мм - (У.Р.); 2 мм - (У.Р.); 3 мм - (У.Р.); 4 мм - (У.Р.); 5 мм - (У.Р.).
Локальные участки, сформированные в виде овалов длиной: 0,3 мм - (Н.Р.); 0,5 мм - (У.Р.); 0,8 мм - (У.Р.); 1,5 мм - (У.Р.); 2,5 мм - (У.Р.); 4 мм 0,5 мм - (У.Р.); 5 мм - (Н.Р.); шириной: 0,2 мм - (Н.Р.); 0,3 мм - (У.Р.); 0,6 мм - (У.Р.); 1,2 мм - (У.Р.); 2 мм - (У.Р.); 3 мм - (Н.Р.).
Локальные участки, сформированные в виде сочетания кругов и овалов размерами: в виде кругов диаметром: 0,2 мм - (Н.Р.); 0,3 мм - (У.Р.); 0,8 мм - (У.Р.); 2 мм - (У.Р.); 3 мм - (У.Р.); 4 мм - (У.Р.); 5 мм - (У.Р.), в виде овалов длиной: 0,3 мм - (Н.Р.); 0,5 мм - (У.Р.); 0,8 мм - (У.Р.); 1,5 мм - (У.Р.); 2,5 мм - (У.Р.); 4 мм 0,5 мм - (У.Р.); 5 мм - (Н.Р.); шириной: 0,2 мм - (H.P.); 0,3 мм - (У.P.); 0,6 мм - (У.P.); 1,2 мм - (У.р.); 2 мм - (У.Р.); 3 мм - (Н.Р.).
Ионная имплантация при обработке деталей из легированных сталей перед ХТО проводилась по следующим режимам: имплантируемые ионы С, N или их комбинация; доза - 1,2⋅1017 см-2 - (Н.Р.); 1,6⋅1017 см-2 - (У.Р.); 2⋅1017 см-2 (У.Р.); 3⋅1017 см-2 (Н.Р.); скорость набора дозы облучения - 0,4⋅1015 с-1 (Н.Р.); 0,7⋅1015 с-1 (У.Р.); 1⋅1015 с-1 (У.Р.); 3⋅1015 с-1 (Н.Р.), энергия: 20 кэВ (Н.Р.); 25 кэВ (У.Р.); 30 кэВ (У.Р.); 35 кэВ (Н.Р.).
Химико-термическую обработку деталей проводили газовым и ионно-плазменным методами (отличие предлагаемого способа от существующих состояло в предварительной активации поверхности ионно-имплантационной обработкой). В качестве одного из методов ХТО применяли ионно-плазменное азотирование, ионно-плазменную цементацию и ионно-плазменную нитроцементацию.
Испытания показали на повышение износостойкости образцов по сравнению с прототипом в 1,8-2,7 раза (т.е. в результате формирования островкового диффузионного слоя). Наилучший результат показало островковое азотирование в 2,4-2,7 раза.
Кроме того, на примере азотирования были проведены оценочные испытания на вклад того или иного вида упрочняющей обработки при азотировании поверхностного слоя деталей (см. таблицу).
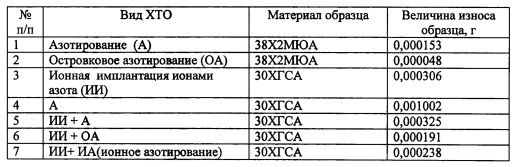
Как видно из таблицы, вклад ионной имплантации (величина износа образца 0,000306 Г) и ионного азотирования (величина износа образца 0,000238 Г) меньше, чем островкового азотирования (величина износа образца 0,000191Г) (Островковое азотирование - азотирования в виде отдельно расположенных участков круглой или овальной формы).
Таким образом, проведенные сравнительные испытания показали, что применение в способе химико-термической обработки детали из легированной стали следующих существенных признаков: размещение детали в рабочей камере; подачу в камеру рабочей насыщающей среды; нагрев детали до температуры химико-термической обработки и выдержку при этой температуре до формирования необходимой толщины диффузионного слоя; формирование диффузионного слоя в виде локальных участков общей площадью от 60 до 90% от площади обрабатываемой поверхности детали; формирование локальных участков либо в виде кругов диаметром от 0,3 мм до 4 мм, либо в виде овалов длиной от 0,5 мм до 4 мм и шириной от 0,3 мм до 2 мм, или либо в виде сочетании кругов и овалов указанных размеров; формирование локальных участков в виде кругов и/или овалов, распределяя их по поверхности равномерно; формирование локальных участков в виде кругов или овалов с одинаковыми размерами; формирование локальных участков в виде кругов или овалов с одинаковыми размерами; проводение перед химико-термической обработкой активирования поверхности детали ионно-имплантационной обработкой при энергии ионов от 25 до 30 кэВ, дозе облучения от 1,6⋅1017 см-2 до 2⋅1017 см-2, скорости набора дозы облучения от 0,7⋅1015 с-1 до 1⋅1015 с-1 и при использовании в качестве имплантируемых ионов следующих элементов: С, N или их комбинации; проводение химико-термической обработки детали ионно-плазменным методом; использование в качестве ионно-плазменного метода ионно-плазменного азотирования, или ионно-плазменной цементации, или ионно-плазменной нитроцементации; формирование локальных участков в виде кругов и/или овалов путем наложения на обрабатываемую поверхность детали экрана с перфорациями, по размеру и форме соответствующими формируемым локальным участкам в виде кругов или овалов, позволяет обеспечить заявленный технический результат изобретения - повышение износостойкости деталей после химико-термической обработки.
Сверхпрочная высокомарганцевая сталь, полученная за счет комбинирования механизмов упрочнения
Установка для ионно-плазменного модифицирования и нанесения покрытий на моноколеса с лопатками
Способ изготовления керамической формы для литья по выплавляемым моделям
Способ нанесения защитного многослойного покрытия на лопатки блиска газотурбинного двигателя из титанового сплава от пылеабразивной эрозии
Ткань с электромагнитным и пьезоэлектрическим нагревом
Устройство защиты от короткого замыкания магнитоэлектрического генератора
Способ электролитно-плазменного полирования лопаток блиска турбомашин и эластичный чехол для его реализации
Способ последовательного электролитно-плазменного полирования лопаток блиска турбомашин и рабочая емкость для его реализации
Способ электрохимической обработки внутреннего канала металлической детали и электрод-инструмент для его реализации
Способ изготовления перфорационных отверстий в полой лопатке турбины из жаропрочного сплава
Способ изготовления элемента прирабатываемого уплотнения турбины
Способ электролитно-плазменного удаления покрытий из нитридов титана или нитридов соединений титана с металлами
Способ изготовления многослойной лопатки турбомашины
Способ упрочнения лопаток моноколеса из титанового сплава
Способ восстановления эксплуатационных свойств лопаток из титановых сплавов
Способ ионно-имплантационной обработки лопаток компрессора из титановых сплавов
Способ ионно-имплантационной обработки лопаток рабочего моноколеса компрессора из титановых сплавов
Способ упрочнения блока сопловых лопаток турбомашин из никелевых и кобальтовых сплавов
Способ сбора разливов нефти из-под ледяного покрова водоема
Способ получения металлокерамического теплозащитного покрытия

