Результат интеллектуальной деятельности: ПОДЛОЖКА С ПОКРЫТИЕМ ДЛЯ УПАКОВОЧНЫХ ПРИМЕНЕНИЙ И СПОСОБ ПОЛУЧЕНИЯ УПОМЯНУТОЙ ПОДЛОЖКИ
Вид РИД
Изобретение
Настоящее изобретение относится к подложке с покрытием для упаковочных применений и способу получения упомянутой подложки.
Продукция жестепрокатного стана включает белую жесть, электролитически хромированную сталь (ECCS, также называемую «безоловянной жестью» или сокращенно по-английски «TFS») и черную жесть, т.е. сталь без покрытия. Упаковочные стали обычно поставляют в виде белой жести или ECCS, на которую может быть нанесено органическое покрытие. В случае белой жести такое органическое покрытие обычно представляет собой лак, в то время как в случае ECCS все чаще используют полимерные покрытия, такие как ПЭТ или ПП, как в случае с Protact®.
Упаковочную сталь поставляют в виде продукции жестепрокатного стана однократной или двукратной прокатки, обычно имеющей толщину от 0,13 до 0,49 мм. Продукцию жестепрокатного стана однократной прокатки (Т) подвергают холодной прокатке непосредственно до окончательного размера, а затем подвергают рекристаллизационному отжигу. Рекристаллизацию осуществляют посредством непрерывного отжига или периодического отжига холоднокатаного материала. После отжига материал обычно дрессируют, как правило, уменьшая толщину на 1-2% для улучшения свойств материала. Продукцию жестепрокатного стана двукратной прокатки (ДП) подвергают первой холодной прокатке для достижения промежуточного размера, подвергают рекристаллизационному отжигу, а затем подвергают другой холодной прокатке до окончательного размера. Полученное изделие ДП жестче, тверже и прочнее, чем Т, позволяя потребителям использовать по своему назначению более легкую сталь меньшей толщины. Такие сорта холоднокатаной, подвергнутой рекристаллизационному отжигу и необязательно дрессированной упаковочной (консервной) стали Т и ДП без покрытия называют «черной жестью». Первая и вторая холодные прокатки могут быть осуществлены в виде холодной прокатки на тандемном стане холодной прокатки, обычно включающем в себя множество (как правило, 4 или 5) прокатных клетей.
Белая жесть характеризуется превосходной стойкостью к коррозии и свариваемостью. Белую жесть поставляют с различной массой покрытий, как правило, от 1,0 до 11,2 г/м2, обычно наносимых электролитическим осаждением. В настоящее время большую часть белой жести подвергают последующей обработке содержащими шестивалентный хром, Cr(VI), текучими средами с использованием окунания или электролитического процесса нанесения. Целью такой последующей обработки является пассивирование поверхности олова для прекращения/снижения роста оксидов олова (поскольку слишком толстые оксидные слои могут в конце концов привести к проблемам с адгезией органических покрытий, таких как лаки). Важно, чтобы пассивационная обработка не только подавляла/устраняла рост оксида олова, но и была способна сохранить/улучшить уровень адгезии органического покрытия. Пассивированная наружная поверхность белой жести чрезвычайно тонкая (менее 1 микрона толщиной) и состоит из смеси оксидов олова и хрома.
ECCS состоит из изделия из черной жести, которое было покрыто слоем металлического хрома, поверх которого нанесена пленка из оксида хрома, при этом и слой, и пленка нанесены электролитическим осаждением. ECCS обычно отличается адгезией к органическим покрытиям и сохранением целостности покрытия при температурах, превышающих точку плавления олова (232°С). Это важно для получения покрытой полимером ECCS, поскольку во время процесса нанесения термопластического покрытия стальную подложку нагревают до температур, превышающих 232°С, при этом используемые значения фактической максимальной температуры зависят от вида наносимого термопластического покрытия. Такой цикл нагрева требуется для того, чтобы сделать возможным первоначальное термосклеивание/связывание термопластика с подложкой (обработка до нагрева), за которым часто следует обработка после нагрева для изменения свойств полимера. Предполагается, что слой оксида хрома отвечает за превосходные адгезионные свойства термопластических покрытий, таких как полипропилен (ПП) или полиэфиртерефталат (ПЭТ), к ECCS. ECCS также может поставляться с различной массой как металлических покрытий, так и покрытий из оксида хрома, обычно 20-110 до 2-20 г/м2 соответственно. ECCS может поставляться с одинаковыми характеристиками покрытия обеих сторон стальной полосы или с различными массами покрытий на каждой стороне, причем последнюю называют «полосой с дифференциальным покрытием». Получение ECCS в настоящее время включает использование растворов на основе шестивалентного хрома (Cr(VI)).
Шестивалентный хром в настоящее время считается опасным веществом, которое потенциально вредно для окружающей среды и представляет угрозу для безопасности рабочих. Поэтому существует стимул к разработке альтернативных металлических покрытий, которые способны заменить традиционную белую жесть и ECCS без необходимости обращаться к использованию шестивалентного хрома во время производства и минимизировать или даже исключить использование олова по экономическим причинам.
Задачей изобретения является разработка альтернативы ECCS и белой жести, которая не основывается на использовании шестивалентного хрома во время производства, которая требует лишь небольших количеств олова и весьма подходит для покрытия лаками и термопластиками.
Задачей изобретения является разработка альтернативы ECCS, которая не основывается на использовании шестивалентного хрома во время производства, которая требует лишь небольших количеств олова и обеспечивает сходные уровни адгезии покрытия к термопластикам.
Задачей изобретения является разработка альтернативы ECCS, которая не основывается на использовании шестивалентного хрома во время производства, которая требует лишь небольших количеств олова и которая обеспечивает хорошую свариваемость.
Задачей изобретения является разработка альтернативы белой жести, которая не основывается на использовании шестивалентного хрома во время производства, которая требует использования лишь умеренных количеств олова и которая сочетает хорошую коррозионную стойкость с улучшенными оптическими свойствами.
Задачей изобретения является разработка альтернативы белой жести, которая не основывается на использовании шестивалентного хрома во время производства, которая требует лишь умеренных количеств олова и которая сочетает превосходную коррозионную стойкость с оптимальными оптическими свойствами.
Одна или более из этих задач решается подложкой с покрытием для упаковочных применений, включающей
- подвергнутую рекристаллизационному отжигу стальную подложку однократной прокатки или
- стальную подложку двукратной прокатки, которая была подвергнута рекристаллизационному отжигу между первой и второй обработкой холодной прокаткой,
при этом одна или обе стороны подложки покрыта(ы) слоем железооловянного сплава, который содержит по меньшей мере 85 массовых процентов (масс.%) FeSn (50 ат.% железа и 50 ат.% олова), и при этом слой или слои железооловянного сплава снабжены слоем покрытия с металлическим хромом - оксидом хрома, полученным в результате процесса гальваностегии трехвалентного хрома, и при этом толщина слоя покрытия с металлическим хромом - оксидом хрома соответствует по меньшей мере 20 мг Cr/м2, и при этом оксиды Cr не присутствуют в виде отдельного слоя на самой внешней поверхности слоя покрытия с металлическим хромом - оксидом хрома, но эти оксиды диспергированы в этом слое.
Слой сплава FeSn обеспечивает защиту от коррозии нижележащей стальной подложки. Это частично достигается посредством экранирования подложки, поскольку слой сплава FeSn является очень плотным и имеет очень низкую пористость. Это также замкнутый слой, полностью покрывающий подложку. Более того, сам сплав FeSn является очень коррозионностойким по своей природе. Потенциальный недостаток заключается в том, что сплав FeSn также электрокаталитически активен по отношению к образованию водорода, что означает, что покрытая FeSn подложка становится чувствительной к точечной коррозии. Такая электрокаталитическая активность может быть подавлена в результате нанесения дополнительного (металлического) покрытия на обнаженную поверхность FeSn, которое экранирует поверхность сплава FeSn от контакта с коррозионными средами. Толщина слоя покрытия с металлическим хромом - оксидом хрома, соответствующая по меньшей мере 20 мг Cr/м2, эквивалентна толщине слоя покрытия по меньшей мере 2,8 нм при использовании удельной плотности Cr, составляющей 7150 кг/м3 (20 мг/м2 ≡ 2⋅10-2 г/м2 ≡ 2⋅10-5 кг/м2 ≡ 2⋅10-5 кг/м2/7150 кг/м3 = 2,8⋅10-9м = 2,8 нм). Поэтому толщина слоя покрытия с металлическим хромом - оксидом хрома, соответствующая по меньшей мере 20 мг Cr/м2, эквивалентна толщине слоя покрытия с металлическим хромом - оксидом хрома по меньшей мере 2,8 нм.
Было установлено, что покрытие Cr-CrOx, полученное в результате осуществления процесса гальваностегии на основе трехвалентного хрома (так называемого «трехвалентного хромирования»), обеспечивает получение превосходного экранирующего слоя на покрытии из сплава FeSn. Не только эффективно подавляется электрокаталитическая активность нижележащего слоя сплава FeSn, но и слой покрытия Cr-CrOx также обеспечивает превосходную адгезию к органическим покрытиям. В этом аспекте покрытие с металлическим хромом - оксидом хрома (Cr-CrOx), полученное в результате процесса электроосаждения трехвалентного хрома, имеет очень похожие адгезионные свойства по сравнению с традиционной ECCS, полученной в результате процесса электроосаждения шестивалентного хрома. Однако именно сочетание защиты от коррозии, обеспечиваемой слоем покрытия из сплава FeSn, с экранирующими и адгезионными свойствами, обеспечиваемыми слоем покрытия Cr-CrOx, приводит к получению покрытого изделия с превосходными общими рабочими характеристиками. Материал согласно изобретению может быть использован непосредственно для замены ECCS по таким же назначениям, поскольку они имеют одинаковые признаки изделия (превосходная адгезия к органическим веществам, сохранение целостности покрытия при температурах, превышающих точку плавления олова).
Кроме того, было установлено, что материал согласно изобретению поддается сварке, в то время как ECCS не поддается сварке. Он может быть использован в сочетании с термопластичными покрытиями, а также по тем назначениям, где традиционно ECCS используют в сочетании с лаками (например, для жаропрочной кухонной посуды или изделий с умеренными требованиями к коррозионной стойкости) либо в качестве заменителя традиционной белой жести по тем назначениям, где задействована сварка и где требования к коррозионной стойкости являются умеренными.
Большое преимущество как относительно воздействия на окружающую среду, так и здоровья и безопасности заключается в том, что с помощью изобретения предотвращается использование химического состава с шестивалентным хромом, но можно сохранять рабочие характеристики изделия, обычно присущие ECCS и белой жести.
В US4487663 раскрыт стальной лист, покрытый оловом, оплавленный и закаленный таким образом, что образуется железооловянный сплав с содержаниями железа от 40 до 80% и композитная оксидная пленка, образовавшаяся на железооловянном сплаве в результате катодной обработки дихроматом (на основе Cr(VI)), при этом композитная оксидная пленка включает Fe, Sn, Cr и О.
В GB2186887 раскрыт луженый стальной лист, причем от 30 до 80% стальной поверхности покрыты оловом, оплавленный и закаленный таким образом, что образуется пленка FeSn, оставляя от 70 до 20% стальной поверхности без покрытия. Затем осаждают слой хрома/гидратированного оксида хрома из ванны Сарджента или электролита с хромовой кислотой, оба основаны на химическом составе Cr(VI).
В предпочтительном варианте воплощения слой железооловянного сплава содержит по меньшей мере 90 масс.% FeSn, а предпочтительнее по меньшей мере 95 масс.%. Чем выше доля FeSn, тем лучше коррозионная защита подложки. Несмотря на то, что в идеале слой железооловянного сплава состоит только из FeSn, представляется трудным предотвратить присутствие очень небольших долей других соединений, таких как α-Sn, β-Sn, Fe3Sn или оксидов. Однако было установлено, что такие небольшие доли других соединений никоим образом не влияют на характеристики изделия.
В варианте воплощения изобретения подложку для упаковочных применений, которая покрыта слоем железооловянного сплава, включающим упомянутые количества FeSn (50 ат.% железа и 50 ат.% олова), снабжают слоем олова перед нанесением слоя покрытия с металлическим хромом - оксидом хрома, при этом, необязательно, слой олова затем оплавляют перед нанесением слоя покрытия с металлическим хромом - оксидом хрома. Слой олова представляет собой замкнутый слой, полностью покрывающий подложку. Поэтому в данных вариантах воплощения предусмотрен дополнительный слой олова, оплавленный или неоплавленный, между слоем железооловянного сплава и слоем покрытия с металлическим хромом - оксидом хрома. Преимущества введения дополнительного слоя олова заключаются в возможности изменения оптических свойств изделия и в улучшении коррозионной стойкости материала. В результате введения дополнительного слоя, состоящего из нелегированного металлического олова, получена подложка намного более светлого цвета (т.е. с более высокой величиной L), что может оказаться важным для декоративных целей. Более того, присутствие тонкого слоя (например, обычно 0,3-0,6 г Sn/м2) нелегированного металлического олова улучшает коррозионную стойкость материала. В результате оплавления в потоке такого продукта может быть также повышен блеск материала с покрытием посредством снижения шероховатости поверхности подложки с покрытием, но это также способствует еще большему улучшению коррозионной стойкости благодаря снижению пористости дополнительного слоя олова и образованию дополнительного железооловянного сплава, FeSn2, между слоями FeSn и нелегированного металлического олова.
Покрытие Cr-CrОх предотвращает окисление металлического олова до оксида олова в результате пассивации верхнего слоя. Такое пассивационное действие наблюдается при толщинах покрытия Cr-CrОх ≥ 20 мг Cr/м2. Покрытие Cr-CrОх также предотвращает окрашивание серой металлического олова в результате экранирующего действия. Было установлено, что для предотвращения окрашивания серой толщина покрытия Cr-CrОх должна составлять ≥ 60 мг Cr/м2.
Опять же большое преимущество как относительно воздействия на окружающую среду, так и здоровья и безопасности заключается в том, что с помощью изобретения предотвращается использование химического состава с шестивалентным хромом, при этом можно сохранить рабочие характеристики изделия, обычно присущие белой жести.
Целью таких вариантов воплощения является замена традиционной белой жести. Основное преимущество, помимо устранения шестивалентного хрома из производства, заключается в том, что получена аналогичная характеристика коррозионной стойкости по сравнению с традиционной белой жестью, но при намного меньшей толщине покрытия оловом. Материал заменяет традиционные 2,8 г Sn/м2 на 0,6 г Sn/м2, что составляет снижение использования олова почти на 80%.
Вариант с дополнительным слоем неоплавленного, нелегированного металлического олова также нацелен на замену традиционной белой жести. Помимо придания материалу более светлого цвета улучшается коррозионная стойкость такого материала, повышая его пригодность для применения при изготовлении контейнеров для более агрессивных наполнителей.
Вариант с оплавленным слоем олова также нацелен на замену традиционной белой жести. Он очень похож на вариант без оплавления, но оплавление приведен к изделию с более сильным блеском. Также полагают, что операция оплавления еще больше улучшает коррозионную стойкость по сравнению с неоплавленным вариантом. Однако такое улучшение происходит за счет дополнительной стадии процесса (расплавление слоя олова и его охлаждение), поэтому данную стадию не используют при отсутствии необходимости с точки зрения свойств.
В варианте воплощения изобретения первоначальная масса оловянного покрытия перед отжигом для образования слоя железооловянного сплава составляет самое большее 1000 мг/м2, предпочтительно от 100 до 600 мг/м2 подложки, и/или при этом слой с металлическим хромом - оксидом хрома имеет общее содержание хрома по меньшей мере 20 мг Cr/м2, предпочтительно по меньшей мере 40 мг Cr/м2, а более предпочтительно по меньшей мере 60 мг Cr/м2, и/или предпочтительно - самое большее 140 мг Cr/м2, более предпочтительно - самое большее 90 мг Cr/м2, наиболее предпочтительно - самое большее 80 мг Cr/м2.
Авторы изобретения обнаружили, что начало при толщине конверсионного покрытия Cr-CrОх~20 мг Cr/м2 уже приводит к значительному улучшению по сравнению с образцами без конверсионного покрытия Cr-CrОх и что, начиная с толщины примерно 60 мг Cr/м2, характеристики уже идентичны характеристикам предлагаемых в настоящее время на рынке изделий, получаемых с использованием растворов на основе Cr(VI).
Покрытие Cr-CrОх согласно изобретению обеспечивает превосходную адгезию к органическим покрытиям, таким как лаки и слои термопластичного покрытия.
В варианте воплощения подложка с покрытием дополнительно снабжена органическим покрытием, состоящим либо из термоотверждающегося органического покрытия, либо термопластичного однослойного покрытия, либо термопластичного многослойного полимерного покрытия. Слой Cr-CrОх обеспечивает превосходную адгезию к органическому покрытию, аналогичную достигаемой в результате использования традиционной ECCS.
Следует отметить, что в том случае, если после диффузионного отжига железооловянный слой снабжен дополнительным слоем олова, то присутствие нелегированного металлического олова означает, что такой слой может начать плавиться при Т ≥ 232°С (т.е. точке плавления олова), что делает данный вариант воплощения неподходящим для ламинирования полимерами, которые требуют использования температур во время обработки более 232°С, такими как ПЭТ.
В предпочтительном варианте воплощения термопластичное полимерное покрытие представляет собой систему полимерного покрытия с одним или более слоями, включающую использование термопластичных смол, таких как сложные полиэфиры или полиолефины, но которая также может включать акриловые смолы, полиамиды, поливинилхлорид, фторуглеродные полимеры, поликарбонаты, смолы типа стирола, акрилонитрилбутадиенстироловые (АБС) смолы, хлорированные простые полиэфиры, иономеры, уретановые смолы и функционализированные полимеры. Для разъяснения:
- Сложный полиэфир представляет собой полимер, состоящий из дикарбоновой кислоты и гликоля. Примеры подходящих дикарбоновых кислот включают терефталевую кислоту, изофталевую кислоту, нафталиндикарбоновую кислоту и циклогександикарбоновую кислоту. Примеры подходящих гликолей включают этиленгликоль, пропандиол, бутандиол, гександиол, циклогександиол, циклогександиметанол, неопентилгликоль и т.д. Более двух видов дикарбоновой кислоты или гликоля могут быть использованы вместе.
- Полиолефины включают, например, полимеры или сополимеры этилена, пропилена, 1-бутена, 1-пентена, 1-гексена или 1-октена.
- Акриловые смолы включают, например, полимеры или сополимеры акриловой кислоты, метакриловой кислоты, сложного эфира акриловой кислоты, сложного эфира метакриловой кислоты или акриламида.
- Полиамидные смолы включают, например, так называемые Нейлон 6, Нейлон 66, Нейлон 46, Нейлон 610 и Нейлон 11.
- Поливинилхлорид включает гомополимеры и сополимеры, например, с этиленом или винилацетатом.
- Фторуглеродные полимеры включают, например, тетрафторированный полиэтилен, трифторированный монохлорированный полиэтилен, гексафторированную этилен-пропиленовую смолу, поливинилфторид и поливинилиденфторид.
- Функционализированные полимеры, например, полученные в результате привитой сополимеризации малеинового ангидрида, включают, например, модифицированные полиэтилены, модифицированные полипропилены, модифицированные сополимеры этилена-акрилата и модифицированные этиленвинилацетаты.
Могут быть использованы смеси двух или более смол. Кроме того, смола может быть смешана с антиоксидантом, термостабилизатором, поглотителем УФ, пластификатором, пигментом, зародышеобразователем, антистатиком, антиадгезионным агентом, препятствующим слипанию агентом и т.д. Было установлено, что использование таких систем термопластичного полимерного покрытия обеспечивает превосходные характеристики при изготовлении жестяных банок и их применении, например хранении.
Согласно второму аспекту настоящее изобретение воплощено в способе получения стальной подложки с покрытием для упаковочных целей, включающему стадии получения отожженной рекристаллизацией, однократно обжатой стальной подложки или двукратно обжатой стальной подложки, которая была подвергнута рекристаллизационному отжигу между первой и второй обработкой в виде холодной прокатки; нанесение первого слоя олова на одну или более сторон стальной подложки на первой стадии гальваностегии, предпочтительно тогда, когда масса оловянного покрытия составляет максимум 1000 мг/м2, предпочтительно по меньшей мере 100 и/или максимум 600 мг/м2 поверхности подложки; диффузионный отжиг подложки из черной жести, на которую нанесен упомянутый оловянный слой в атмосфере восстановительного газа до температуры Та отжига, составляющей по меньшей мере 513°С в течение периода времени tа, достаточного для превращения первого оловянного слоя в слой или слои из железооловянного сплава для получения слоя или слоев из железооловянного сплава, который содержит или содержат по меньшей мере 85 весовых процентов (вес.%) FeSn (50 ат.% железа и 50 ат.% олова); резкое охлаждение подложки со слоем (слоями) из железооловянного сплава в инертной, неокисляющей охлаждающей среде, при этом подложку с покрытием держат в восстановительной атмосфере или атмосфере инертного газа до охлаждения таким образом, чтобы получить твердый, стабильный поверхностный оксид; осаждение покрытия из металлического хрома - оксида хрома на подложку со слоем (слоями) из железооловянного сплава, включающее электролитическое осаждение на упомянутую подложку упомянутого покрытия из металлического хрома - оксида хрома на стадии плакирования из плакирующего раствора, включающего смесь трехвалентного соединения хрома, хелатирующего агента, необязательно, усиливающую удельную проводимость соль, необязательно, деполяризатор, необязательно, поверхностно-активное вещество, к которому может быть добавлена кислота или основание для регулирования рН, тем самым предотвращая использование химии шестивалентного хрома.
Авторы настоящего изобретения установили, что для получения слоя покрытия согласно настоящему изобретению необходимо подвергнуть подложку из покрытой оловом черной жести диффузионному отжигу при температуре (Та), составляющей по меньшей мере 513°С. Продолжительность диффузионного отжига (tа) при температуре Та диффузионного отжига выбирают таким образом, чтобы обеспечить превращение оловянного слоя в железооловянный слой. Преобладающим и предпочтительно единственным компонентом железооловянного сплава в железооловянном слое является FeSn (т.е. 50 атомных процентов (ат.%) железа и 50 ат.% олова). Следует отметить, что комбинация продолжительности диффузионного отжига и температуры является в некоторой степени взаимозаменяемой. Высокая Та и короткая tа приведут к формированию такого же слоя из железооловянного сплава, как и более низкая Та и более длительная tа. Требуется минимальная Та, составляющей по меньшей мере 513°С, поскольку при более низких температурах желательный (50:50) слой FeSn не формируется. Диффузионный отжиг также не должен протекать при постоянной температуре, но температурный профиль также может быть таким, чтобы достичь пиковой температуры. Важно, чтобы минимальная температура, составляющая 513°С, поддерживалась в течение достаточно длительного периода времени для достижения желаемого количества FeSn в железооловянном слое. Поэтому диффузионный отжиг может протекать при постоянной температуре Та в течение определенного периода времени или диффузионный отжиг может, например, включать пиковую температуру металла Та. В последнем случае температура диффузионного отжига не является постоянной. Было установлено, что предпочтительным является использование температуры диффузионного отжига Та, составляющей от 513 до 645°С, предпочтительно - от 513 до 625°С. Более низкая Та ограничивает опасность влияния на объемные механические свойства подложки во время диффузионного отжига.
В варианте воплощения изобретения предусмотрен способ, при котором отжиг осуществляют в атмосфере восстановительного газа, такого как HNX, поддерживая подложку с покрытием в атмосфере восстановительного или инертного газа перед охлаждением с использованием неокисляющей или слабо окисляющей охлаждающей среды с тем, чтобы получить прочный, стабильный поверхностный оксид.
В варианте воплощения изобретения резкого охлаждения после диффузионного отжига достигают посредством закалки водой, при этом используемая для закалки вода имеет температуру между комнатной температурой и температурой ее кипения. Важно сохранять равномерную скорость охлаждения по всей ширине охлаждаемой полосы для предотвращения опасности деформации полосы из-за перекоса при охлаждении. Это может быть достигнуто посредством нанесения охлаждающей воды через (погруженную) систему распыления, которая нацелена на создание режима одинакового охлаждения на поверхности полосы. Для обеспечения равномерной скорости охлаждения во время распыления предпочтительным является использование охлаждающей воды с температурой от комнатной температуры до 60°С для предотвращения достижения водой температур кипения при контакте с горячей стальной полосой. Последнее может вести к появлению эффектов локализованного (нестабильного) пленочного кипения, которые могут привести к неравномерным скоростям охлаждения по поверхности стальной полосы, потенциально ведущим к образованию перекосов при охлаждении.
В варианте воплощения изобретения процесс отжига включает (i) использование нагревательного устройства, способного обеспечивать скорость нагревания, предпочтительно превышающую 300°С/с, подобно устройству индукционного нагрева, в содержащей водород атмосфере, такой как HNX, и/или (ii) последующую термовыдержку, которую поддерживают при температуре отжига для гомогенизации распределения температуры по ширине полосы, и/или (iii) после процесса отжига непосредственно следует резкое охлаждение со скоростью охлаждения по меньшей мере 100°С/с, и/или (iv) охлаждение предпочтительно осуществляют в атмосфере восстановительного газа, такой как атмосфера HNX, и/или (v) охлаждение предпочтительно осуществляют посредством закалки водой с использованием (погруженных) распылительных сопел, при этом используемая для закалки вода имеет минимальное содержание растворенного кислорода и имеет температуру от комнатной температуры до 80°С, предпочтительно - от комнатной температуры до 60°С, предохраняя подложку со слоем(ями) железооловянного сплава от воздействия кислорода путем поддержания атмосферы инертного или восстановительного газа, такого как газ HNX, перед закалкой.
В дополнение к обеспечению возможности протекания процесса поверхностного сплавления посредством диффузионного отжига, такая термическая обработка также влияет на механические свойства массивной стальной подложки, что является результатом сочетания эффектов старения и возврата материала. Такие эффекты возврата могут быть использованы посредством адаптации профиля температура-время диффузионного отжига таким образом, что происходит возврат деформированной подложки. В таком случае диффузионный отжиг представляет собой одновременный диффузионный и восстановительный отжиг. Влияние на механические свойства массивной стальной подложки варьируется в зависимости от состава стали, например содержания углерода в стали, и предыстории механической обработки материала, например степени обжатия при холодной прокатке, периодического или непрерывного отжига. В случае низкоуглеродистых сталей (содержание С в которых доходит до примерно 0,15 масс.%, но для упаковочных назначений обычно составляет до примерно 0,05 масс.%) или особонизкоуглеродистых сталей (обычно до примерно 0,02 масс.% C) могут измениться предел текучести и прочности в результате перехода углерода в раствор. После такой термической обработки в сортах углеродистой стали СА и ВА также наблюдается переменная величина соответствующего пределу текучести удлинения (удлинения при текучести). Это влияние на удлинение при текучести может быть подавлено дрессировкой. Интересно, что формуемость сортов стали ДП может быть значительно увеличена в результате термической обработки. Такой эффект объясняется возвратом деформированной стали, которую, как правило, не отжигают после второй операции холодной прокатки и которая приводит к улучшенным показателям удлинения. Такой эффект возврата становится более выраженным при повышении уровня обжатия, обеспечиваемого во время второй операции холодной прокатки.
В варианте воплощения изобретения подложка состоит из не содержащей элементов внедрения низкоуглеродистой, особонизкоуглеродистой или сверхнизкоуглеродистой стали, такой как стабилизированная титаном, стабилизированная ниобием или стабилизированная титаном-ниобием сталь без элементов внедрения. При использовании низкоуглеродистых, особонизкоуглеродистых или сверхнизкоуглеродистых сталей, свободных от элементов внедрения (IF), таких как стабилизированная титаном, ниобием или титаном-ниобием низкоуглеродистая, особонизкоуглеродистая или сверхнизкоуглеродистая сталь, благотворные влияния процесса отжига на механические свойства, включая эффект возврата для подложек ДП, массивной стальной подложки могут быть сохранены без потенциальных недостатков углеродного или азотного старения. Это объясняется тем, что в случае сталей IF все междоузельные атомы углерода и азота, присутствующие во всей массе стали, химически связаны, что предотвращает их переход в раствор во время отжига. Во время экспериментов по диффузионному отжигу не наблюдалось никаких признаков старения сталей IF. Это может оказаться выгодным с целью получения подложки, которая абсолютно не подвержена эффектам удлинения при текучести, даже после длительного хранения, чтобы можно было гарантировать получение контейнеров и/или деталей металлической упаковки, которые должны быть абсолютно свободны от так называемых «линий Людерса».
Подложку не подвергают дальнейшим сильным уменьшениям толщины после образования слоя FeSn. Дальнейшее уменьшение толщины может вызвать возникновение трещин в слое FeSn. Обжатия в результате дрессировки или правки в растяжной правильной машине (при необходимости) и обжатия, которым подвергают материал в ходе производства упаковок (тары), не вызывают образования таких трещин или, в случае их образования, не оказывают отрицательного влияния на характеристики подложки с покрытием. Степень обжатия в результате дрессировки обычно составляет от 0 до 3%.
После того как подложка снабжена слоем покрытия из сплава FeSn, поверхность может быть необязательно активирована посредством погружения материала в раствор серной кислоты, как правило, на несколько секунд в раствор, содержащий 50 г/л серной кислоты, с последующим промыванием водой перед нанесением покрытия Cr-CrОх.
В варианте воплощения электроосаждение покрытия Cr-CrОх осуществляют, используя электролит, в котором хелатирующий агент включает анион муравьиной кислоты, повышающая проводимость соль содержит катион щелочного металла, а деполяризатор включает бромидсодержащую соль.
В варианте воплощения катионным компонентом в хелатирующем агенте, повышающей проводимость соли и деполяризаторе является калий. Преимущество использования калия заключается в том, что его присутствие в электролите сильно повышает электропроводность раствора, сильнее, чем любой другой катион щелочного металла, тем самым внося максимальный вклад в снижение напряжения на ячейке, требуемого для проведения процесса электроосаждения.
В варианте воплощения изобретения состав электролита, используемого для осаждения Cr-CrОх, был следующим: 120 г/л основного сульфата хрома, 250 г/л хлорида калия, 15 г/л бромида калия и 51 г/л формиата калия. рН доводили до значений от 2,3 до 2,8, измеряемых при 25°С, посредством добавления серной кислоты.
К удивлению, было установлено, что можно провести электроосаждение слоя покрытия с металлическим хромом - оксидом хрома из такого электролита за единственную технологическую стадию. Из уровня техники следует, что строго требуется добавление к электролиту буферного агента, такого как, например, борная кислота, чтобы позволить происходить электроосаждению металлического хрома. Кроме того, сообщалась, что невозможно осаждать металлический хром и оксид хрома из одного и того же электролита из-за этого буферного действия (поскольку буферный агент требуется для электроосаждения металлического хрома, но исключает образование оксидов хрома, и наоборот). Однако было установлено, что такого добавления буферного агента для осаждения металлического хрома не требуется при том условии, что применяется достаточно высокая плотность катодного тока. Следует отметить, что большая часть электрического тока, подаваемого на подложку (катод), используется на генерирование газообразного водорода, в то время как всего лишь небольшая часть электрического тока используется на электроосаждение частиц хрома.
Предполагается, что для того, чтобы произошло электроосаждение металлического хрома, должно быть превышено определенное пороговое значение плотности тока, что тесно связано с рН на поверхности полосы, достигающего определенных значений в результате выделения газообразного водорода и уравновешивания различных (хелатированных) полигидроксидных комплексов хрома. Было установлено, что после перехода через это пороговое значение плотности тока электроосаждение слоя покрытия с металлическим хромом - оксидом хрома увеличивается фактически линейно с повышением плотности тока, как это наблюдается при традиционном электроосаждении металлов согласно закону Фарадея. Вероятно, действительная величина пороговой плотности тока тесно связана с условиями массопереноса на поверхности полосы: наблюдали, что это пороговое значение увеличивается с увеличением скоростей массопереноса. Такое явление может объясняться изменениями значений рН на поверхности полосы: при увеличении скоростей массопереноса поступление ионов гидроксония к поверхности полосы увеличивается, обуславливая увеличение плотности катодного тока для поддержания определенного уровня рН (явно более высокого, чем объемный рН) на поверхности полосы при установившихся условиях процесса. Обоснованность данной гипотезы подтверждается результатами, полученными в ходе экспериментов, в которых рН объема электролита варьировали от 2,5 до 2,8: пороговое значение плотности потока снижается с повышением значения рН.
Что касается процесса электроосаждения покрытий Cr-CrОх из электролитов на основе трехвалентного хрома, то важно предотвратить/минимизировать окисление трехвалентного хрома до его шестивалентного состояния на аноде. Подходящие анодные материалы представляют собою графит, платинированный титан, титан с оксидом иридия и титан, снабженный смешанным металлооксидным покрытием, содержащим оксид иридия и оксид тантала.
В варианте воплощения железооловянный диффузный слой снабжают слоем металлического олова перед нанесением покрытия с металлическим хромом - оксидом хрома, при этом, необязательно, слой олова оплавляют перед нанесением покрытия с металлическим хромом - оксидом хрома. Перед электроосаждением слоя металлического олова на покрытие из сплава FeSn поверхность FeSn необязательно активируют, погружая материал в раствор серной кислоты, как правило, на несколько секунд в раствор, содержащий 50 г/л серной кислоты, с последующим промыванием водой. Перед последующим электроосаждением покрытия Cr-CrОх на (оплавленное) покрытие из металлического олова поверхность олова необязательно подвергают предварительной обработке, погружая материал в раствор карбоната натрия и используя катодный ток с плотностью 0,8 А/дм2 в течение короткого периода времени, обычно 1 секунда. Такую предварительную обработку используют для удаления оксидов с поверхности олова до нанесения покрытия Cr-CrОх.
В варианте воплощения подложку с покрытием дополнительно снабжают на одной или обеих сторонах органическим покрытием, состоящим из термоотверждающегося органического покрытия, на стадии лакировки или термопластичного однослойного или термопластичного многослойного полимера, на стадии ламинирования пленки или на стадии прямой экструзии.
В варианте воплощения термопластичное полимерное покрытие представляет собой систему полимерного покрытия с одним или более слоями, включающую использование термопластичных смол, таких как сложные полиэфиры или полиолефины, но которая также может включать акриловые смолы, полиамиды, поливинилхлорид, фторуглеродные полимеры, поликарбонаты, смолы типа стирола, АБС смолы, хлорированные простые полиэфиры, иономеры, уретановые смолы и функционализированные полимеры; и/или их сополимеры; и/или их смеси.
Как упомянуто ранее, термическая обработка, используемая для осуществления диффузионного отжига, может оказать отрицательное влияние на объемные механические свойства стальной подложки из-за эффектов старения. Объемные механические свойства стальной подложки после упомянутой термической обработки можно улучшить посредством растягивания материала в небольшой степени (например, на 0-3%, предпочтительно - по меньшей мере 0,2%, более предпочтительно - по меньшей мере 0,5%) в результате, например, дрессировки или пропускания материала через растяжную правильную машину. Такая обработка не только служит улучшению объемных механических свойств (например, снижает/устраняет удлинение при текучести, улучшает отношение Rm/Rp и т.д.), но также может быть использована для улучшения формы полосы (например, снижения уровня изгиба). Кроме того, как и при традиционной дрессировке, такой процесс кондиционирования материала может быть также потенциально использован для модификации структуры поверхности.
Применение обработки растягиванием предусмотрено как возможное на различных стадиях в рамках производственного процесса:
- непосредственно после стадии диффузионного отжига, перед нанесением каких-либо других слоев покрытия;
- после нанесения (оплавленного) слоя металлического олова на поверхность FeSn. Это позволяет использовать дополнительный вариант модификации структуры слоя металлического олова, например, для улучшения пористости такого слоя (т.е. снижения пористости) и/или изменения шероховатости поверхности для улучшения оптических свойств (т.е. для повышения уровней блеска);
- после того, как материал полностью покрыт.
Что касается последнего варианта, то он может быть осуществлен после нанесения термопластичного покрытия на покрытие Cr-CrОх. Важное преимущество такой конкретной последовательности заключается в том, что нейтрализуются эффекты старения, вызываемые как диффузионным отжигом, так и нанесением термопластичной пленки, создавая полностью покрытый материал с идеальными механическими свойствами, положительно влияющий на его успешное применение в различных операциях по производству жестяных банок.
В варианте воплощения изобретения отжиг покрытой оловом стальной подложки осуществляют при температуре Та, составляющей по меньшей мере 513°С, в течение времени отжига tа, как описано выше, не только для превращения слоя олова в слой железооловянного сплава, который содержит по меньшей мере 80 массовых процентов (масс.%) FeSn (50 ат.% железа и 50 ат.% олова), но также и для одновременного получения восстановленной микроструктуры, в которой не происходит рекристаллизации подложки однократной прокатки или подложки двукратной прокатки (т.е. восстановительный отжиг). Под термином «восстановленная микроструктура» подразумевается термообработанная, подвергнутая холодной прокатке микроструктура, в которой наблюдается минимальная или вовсе отсутствует рекристаллизация, при этом такая возможная рекристаллизация ограничена локализованными участками, например, на краях полосы. Микроструктура предпочтительно является полностью нерекристаллизованной. Поэтому микроструктура упаковочной стали практически или полностью нерекристаллизована. Такая восстановленная микроструктура наделяет сталь существенно повышенной способностью к деформации за счет ограниченного снижения прочности.
Далее изобретение дополнительно разъясняется с помощью нижеследующих неограничивающих примеров и фигур.
Образцы упаковочных стальных листов (состоящие из низкоуглеродистой стали обычно используемых сорта и отпуска) очищали в коммерческом щелочном очистителе (Chela Clean KC-25, выпускаемом Foster Chemicals), промывали в деионизированной воде, травили в растворе с 50 г/л серной кислоты при комнатной температуре в течение 5 с и вновь промывали. Затем на образцы наносили оловянное покрытие 600 мг/м2 в ванне MSA (метансульфоновой кислоты), которую обычно используют для получения белой жести на непрерывной линии лужения полосы. Применяли плотность тока 10 А/дм2 в течение 1 с.
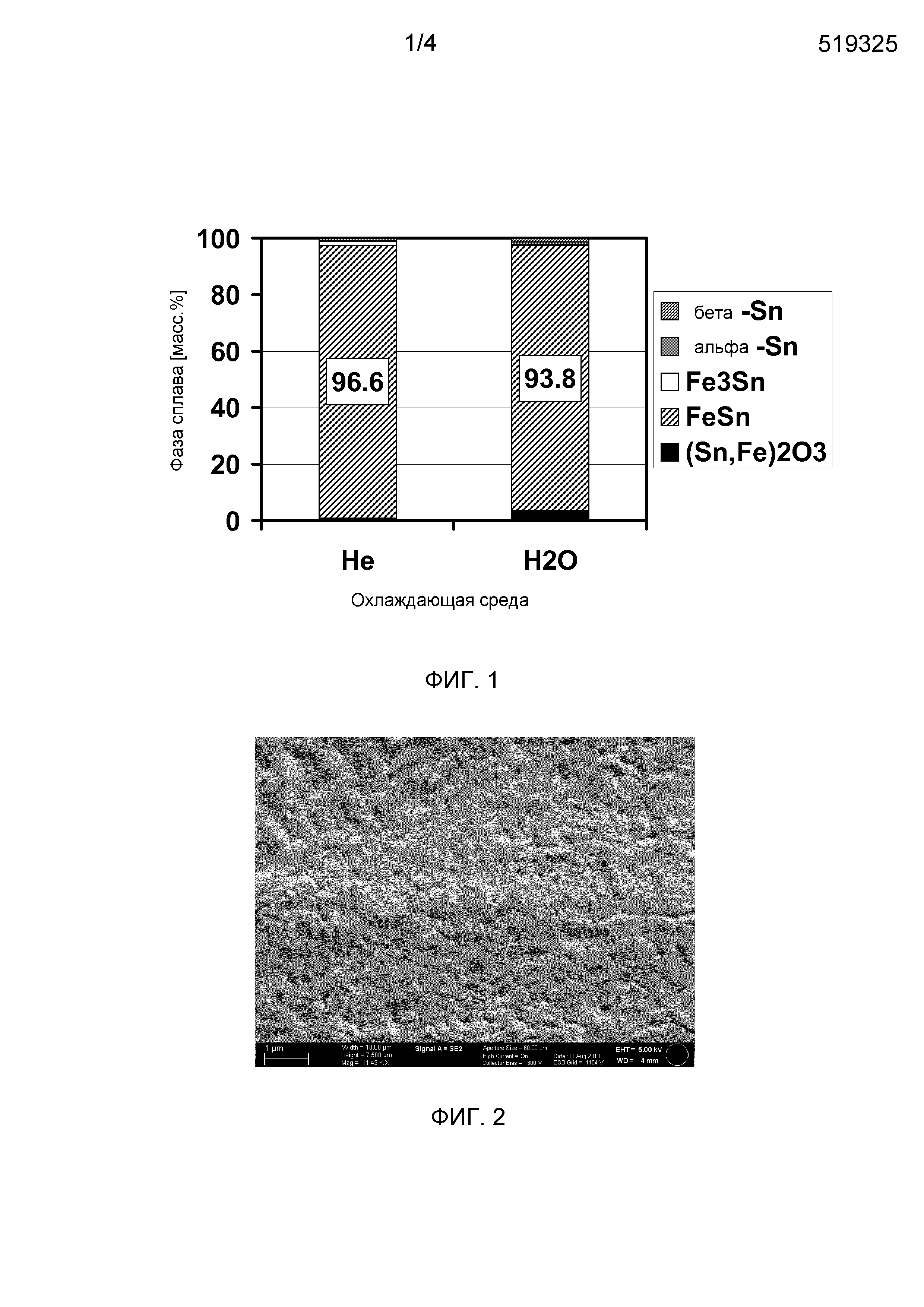
После упомянутого лужения образцы отжигали в атмосфере восстановительного газа, используя HNX, содержащий 5% Н2(г). Образцы нагревали от комнатной температуры до 600°С со скоростью нагрева 100°С/с. Сразу же после того, как образец достиг своей пиковой температуры в 600°С, один образец охлаждали посредством интенсивной обдувки газообразным гелием, а другой образец охлаждали посредством закалки водой (Та=600°С, tа=1 с). При охлаждении газообразным гелием скорость охлаждения составляла 100°С/с. Охлаждение посредством закалки водой происходит гораздо быстрее. За примерно 1 секунду образец охлаждается с 600°С до 80°С, иными словами, температуры воды в закалочном баке, т.е. скорость охлаждения составляет примерно 500°С/с.
Фазы, которые образуются во время такой стадии отжига, анализировали посредством рентгеновской дифракции (фигура 1). В обоих случаях образуется слой железооловянного сплава, который содержит более 90% желаемой фазы сплава FeSn (96,6 и 93,8 соответственно). В других примерах величины составили от 85,0 до 97,8% FeSn при температурах отжига от 550 до 625°С, при этом отжиг при температурах отжига выше 550 и ниже 615°С приводил в результате к диапазону от 92,2% до 97,8%.
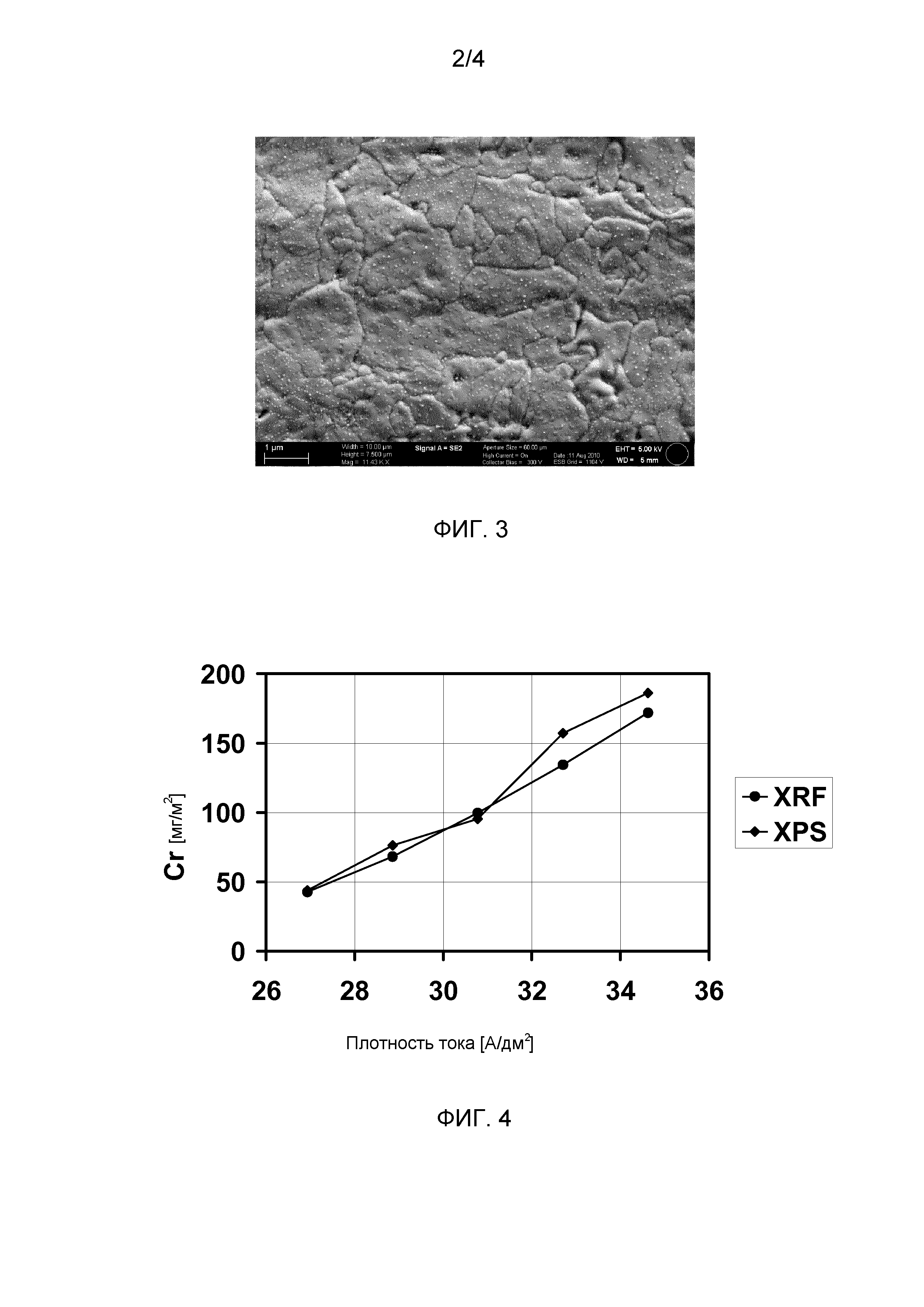
Морфологию покрытия анализировали с помощью сканирующей электронной микроскопии (СЭМ). Изображения ВТ (во вторичных электронах) обоих описанных выше образцов приведены на фигурах 2 и 3, которые показывают СЭМ-изображение ВТ образца, охлажденного газообразным гелем (фигура 2) и водой (фигура 3). В обоих случаях образовалась очень плотная и компактная структура, которая типична для фазы сплава FeSn. Масштабная линейка имеет длину 1 мкм.
Полученные таким образом образцы стальных листов с покрытием из FeSn превращали в цилиндры диаметром 73 мм в результате роликового профилирования и сваривания. Такие цилиндры служат в качестве электродов в электрохимической ячейке, которую использовали для исследования электроосаждения слоя покрытия с металлическим хромом - оксидом хрома (Cr-CrОх) из электролита с трехвалентным хромом.
Скорость массопереноса (массопоток) в такой электрохимической ячейке легко определяется и контролируется посредством вращения электрода-цилиндра с определенной скоростью вращения. Для электроосаждения Cr-CrОх использовали скорость вращения 776 оборотов в минуту (об/мин). При таких условиях скорость массопереноса у электрода-цилиндра соответствует скорости массопереноса на линии лужения полосы, работающей с линейной скоростью примерно 100 м/мин.
Состав электролита, используемого для осаждения Cr-CrОх, был следующим: 120 г/л основного сульфата хрома, 250 г/л хлорида калия, 15 г/л бромида калия и 51 г/л формиата калия. рН доводили до 2,3, измеряемых при 25°С, добавлением серной кислоты.
Покрытие Cr-CrОх осаждали при различных плотностях тока (см. таблицу). Продолжительность электролиза (осаждения) составляла 1 с, а температура электролита составляла 50°С.
|
Все образцы демонстрируют внешний вид с металлическим блеском. СЭМ-изображение образца слоя Cr-CrOx, осажденного при плотности тока 28,9 А/дм2, показывает, что зерна Cr являются небольшими, плотноупакованными и имеют гомогенный гранулометрический состав.
Общее количество осажденного хрома определяли посредством анализа методом XRF (рентгеновской флуоресценции). Указанные величины XRF скорректированы с учетом вклада подложки.
Спектры рентгеновской фотоэлектронной спектроскопии (XPS) и профили глубины записывали на приборе Kratos XSAM-800, используя Al-Кα рентгеновские лучи при 1486,6 эВ. Скорость распыления калибровали, используя стандарт BCR из 30 нм Та2O5 на Та, и она составила 0,57 нм/мин. Скорость распыления для Cr-содержащих веществ подобна скорости распыления Та2O5. Общее количество осажденного хрома может быть также получено в результате измерений XPS посредством интеграции вкладов от всех Cr-содержащих веществ.
Помимо XPS для характеристики покрытия Cr-CrOx также использовали просвечивающую электронную микроскопию (TEM) и энергодисперсионный рентгеноспектральный анализ (EDX). Образцы для ТЕМ подготавливали с помощью сфокусированного ионного пучка (FIB).
Общее количество хрома, измеренное методами XPS и XRF, откладывали на графике в зависимости от плотности тока на фигуре 4. Результаты измерений XPS очень хорошо соответствуют результатам измерений XRF.
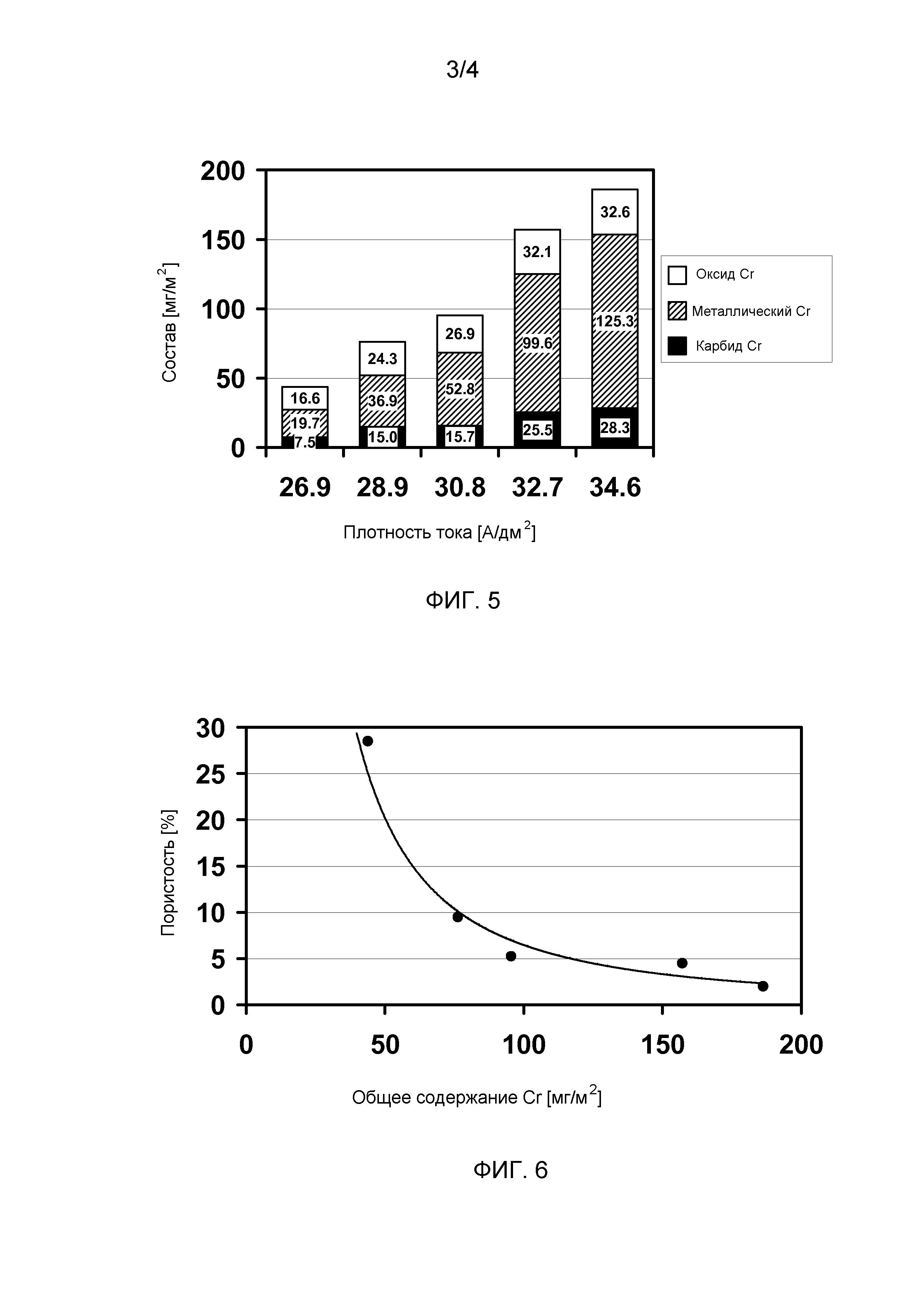
На фигуре 5 состав Cr-го слоя откладывали в зависимости от плотности тока, определяемой по записанным спектрам XPS. Cr-й слой состоит из смеси оксида Cr, металлического Cr и карбида Cr. Оксиды Cr не присутствуют в виде отдельного слоя на самой внешней поверхности, но эти оксиды, по-видимому, диспергированы во всем этом слое. Cr-й слой состоит в основном из металлического Cr. Повышение плотности тока дает более высокие массы Cr-го покрытия и относительно повышает содержание металлического Cr в слое. Почти весь дополнительный электрический ток используется на осаждение металлического Cr. Повышение оксида Cr и карбида Cr является весьма небольшим.
Для получения полуколичественного значения (ранжирования) пористости масс.% элементов подложки (т.е. Sn и Fe) делили на масс.% элемента покрытия (Cr). Концентрации интегрировали по первым 3,5 нм для лучшей статистики. Это можно делать без опасений, поскольку даже самое тонкое покрытие толще 6 нм.
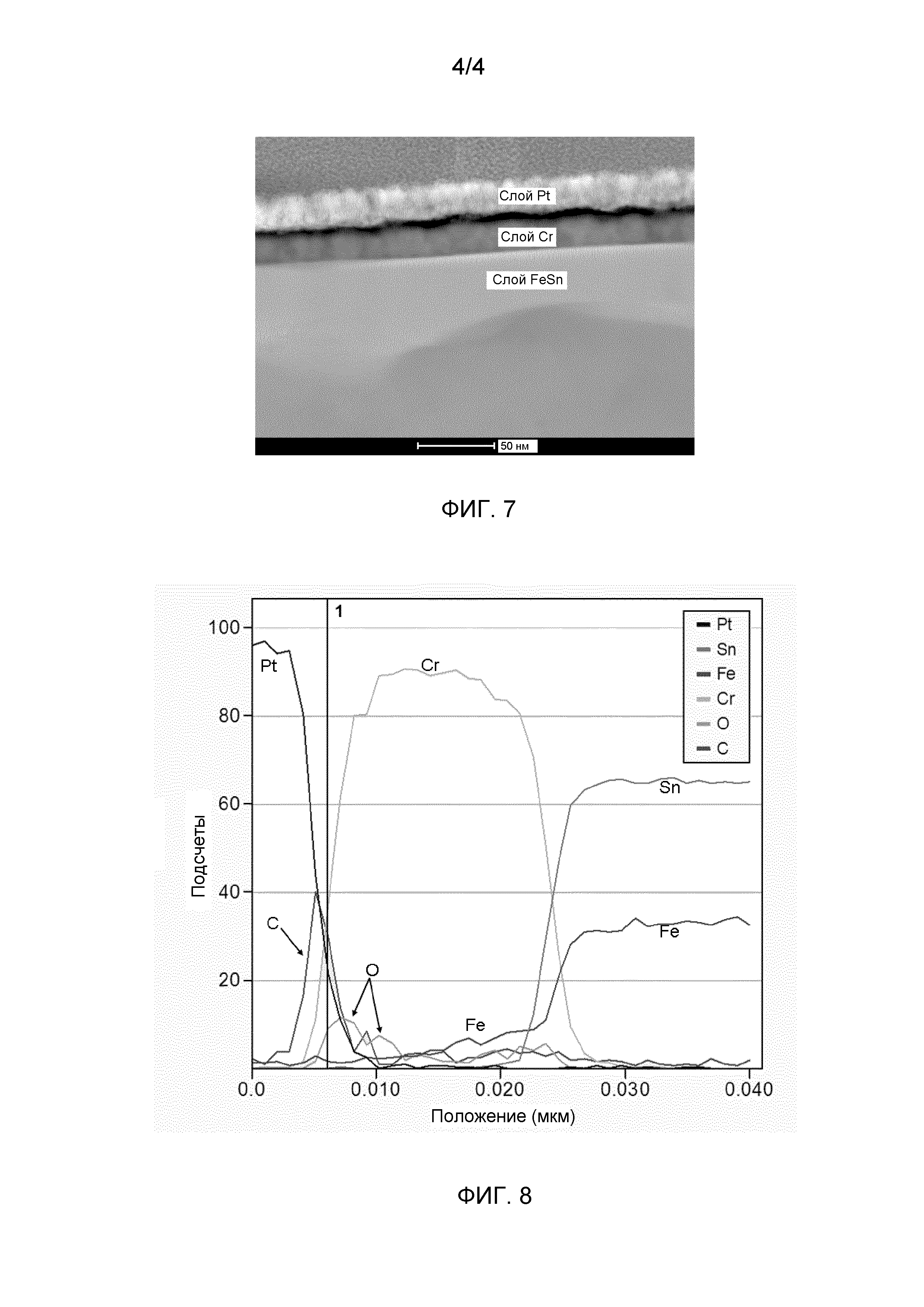
На фигуре 6 пористость Cr-го слоя откладывали в зависимости от массы Cr-го покрытия. Данная фигура показывает, что пористость сильно уменьшается с увеличением массы покрытия. ТЕМ-изображение (фигура 7, слой Pt осадили позднее для защиты покрытия во время подготовки образца ТЕМ, а масштабная линейка обозначает длину 50 нм) и линейное сканирование EDX (фигура 8) образца слоя Cr-CrOx, осажденного при плотности тока 28,9 А/дм2, подтверждает, что Cr-й слой замкнут и в основном состоит из металлического Cr.
Образцы стальных листов с покрытием из FeSn, полученные описанным выше способом, снабжали покрытием Cr-CrOx из электролита с трехвалентным хромом с описанным выше составом, вначале активируя образцы в растворе с 50 г/л серной кислоты при комнатной температуре в течение примерно 10 с, после чего следовало тщательное промывание деионизированной водой. Образцы затем размещали между 2 графитовыми анодами в гальванической ванне, наполненной электролитом с трехвалентным хромом. Расстояние между образцом и каждым анодом составляло 50 мм. Раствор умеренно перемешивали магнитной мешалкой.
Получили несколько наборов образцов, из которых результаты набора со средней массой покрытия Cr-CrОх приблизительно 70 мг/м2 и набора со средней массой покрытия Cr-CrОх приблизительно 20 мг/м2 представлены в таблице 2.
|
После электроосаждения покрытия Cr-CrОх каждый образец тщательно промывали деионизированной водой и сушили с помощью набора роликов с губкой.
Затем все образцы снабжали имеющейся в продаже пленкой ПЭТ толщиной 20 микрон посредством ламинирования (термосклеивания). После ламинирования образцы подогревали до температур выше точки плавления ПЭТ, а затем закаливали в воде при комнатной температуре согласно обычному режиму обработки при ПЭТ-ламинировании металлических подложек.
Такую же процедуру ламинирования применяли к контрольным материалам, состоявшим из покрытых FeSn стальных листов без покрытия Cr-CrОх и листов, взятых из промышленно выпускаемых рулонов TFS (безоловянной жести, также известной под аббревиатурой ECCS). Такую TFS получают в гальванической ванне на основе шестивалентного хрома.
Ламинированные листы использовали для изготовления жестяных банок DRD (операция вытяжки-однократной повторной вытяжки, степень вытяжки: 1,6, без утонения/калибровки по размеру, диаметр заготовки: 100 мм). Жестяные банки заполняли раствором 3,6% NaCl в газированной водопроводной воде. Банки закрывали стандартным двойным швом и стерилизовали в течение 60 минут при 121°С. Затем банки охлаждали до комнатной температуры, открывали, быстро промывали и сушили в течение суток. Дно и стенку банок изучали на предмет коррозионных пятен и/или отслоения покрытия из ПЭТ. Это очень тяжелое испытание для данной системы ламинирования, как показывают характеристики TFS (контроль 2). Даже в продаваемом на рынке и очень успешном изделии все-таки имеется небольшое количество различимого отслоения. В обычных обстоятельствах применения изделия такого отслоения не происходит, однако тяжелое испытание является быстрым и показательным способом классификации различных систем покрытия. Такое испытание показывает, что начало при толщине конверсионного покрытия Cr-CrОх~20 мг Cr/м2 уже приводит к значительному улучшению по сравнению с образцами без покрытия Cr-CrОх и что, начиная с толщины примерно 60 мг Cr/м2, характеристики уже идентичны характеристикам существующих изделий.
Результаты ранжированы по степени отслоения в донной части жестяных банок в таблице 3.
|
Полученные результаты показывают, что нанесение покрытия из Cr-CrОх оказывает очень положительное влияние с точки зрения подавления отслоения покрытия. При нанесении более толстого покрытия Cr-CrОх получен уровень характеристик изделия, аналогичный уровню характеристик производимой в настоящее время TFS.
Способ получения полосы из электротехнической стали с ориентированным зерном и полученная таким образом электротехническая сталь с ориентированным зерном
Способ изготовления восстановительно отожженной покрытой стальной основы для упаковочных применений и полученный упаковочный стальной продукт
Способ производства подвергнутой восстановительному отжигу стальной подложки с покрытием для упаковочных применений и изделие из упаковочной стали, полученное с его помощью
Покрытия хром-оксид хрома, нанесенные на стальные подложки для упаковочных применений, и способ получения таких покрытий
Покрытия хром-оксид хрома, нанесенные на стальные подложки для упаковочных применений, и способ получения таких покрытий
Способ термомеханического придания формы конечному продукту с очень высокой прочностью и полученный таким образом продукт
Холоднокатаная и полученная с непрерывным отжигом полоса высокопрочной стали и способ производства упомянутой стали
Способ для покрытия движущейся металлической полосы и покрытая металлическая полоса, произведенная этим способом
Способ изготовления подложек с покрытием на основе хрома - оксида хрома
Способ получения полосы из электротехнической стали с ориентированным зерном и полученная таким образом электротехническая сталь с ориентированным зерном
Способ изготовления восстановительно отожженной покрытой стальной основы для упаковочных применений и полученный упаковочный стальной продукт
Способ производства подвергнутой восстановительному отжигу стальной подложки с покрытием для упаковочных применений и изделие из упаковочной стали, полученное с его помощью
Покрытия хром-оксид хрома, нанесенные на стальные подложки для упаковочных применений, и способ получения таких покрытий
Покрытия хром-оксид хрома, нанесенные на стальные подложки для упаковочных применений, и способ получения таких покрытий
Способ изготовления подложек с покрытием на основе хрома - оксида хрома

