Результат интеллектуальной деятельности: СПОСОБ ФИНИШНОЙ ОБРАБОТКИ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для абразивной обработки точных плоскостей деталей с низкими параметрами шероховатости, где не допускаются риски на обработанной поверхности.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ чистовой обработки деталей, при котором инструменту сообщают перемещение относительно детали, а обработку ведут инструментом в виде твердой подложки, покрытой газетной бумагой с нанесенной алмазной пастой. При этом газетную бумагу берут с типографским текстом выдерживают ее при влажности воздуха 60-80%, покрытие осуществляют в 2 слоя. Зернистость алмазной пасты выбирают не более 3 мкм. Инструменту сообщаются колебания во взаимно перпендикулярных направлениях с равными амплитудами и взаимном рассогласовании частот 1-5% (А.С. №1685686 от 23.10.1991 г.). Данный способ принят за прототип.
Признаки прототипа, совпадающие с существенными признаками заявляемого способа - способ финишной обработки деталей, при котором инструменту относительно детали сообщают перемещение во взаимно перпендикулярных направлениях с равными амплитудами при взаимном рассогласовании частот от 1 до 5%; обработку ведут инструментом в виде твердой подложки, покрытой газетной бумагой с типографским текстом в два слоя, предварительно выдержанной при влажности воздуха 60-80% с нанесенной алмазной пастой.
Известный способ, принятый за прототип, имеет следующие недостатки: во-первых, не гарантирует после полирования отсутствия рисок, оставленных абразивными зернами крупных фракций на предшествующих этапах обработки, что значительно ухудшает качество обработанной поверхности, а в некоторых случаях не допускается техническими требованиями; во-вторых, имеет крайне низкую производительность, ввиду использования паст минимальных зернистостей, а также эластичности бумаги полировальника, абразивные зерна продавливаются в поверхность инструмента, работая лишь небольшой выступающей частью.
Задачей изобретения является повышение качества и производительности обработки, исключение рисок.
Поставленная задача была решена за счет того, что в известном способе финишной обработки деталей, при котором инструменту относительно детали сообщают перемещение во взаимно перпендикулярных направлениях с равными амплитудами при взаимном рассогласовании частот от 1 до 5%, а обработку ведут инструментом в виде твердой подложки, покрытой газетной бумагой с типографским текстом в два слоя, предварительно выдержанной при влажности воздуха 60-80% с нанесенной алмазной пастой, согласно изобретению перед обработкой на газетной бумаге проводят получистовую доводку микроударным методом, осуществляемую на нешаржируемом инструменте из оптического стекла при давлении детали на инструмент 0,01-0,03 кг/см2 и средней скорости их относительного перемещения 0,06-0,08 м/с, с применением абразивной пасты или микропорошка зернистостью М3-М7 и добавлением керосина в количестве 0,15-0,25 мг/см2.
Признаки заявляемого технического решения, отличительные от прототипа - перед обработкой на газетной бумаге проводят получистовую доводку микроударным методом, осуществляемую на нешаржируемом инструменте из оптического стекла при давлении детали на инструмент 0,01-0,03 кг/см2 и средней скорости их относительного перемещения 0,06-0,08 м/с, с применением абразивной пасты или микропорошка зернистостью М3-М7 и добавлением керосина в количестве 0,15- 0,25 мг/см2.
Отличительные признаки в совокупности с известными позволят повысить качество обработанной поверхности и производительность обработки, исключить риски.
Заявителю неизвестно использование в науке и технике отличительных признаков способа финишной обработки деталей с получением указанного технического результата.
Предлагаемый способ иллюстрируется чертежами, представленными на фиг. 1-7.
На фиг. 1 представлена фотография поверхности детали, доведенной микроударным способом (увеличение ×100).
На фиг. 2 - фотография поверхности детали, доведенной известным способом (увеличение ×100).
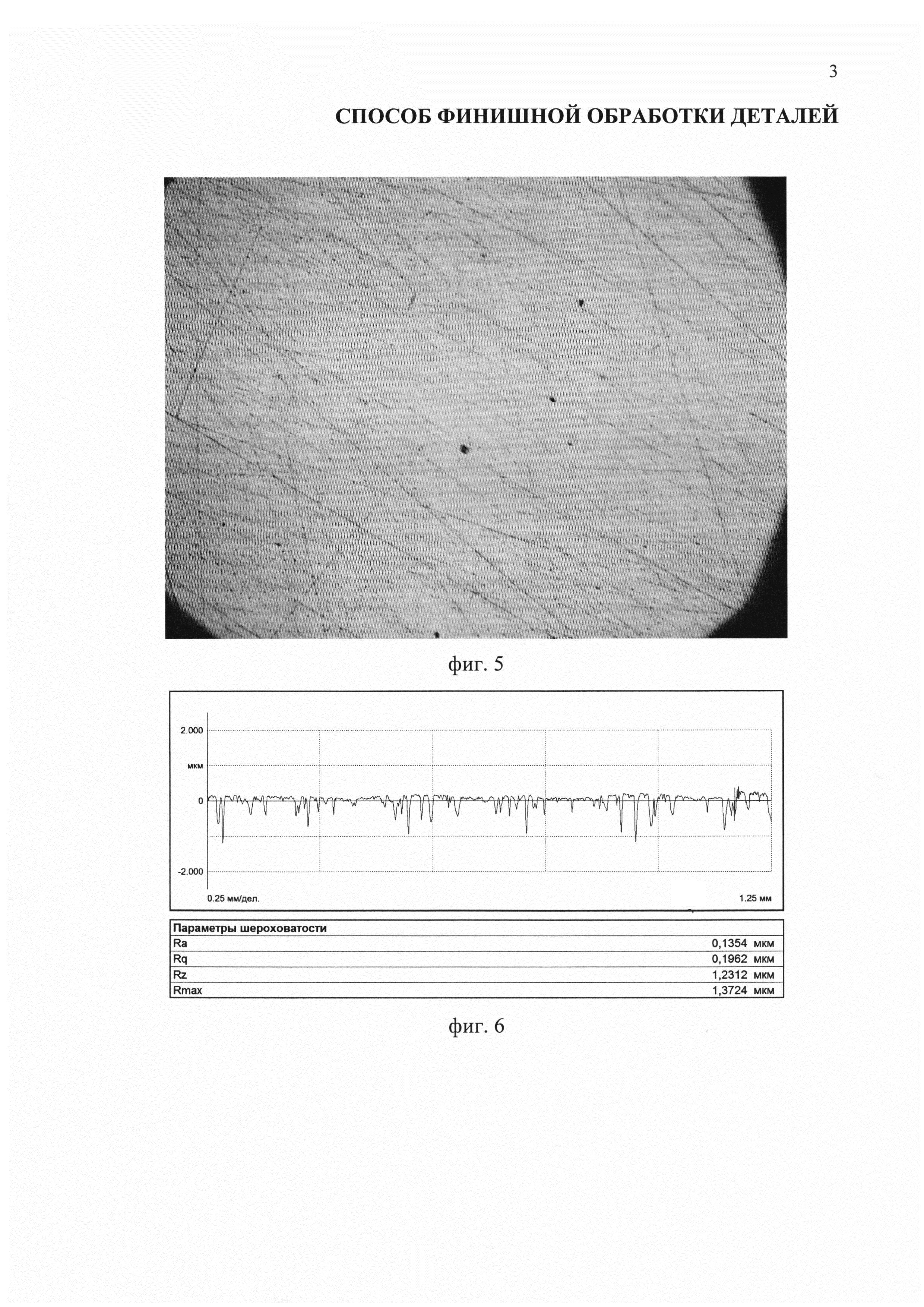
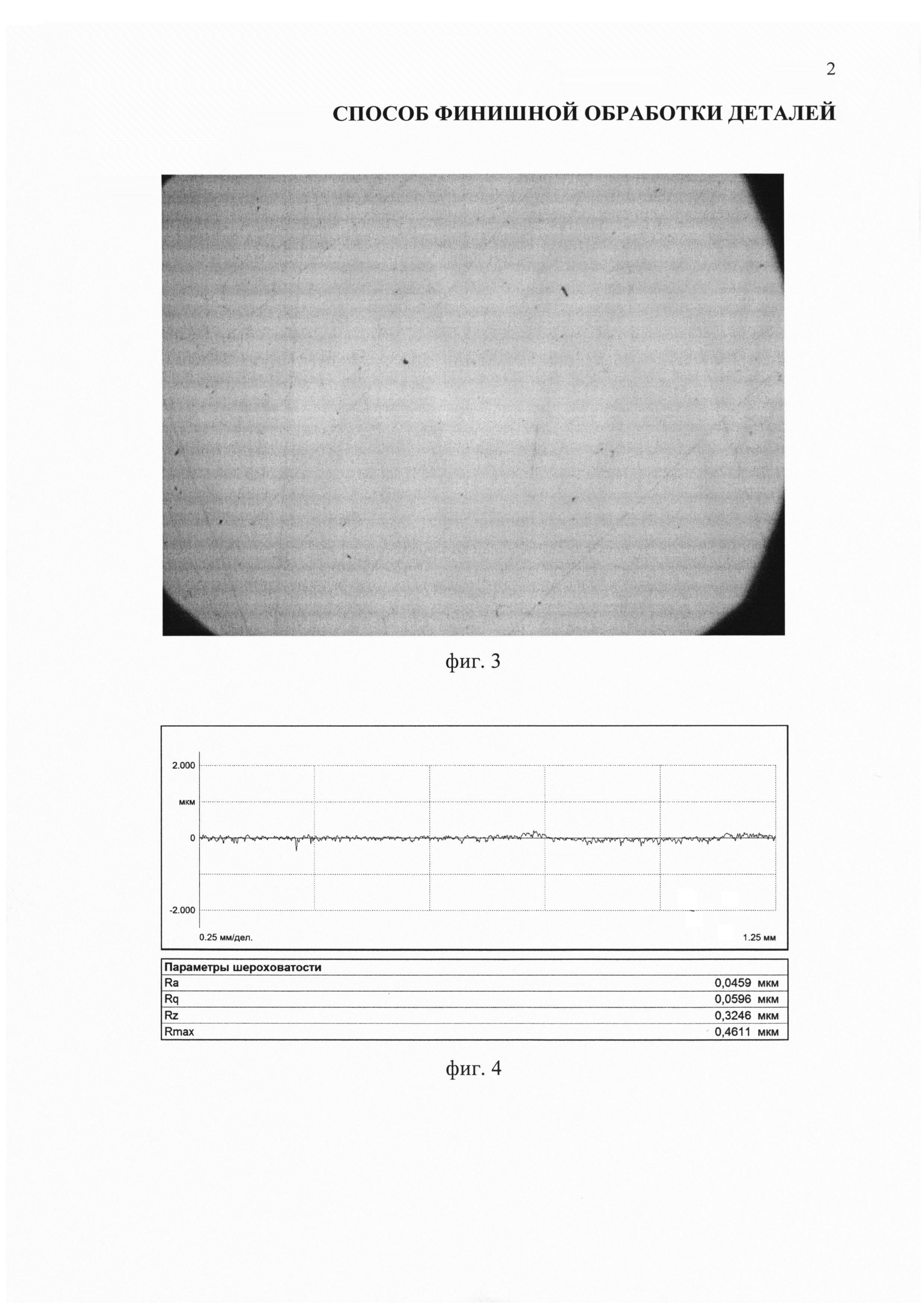
На фиг. 3 - фотография поверхности детали, полированной на бумаге после микроударной получистовой обработки (увеличение ×100).
На фиг. 4 - шероховатость поверхности детали, полированной на бумаге после микроударной получистовой обработки (увеличение ×100).
На фиг. 5 - фотография поверхности детали, полированной на бумаге после доводки известным способом (увеличение ×100).
На фиг. 6 - шероховатость поверхности детали, полированной на бумаге после доводки известным способом (увеличение ×100).
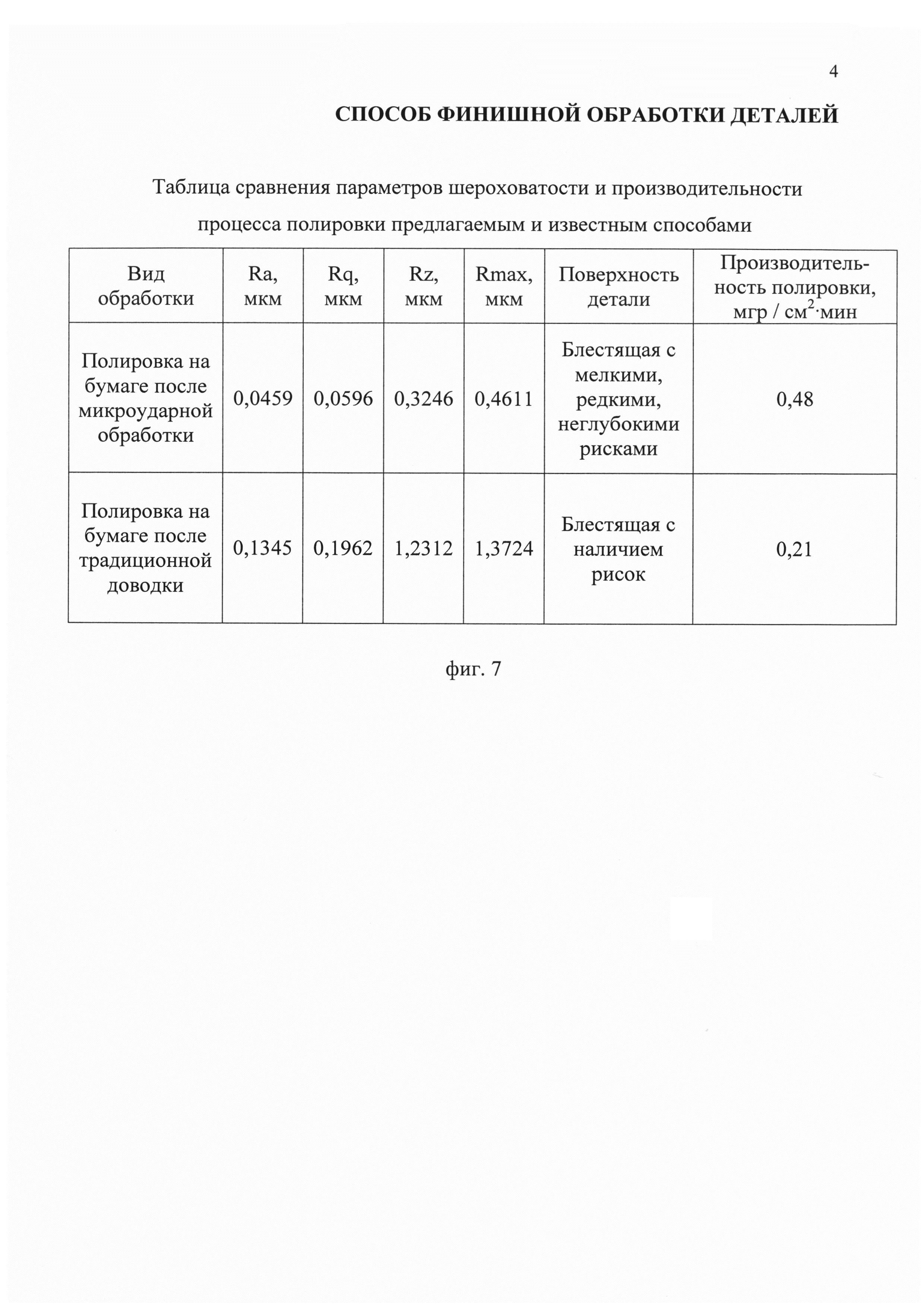
На фиг. 7 представлена таблица сравнения параметров шероховатости и производительности процесса полировки предлагаемым и известным, взятым за прототип, способами.
Способ осуществляют на станке с колебательным движением инструмента в двух взаимно перпендикулярных направлениях с равными амплитудами при взаимном рассогласовании частот от 1 до 5%. Предварительно доведенные на том же станке детали подвергают получистовой обработке предлагаемым способом. Для этого в качестве инструмента используют плоскую плиту из оптического стекла. Выбор материала обуславливается отсутствием внедрения в поверхность инструмента (шаржирования) абразивных зерен, необходимого условия для обеспечения микроударного воздействия зерен на обрабатываемую поверхность. Характер воздействия зерна определяется схемой силового нагружения в зоне отдельных микроконтактов трех тел: притир (инструмент) - зерно - деталь и скоростью их относительного движения. Это взаимодействие может завершаться отрывом частиц, срезанием микростружки или пластическим деформированием поверхностного слоя. При этом в зависимости от физико-механических свойств материала детали на ее поверхности образуются при перекатывании свободных зерен выколки или вмятины кратерообразной формы (фиг. 1), а поверхностный слой «разрыхляется» благодаря образованию пересекающейся сетке микротрещин. Это способствует более эффективному его удалению на последующих окончательных этапах обработки, что повышает производительность полирования (таблица, фиг. 7). Кроме того, образовавшаяся в результате микроударного воздействия поверхность обрабатываемой детали не имеет направленной сетки рисок, что значительно снижает вероятность «проявления» глубоких царапин, которые не поддаются удалению полированием на газетной бумаге (фиг. 3, 4, 5, 6).
Для реализации способа обработку проводят при давлении детали на инструмент 0,01-0,03 кг/см2 и средней скорости их относительного перемещения 0,06-0,08 м/с. На притир из оптического стекла (например, ЛК-5 или К-8) наносят тонкий слой абразивной пасты или микропорошка зернистостью М3-М7, добавляют керосин в количестве 0,15-0,25 мг/см2, обработку ведут в течение 4-6 минут.
Затем проводят обработку инструментом в виде твердой подложки, покрытой газетной бумагой с нанесенной алмазной пастой. При этом газетную бумагу берут с типографским текстом, выдерживают ее при влажности воздуха 60-80%, покрытие осуществляют в 2 слоя. Зернистость алмазной пасты выбирают не более 3 мкм.
По предлагаемому способу выполнялась экспериментальная обработка плоскостей деталей пресс-форм из коррозионностойкой стали 06Х14Н6Д2МБТ-Ш.
Результаты экспериментальной обработки деталей предлагаемым и известным, взятым за прототип, способами представлены на фиг. 1, 2, 3, 4, 5, 6 и в таблице (фиг. 7).
Данные таблицы свидетельствуют о снижении параметров шероховатости и повышении производительности процесса полировки при осуществлении предлагаемого способа обработки.
Таким образом, предлагаемый способ за счет введения получистовой доводки микроударным методом повышает качество поверхности, снижает вероятность возникновения глубоких рисок, а также повышает производительность последующей полировки.
Способ финишной обработки деталей, включающий перемещение инструмента относительно детали во взаимно перпендикулярных направлениях с равными амплитудами при взаимном рассогласовании частот от 1 до 5%, при этом используют инструмент в виде твердой подложки, покрытой газетной бумагой с типографским текстом в два слоя, предварительно выдержанной при влажности воздуха 60-80% с нанесенной алмазной пастой, отличающийся тем, что перед обработкой детали с использованием газетной бумаги проводят получистовую доводку детали методом микроударного воздействия с помощью нешаржируемого инструмента из оптического стекла, осуществляемую при давлении детали на инструмент 0,01-0,03 кг/см и средней скорости их относительного перемещения 0,06-0,08 м/с с применением абразивной пасты или микропорошка зернистостью М3-М7 и добавлением керосина в количестве 0,15-0,25 мг/см.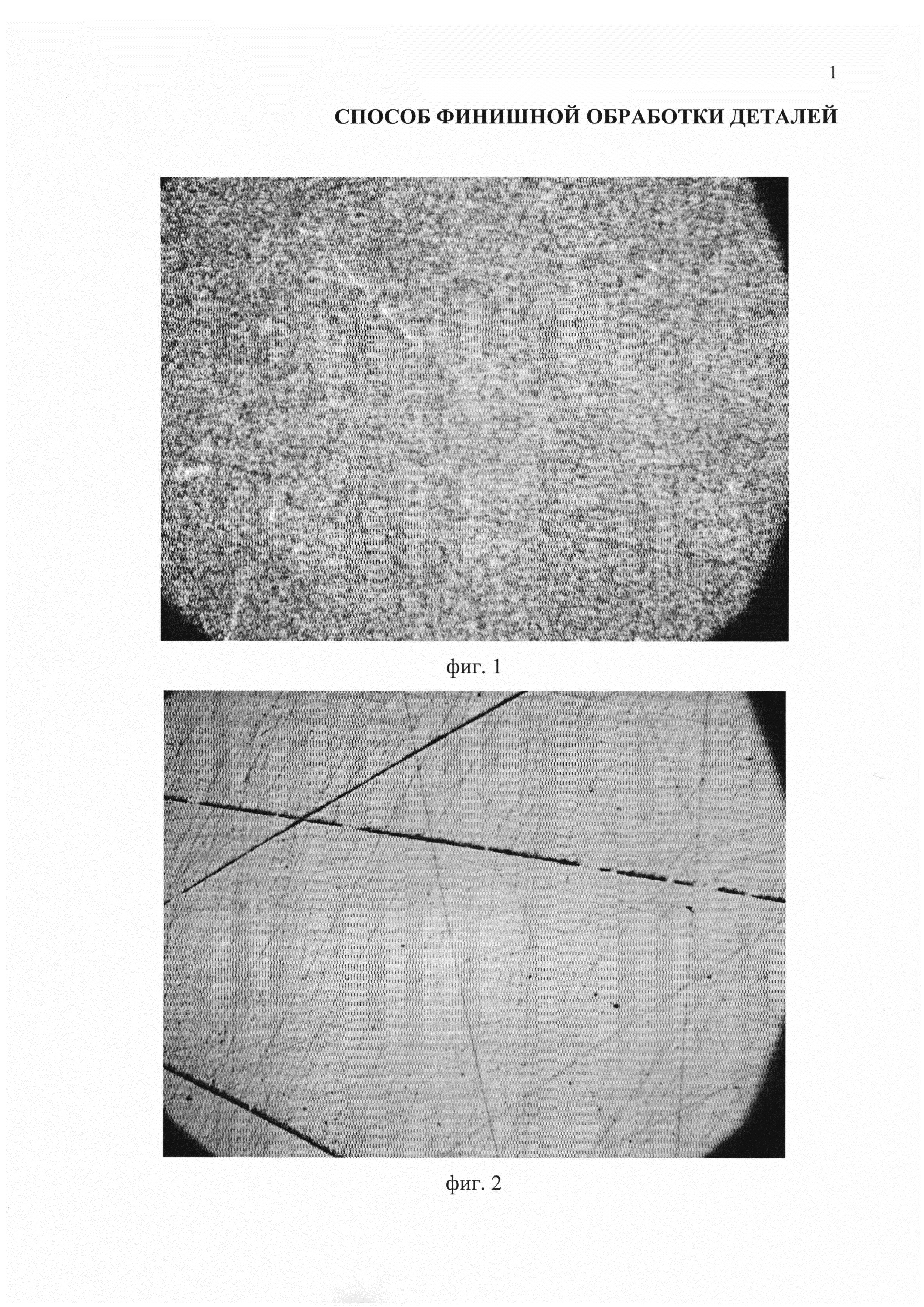
Система проветривания уклонного блока нефтешахты
Исполнительный орган агрегата для проходческо-очистных работ
Программируемое логическое устройство
Программируемое логическое устройство
Измельчитель полимерных материалов
Система очистки сточных вод
Блок отклонения системы управления буровым устройством
Ингибитор коррозии чугуна в средах, содержащих серную кислоту и хлор
Статор двухфазного асинхронного электрического двигателя
Оправка для изготовления сетчатых изделий из композиционных материалов
Способ выявления структуры графита
Способ хонингования отверстий
Способ текстурирования поверхности металла
Способ электроэрозионной проволочной вырезной обработки

