Результат интеллектуальной деятельности: Способ скрепления колокольчиков виброизоляторов типа ДК
Вид РИД
Изобретение
Группа изобретений относится к технологии изготовления виброизоляторов типа ДК (двойной колокольчик) - ДКА, ДКУ, ДКМ, ДК, изготавливаемых из проволочного материала MP, применяемых в космосе, агрессивных средах и повышенной температуре.
Известен способ скрепления друг с другом колокольчиков из материала MP виброизоляторов ДКА, ДКУ, ДКМ, ДК сшивкой их по периметру оснований стальной проволокой и закреплением концов этой сшивки загибанием их на витки сшивки (см. книгу Лазуткин Г.В. Динамика виброзащитных систем с конструкционным демпфированием и разработка виброизоляторов из проволочного материала MP, Самара, 2010).
Недостатками этого способа являются: то обстоятельство, что сшивка производится вручную, трудоемкость ее выполнения и сложность автоматизации этой операции.
Этот способ по технической сущности близок к предлагаемому и принят за прототип.
Ставится задача обеспечить возможность автоматизации операции скрепления колокольчиков.
Поставленная задача решается тем, что предлагается способ скрепления колокольчиков виброизоляторов типа ДК, «Двойной колокольчик», содержащий установку колокольчиков, изготовленных из проволочного материала MP, «Металлорезина», с закрепленными на них крепежными деталями виброизолятора, основаниями друг на друга, их закрепление и сшивку стальной проволокой через равнорасположенные в окружном направлении по периметру оснований колокольчиков отверстия, отличающийся тем, что в эти отверстия вворачивают непрерывно изготавливаемую спираль, являющуюся спиральной пружиной с шагом спирали, подобранным так, чтобы при вворачивании конец спирали точно попадал в отверстия, прекращают изготовление и вворачивание спирали тогда, когда витки спирали, которые при отрезке пружины от спирали будут ее торцовыми витками, войдут в контакт друг с другом, и ввинченную часть спирали отрезают от непрерывной спирали в месте, обеспечивающем требуемый контакт торцовых витков пружины, прессованием придают такую форму виткам пружины, чтобы обеспечить жесткое без зазоров скрепление колокольчиков, и дуги витков, расположенные в отверстиях с требуемой силой прижимались к стенкам отверстий, ближе расположенным к оси колокольчика, убирают собранный виброизолятор, устанавливают на рабочем месте колокольчики нового виброизолятора, продолжают изготовление непрерывной спирали и повторяют описанные выше операции.
С целью увеличения прочности скрепления колокольчиков предлагается способ скрепления колокольчиков, отличающийся тем, что после придания прессованием виткам скрепляющей пружины требуемой формы торцовые витки пружины прижимают друг к другу и скрепляют друг с другом по всей свободной дуге их контакта точечной или роликовой сваркой,
Применение предложенных способов позволяет автоматизировать не только скрепление колокольчиков друг с другом, но и сборку виброизоляторов, причем эти процессы организовать непрерывными.
В случае, если требуемые параметры спирали - диаметр проволоки, диаметр спирали и шаг, а также диаметр колокольчика не позволяют осуществить сшивку колокольчиков по всему периметру их основания вкручиванием одной пружины, предлагается способ скрепления колокольчиков виброизоляторов типа ДК, содержащий установку колокольчиков, изготовленных из проволочного материала MP, с закрепленными на них крепежными деталями виброизолятора, основаниями друг на друга, их закрепление и сшивку стальной проволокой через равнорасположенные в окружном направлении по периметру оснований колокольчиков отверстия, отличающийся тем, что вкручивание спирали осуществляют отдельными секторами - в два, три или более секторов, для чего вкрутив спираль в первый сектор, останавливают изготовление спирали и ее отрезают, поворачивают колокольчики на угол сектора в направлении поступательного перемещения спиралей и, снова запустив изготовление спирали, вкручивают ее в новый сектор, снова останавливают изготовление спирали и отрезают ее, повторяют эти операции, пока не вкрутят спираль во весь периметр основания колокольчиков, затем опрессовывают витки вкрученных секторов спирали и оставляют свободными или приваривают точечной или роликовой сваркой друг к другу торцовые витки секторов спирали.
С целью увеличения производительности труда предлагается также способ скрепления колокольчиков виброизоляторов типа ДК, содержащий установку колокольчиков, изготовленных из проволочного материала MP с закрепленными на них крепежными деталями виброизолятора, основаниями друг на друга, их закрепление и сшивку стальной проволокой через равнорасположенные в окружном направлении по периметру оснований колокольчиков отверстия, отличающийся тем, что скрепляющие спирали непрерывно изготавливаются и вкручиваются одновременно во все секторы, причем вкручивание спиралей осуществляют таким образом, что после окончания вкручивания первый торцовый виток спирали, вкрученной в сектор, контактировал с последним витком спирали соседнего сектора, т.е. чтобы спирали всех секторов одновременно вкручивались в одном окружном направлении, после вкручивания спирали последовательно или одновременно отрезают, затем опрессовывают витки вкрученных секторов спирали и оставляют свободными или приваривают точечной или роликовой сваркой друг к другу торцовые витки секторов спирали.
Одновременное изготовление спиралей и их вкручивание во все сектора при одновременной отрезке спиралей и оставлении несваренными друг с другом контактирующих торцовых витков спиралей секторов во столько раз сокращает время выполнения операции скрепления, во сколько секторов вкручиваются спирали. При других предлагаемых вариантах время выполнения операции скрепления также сокращается в разы.
В случае, когда при требуемых диаметре скрепляющей пружины (спирали), угловом шаге отверстий, распределенных по периметру основания колокольчиков (угловом шаге пружины), расположение механизма формообразования спирали и самой спирали, полностью вкрученной в сектор, не позволяет полностью вкрутить спираль в соседний с ним сектор, предлагается способ скрепления колокольчиков виброизоляторов типа ДК, содержащий установку колокольчиков, изготовленных из проволочного материала MP, с закрепленными на них крепежными деталями виброизолятора, основаниями друг на друга, их закрепление и сшивку стальной проволокой через равнорасположенные в окружном направлении по периметру оснований колокольчиков отверстия, отличающийся тем, что сначала одновременно формируются и вкручиваются спирали во все секторы до положения, когда в каждом секторе остаются свободными одно или два отверстия, останавливают формообразование и вкручивание спиралей в секторы, встречаемые первыми по направлению окружного смещения спирали в каждой паре соседних секторов, продолжают формообразование и вкручивание спирали в другие секторы до полного вкручивания в сектор и останавливают формообразование этих спиралей и отрезают их, механизмы формообразования, сформировавшие эти спирали, отводят в положение, где они не мешают вкручиванию спиралей в оставшиеся секторы, формируют и вкручивают спирали в свободные отверстия этих секторов и останавливают формообразование этих спиралей и отрезают их, затем опрессовывают витки вкрученных секторов спирали и оставляют свободными или приваривают точечной или роликовой сваркой друг к другу торцовые витки секторов спирали.
Предполагаемое изобретение поясняется чертежами:
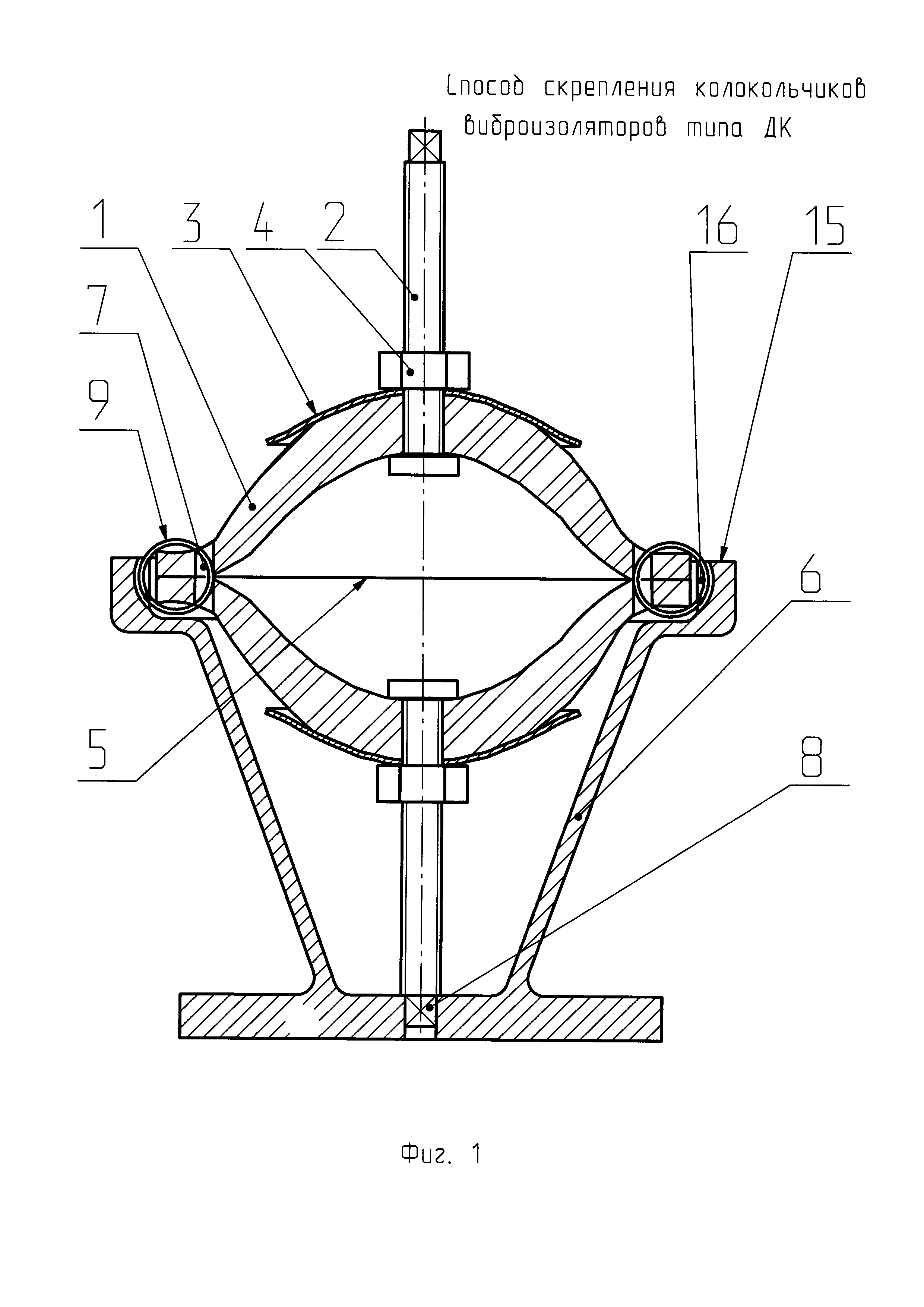
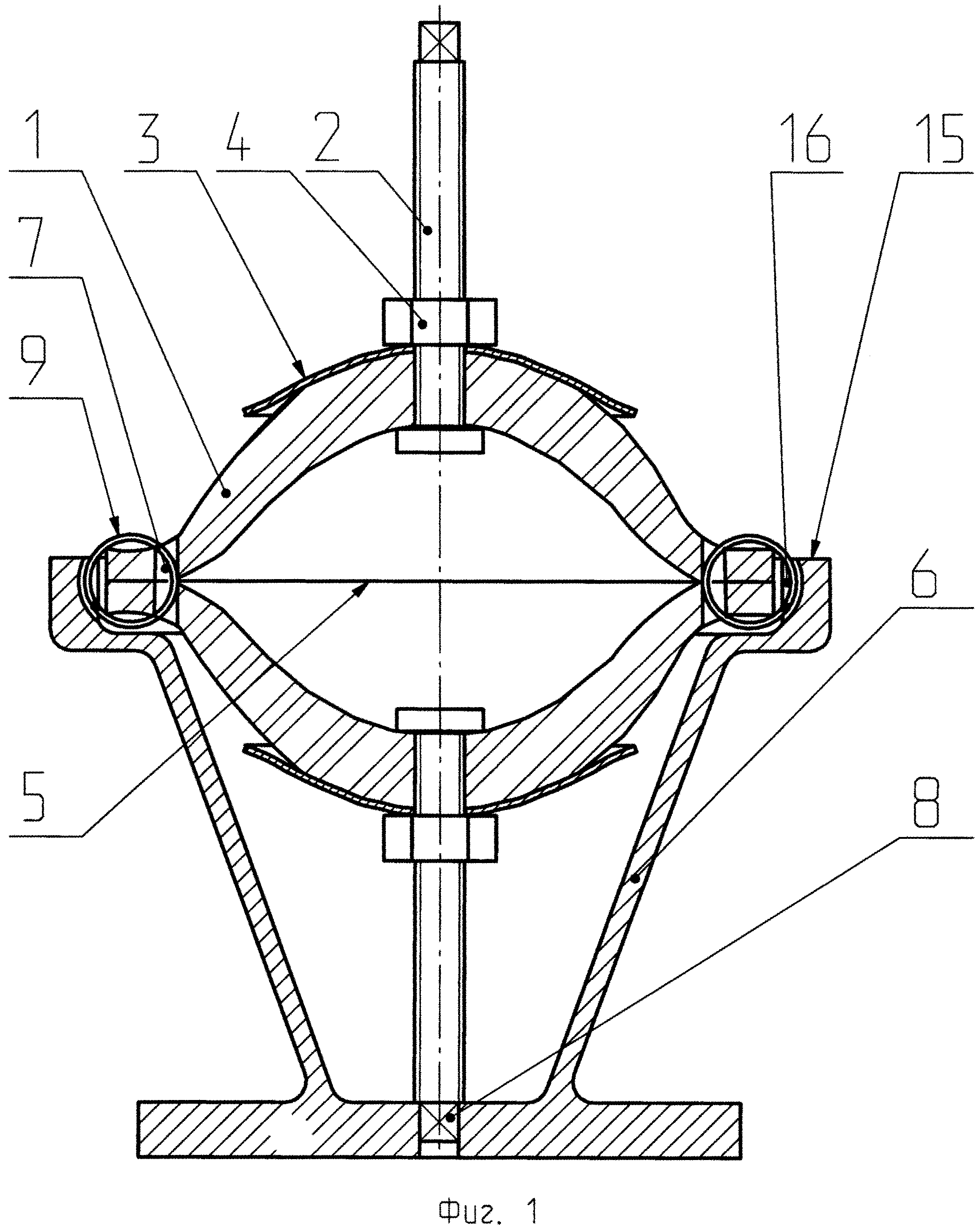
На фиг. 1 изображен продольный разрез приспособления - направляющей и виброизолятора типа ДК (ДКА, ДКУ, ДКМ) после ввинчивания в отверстия в колокольчиках скрепляющей пружины и отрезки ее от непрерывной спирали. Спиральные канавки в приспособлении, служащие направляющими при ввинчивании скрепляющей пружины в разрезе, изображены условно.
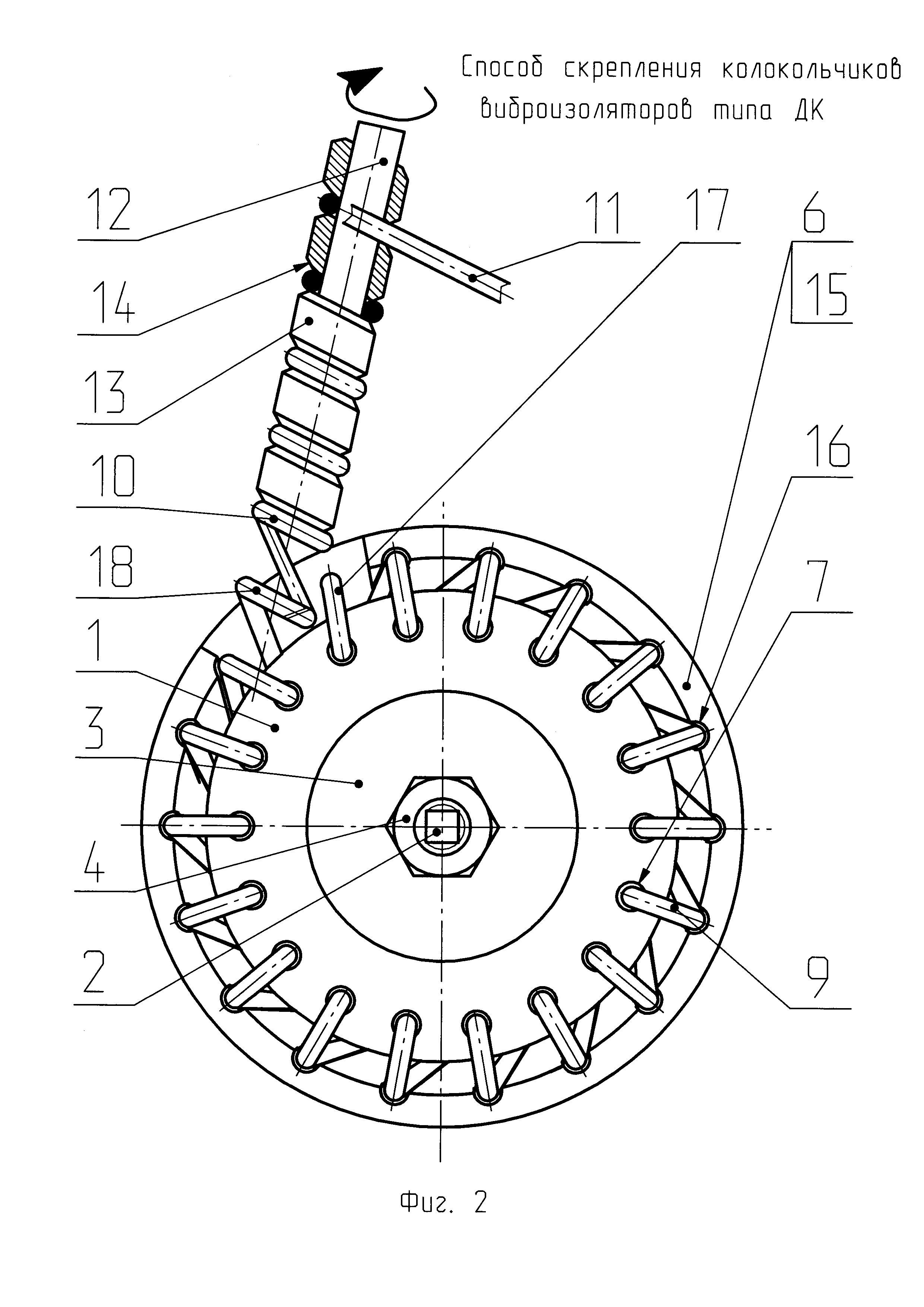
На фиг. 2 условно изображено изготовление непрерывной спирали и ввинчивание ее в отверстия в колокольчиках. Место отрезки спирали от скрепляющей пружины изображено двумя тонкими параллельными линиями.
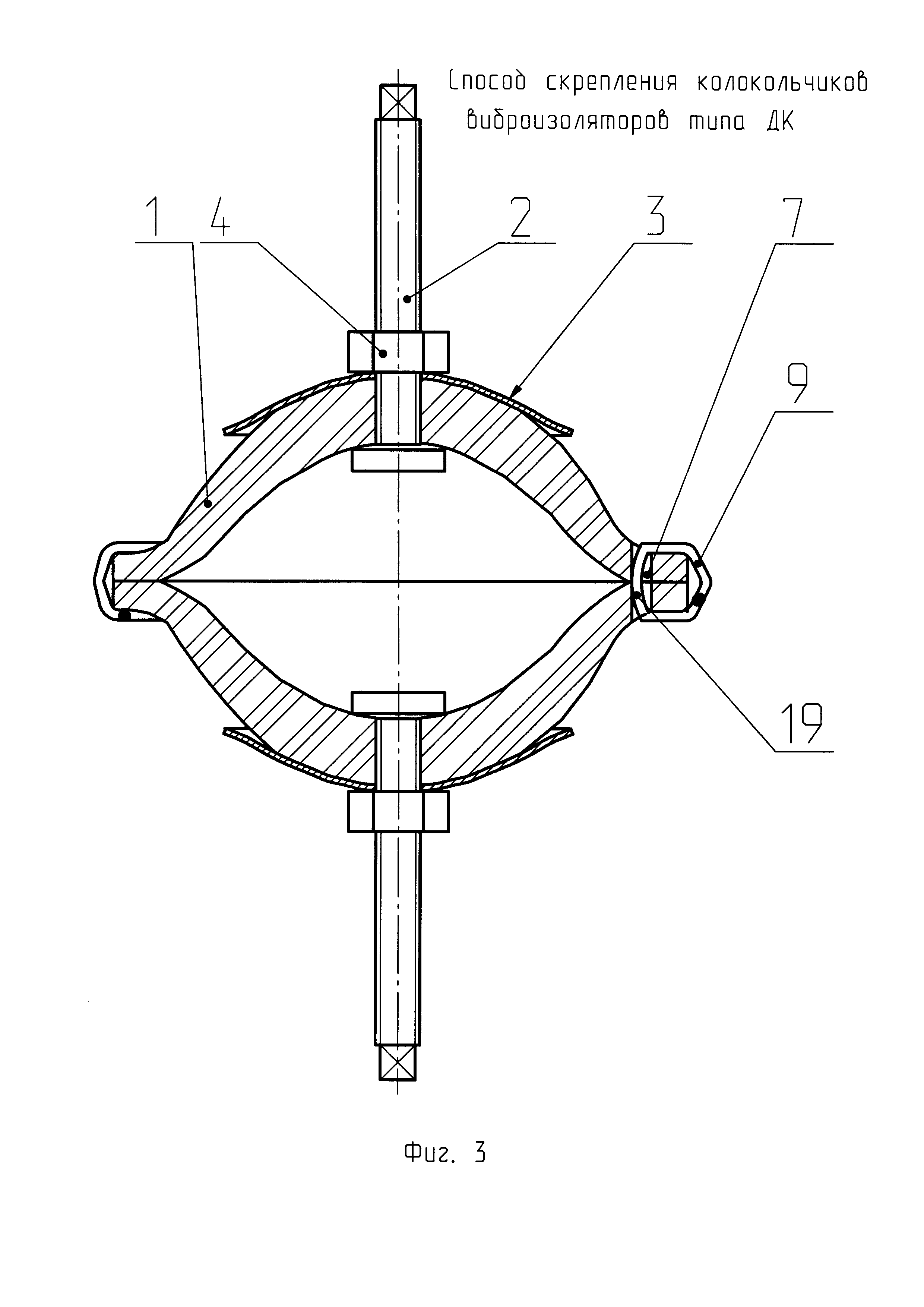
На фиг. 3 изображен продольный разрез готового виброизолятора, где показана окончательная форма витков пружины после ее опрессовки.
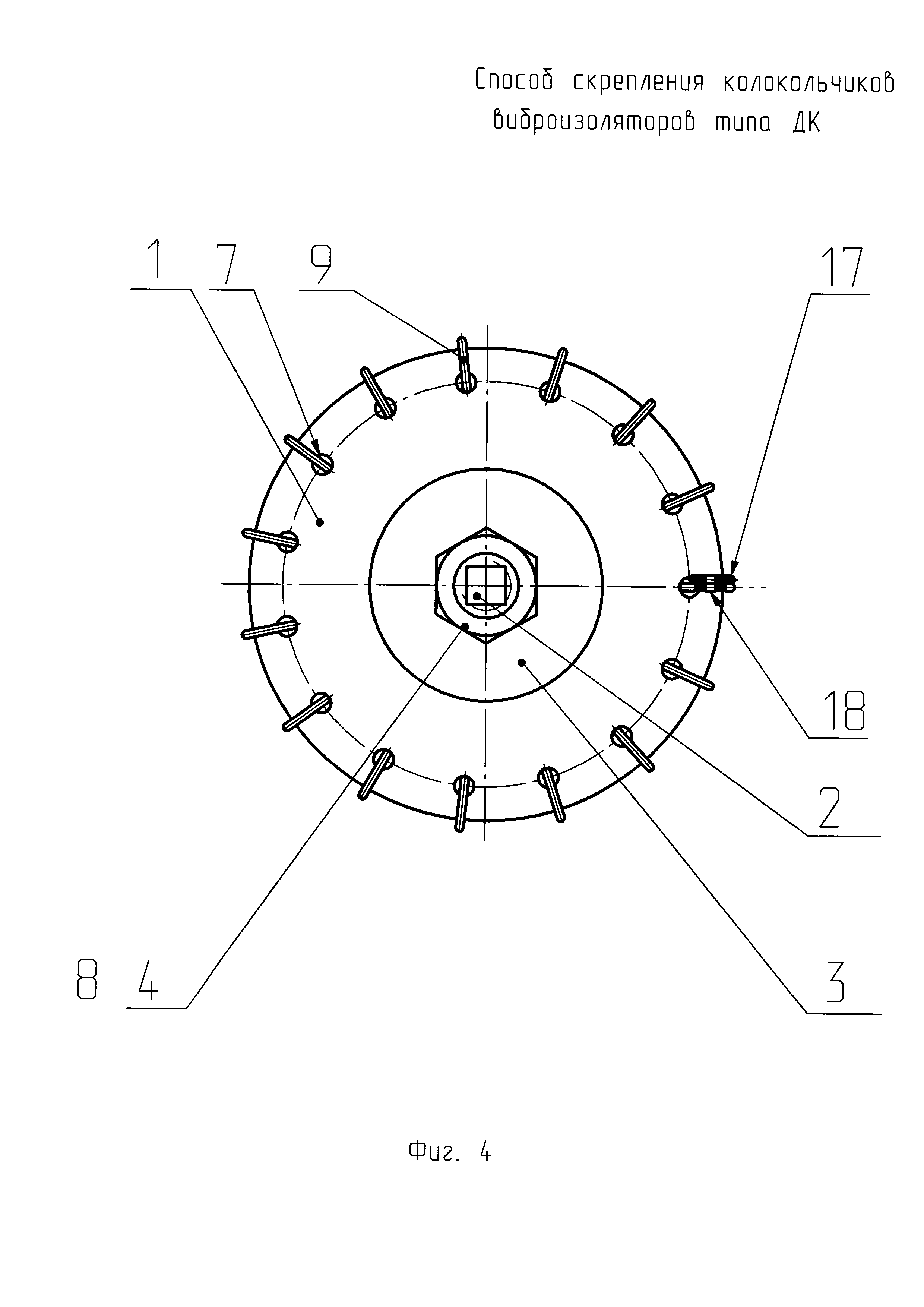
На фиг. 4 изображен вид сверху виброизолятора с скреплением колокольчиков спиральной пружиной.
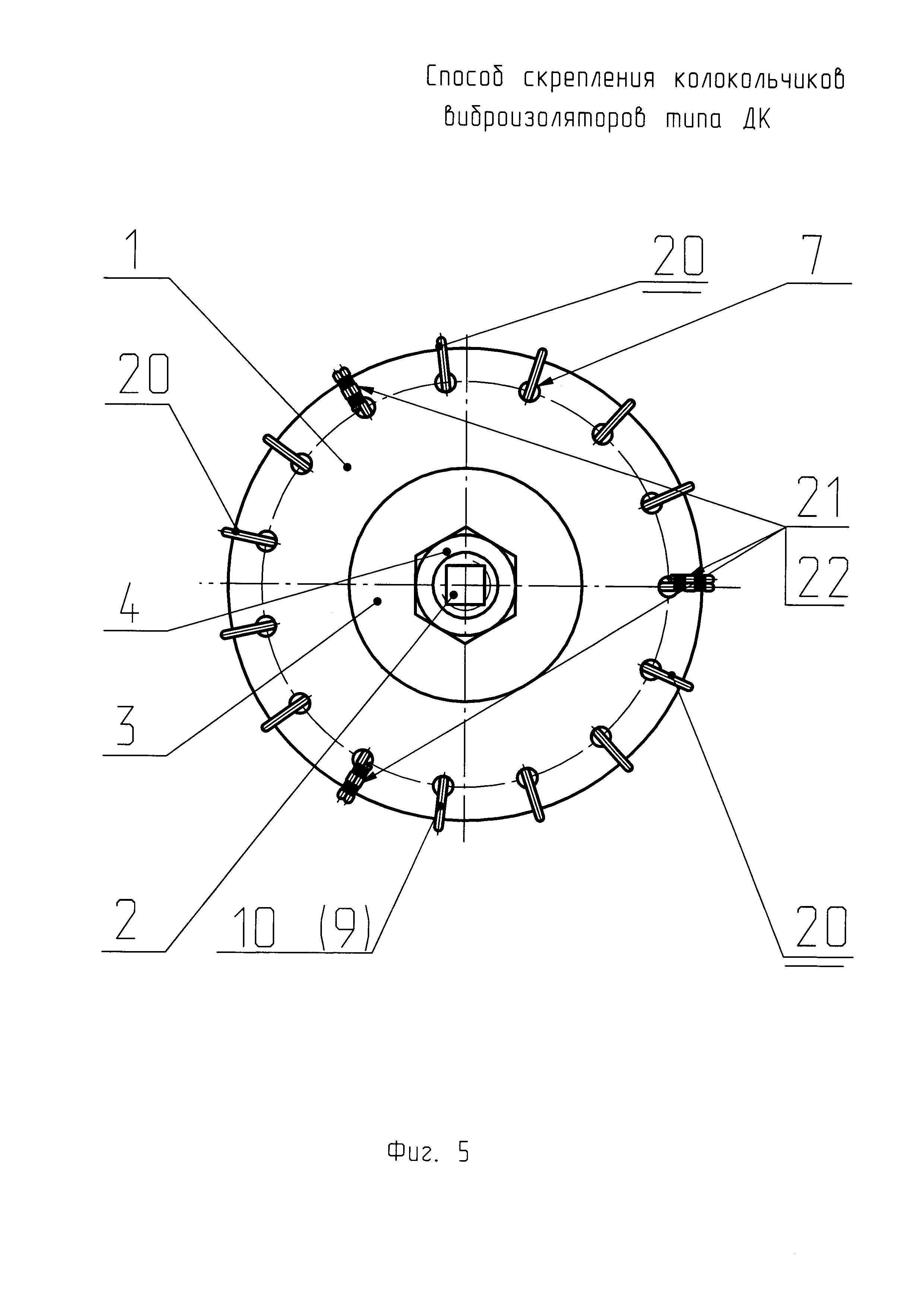
На фиг. 5 изображен вид сверху виброизолятора с скреплением колокольчиков спиральной пружиной, набранной из отдельных секторов. Торцовые витки соседних секторов показаны сваренными.
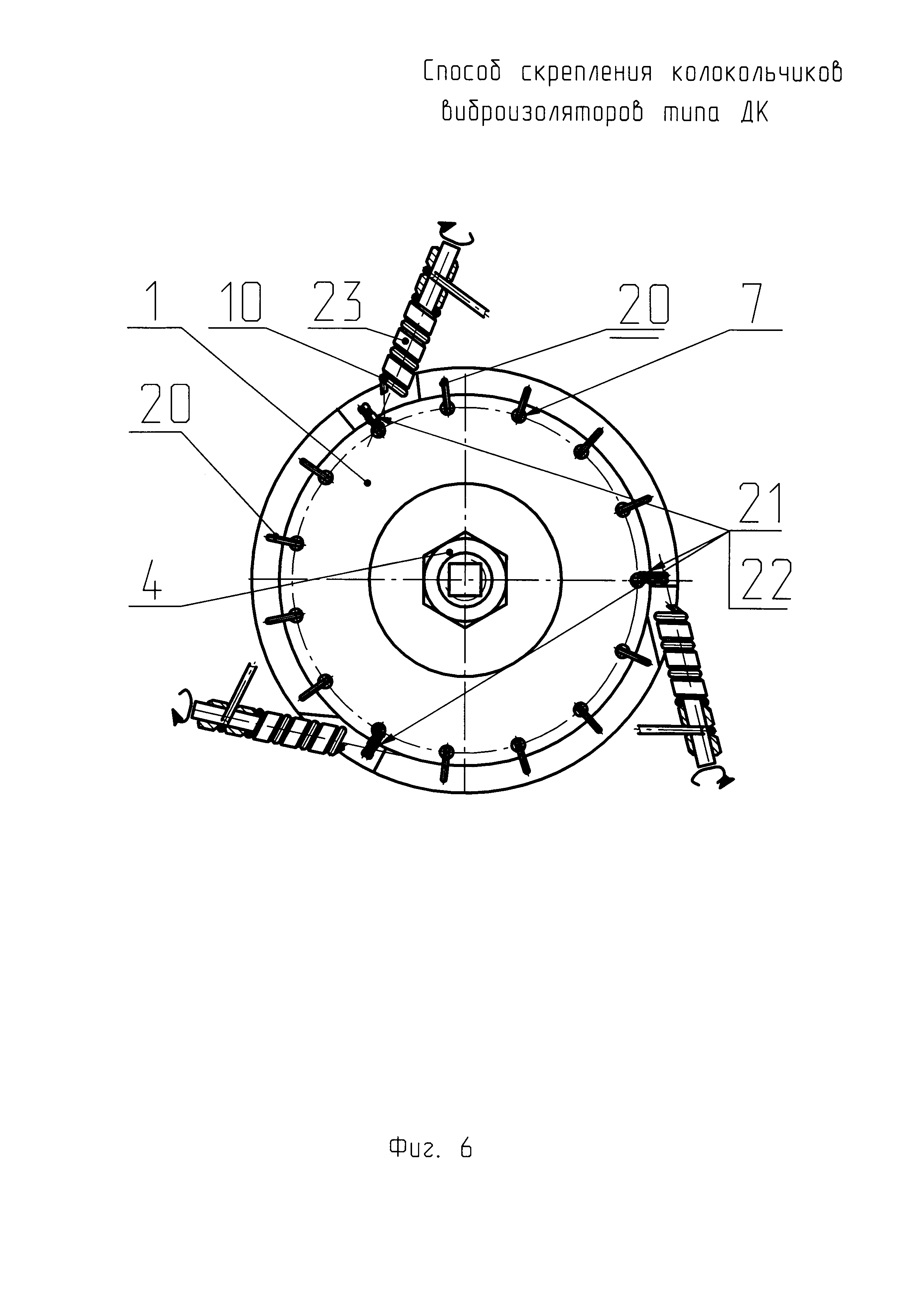
На фиг. 6 условно изображено одновременное изготовление непрерывных спиралей и ввинчивание их в отверстия в секторы колокольчиков. Изготавливаемые спирали показаны отрезанными от скрепляющей пружины, а торцовые витки соседних секторов скрепляющей пружины изображены сваренными.
Предлагаемый способ скрепления колокольчиков виброизоляторов типа ДК заключается в том, что устанавливают колокольчики 1 из проволочного материала MP (см. фиг. 1) с закрепленными на каждом из них крепежными деталями - болтом 2, профильной шайбой - ограничителем 3 и гайкой 4, основаниями 5 друг на друга в приспособлении - направляющей 6 таким образом, чтобы отверстия 7 в основаниях колокольчиков совпадали друг с другом, и фиксируют их в этом положении с помощью концевой части 8 болтов 2, имеющей квадратное поперечное сечение (фиксация верхнего колокольчика не показана).
В отверстия 7, равнорасположенные с угловым шагом, равным угловому шагу пружины во ввернутом состоянии, ввертывают спиральную пружину 9 (спираль 10, непрерывно изготавливаемую, пока идет вворачивание, с геометрией ее витков в форме окружности (см. фиг. 1 и 2)).
Изготовление непрерывной спирали 10 на станке и ее ввинчивание (см. фиг. 2) производится следующим образом. Стальная проволока 11 с катушки или бухты (не показаны) подается на вращающийся нож 12, имеющий начальный участок с некруглым (эллипсным) сечением, фиксирующим спираль 10 от проворота, и калибрующий участок с круглым поперечным сечением (не показаны). Нож 12 расположен внутри корпуса 13, в котором сделана сквозная спиральная канавка 14, в которой располагается спираль 10 (шаг спирали равен шагу канавки 14).
При вращении ножа 12 спираль 10 формируется и вращается вместе с ножом, при каждом обороте смещаясь вдоль ножа на один шаг, и попадает в направляющую 15 приспособления 6, в которой выполнены спиральные канавки 16 (см. фиг. 1) с угловым шагом, равным угловому шагу отверстий 7 в колокольчиках 1 (см. фиг. 2), и расположенных так, что попав в канавку 16 и продолжая вращаться вокруг своей оси, спираль 10 перемещается вдоль периметра основания колокольчиков 1 и по мере ее изготовления она ввинчивается в отверстия 7.
Ввинчивание спирали 10 и ее изготовление прекращаются, когда витки спирали 10, которые после отрезки спиральной пружины 9 от спирали 10 будут ее торцовыми витками 17 и 18, войдут в контакт друг с другом и свободные концы этих витков можно будет жестко скрепить на длине дуги этих витков, расположенной вне отверстия 7.
Отрезают от пружины 9 непрерывную спираль 10 в месте, обеспечивающем требуемый контакт торцовых витков 17 и 18 пружины 9.
Прессованием одновременно придают такую форму всем виткам пружины 9 (см. фиг. 3), чтобы обеспечивалось жесткое, без зазоров скрепление колокольчиков 1 и дуги 19 витков пружины 9, расположенные в отверстиях 7, с требуемой силой прижимались к стенке отверстий 7, ближе расположенной к оси колокольчика 1.
Торцовые витки 17 и 18 пружины 9 (см. фиг. 4) плотно прижимают друг к другу и оставляют свободными или скрепляют друг с другом по всей дуге их контакта точечной или роликовой сваркой.
Убирают собранный виброизолятор.
В приспособление 6 устанавливают колокольчики 1 нового виброизолятора, продолжают изготовление непрерывной спирали 10 и повторяют описанные выше операции по сборке нового виброизолятора.
Кроме того, сшивка колокольчиков 1 (см. фиг. 5) может быть осуществлена отдельными секторами 20 спирали 10 - двумя, тремя или более. После вкручивания каждого сектора 20 спирали 10 ее изготовление останавливают, спираль 10 отрезают. Затем проворачивают колокольчики 1 на угол сектора в направлении поступательного окружного перемещения спирали 10. Снова запускают изготовление спирали и ее вкручивание в новый сектор. После вкручивания повторяют все операции в описанной последовательности, пока не вкрутят спираль 10 во все секторы периметра основания колокольчиков 1.
Прессованием виткам спирали 10 придают требуемую форму.
Торцовые витки 21 и 22 отдельных секторов 20 спирали 10 либо не скрепляют друг с другом, либо сваривают точечной или роликовой сваркой.
Предлагается также способ скрепления колокольчиков (см. фиг. 6), у которого скрепляющие спирали 10 непрерывно изготавливаются и вкручиваются одновременно во все секторы 20, причем вкручивание спиралей осуществляют таким образом, что после окончания вкручивания первый торцовый виток 21 спирали 10, вкрученной в сектор 20, контактировал с последним витком 22 спирали 10 соседнего сектора 20, т.е. чтобы спирали всех секторов одновременно вкручивались в одном окружном направлении. После вкручивания спирали 10 последовательно или одновременно отрезают.
Кроме того, предлагается способ скрепления колокольчиков виброизоляторов типа ДК (см. фиг. 6), у которого сначала одновременно формируются и вкручиваются спирали 10 во все секторы 20 до положения, когда в каждом секторе остаются свободными одно или два отверстия 7. Останавливают формообразование и вкручивание спиралей 10 в секторы 20, встречаемые первыми по направлению окружного смещения спирали в каждой паре соседних секторов. Продолжают формообразование и вкручивание спиралей 10 в другие секторы 20 до полного вкручивания в сектор. Останавливают формообразование этих спиралей и отрезают их. Механизмы формообразования 23, сформировавшие эти спирали, отводят в положение, где они не мешают вкручиванию спиралей в оставшиеся секторы (не показано). Формируют и вкручивают спирали 10 в свободные отверстия 7 этих секторов 20 и останавливают формообразование этих спиралей и отрезают их.
Направляющая 15 приспособления 6 выполнена таким образом, что образуемая спираль 10 в ней может только вращаться вокруг криволинейной оси и поступательно за один оборот смещаться на один угловой шаг в окружном направлении, вкручиваясь при этом в отверстия 7 колокольчиков 1(см. фиг. 2). Спираль 10 от проворота зафиксирована на ноже 12 и вращается вместе с ним. Вследствие искривления оси спирали в направляющей она будет при этом упруго скручиваться, и упругая энергия этой деформации будет преобразовываться в энергию вращения спирали 10 (ее витков) вокруг ее криволинейной оси.
Предлагаемые способы скрепления колокольчиков виброизоляторов типа ДК обладают следующими преимуществами.
Как уже указывалось, предложенные способы позволяют автоматизировать одну из самых трудоемких ручных операций изготовления виброизоляторов.
Высокая производительность предложенных способов объясняется еще и тем, что они реализуют поточный непрерывный процесс сборки виброизоляторов типа ДК и, следовательно, могут быть использованы при создании автоматической линии по производству таких виброизоляторов.
Они просты и достаточно дешевы в реализации. При выпуске виброизоляторов ДК мелкими сериями полная автоматизация изготовления виброизоляторов может оказаться экономически невыгодной. Но и в этом случае реализация одного из этих способов может все равно оказаться экономически выгодной.
Отметим, что хотя применение первого предлагаемого способа существенно ограничено параметрами скрепляющей пружины 9, при должном подборе диаметра проволоки пружины 9, диаметров отверстий 7 (при необходимости их можно выполнить в виде радиально направленных пазов), геометрии направляющей 15 и спиральных канавок 16, мощности привода вращения ножа 12 первый предлагаемый способ не только реально осуществим, но и высоко производителен.
Кроме того, при применении способов, включающих вворачивание спирали 10 в отдельные секторы 20, можно для сшивки колокольчиков применять проволоку большего диаметра, чем при ручной сшивке, за счет чего будет повышена прочность и жесткость сшивки.
Из проведенных нами экспериментальных исследований до 40-50% энергии, рассеиваемой виброизоляторами типа ДК, может происходить за счет проскальзывания витков сшивки с сухим трением по стенкам отверстий 7 и поверхности колокольчиков 1 (см. фиг. 3).
Применение указанных предлагаемых способов позволяет за счет увеличения диаметра проволоки сшивки и подбора геометрии ее витков существенно увеличить энергию, рассеиваемую виброизолятором при его циклическом деформировании.
Следовательно, применение этих способов позволяет существенно улучшить и прочность, и упругофрикционные характеристики виброизолятора. Отметим возможность при применении этих способов построить расчетную модель определения прочности скрепления колокольчиков и величины энергии, рассеиваемой в сшивке при циклическом одноосном нагружении виброизолятора. Это в свою очередь позволит расчетным путем определить упругофрикционную и прочностную характеристики виброизолятора в целом и оценить долю в величине энергии, рассеиваемой им, долю энергии, рассеиваемой в сшивке.
К числу преимуществ предлагаемых способов следует отнести и то обстоятельство, что они могут осуществляться на одном и том же оборудовании (станке). Для осуществления нового варианта скрепления колокольчиков достаточно только заменить приспособление 6, нож 12 и корпус 13.
Способ контроля уровня затяжки болта или шпильки
Преобразователь перемещения в код
Пустотелая широкохордовая лопатка вентилятора. способ её изготовления.
Дентальный имплантат и способ его изготовления
Дентальный имплантат
Длинная пустотелая широкохордная лопатка вентилятора и способ ее изготовления
Виброизолятор "двойной колокольчик" (варианты) и способ изготовления его упругогистерезисных элементов из проволочного материала
Цельнометаллический виброизолятор "волчок", способ изготовления его упругогистерезисных элементов
Цельнометаллический виброизолятор средней грузоподъемности и способ его изготовления
Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины газотурбинного двигателя
Устройство механического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя. способ управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора и турбины газотурбинного двигателя
Турбина двухконтурного газотурбинного двигателя с активным тепловым регулированием радиального зазора в турбине, способ активного теплового регулирования радиального зазора в турбине двухконтурного газотурбинного двигателя
Бамперное защитное устройство для легковых автомобилей
Пенальное защитное устройство для повышения безопасности водителя и пассажиров при аварии автомобиля
Длинная пустотелая широкохордая лопатка вентилятора авиационного трдд и способ ее изготовления
Ротор вентилятора авиационного трдд с длинными широкохордными пустотелыми лопатками с демпферами

