Результат интеллектуальной деятельности: СПОСОБ ФРЕЗЕРОВАНИЯ ПЛОСКИХ И КОНТУРНЫХ ПОВЕРХНОСТЕЙ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для обработки плоских и контурных поверхностей.
Наиболее близким аналогом является способ фрезерования поверхностей на станках с ЧПУ [1] инструментом с цилиндрической производящей поверхностью, которому сообщают вращательное главное движение и поступательное движение подачи в направлении фрезерования. При использовании этого способа инструмент изнашивается в зонах постоянного контакта с заготовкой, т.е. неравномерно. Причем в крайних точках контакта режущей кромки с заготовкой, т.е. в вершинах, инструмент изнашивается наиболее интенсивно - образуются проточины из-за более высокой локализации температуры в вершинах режущих зубьев. Таким образом, основным недостатком этого способа является низкая стойкость инструмента, причиной которой является неизменность зоны контакта зуба инструмента с заготовкой в процессе обработки и, кроме того, невозможность обеспечить эффективное косоугольное резание при работе фрезами с параллельным к оси инструмента расположением зубьев.
Задачей изобретения является повышение стойкости инструмента за счет постоянного смещения режущих кромок относительно поверхности резания и изменения положения вершин зуба.
Способ включает использование инструмента с цилиндрической производящей поверхностью, которому сообщают вращательное главное движение и поступательное движение подачи в направлении фрезерования. Для повышения стойкости инструменту сообщают дополнительное возвратно-поступательное движение подачи в направлении прямолинейной образующей инструмента с длиной хода, не превышающей разность между проекцией ширины фрезерования на плоскость, проходящую через ось инструмента, и длиной рабочей части инструмента, а величину скорости возвратно-поступательного движения устанавливают не менее чем с восьмикратным превышением скорости поступательного движения подачи инструмента в направлении фрезерования.
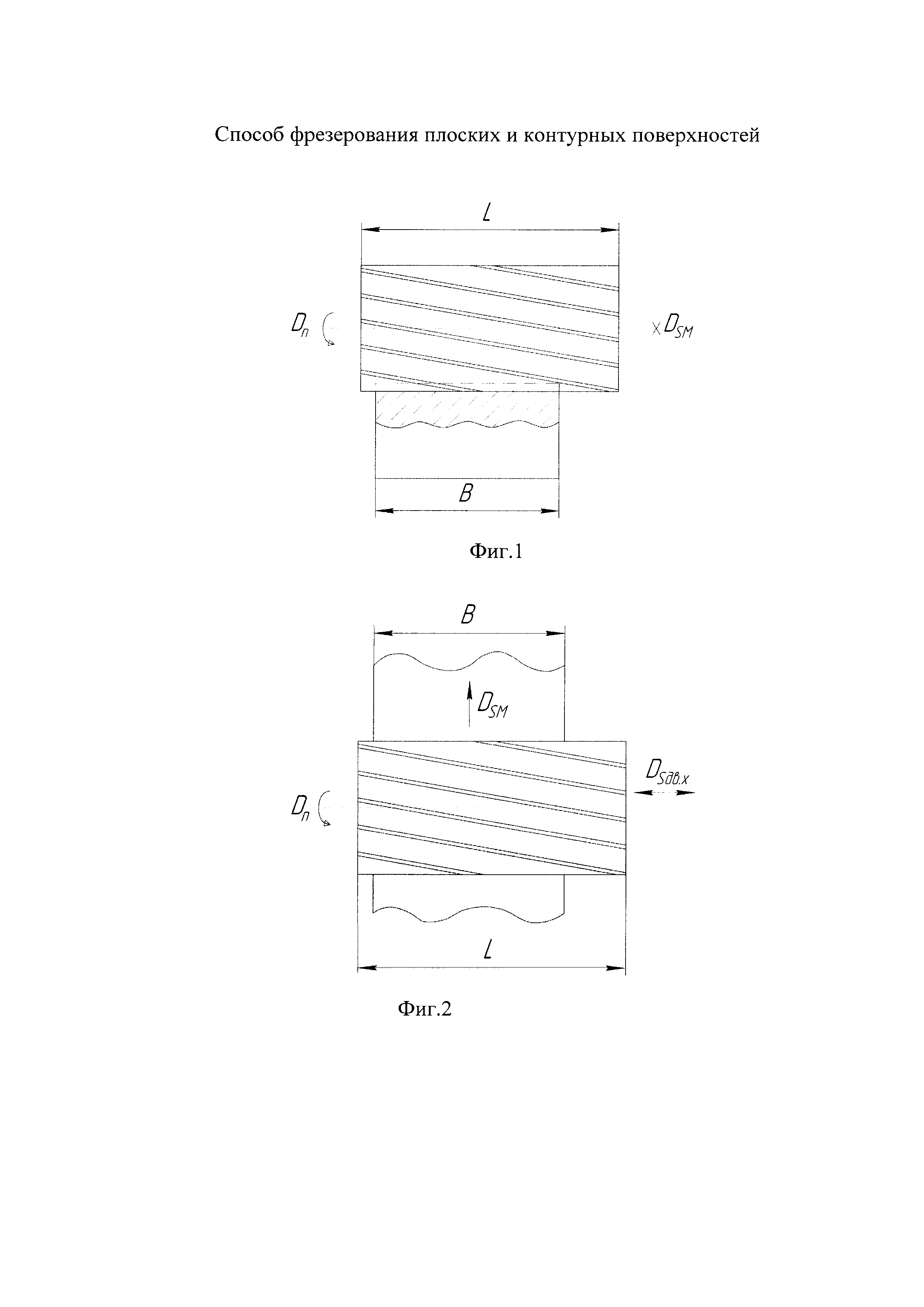
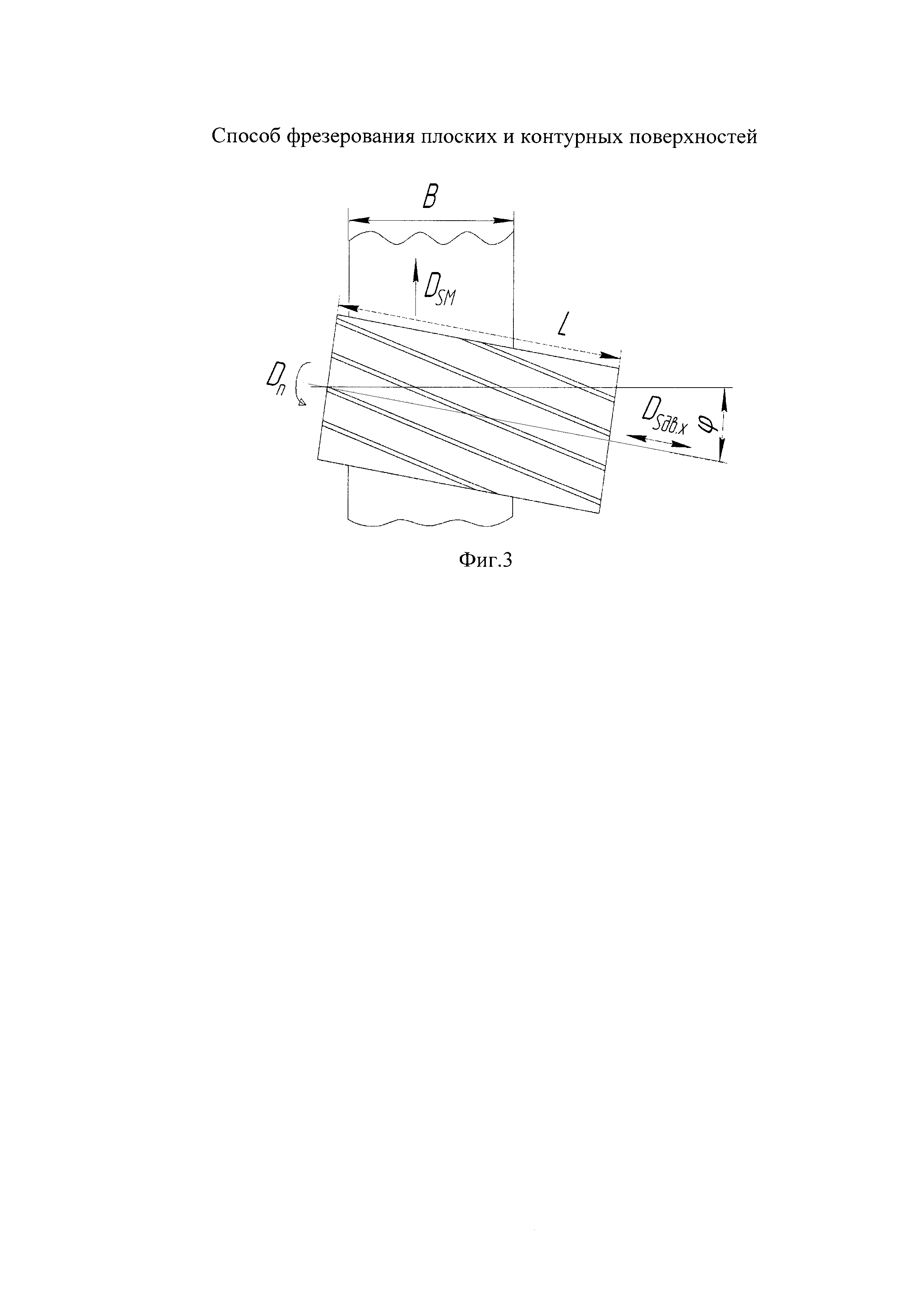
На фиг. 1 изображена фронтальная проекция схемы фрезерования с осью инструмента, расположенной перпендикулярно к направлению движения подачи в направлении фрезерования, на фиг. 2 - вид сверху на фиг. 1, на фиг. 3 - схема фрезерования инструментом, расположенным под углом к направлению фрезерования.
Обработку осуществляют на станках с ЧПУ с возможностью осуществления двух одновременных движений по взаимно перпендикулярным координатам. При обработке плоскости или криволинейного контура заготовки осуществляют вращательное главное движение инструмента Dn (фиг. 1, 2, 3) и два одновременных движения подачи, одно в направлении фрезерования DSM, а второе, возвратно-поступательное, в направлении прямолинейной образующей инструмента DSдв.х. Длина хода инструмента в направлении возвратно-поступательного движения должна быть максимальной, но не превышать разности между проекцией ширины фрезеруемой поверхности на плоскость, проходящую через ось инструмента, и длиной рабочей части инструмента, определяется по формуле:
l≤B/cosϕ-L
В - ширина фрезеруемой поверхности;
ϕ - угол между плоскостью, перпендикулярной направлению фрезерования, и осью инструмента (фиг. 3);
L - длина рабочей части инструмента.
Таким образом, задействуется вся рабочая часть инструмента, и инструмент равномерно изнашивается по всей длине.
Скорость возвратно-поступательного движения подачи устанавливается из соотношения:
Vдв.х≥8VM,
где, Vдв.х - скорость подачи возвратно-поступательного движения, мм/мин;
VM - скорость минутной подачи в направлении фрезерования.
Режущие кромки, непрерывно смещаясь относительно поверхности резания, постоянно обновляются, что ведет к снижению теплонагруженности на передней и задней поверхности зуба инструмента и, как следствие, повышению стойкости. Скорость обновления режущей кромки зависит от соотношения скоростей подачи возвратно-поступательного движения и подачи в направлении фрезерования. Экспериментально установлено, что очевидный эффект проявляется как минимум при восьмикратном превышении скорости возвратно-поступательного движения над скоростью подачи в направлении фрезерования. Кроме того, возвратно-поступательное движение подачи создает условие косоугольного резания даже для инструментов с прямолинейными режущими кромками, параллельными оси фрезы.
ИСТОЧНИКИ ИНФОРМАЦИИ
1. Металлорежущие инструменты: Учебник для вузов по специальностям «Технология машиностроения», «Металлорежущие станки и инструменты» / Г.Н. Сахаров, О.Б. Арбузов, Ю.Л. Боровой и др. М.: Машиностроение, 1989. - 328 с., стр. 80, 81, рис. 2.35 а), е).
Способ фрезерования заготовки на станках с ЧПУ, включающий фрезерование поверхностей заготовки инструментом с цилиндрической производящей поверхностью и прямолинейной образующей, которому сообщают главное вращательное движение и поступательное движение подачи в направлении фрезерования, отличающийся тем, что инструменту сообщают дополнительное возвратно-поступательное движение подачи в направлении прямолинейной образующей инструмента с длиной хода, не превышающей разность между проекцией ширины фрезерования на плоскость, проходящую через ось инструмента, и длиной рабочей части инструмента, при этом скорость возвратно-поступательного движения устанавливают с не менее чем восьмикратным превышением скорости указанного поступательного движения подачи инструмента в направлении фрезерования.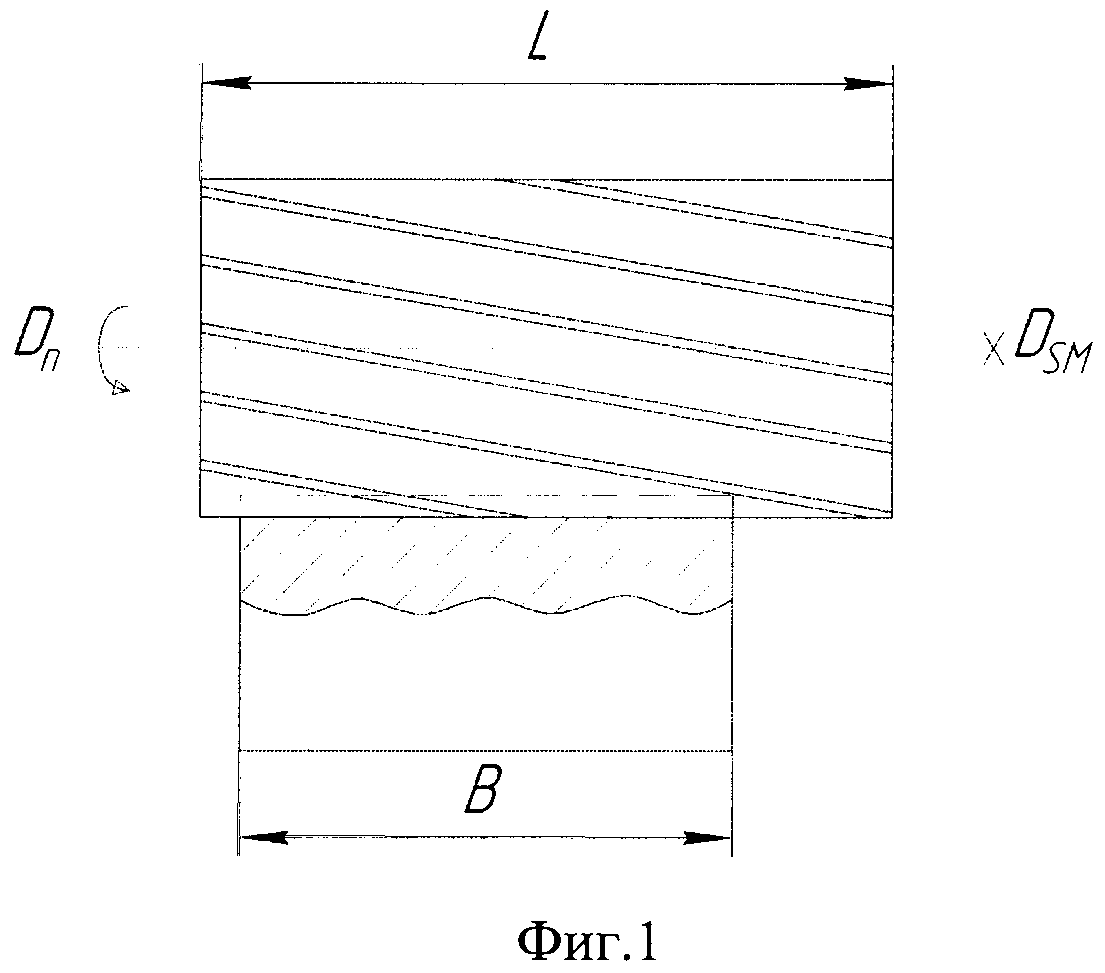
Магнитный разделитель
Теплоаккумулирующий отопительный прибор
Композиция для покрытия металлических изделий
Способ обработки винтовых канавок дугообразного профиля
Устройство для калибрования посадочных отверстий с полимерным покрытием в корпусных деталях
Способ горячей прокатки полос
Способ обработки сложных криволинейных поверхностей
Штамп для открытой объемной штамповки поковок
Композиция для склеивания металлических изделий
Способ регулирования вторичного охлаждения на мнлз при изменении скорости вытягивания слитка
Композиция для покрытия металлических изделий
Способ управления автономным асинхронным двигателем
Способ переработки "пыли" отвального сталеплавильного шлака
Устройство для герметизации мест примыкания металл-бетон в ограждающих конструкциях защитных сооружений
Способ электроконтактной сварки металлических листов с покрытием
Магнитный разделитель

