Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ КОНТАКТНЫХ ВСТАВОК ТРОЛЛЕЙБУСОВ
Вид РИД
Изобретение
Изобретение относится к порошковой технологии получения изделий электротехнического назначения, в частности к способам получения контактных вставок токоприемников троллейбусов из порошковых композиций на основе углерода.
Известен способ производства контактных вставок троллейбусов из композиций на основе углерода, включающий операцию смешивания наполнителя из порошка графита и связующего из порошка фенолформальдегидной смолы, компактирование композиции в пресс-форме при заданных температуре и удельном усилии и последующую термическую обработку полученного полуфабриката (Патент РФ на изобретение №2267411, Способ изготовления контактных вставок, МПК B60L 5/08, H01R 39/26, от 10.06.2004).
Основными недостатками известного способа являются пониженная плотность изделий, особенно на фасонной контактной поверхности вставок троллейбусов (Свидетельство на полезную модель РФ №39541, Контактная вставка токоприемников троллейбуса, МПК B60L 5/08, от 10.08.2004), а также низкая производительность способа. Низкая производительность способа обусловлена поштучным компактированием изделий (вставок) в пресс-форме, длительностью операций заполнения пресс-формы порошковой композицией и извлечения изделий из пресс-формы, а также малой скоростью компактирования. Известно, что для хотя бы частичного удаления газов атмосферы и паров из засыпки порошка в пресс-форме скорость перемещения пуансона пресс-формы должна быть равна 5-30 м/с (Темкин И.В. Производство электроугольных изделий. - М.: Высшая школа, 1975, с. 107).
Пониженная плотность контактной поверхности изделий снижает их прочность, износостойкость, а также повышает значения их удельного электрического сопротивления. Низкая производительность способа повышает стоимость изделий.
Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому способу является способ получения контактных вставок троллейбусов, в котором порошковую композицию на основе углерода выдавливают из контейнера пресса через мундштук с формованием профильной рабочей поверхности вставки и последующим делением полученного полуфабриката на отдельные заготовки (Патент на изобретение РФ №2508177, Способ получения контактных вставок троллейбусов, МПК B22F 33/20, B60L 5/08, от 27.02.2014). Полуфабрикат выдавливают в виде двух обращенных друг к другу своими подошвами заготовок вставок с противолежащими профильными поверхностями. После выхода из мундштука профильные поверхности заготовок калибруют в четырехвалковом калибре, образованном двумя гладкими и двумя приводными калиброванными противолежащими валками. После получения полуфабриката в виде нескольких заготовок вставок ведут его разделение на отдельные заготовки по вертикальной плоскости, а также осуществляют срез торцевых участков заготовок вставок под углом 60° для образования наклонных входных и выходных участков контакта вставки с токоведущим проводом.
Этот способ по сравнению с указанным ранее аналогом за счет калибровки повышает плотность, твердость и износостойкость вставок. Однако после получения полуфабрикатов в дальнейшем резкой алмазными отрезными кругами формируют наклонные под 60° к их горизонтальной плоскости входные и выходные участки контакта вставки с токоведущим проводом, которые имеют пониженную плотность, твердость, прочность и износостойкость, что снижает работоспособность вставки ввиду действия значительных нагрузок на указанные поверхности. К тому же формование наклонных поверхностей вставки отрезными алмазными кругами снижает производительность способа.
Таким образом, основными недостатками наиболее близкого аналога являются низкое качество получаемых вставок и малая производительность.
Задачей предлагаемого решения является устранение указанных недостатков, а именно повышение качества вставок путем повышения их плотности, твердости, прочности и износостойкости и увеличение производительности.
Поставленная задача решается тем, что в способе получения контактных вставок токоприемников троллейбусов, в котором порошковые композиции на основе углерода из контейнера пресса выдавливают через мундштук с получением полуфабриката в виде двух обращенных друг к другу своими подошвами разделенных рассекателем заготовок вставок с противолежащими профильными рабочими поверхностями, калибруют профильные поверхности в четырехвалковом калибре с двумя профильными приводными валками и в дальнейшем разделяют полуфабрикат на отдельные заготовки, согласно предлагаемому решению до калибровки профильных рабочих поверхностей и после нее в формовочных калибрах профильных приводных валков наклонные входные и выходные участки заготовок обжимают с нормальным удельным усилием, равным 45÷50 МПа. При этом после выдавливания в четырехвалковых калибрах получают серию заготовок с перемычками между ними и в дальнейшем ведут разделение их алмазными отрезными кругами.
Приложение к наклонным поверхностям входного и выходного участков при обжатии нормальных сжимающих усилий позволит проработать структуру этих ответственных при работе участков и повысить плотность, твердость, прочность и износостойкость вставок. Обжатие при изготовлении вставок их наклонных входных и выходных участков в тех же приводных валках, в которых осуществляется калибровка их профильных рабочих поверхностей, значительно повысит производительность способа. Усилит этот эффект и формование перемычек между заготовками, что уменьшит высота реза в вертикальной плоскости при разделении заготовок.
Приложение при обжатии наклонных участков удельного усилия менее 45 МПа приведет к недостаточному повышению их износостойкости, а при усилии более 50 МПа может привести к затеканию металла в зазоры между валками.
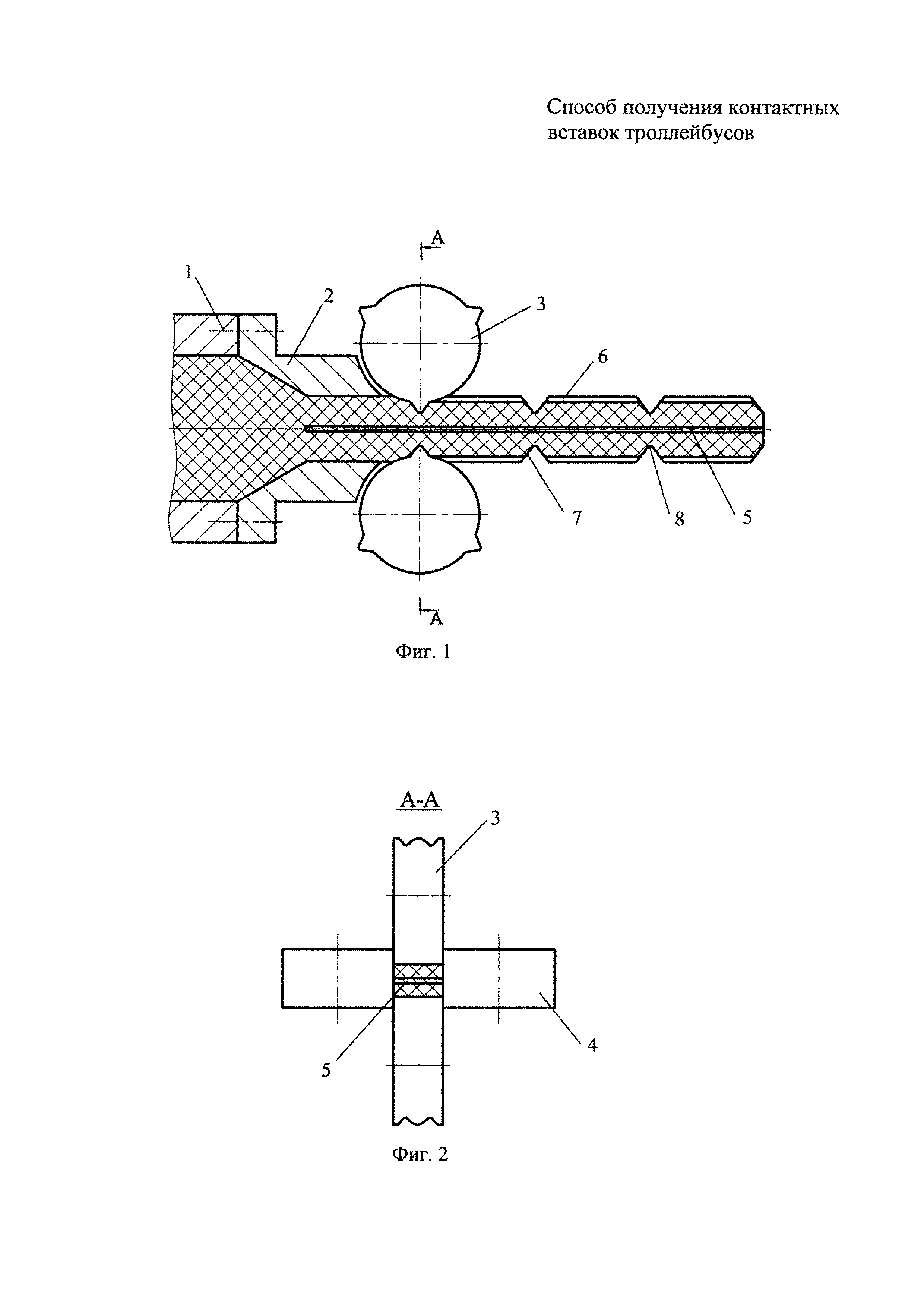
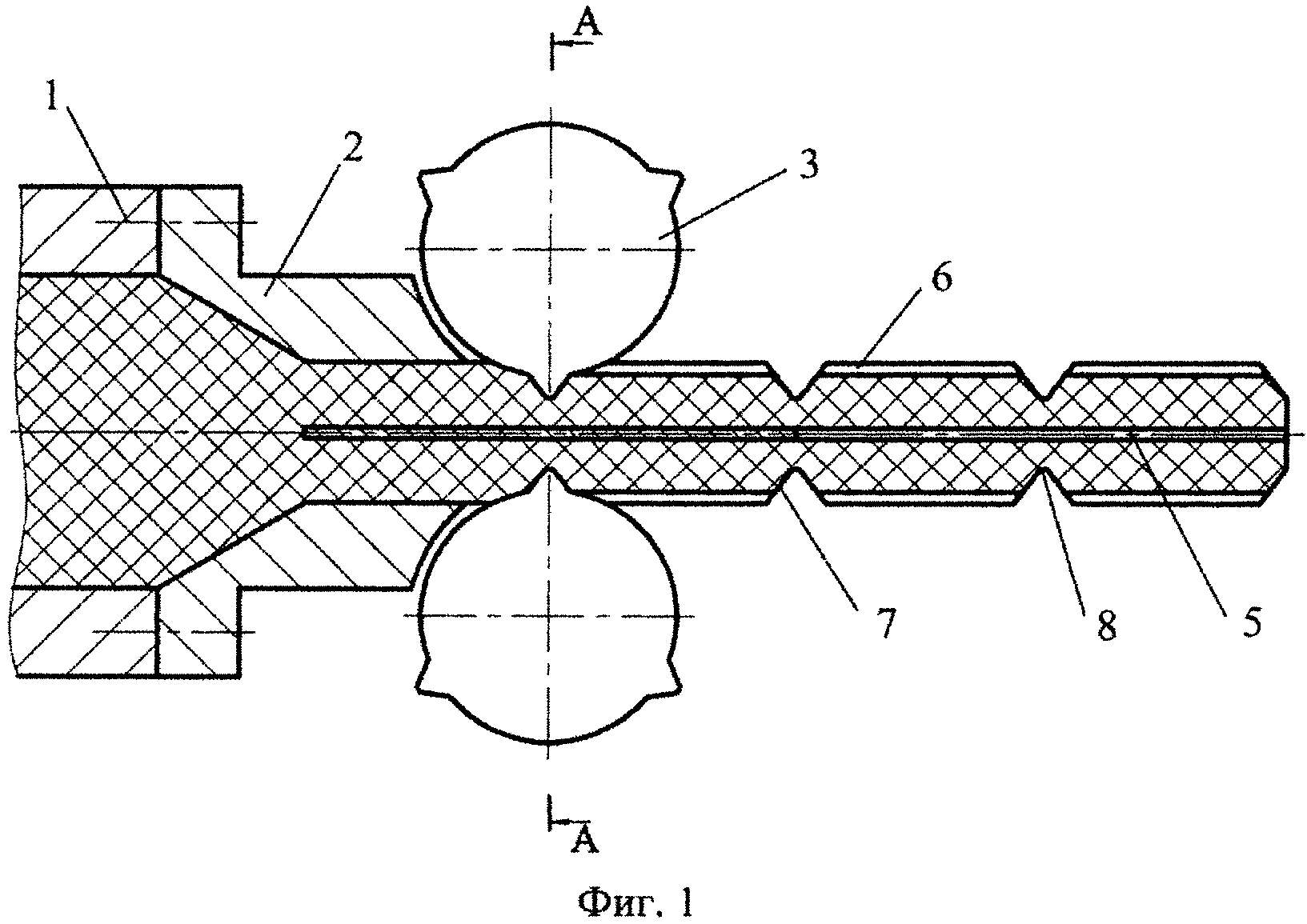
Предлагаемый способ проиллюстрирован на фиг. 1-2, где на фиг. 1 показан общий вид линии по получению контактных вставок, на фиг. 2 - сечение А-А фиг. 1.
На указанных фигурах обозначены: 1 - контейнер пресса; 2 - мундштук; 3 - приводные калиброванные валки; 4 - гладкие валки; 5 - рассекатель, 6 - профильные участки заготовки, 7 - наклонные участки заготовки, 8 - перемычки.
Способ осуществляется следующим образом.
Нагретую примерно до 170-180°С порошковую композицию на основе углерода загружают в контейнер 1 пресса и выдавливают ее через мундштук 2 с рассекателем 5, одновременно формуя и разделяя порошковую композицию на две обращенные своими подошвами заготовки вставок. После выхода из мундштука 2 указанный полуфабрикат в виде двух обращенных друг к другу подошвами заготовок, разделенных рассекателем 5, задают в образованный приводными калиброванными валками 3 и гладкими валками 4 четырехвалковый калибр, где калибруют профильные рабочие поверхности 6 заготовок, а также обжимают наклонные поверхности 7 и перемычки 8 заготовок. После получения полуфабриката в виде нескольких заготовок вставок из него извлекают рассекатель 5 и алмазными отрезными кругами разделяют заготовки.
Согласно предлагаемому способу были изготовлены заготовки вставок троллейбусов размером 86×27×19 мм из порошковой композиции, содержащей 86% искусственного графита, полученного измельчением отходов электродов «Челябинский электродный завод», и 14% фенолформальдегидной новолачной смолы. Полуфабрикат состоял из трех заготовок вставок. После выхода из мундштука вели в четырехвалковом калибре калибровку профильных рабочих поверхностей, а также обжимали наклонные под углом 60° к их горизонтальной плоскости участки вставки. Наклонные участки обжимали с нормальным удельным усилием 48 МПа. Износостойкость наклонных участков увеличилась на 13%.
Предлагаемый способ найдет применение при производстве контактных вставок из композиций на основе углерода, получаемых преимущественно из отходов электродного производства и применяемых в городских троллейбусах.
Устройство защиты от обрывов проводов воздушной линии электропередачи с изолированной нейтралью
Способ получения тонкостенной трубной заготовки
Способ переработки отвальных металлургических шлаков
Комбинированный радиальный подшипник с широким диапазоном рабочих скоростей и нагрузок (варианты)
Способ определения коррозионного состояния заземляющих устройств
Способ получения тонкостенной трубной заготовки
Способ переработки отвальных металлургических шлаков
Способ получения электротехнических изделий из порошковых композиций на основе углерода
Композиция для изготовления электротехнических изделий
Способ штамповки поковок фланцев воротниковых
Способ изготовления электрощеток из порошковой графитопластовой композиции
Способ штамповки труб с коническими концами
Способ получения электротехнических изделий из порошковых композиций на основе углерода

