ТКАНЬ ДЛЯ ПОЛУЧЕНИЯ МЕШКОВ
Вид РИД
Изобретение
Настоящее изобретение относится к тканому материалу для получения мешков, который содержит ленты полимера, в частности полиолефина, полипропилена, полиэтилена (ПЭВП - полиэтилен высокой плотности) или полиэтилентерефталата, причем указанные ленты предпочтительно подвергнуты одноосному растяжению, причем указанный тканый материал снабжен покрытием.
Кроме того, изобретение относится к мешку, изготовленному из такой ткани.
Трубчатая форма мешка с клапаном обычно образуется из трубчатого круглого материала или плоского материала, продольные кромки которого соединены с образованием трубки. В общей классификации указанных мешков различают формы «подушки» и «коробки». Мешок в форме подушки обычно получают путем компоновки торца тканым швом или сварным швом. В мешках в форме коробки по меньшей мере на одном конце имеется торцевой загиб, так что мешок имеет по существу прямоугольный торец. Настоящее изобретение относится к мешкам в форме подушки, а также в форме коробки.
Предпочтительно, тканый материал содержит одноосно растянутые ленты полимера, в частности полиолефина или полипропилена. Эти ленты получают путем растяжения полимерных (в частности, полиолефиновых или полипропиленовых) пленок в 4-10 раз от их первоначальной длины, в результате чего молекулярные цепи будут ориентироваться в продольном направлении ленты, и в этих направлениях они приобретают прочность приблизительно в 6-10 раз больше прочности исходной пленки. Ширина ленты обычно составляет приблизительно от 1,5 до 10 мм, а ее толщина от 20 до 80 мкм. Для достижения плотности против проникновения пыли и влаги тканый материал с одной или двух сторон обычно имеет покрытие из расплава, предпочтительно, такого же материала, что и ленты.
Мешки с клапаном отличаются тем, что клапан, сформованный из тканого материала, смонтирован в торце мешка, и с помощью этого клапана можно заполнять мешок, который закрыт с обеих сторон, заполняющим материалом. Заполнение осуществляется таким образом, что трубка с раструбом наконечника заполняющего устройства вводится внутрь клапана. В этом случае клапан раскрывается, чтобы обеспечить заполнение мешка с клапаном заполняющим материалом. Когда заданное количество материала помещено внутрь мешка, последний отсоединяется от трубки с раструбом наконечника заполняющего устройства. В этот момент клапан должен закрываться под действием трубчатых областей стенок трубки клапана, ложащихся друг на друга, это означает, что трубка клапана сжимается за счет давления, которое оказывает заполняющий материал.
В ходе операции заполнения требуется удаление воздуха из объема мешка. В случае бумажных мешков указанное удаление воздуха происходит по всей поверхности мешка, поскольку обычно бумага обладает некоторой воздухопроницаемостью. В то же время бумага является пыленепроницаемой даже без покрытия. Однако большим недостатком бумажных мешков является их ограниченная стойкость и, в частности, сопротивление разрыву.
Напротив, мешки, изготовленные из имеющего покрытие тканого материала, содержащего одноосно растянутые ленты полимера, в частности полиолефина или полипропилена, обладают отличной стойкостью к разрыву и стабильностью. Однако для таких мешков, имеющих влагонепроницаемые или пыленепроницаемые покрытия, требуется, чтобы ткань была перфорирована с целью обеспечения необходимого удаления воздуха. Хотя были выполнены исследования по определению числа и диаметра отверстий, которые требуются для достижения требуемой характеристики удаления воздуха при одновременном исключении ухудшения способности к удержанию пыли, результатом всегда был компромисс между двумя конкурирующими требованиями: характеристикой удаления воздуха и способностью к удержанию пыли.
Поэтому целью настоящего изобретения является дальнейшая разработка тканого материала такого типа, который определен первоначально, таким образом, чтобы была улучшена способность к удержанию пыли, при сохранении соответствующей характеристики удаления воздуха.
Дополнительной проблемой тканых материалов такого типа, который определен первоначально, является их свариваемость. Таким образом, например, стало обычной практикой закрывать нижний загиб мешка в форме коробки путем сваривания покрывающего листа ткани, содержащей одноосно растянутые ленты полимера, в частности полиолефина, предпочтительно полипропилена, с указанным загибом. В некоторых вариантах осуществления это осуществляется с использованием промежуточного слоя термопластичного материала, в частности полиолефина и, предпочтительно, полипропиленового материала (например, смотрите документ WO 95/30598 А1). Однако сваривание имеет тот недостаток, что под действием тепла, что неизбежно в ходе сваривания, происходит нарушение ориентации молекул пластиковой ленты, которые были ориентированы с помощью одноосного растяжения. Области ткани, содержащие дезориентированные молекулы, обладают значительно меньшей прочностью по сравнению с областями, содержащими ориентированные молекулы, таким образом, существует риск того, что ткань порвется в области сварки. Наилучшим способом предотвращения нарушения ориентации может быть нанесение на ткань покрытия достаточной толщины. Однако это приведет к относительному увеличению массы мешка и повышению расходов.
Следовательно, настоящее изобретение имеет дополнительную цель - разработать ткань такого типа, который определен первоначально, таким образом, чтобы повысить свариваемость ткани, без увеличения массы на единицу площади ткани и при отсутствии риска дезориентации молекул материала.
Для достижения указанных целей изобретения тканый материал содержит одноосно растянутые ленты полимера, в частности полиолефина или полипропилена, снабженные покрытием, при этом указанное покрытие образовано из полимерного нетканого материала, в частности полиолефинового или полипропиленового нетканого материала. Термин «полимерный нетканый материал» в настоящем изобретении означает плоский текстильный продукт, образованный из индивидуальных полимерных волокон. В частности, это могут быть материалы из спутанных волокон, в которых индивидуальные полимерные волокна уложены дезориентированным образом, то есть волокна случайно распределены в нетканом материале. Указанный нетканый материал, в частности, выполнен в виде фильерного нетканого материала (так называемый «спанбонд»).
Нетканые материалы обладают тем преимуществом, что в значительной степени предотвращают проникновение пыли, без существенного влияния на характеристику удаления воздуха. В частности, если ткань вместе с покрытием содержит множество перфораций, как в соответствии с предпочтительной дальнейшей разработкой, индивидуальные волокна нетканого материала будут играть роль фильтра на поверхности в области перфораций, удерживая частицы пыли. Таким образом, эти частицы пыли, увлеченные потоком воздуха в ходе деаэрации, улавливаются в нетканом материале, и, следовательно, предотвращается их прохождение через нетканый материал. Таким образом, имеется возможность делать более крупные перфорационные отверстия в меньшем количестве, при сохранении такой же характеристики аэрации, чтобы снизить производственные затраты. В этой связи предпочтительная конфигурация обеспечивает тканый материал, содержащий 10-60, в частности 20-50, перфораций на 1 см2. Диаметр перфорационных отверстий составляет по меньшей мере 0,05 мм, предпочтительно по меньшей мере 0,1 мм.
Другое преимущество нетканого материала заключается в том, что он дает более значительный вклад в увеличение прочности ткани, чем традиционное покрытие, таким образом, может быть создана ткань с пониженной массой на единицу площади, причем сохраняется общая прочность. Поскольку нетканый материал доступен и имеет более низкую стоимость, чем тканый материал, следовательно, может быть достигнуто снижение себестоимости.
Дополнительный эффект заключается в том, что неориентированные волокна нетканого материала зафиксированы в их положениях за счет связи с тканью, что будет повышать прочность ткани с покрытием.
На стороне нетканого материала композиционный материал согласно изобретению может отлично свариваться с аналогичным материалом, без заметного снижения прочности материала. Это обусловлено тем, что молекулы волокна нетканого материала растянуты только в небольшой степени, так что нарушение ориентации, вызванное подводом тепла, не будет значительно влиять на прочность нетканого материала. В любом случае ориентация растянутых лент тканого материала не будет изменяться.
Особенно выгодная конфигурация изобретения обеспечивает нанесение полимерного нетканого материала, в частности полипропиленового нетканого материала, на весь тканый материал. Однако в качестве альтернативы, полимерный нетканый материал, в частности полипропиленовый нетканый материал, может быть только частично нанесен на ткань, то есть только на специфические точки, и, например, для трубчатой ткани, только на часть длины ее окружности, в частности на половину длины окружности.
В предпочтительном способе, дополнительно предусмотрено, чтобы полимерный нетканый материал, в частности полипропиленовый нетканый материал, был нанесен на ткань с использованием промежуточного слоя. Это будет обеспечивать безопасное и стабильное связывание тканого материала с нетканым материалом. В этом случае промежуточный слой может содержать тот же самый полимер, что и ткань, и полимерный нетканый материал. Особенно упрощенный способ осуществляется так, что промежуточный слой нанесен путем экструзионного ламинирования.
Когда тканый материал покрыт нетканым материалом согласно изобретению, может быть использована ткань с пониженной массой на единицу площади, как уже указано выше, без ухудшения прочности композиционного материала. В этой связи, предпочтительно предусматривается, чтобы тканый материал имел массу на единицу площади 40-60 г/м2, промежуточный слой имел массу на единицу площади 10-20 г/м2, и полимерный нетканый материал имел массу на единицу площади равную 20-40 г/м2. Согласно особенно выгодной конфигурации тканый материал имеет массу на единицу площади равную 50 г/м2, промежуточный слой имеет массу на единицу площади 15 г/м2 и полимерный нетканый материал имеет массу на единицу площади равную 25-30 г/м2.
Что касается значений массы на единицу площади индивидуальных слоев относительно друг друга, оказалось, что предпочтительной является конфигурация, в которой тканый материал имеет массу на единицу площади, соответствующую 1,5-2,5-кратному значению массы на единицу площади полимерного нетканого материала.
Согласно изобретению имеющая покрытие ткань может быть использована для получения мешков для транспортировки, в частности, порошкообразного заполняющего материала. Однако также возможны другие области применения, например в производстве брезента, укрывных материалов и др.
При использовании в мешке, предпочтительно, полимерный нетканый материал расположен на внешней стороне мешка. Например, в частности, мешок в форме коробки, где по меньшей мере в одной концевой области мешка имеется торцевой загиб, так что мешок имеет, по существу, прямоугольный торец. Другими словами, в частности, мешок с прямоугольным торцом и клапаном, в торце которого имеется клапан, в частности образованный из тканого материала торца, так что мешок, который уже закрыт изготовителем, может быть заполнен через указанный клапан с помощью традиционного заполняющего устройства.
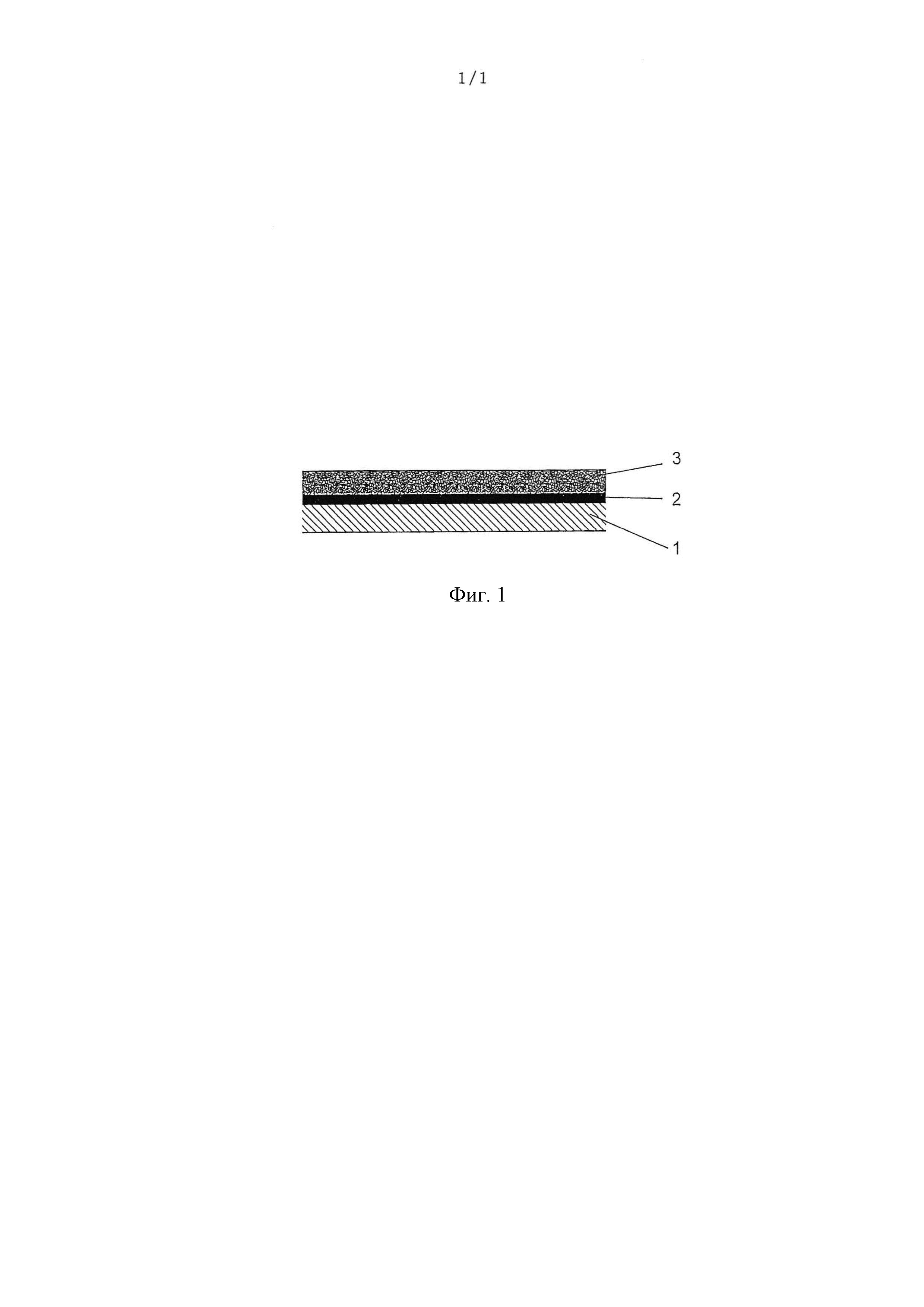
В последующем изобретение поясняется более подробно с помощью примера осуществления, который схематично иллюстрируется на чертеже. На рисунке демонстрируется слоистая структура из имеющей покрытие ткани согласно изобретению. Эта структура содержит тканый материал 1, содержащий одноосно растянутые полипропиленовые ленты, причем масса на единицу площади тканого материала составляет 50 г/м2. Промежуточный слой 2 состоит из полипропилена и может быть нанесен на ткань путем экструзионного ламинирования. Предпочтительно покрытие полотна ткани осуществляется, как описано в документе WO 2011/094783 А1. Масса на единицу площади промежуточного слоя составляет 15 г/м2. На промежуточный слой, в еще не затвердевшем состоянии, наносится полипропиленовый нетканый материал 3 и соединяется с промежуточным слоем в одно целое. Полипропиленовый нетканый материал имеет массу на единицу площади приблизительно 25 г/м2. Очевидно, что все три слоя изготовлены из полипропилена, таким образом, получается однотипный композиционный материал, который может быть повторно использован без каких-либо проблем.
В частности, нетканый материал выполнен в виде фильерного нетканого материала. Следовательно, для получения волокон полимер нагревают и прессуют в экструдере. Заданную дозу полимера продавливают через формующую головку, которая называется фильерой, с помощью прядильных насосов. Полимер выходит из фильерной пластины в еще расплавленном состоянии в виде тонкой нити (филамента). Волокно охлаждается потоком воздуха и вытягивается из расплава. Поток воздуха транспортирует филаменты на ленточный конвейер, который сконструирован в виде сита. Нити фиксируются за счет откачки ниже ленточного сита. Образовавшийся волокнистый мат представляет собой беспорядочно ориентированный нетканый холст, который должен затвердеть. Затвердевание может быть осуществлено с помощью двух подогретых валиков (каландров) или парового потока. В процессе затвердевания под действием каландра в одном из двух валиков обычно предусмотрена чеканка рельефа, имеющая форму игл, узких прямоугольников или пунктиров ромбической формы. Филаменты сплавляются вместе в точках контакта, и таким образом образуется нетканый материал.
С целью получения мешка из имеющей покрытие ткани, проводят следующие операции. На первом этапе либо полотно тканого материала (плоская ткань), покрытое нетканым материалом с одной стороны, берут и формируют в трубку с нетканым материалом, расположенным на внешней стороне, либо непокрытый, трубчатый тканый материал (круглая ткань), или непокрытый плоский тканый материал, сформированный в трубку, берут и наносят промежуточный слой на трубку путем экструзионного ламинирования в традиционном устройстве нанесения покрытия (смотрите WO 2011/094783 А1), с последующим нанесением нетканого материала. На втором этапе имеющую покрытие трубчатую ткань перфорируют. На третьем этапе трубчатое тело мешка закрывают по меньшей мере с одной стороны. Для получения мешка с клапаном в прямоугольном торце, в теле мешка, в частности, предусмотрен торцевой загиб на обоих концах, и на торцевой загиб приваривают покрывающий лист. В одном из двух торцевых загибов делают клапан, в частности из указанной ткани.
Устройство для подвода гранулята и загружаемого материала к червяку экструдера
Устройство для подвода гранулята и загружаемого материала к червяку экструдера

