Результат интеллектуальной деятельности: Электрододержатель для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно для образования арматуры из прутковых заготовок.
Известен электрододержатель - полый стержень с полым хвостовиком электрода, в которых с зазорами размещена трубка и имеются поперечные окна под хладагент, открытые в его полость и трубку (см. ГОСТ 25444-90, стр. 16). Его недостаток - значительная длина остатка (до 40%) начальной длины электрода.
Известен другой элетрододержатель в виде стержня с глухой полостью и трубкой с зазорами в ней у его переднего торца с хвостовиком, расположенным под углом к его продольной оси; на хвостовике размещен электрод-ролик, упертый своими торцами в боковую поверхность стержня и головку болта, размещенного в полости хвостовика (см. патент US 4544822 А, 01.10.1985 без стержня с полостью и хвостовиком под другие элементы клещей, но с другим стержнем и каналами в нем под циркулирующий хладагент, а на его переднем конце устройством-хвостовиком для крепления на нем болтом сменного электрода-ролика, используемого, например, в австрийских многоточечных сварочных машинах для соединения прутковых заготовок между собой).
Его недостатки: неэффективность охлаждения такого электрода из-за удаленности зоны охлаждения его от зоны нагрева - рабочей поверхности электрода; наличие зазоров между сопрягаемыми поверхностями хвостовика и электрода-ролика, ухудшающих теплообмен и электропроводность между ними и ускоряющих износ хвостовика.
Задачей предлагаемого решения является устранение указанных выше недостатков такого электрододержателя.
Технический результат от него: повышение эффективности охлаждения и стойкости электрода с улучшением электропроводности к нему за счет беззазорного расположения его на хвостовике.
Он достигается тем, что в электрододержателе для контактной точечной сварки в виде стержня с установленной в его продольной полости с зазорами трубкой, отделенной передним торцом через стенки конического дна этой полости от переднего торца стержня, на котором расположен под углом к нему полый хвостовик с электродом-роликом на нем, упертым одним торцом в его бурт, а другим торцом через шайбу в головку болта, соединенного с поверхностью полости хвостовика, НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО в коническое дно этой полости уперт локально уплотнительный элемент переднего конца трубки и открыто поперечное окно стержня, с которым соединена другая трубка, размещенная в хвостовике и полости болта, соединенной его поперечными окнами с его наружной кольцевой канавкой; образованные и разделенные кольцевыми ребрами с продольными проточками наружные кольцевые канавки хвостовика через его поперечные окна открыты соответственно в его полость и кольцевую канавку болта; при этом верхняя часть полости хвостовика соединена другим поперечным окном стержня с его продольной полостью, а в соединениях трубка-болт-хвостовик-электрод размещены соответствующие уплотнительные элементы; сопрягаемые поверхности электрода и хвостовика выполнены в виде усеченных конусов с основаниями, расположенными со стороны стержня, отделенного зазором от торца электрода.
Выполнением в стержне поперечного окна, открытого в коническое дно его полости, обеспечивается подвод по трубке хладагента к этому дну с последующим отводом по нему и далее по другой трубке, соединенной с этим окном в полость болта.
Размещением этой трубки в полости хвостовика и без бокового зазора в полости болта, соединенной его поперечными окнами с его наружной кольцевой канавкой с уплотнительным элементом в ней, обеспечивается подвод хладагента из последней полости к поперечным окнам хвостовика и по ним в его наружные кольцевые канавки, разделенные между собой кольцевыми ребрами с продольными проточками.
Выполнением этих канавок и кольцевых ребер с продольными проточками на наружной боковой поверхности хвостовика обеспечивается циркуляция подводимого в эти канавки хладагента вдоль внутренней поверхности электрода с его охлаждением.
Наличием кольцевых ребер, разделяющих эти канавки, создаются дополнительные опоры для внутренней поверхности электрода, необходимые в конце срока службы его, когда толщина стенок его минимальна; поэтому их деформация благодаря этим ребрам-опорам от усилия сварки также небольшая, чем также увеличится стойкость электрода.
Образованием у этих ребер продольных проточек, смещенных в угловом направлении в соседних ребер, обеспечивается перетекание хладагента из одной кольцевой канавки в другую и т.д. с его перемешиванием и разрушением пограничного у стенок слоя, чем интенсифицируется теплообмен между ним и охлаждаемой поверхностью электрода.
Созданием поперечных окон в крайней кольцевой канавке хвостовика, открытых в его полость, обеспечивается отвод нагретого хладагента из зоны охлаждения электрода в эту полость.
Выполнением в дне верхней части полости хвостовика другого поперечного окна, открытого в полость стержня, обеспечивается отвод нагретого хладагента из нее в последнюю полость и далее за пределы стержня.
Размещением уплотнительных элементов в соединениях трубка-болт-хвостовик-электрод герметизируются зоны циркуляции хладагента в их полостях и вдоль их сопрягаемых между собой поверхностей.
Заменой цилиндрических сопрягаемых поверхностей у хвостовика и электрода коническими с основаниями их конусов со стороны стержня отпадает надобность в уплотнительных элементах для герметизации зоны охлаждения электрода и исключаются зазоры между этими поверхностями. Вышеперечисленные элементы предлагаемого устройства позволяют охлаждать внутреннюю поверхность электрода циркулирующим вдоль нее хладагентом и этим самым повысить его стойкость.
Сравнительный анализ предлагаемого устройства с известными в настоящее время решениями показывает, что оно ново, существенно отличается от них, промышленно пригодно и поэтому полностью соответствует критерию ИЗОБРЕТЕНИЕ.
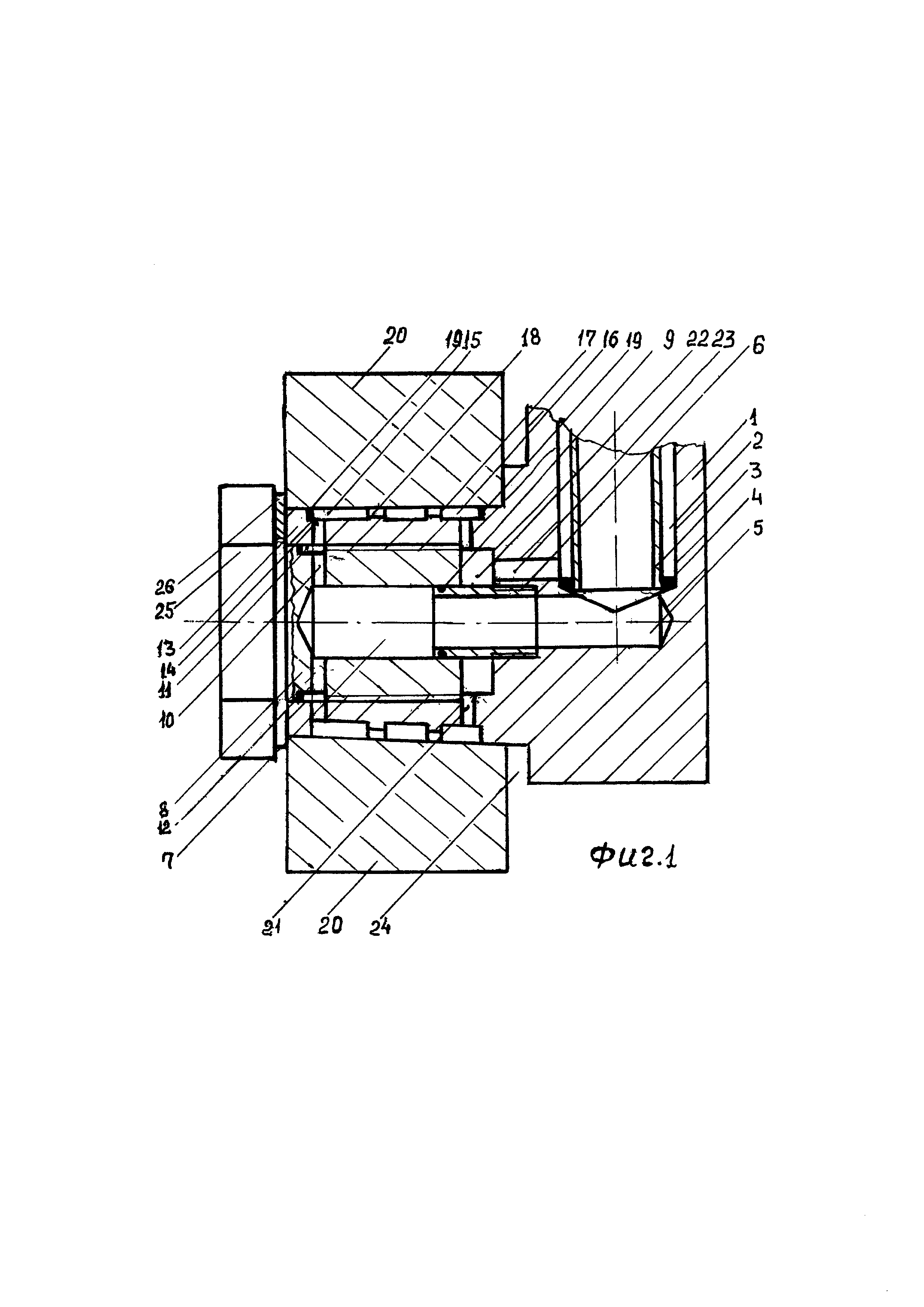
Оно поясняется чертежом, где на фиг. 1 показана передняя часть электрододержателя, причем в верхней половине его хвостовика представлен п. 1 формулы, а в нижней половине п. 2 ее.
Решение содержит стержень 1, с заднего торца которого образована продольная полость 2 с коническим дном у его переднего торца; в ней с боковым зазором размещена трубка 3, на переднем конце которой имеется уплотнительный элемент 4, герметизирующий этот зазор в начале этого дна полости 2, в которое открыто поперечное окно 5 стержня 1; с этим окном соединена концом другая трубка 6, размещенная также и в полости 7 болта 8, загерметизированной уплотнительным элементом 9 трубки 6; полость 7 болта 8 его поперечными окнами 10 открыта в его кольцевую канавку 11 на наружной боковой поверхности, где имеется уплотнительный элемент 12, герметизирующий резьбовое соединение болт 8-хвостовик 13; в последнем выполнены свои поперечные окна 14, открытые в канавку 11 и в крайнюю кольцевую канавку 15 боковой поверхности хвостовика 13; другая подобная ей канавка и третья крайняя канавка 16 отделены от соседней кольцевыми ребрами 17 с продольными проточками 18, смещенными в угловом направлении в соседних ребрах; в крайних канавках 15 и 16 имеются уплотнительные элементы 19 для герметизации зоны охлаждения электрода 20; крайняя кольцевая канавка 16 поперечными окнами 21 хвостовика 13 соединена с его полостью 22, открытой через другое верхнее поперечное окно 23 стержня 1 в его полость 2.
Электрододержатель по п. 2 отличается от вышеописанного только сопрягаемыми коническими поверхностями хвостовика 13 и электрода 20, основания которых расположены со стороны боковой поверхности стержня 1, между которой и задним торцом электрода 20 имеется зазор 24. При этом величина этого зазора и натяга между указанными поверхностями зависит от усилия ввертывания болта 8, действующего своей головкой 25 на шайбу 26, а та на торец электрода 20.
Электрод 20 охлаждается так: хладагент по трубке 3 поступает к дну полости 2 стержня 1 и далее по его поперечному окну 5, открытому в это дно, в трубку 6 и полость 7 болта 8, ввернутого в резьбовую поверхность полости 22 хвостовика 13; из полости 7 по поперечным окнам 10 болта 8 он поступает в его наружную кольцевую канавку 11, а из нее по поперечным окнам 14 хвостовика 13 оказывается в его крайней наружной кольцевой канавке 15; из нее через продольные проточки 18 кольцевых ребер 17 хладагент поступает в соседнюю кольцевую канавку и далее оказывается в другой крайней кольцевой канавке 16, соединенной поперечными окнами 21 хвостовика 13 с его полостью 22, открытой через верхнее поперечное окно 23 стержня 1 в его полость 2, из которой нагретый теплом электрода 20 хладагент отводится за пределы стержня 1.
Хладагент может циркулировать в противоположной схеме с тем же самым эффектом охлаждения электрода, определяемым скоростью циркуляции хладагента и его расходом, прямо пропорциональным величине теплопоступления в электрод при сварке заготовок между собой.
Целесообразнее использовать поточное охлаждение электрода без кипения хладагента, например, воды, в зоне охлаждения его и исключающее образование накипи в каналах этой зоны. При этом установившийся уровень нагрева электрода менее 100 С, а у прототипа больше этого значения не менее в 1,5 раза, чем увеличивается его стойкость как минимум на 30-40%.
Использованием конического соединения хвостовик-электрод исключаются зазоры между их сопрягаемыми поверхностями, чем улучшаются их теплообмен и электропроводность, а также снижается износ хвостовика от усилия сварки.
Герметизация боковых зазоров у дна полости 2 стержня 1, между трубкой 6 и полостью 7 болта 8, болтом 8 и хвостовиком 13, хвостовиком 13 и поршнем 20 обеспечивается соответствующими уплотнительными элементами, расположенными в своих канавках с необходимыми натягами между ними и сопрягаемыми с ними поверхностями этих элементов. Возможны и другие варианты герметизации боковых зазоров этих соединений, например, торцевые, а приведенные имеют свои нюансы, известные автору и апробированные и использованные им в других технических решениях.
Таким образом, предлагаемым решением повышается эффективность охлаждения электрода и его стойкость, а коническим соединением электрод-хвостовик улучшается электропроводность этого соединения и возрастает срок службы хвостовика от действующего на него через электрод усилия сварки.
Электрододержатель для контактной точечной сварки, содержащий стержень, имеющий продольную полость, в которой установлена с боковым зазором первая трубка для подачи хладагента, и полый хвостовик для размещения на нем электрода-ролика, расположенного под углом к стержню у его переднего торца, в полости которого установлена с зазором вторая трубка для подачи хладагента, отличающийся тем, что он снабжен болтом для закрепления электрода-ролика, выполненным с продольной полостью, установленным резьбовым соединением с торца хвостовика в его полости, при этом упомянутая продольная полость стержня имеет дно конической формы, открытое в поперечное окно, соединяющее полость первой трубки для подачи хладагента с полостью болта, первая трубка установлена с упором в упомянутое дно полости через уплотнительный элемент, герметизирующий боковой зазор трубки, который соединен поперечным окном с полостью хвостовика, а вторая трубка размещена в полости хвостовика и полости болта, причем на наружной поверхности болта выполнена кольцевая канавка, а на наружной поверхности хвостовика, предназначенной для контакта с электродом-роликом, выполнены кольцевые канавки, отделенные друг от друга кольцевыми ребрами с проточками, смещенными в угловом направлении в соседних ребрах, при этом одна крайняя кольцевая канавка хвостовика соединена поперечным окном с кольцевой канавкой болта, другая крайняя кольцевая канавка хвостовика соединена поперечным окном с полостью хвостовика, а в соединениях второй трубки с болтом и болта с хвостовиком размещены уплотнительные элементы для герметизации зоны охлаждения.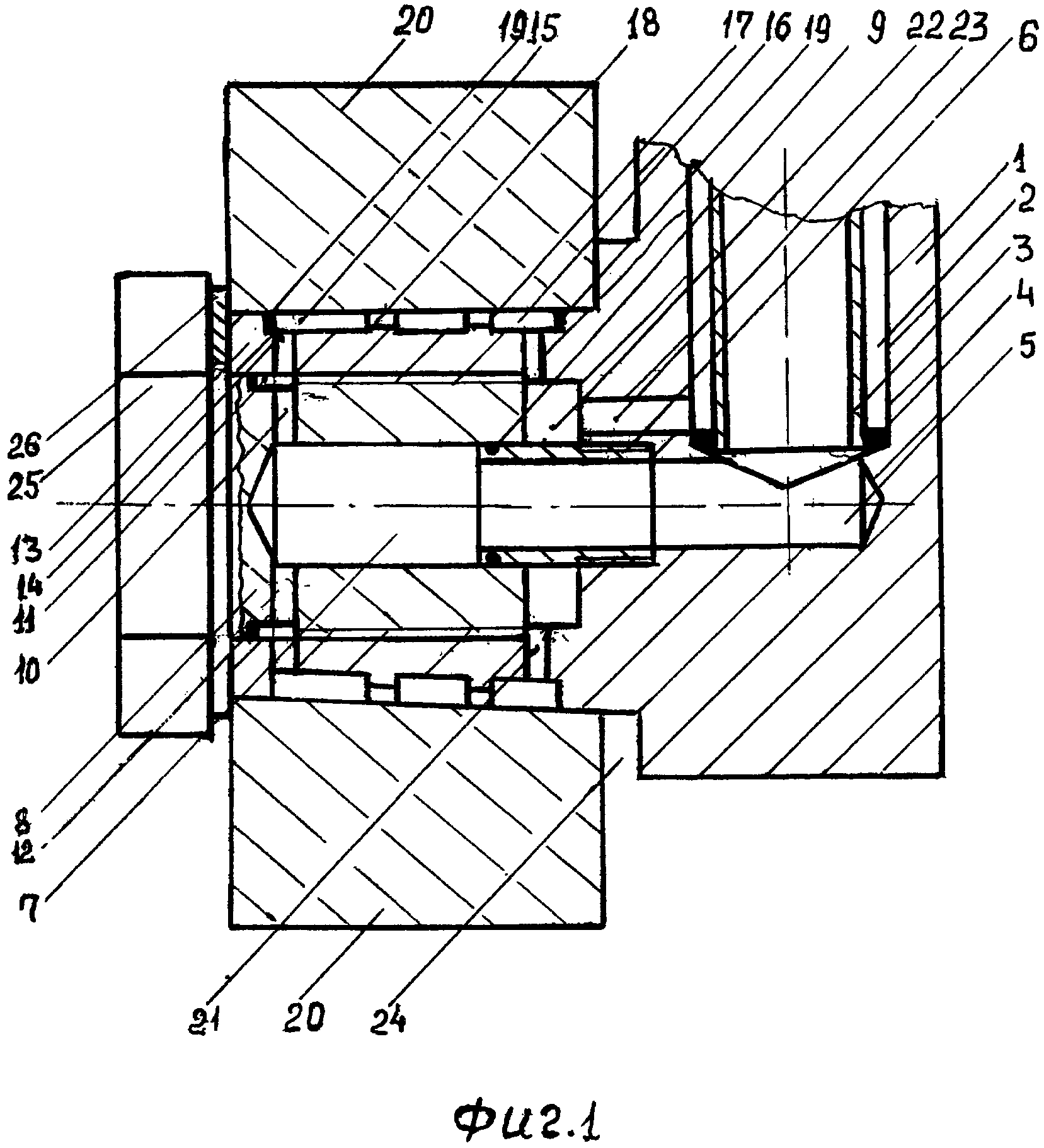
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Камера прессования горизонтальной машины литья под давлением (гмлпд)

