Результат интеллектуальной деятельности: Электрододержатель для контактной точечной сварки
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно для образования арматуры из прутковых заготовок.
Известен электрододержатель - полый стержень с полым хвостовиком электрода, в которых с зазорами размещена трубка и имеются поперечные окна под хладагент, открытые в его полость и трубку (см. ГОСТ 25444-90, стр. 16). Его недостаток- значительная длина остатка (до 40%) начальной длины электрода.
Известен другой элетрододержатель в виде стержня с глухой полостью и трубкой с зазорами в ней у его переднего торца с хвостовиком, расположенным под углом к его продольной оси; на хвостовике размещен электрод-ролик, упертый своими торцами в боковую поверхность стержня и головку болта, размещенного в полости хвостовика (см. патент US 4544822 А, 01.10 1985 без стержня с полостью и хвостовиком под другие элементы клещей, но с другим стержнем и каналами в нем под циркулирующий хладагент, а на его переднем конце устройством- хвостовиком для крепления на нем болтом сменного электрода-ролика, используемого, например, в австрийских многоточечных сварочных машинах для соединения прутковых заготовок между собой). Его недостатки: неэффективность охлаждения такого электрода из-за удаленности зоны охлаждения его от зоны нагрева - рабочей боковой поверхности электрода; наличие зазоров между сопрягаемыми поверхностями хвостовика и полости электрода-хвостовика, ухудшающими теплообмен и электропроводность между ними и ускоряющими износ хвостовика. Задачей предлагаемого решения является устранение указанных недостатков такого электрододержателя.
Технический результат от него: повышение эффективности охлаждения и стойкости электрода с улучшением электропроводности к нему за счет его беззазорного расположения на хвостовике циркуляции хладагента по его полости.
Это достигается тем, что в предлагаемом электрододержателе для контактной точечной сварки в виде стержня с образованной с заднего торца глухой продольной полостью под установленную в ней с зазорами трубку и поперечными окнами под хладагент, открытыми в эту полость и трубку, а у его переднего торца расположен под углом полый хвостовик с размещенным на нем электродом-роликом, упертым одним торцом в его бурт или боковую поверхность стержня, а другим торцом через шайбу в головку болта, соединенного с резьбовой поверхностью полости хвостовика; НОВЫМ ЯВЛЯЕТСЯ ТО, ЧТО полость стержня соединена поперечным окном с полостями хвостовика и болта, заполненными пористым материалом, и его головки, открытой в атмосферу; в хвостовике образована как минимум одна продольная и закрытая с торца прорезь, а резьбовое соединение болта с хвостовиком выполнено по тугой посадке; полость хвостовика с пористым материалом соединена с атмосферой продольными канавками боковой поверхности болта без полости, соединенными его поперечными окнами с дном полости головки.
Образованием в стержне поперечного окна с проходным сечением, меньшим сечения канала отвода нагретого хладагента стержня, и открытым в полости хвостовика болта с пористым материалом, обеспечивается отвод меньшей части его в этот материал для охлаждения этих элементов и через их стенки электрода-ролика, размещенного на хвостовике; при этом хладагент, находящийся в пористом материале от тепла хвостовика и болта нагревается и закипает с образованием пара, отводимого по полости головки болта в атмосферу.
Использованием пористого материала обеспечивается аккумуляция нагретого хладагента в этих полостях с последующим транспортированием по капиллярам этого материалам его к нагретым поверхностям этих полостей с постоянным контактом хладагента с ними; т.к. эти полости открыты одна в другую и в третью, связанную с атмосферой, то этим самым охлаждается хвостовик по всей длине.
Наличием в хвостовике как минимум одной продольной прорези, закрытой с его конца, осуществляется болтом радиальная деформация его стенок от их резьбового соединения с тугой посадкой с образованием в итоге беззазорного соединения болт-хвостовик-электрод с минимальным износом второго, лучшими условиями электропроводности от электрода к хвостовику и отводом тепла от последнего к болту и его головке. Созданием на сплошном болте продольных канавок, открытых с его торца и соединенных поперечными окнами с дном полости головки болта, открытой в атмосферу, осуществляется непосредственное охлаждение хладагентом хвостовика, а через него и самого электрода, чем повышается эффективность охлаждения его.
Размещением пористого материала в полости хвостовика между ее дном и торцом болта обеспечивается поступление нагретого хладагента из стержня по его поперечному окну в эту полость и ее материал, а из него в наружные продольные канавки болта и затем в его поперечные окна, открытые в дно полости его головки и затем из нее парообразный хладагент отводится в атмосферу.
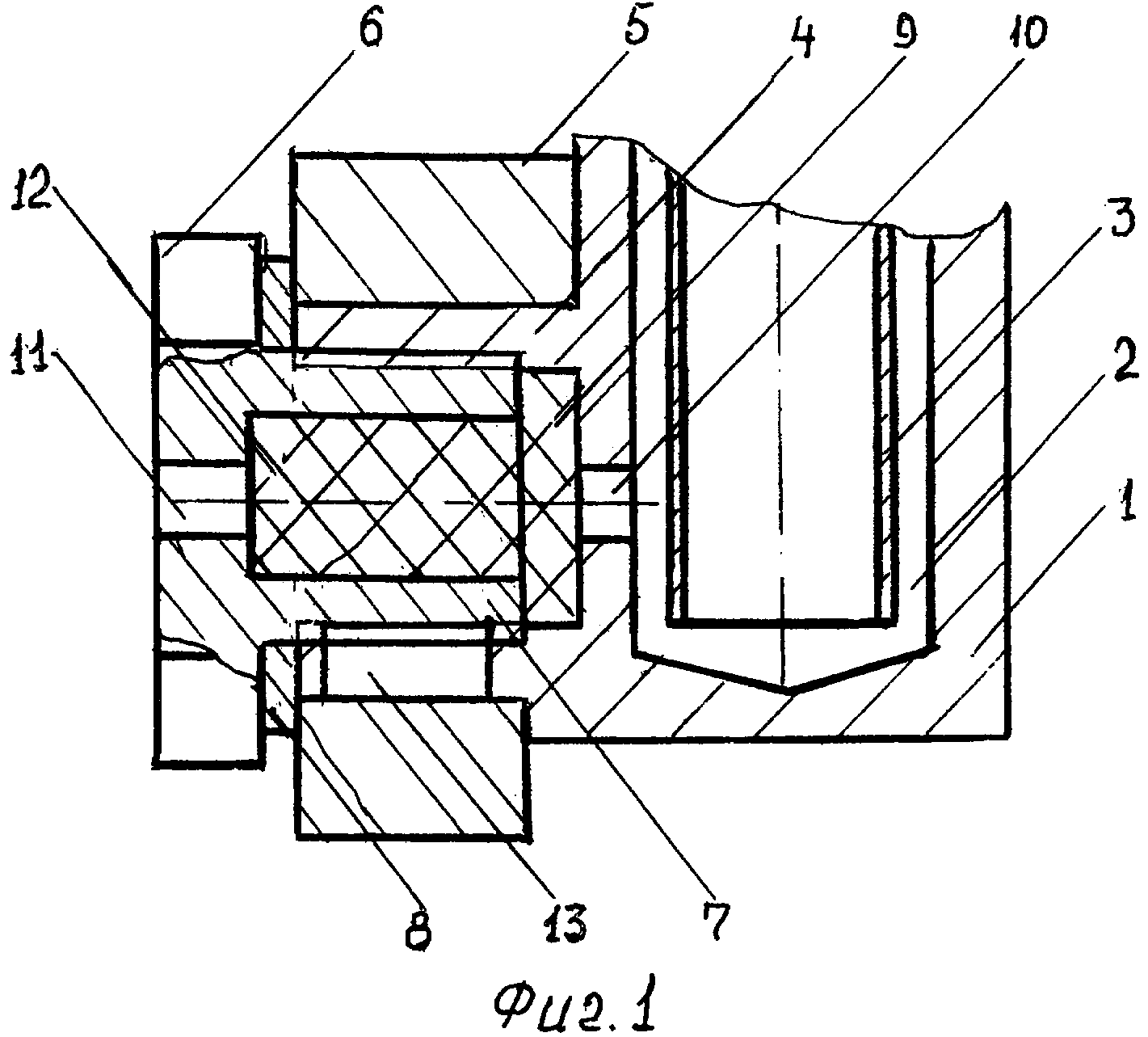
Предлагаемое изобретение представлено чертежами, где на фиг. 1 и 2 приведен п. 1-3 формулы изобретения без задних частей стержней, описанных в патенте РФ 2420378 С2 от 02.03.2009.
На фиг. 1 приведены решения п. 1 и 2 этой формулы: электрододержатель-стержень 1, с заднего торца которого образована глухая полость 2, в которой размещена с зазорами трубка 3; у его переднего торца расположен под прямым углом полый с торца хвостовик 4, на котором расположен электрод - ролик 5 (далее упоминаемый как электрод), упертый задним торцом в бурт хвостовика 4 или боковую поверхность стержня 1, а в его передний торец уперта головка 6 болта 7 через его шайбу 8; сам болт 6 резьбой соединен с резьбовой поверхностью полости 9 хвостовика 4, в дне которой выполнено окно 10, выходящее в полость 2 стержня 1; с торца болта 7 образована продольная полость 12, куда открыта продольная полость 11 головки 6; при этом полости 12 и 9 болта 7 и хвостовика 4 заполнены пористым материалом, например, асбестом, с фитильной проводимостью жидкости-воды (см. верхнюю половину хвостовика 4).
На нижней половине хвостовика 4 фиг. 1 представлено решение п. 2 формулы, отличающееся от п. 1 наличием не более трех продольных прорезей 13 хвостовика 4, закрытых с его переднего торца, а резьбы хвостовика 4 и болта 7 образуют между собой тугое соединение с радиальной деформацией стенок первого.
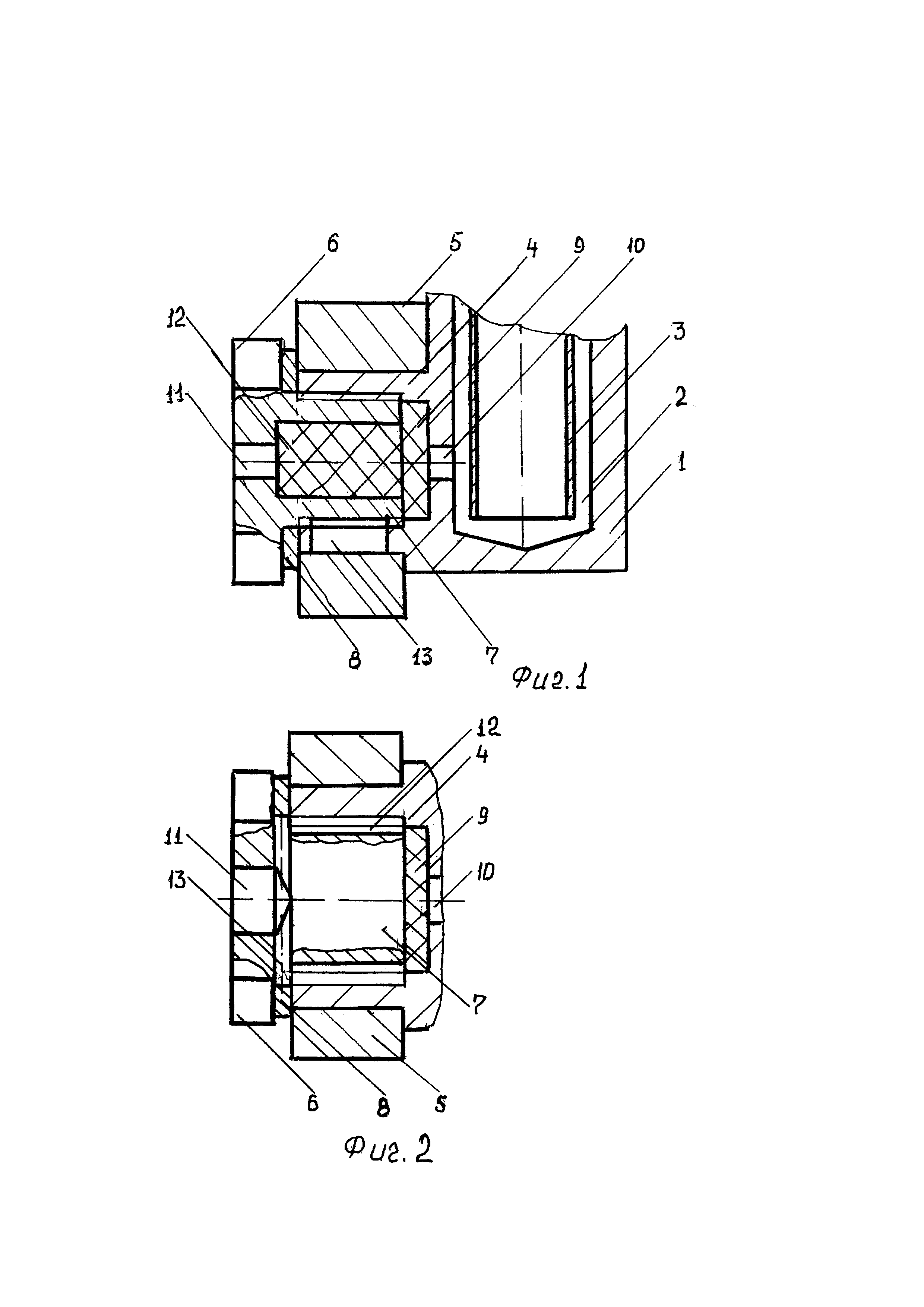
На фиг. 2 приведено решение п. 2 формулы, отличающееся от предыдущих следующим: болт 7 не имеет полости; свободная от болта 7 полость 9 хвостовика 4 заполнена пористым материалом; на боковой поверхности болта 7 без полости выполнены продольные канавки 12, соединенные поперечными окнами 13 с открытой в атмосферу полостью 11 его головки 6 (здесь показаны только болт 7, хвостовик 4, электрод 5 и часть стержня 1).
Электрод 5 охлаждается так: хладагент от заднего торца стержня 1 по трубке 3 поступает к дну глухой полости 2, охлаждая его и прилегающий к нему передний торец стержня 1; далее по осевому зазору между торцом трубки 3 и дном полости 2 он поступает в боковой зазор между полостью 2 и трубкой 3, охлаждая хвостовик 4 и задний торец электрода 5, контактирующий с буртом хвостовика 4 или боковой поверхностью стержня 1 (нижняя или верхняя части хвостовика фиг. 1) и затем по этому зазору отводится за пределы стержня; наличием поперечного окна 10, соединяющего полости 2 и 9 стержня 1 и хвостовика 4, обеспечивается отвод меньшей части хладагента, удаляемого из стержня; далее по этому окну он поступает в полости 9 и 12 хвостовика 4 и болта 7, заполненные пористым материалом, аккумулирующим его и устремляющегося по нему в радиальном и осевом направлениях; при контакте хладагента с поверхностями этих полостей он нагревается теплом контактирующих между собой поверхностей хвостовика 4, болта 7 и электрода 5 и закипает, а образующийся при этом пар по полости 11 головки 6 болта 7 отводится в окружающую среду.
Охлаждение электрода 5 по п. 2 формулы идентично описанному выше и отличается только наличием беззазорного соединения между болтом 7, хвостовиком 4 и электродом 5, обеспечиваемого тугим соединением между собой резьб болта 7 и хвостовика 4, создающим идеальную теплопередачу от электрода 5 к хвостовику 4.
Охлаждение электрода 5 по п. 3 осуществляется так: хладагент из пористого материала полости 9 хвостовика 4 поступает в продольные канавки 12 болта 7 без полости, по которым, а также и по зазорам между сопрягаемыми витками резьб болта и хвостовика, устремляется к головке 6 болта 7, охлаждая непосредственно хвостовик 4 и через его стенки сам электрод 5; затем парообразный хладагент поступает из канавок 12 болта 7 через его поперечные окна 13 в дно полости 11 головки 6 болта 7 и затем отводится в атмосферу (см. фиг. 2).
Расход хладагента на охлаждение электрода определяется количеством тепла, выделяющегося при сварке и зависящего от диаметра свариваемых между собой прутков, причем чем больше их диаметр, тем больше тепловыделение при ее осуществлении.
Связью этих полостей с атмосферой гарантируется установившаяся при работе температура их поверхностей не более 100-125°С (кипение хладагента-воды при давлении в одну атмосферу с соответствующими тепловыми нагрузками и без кризиса теплообмена первого рода); у электрода к началу очередного цикла сварки она на один, два десятка градусов выше этой величины, а на его рабочей поверхности при сварке она достигает 600-750°С.
Выполнением на хвостовике, например, 3-х продольных прорезей, закрытых с его торца, обеспечивается радиальная деформация его стенок с последующим выбором используемым резьбовым соединением с натягом зазоров между сопрягаемыми поверхностями хвостовика и электрода, чем гарантируется идеальные теплопередача от последнего к хвостовику и болту и далее к хладагенту, а также и электропроводность от хвостовика к электроду. Такая деформация создается тугой посадкой средних диаметров резьбовых поверхностей болта и хвостовика, соизмеримой с величиной зазора между сопрягаемыми поверхностями хвостовика и электрода.
Таким образом, предлагаемыми решениями отводится часть циркулирующего по стержню хладагента в пористый материал полостей хвостовика и болта с его кипением там и последующим отводом в виде пара в атмосферу, чем повышается эффективность охлаждения электрода и его стойкость, а деформацией стенок хвостовика от резьбового соединения его с болтом создается беззазорное соединение болт-хвостовик-электрод, улучшающее электропроводность и теплопроводность между последними и также снижающее износ хвостовика от усилия сварки.
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Камера прессования горизонтальной машины литья под давлением (гмлпд)

