Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ КЛИШЕ ДЛЯ ТИСНЕНИЯ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к полиграфической промышленности, а именно способу изготовления клише для тиснения, и может быть использовано при формировании на поверхности запечатываемого материала (бумаги или картона) выпуклого или вогнутого рельефа.
Уровень техники
Под формами (клише) согласно настоящему изобретению понимаются формы для получения бескрасочных оттисков или для блинтового тиснения, так называемые штампы для тиснения. Формы изготавливают обработкой заготовок химическими или механическими методами (гравированием).
Известна обработка заготовок печатных форм методом фотохимического травления, при котором воздействуют кислотой на поверхность заготовки печатной формы [Erhardt D. Stiebner, Bruckmann's Handbuch der Drucktechnik, c. 171 и далее]. Перегородки между растровыми ячейками, остающиеся после этой обработки, относительно чувствительны к давлению и поэтому могут повреждаться или даже полностью разрушаться в процессе печати, не обеспечивая по этой причине высокую тиражеустойчивость подобных печатных форм, не позволяя изготавливать с необходимой воспроизводимостью абсолютно идентичные печатные формы.
Известно механическое гравирование печатных форм для металлографской печати, при котором контролируют и, при необходимости, регулируют все наиболее важные, влияющие на процесс гравирования параметры, поддерживая их таким путем на достаточно стабильном уровне на протяжении всего времени обработки заготовки печатной формы [патент RU 2348533].
Общим недостатком описанных выше способов получения формы (клише) является необходимость выполнения операции приладки путем размещения клише в машине для тиснения в местах, соответствующих оригинал-макету. Данная операция требует высокой квалификации персонала, большого количества производственного времени. Кроме того, при использовании форм, выполненных в виде фрагментов, существуют технологические ограничения на взаиморасположение фрагментов в машине, связанные с использованием механических систем крепления фрагментов форм. При использовании химического метода крепления фрагментов (например, с применением специализированного двухстороннего скотча) осложнено позиционирование и репозиционирование фрагментов, поскольку происходит их прочное приклеивание.
Помимо этого, существуют технические ограничения максимальной площади тиснения, связанные с мощностью машин для тиснения, развиваемому ими давлению. При превышении максимальной площади не происходит качественного формирования рельефа из-за недостатка давления. При большой площади тиснения возможна деформация листа вплоть до разрыва из-за возникающих внутренних напряжений при растяжении листа на большой площади. При возникновении дефектов формы (клише) для его замены необходимо провести полный цикл изготовления и приладки, что означает, значительные потери времени.
Известен способ изготовления офсетных печатных форм, где изображение формируется непосредственно на формном материале и там же закрепляется [Технология полиграфического производства, Н.Н. Полянский, М.: Книга, 1980, с. 158, 159]. Этот способ, принятый в качестве прототипа, хотя и обеспечивает высокое качество печати, но имеет много ступеней процесса и нуждается в использовании большего количества материала, вследствие чего отличается длительностью и дороговизной.
Таким образом, описанные выше известные недостатки изготовления формы делает актуальной задачу создания способа изготовления клише для тиснения.
Задачей, на решение которой направлено изобретение, является создание способа тиснения, исключающего изготовление форм для тиснения и их монтаж на другом оборудовании (включая оборудование других организаций), и способствующему эффективному использованию офсетной печатной техники, обеспечивающего при этом высокое качество тиснения.
Технический результат, достигаемый при использовании предлагаемого способа, заключается в повышении качества изображения, подлежащего тиснению, за счет получения формы с большей детализацией путем формирования его непосредственно на печатном цилиндре печатной машины, а также в сокращении времени изготовления тиража с одновременным обеспечением качественного тиснения во всем тираже за счет оперативного изготовления новой формы в случае износа.
Технический результат достигается тем, что предложен способ изготовления клише для тиснения, включающий в себя изготовление офсетной печатной формы с изображением, подлежащим тиснению, и формирование формы для тиснения, отличающийся тем, что
форму для тиснения формируют непосредственно на печатном цилиндре печатной машины, которую вначале запускают в режиме без подачи листов,
офсетную форму увлажняют при вращении цилиндров машины увлажняющим аппаратом,
при каждом обороте цилиндров офсетной печатной машины послойно наносят на печатный цилиндр клей УФ фиксации, предварительно загруженный в красочный аппарат,
при последующем вращении цилиндров каждый из микрослоев, нанесенных на печатный цилиндр, послойно, фиксируют лампами УФ-излучения, под воздействием которого осуществляют полимеризацию вещества и на печатном цилиндре формируют тонкий слой полимера,
причем процесс проводят до формирования выпуклых элементов полимеризованного вещества высотой не менее 1 мм;
затем отключают красочный и увлажняющий аппараты, лампу УФ-излучения, после чего печатную машину запускают в режим подачи листов, и на листе, проходящем между печатным и офсетным цилиндрами, формируют тисненое изображение.
Возможность осуществления изобретения подтверждается конкретным примером осуществления способа, который проиллюстрирован графическими материалами.
Краткое описание чертежей
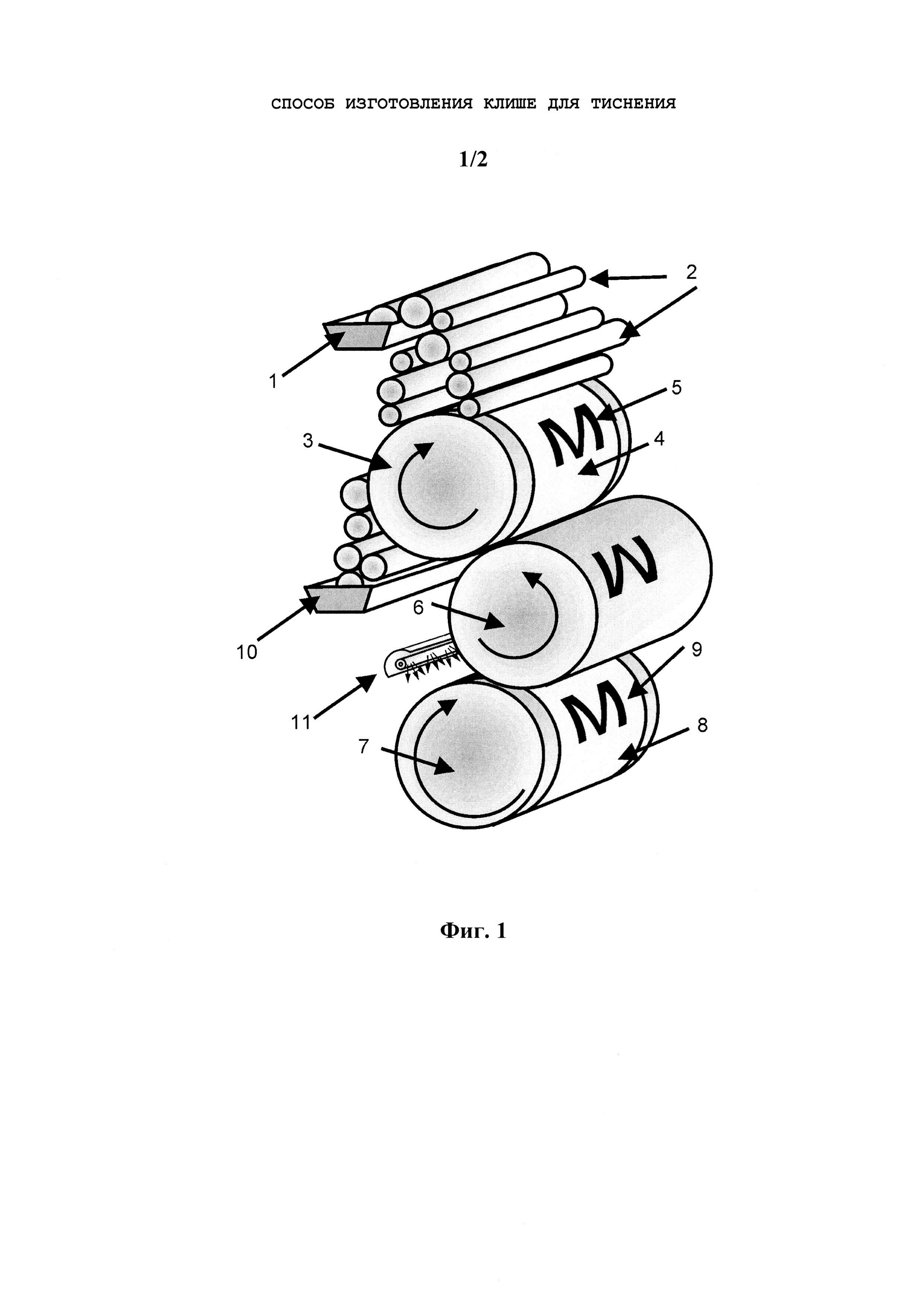
На Фиг. 1 представлена схема печатающего аппарата офсетной печатной машины.
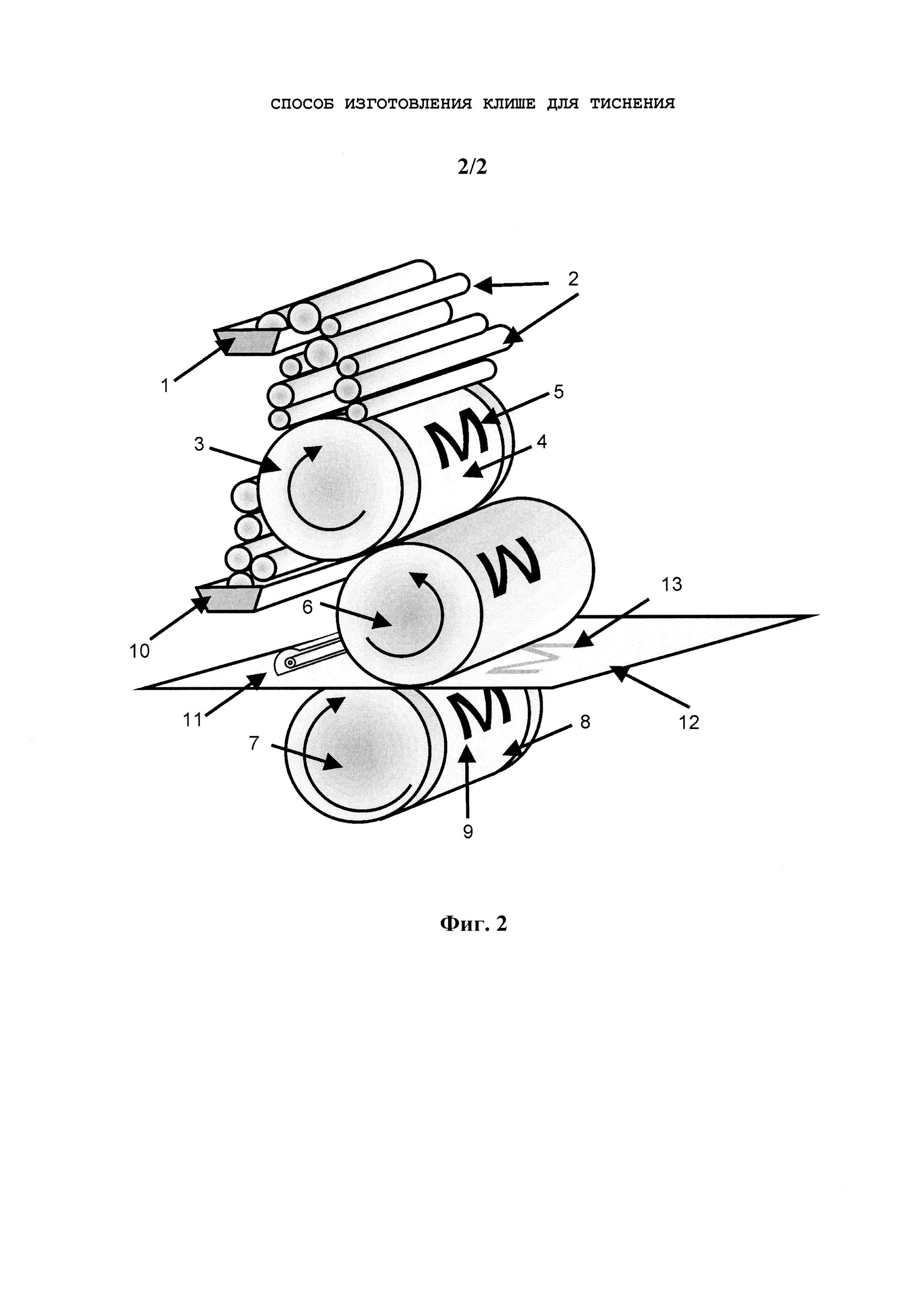
На Фиг. 2 представлена схема печатающего аппарата офсетной печатной машины, иллюстрирующая процесс формирования тисненого изображения на листе.
На Фиг. 1 и 2 приняты следующие обозначения позиций: красочный аппарат (1); накатные и раскатные валики (2); формный цилиндр (3); изготовленная офсетная печатная форма (4); на которой изображены элементы, подлежащие тиснению (5); офсетный цилиндр (6); печатный цилиндр (7), на который закрепляется рубашка из недеформируемого калиброванного подкладочного картона (8), формируемый рельефный элемент формы (клише) для тиснения (9); увлажняющий аппарат (10), лампа УФ-излучения (11), предназначенная для фиксации изображения, лист (12), проходящий между печатным и офсетным цилиндрами, на котором формируется тисненое изображение(13).
Осуществление изобретения
Способ осуществляется следующим образом.
На этапе подготовки тиража любым известным способом изготавливается офсетная печатная форма с изображением, подлежащим тиснению.
На формный цилиндр (Фиг. 1, поз. 3) офсетной печатной машины, предназначенной для печати красками и лаками, фиксируемыми УФ-излучением, устанавливается изготовленная офсетная печатная форма (Фиг. 1, поз. 4), на которой изображены элементы, подлежащие тиснению (Фиг. 1, поз. 5). В красочный аппарат (Фиг. 1, поз. 1) загружается клей УФ (отверждения U0821 производства фирмы Zeller + Gmelin Gmbh), предназначенный для УФ фиксации и способный к разделению на печатные и пробельные элементы с помощью офсетной технологии. На печатный цилиндр (Фиг. 1, поз. 7) закрепляется рубашка из недеформируемого калиброванного подкладочного картона, являющаяся основой изготавливаемой формы (клише) для тиснения (Фиг. 1, поз. 8). Печатная машина запускается в режим печати без подачи листов. При вращении цилиндров машины офсетная форма увлажняется увлажняющим аппаратом (Фиг. 1, поз. 10), затем на нее с помощью раскатных и накатных валиков (Фиг. 1, поз. 2) наносится слой клея. В соответствии с традиционной офсетной технологией, нанесение клея происходит только на печатные элементы, нанесенные на печатную форму. В дальнейшем при вращении цилиндров участок офсетной формы с выборочно нанесенным на него клеем, приходит в контакт с офсетным цилиндром (Фиг. 1, поз. 6) и на офсетный цилиндр переносится часть клея, нанесенного на форму. При последующем вращении цилиндров офсетный цилиндр приходит в контакт с рубашкой печатного цилиндра и на рубашку переносится часть клея, нанесенного на офсетный цилиндр. При последующем вращении цилиндров участок печатного цилиндра с нанесенным изображением засвечивают лампой УФ-излучения, для фиксации изображения (Фиг. 1, поз. 11). Под воздействием УФ-излучения происходит полимеризация клеевого состава и на печатном цилиндре образуется тонкий слой полимера. Затем цикл повторяется. Рекомендуемая скорость работы печатной машины при формировании клише - 3000 циклов в час. Согласно DIN 16539 в офсетном процессе толщина красочного слоя составляет около 1 мкм. Таким образом, для формирования выпуклых элементов высотой 1 мм необходимо выполнить 1000 циклов, а предварительный контроль уровня клише может производиться как подсчетом количества циклов, так и по времени (в течение 15-20 минут).
По окончании процесса формирования клише оператором отключается красочный и увлажняющий аппараты, а также лампа УФ-излучения, и включается подача листов в машину. При этом на листе (Фиг. 2 поз. 12), проходящем между печатным и офсетным цилиндрами, формируется тисненое изображение (Фиг. 2, поз. 13).
Как видно из примера, на оборудовании, имеющемся в распоряжении типографии, непосредственно на печатном цилиндре печатной машины формируют форму (клише) для тиснения. Важно отметить, что высокая детализация изображения достигается тем, что в качестве источника при формировании формы (клише) используется стандартная офсетная форма с высоким качеством передачи деталей.
Устройство для рыхления почвы роторного типа
Способ формирования магниторезистивного элемента памяти на основе туннельного перехода и его структура
Способ формирования магниторезистивного элемента памяти на основе туннельного перехода и его структура

