Результат интеллектуальной деятельности: Способ экструзионной сушки галобутилкаучуков
Вид РИД
Изобретение
Изобретение имеет отношение к способу производства галобутилкаучуков (хлор- и бром-), которые в основном используются для получения гермослоя бескамерных шин в шинной промышленности. А именно к способу сушки влажной крошки этих каучуков на червячных машинах экструзионного типа.
В промышленности галобутилкаучуки получают путем прямого галоидирования свободными галогенами раствора бутилкаучука в инертном растворителе, в частности в гексане. Образовавшийся раствор галобутилкаучука отмывается и нейтрализуется от галогенводорода, освобождается от растворителя методом водной дегазации. Полученная при этом крошка каучука в воде усредняется и подается на сушку, которая производится в экструзионных машинах червячного типа при повышенной температуре до содержания влаги в каучуке не более 0,6 масс. %. Однако в последнее время требования со стороны потребителей к содержанию влаги в готовом каучуке все более ужесточаются, т.к. остаточная влага отрицательно влияет на процесс переработки каучука.
Сложность сушки галобутилкаучуков заключается в том, что они, как и исходный для них бутилкаучук, являются полимерами с высокой газонепроницаемостью и достаточно тяжело отдают адсорбированную внутри крошки влагу, в то же время галобутилкаучуки при повышенной температуре склонны к процессу дегидрогалогенирования и сшивки - скорчингу, что и может произойти при ужесточении условий сушки. С другой стороны, существуют величины критически минимальной температуры и влагосодержания, при которых сушка каучука становится невозможной.
Известен способ сушки каучуков в машинах экструзионного типа, при котором сушильный агрегат состоит из двух и более червячных машин, в первых происходит механический отжим влаги, а в последней - термическое выпаривание при сбросе давления [В.И. Ермаков, B.C. Шеин, В.О. Рейхсфельд. Инженерные методы расчета процессов получения и переработки эластомеров. «Химия». Ленинградское отделение, 1982, с. 127-133]. Первая машина представляет собой цилиндрический корпус с червячным валом, в котором каучук сжимается при одновременном перемешивании, и за счет уменьшения свободного объема между стенкой камеры и червячным валом происходит отжим влаги. Остаточное содержание влаги в каучуке после отжимной машины - до 15 масс. %. и менее при содержании влаги на входе до 40-60%. На следующей стадии сушки дальнейшее удаление влаги происходит за счет выброса перегретых паров при сбросе давления. Машина содержит корпус и один или два вращающихся в противоположном направлении червячных вала и заканчивается фильерной плитой (диск со сквозными отверстиями). Корпус состоит из двух половин, первая - охлаждается водой, вторая - обогревается паром. Каучук при движении через экструдер разогревается за счет механической энергии и передачи тепла от рубашки в корпусе. Вода, содержащаяся в каучуке, находится в перегретом состоянии на протяжении всего периода движения через корпус машины. Температура каучука перед фильерной плитой может достигать 170°C и выше. При этом давление, создаваемое витками червячного вала, выше, чем давление перегретой воды в крошке каучука. При выходе каучука из фильерной головки происходит сброс давления, внутренняя вода превращается в пар, разрывает крошку, и таким образом удаляется. Влажность крошки на выходе составляет 0,5-1,0%.
Глубина обезвоживания при этом равна влагосодержанию каучука, соответствующему содержанию адсорбционно-связанной влаги.
Основным недостатком этого способа является высокая температура во второй части сушильной машины, в случае сушки галобутилкаучуков способная приводить к процессу дегидрогалогенирования и сшивки каучука, а также недостаточная степень обезвоживания каучука на выходе из машины (остаточная влага в каучуке не ниже 0,6%), приводящая к необходимости дальнейшего использования вибрационной сушилки большой протяженности для доведения показателя содержания воды до значения 0,3-0,5% или ниже.
Наиболее близким к заявляемому является способ экструзионной сушки каучуков в виде влажной крошки, содержащей от 0,5 до 16% воды [Pat. US №4508592, 2.04.85, B01D 1/28, B01D 1/00]. Согласно этому способу мокрая крошка после отжимных машин проходит через червячный экструдер последней машины при постоянно повышающихся температуре и давлении, доходит до зоны высокого сжатия, после чего при достижении максимальной температуры давление сбрасывается и полимер разрывается, отдавая внутреннюю влагу. Усовершенствование этого процесса заключается во введении в одну или более точек экструдера инертного газа в количестве до 0,018 кг⋅моль на 45,36 кг полимера. Инертный газ вводится с давлением, превышающим давление в зоне максимального сжатия. Температура взорвавшейся крошки на выходе - 51,3-73°C. В том случае, если инертный газ - это азот, его дозировка составляет примерно 3,6-36,2 м3/час на 2-5 т влажного каучука в час, температура в зоне сжатия доходит до 190°C, а азот подается с давлением до 13,8 МПа.
Недостатком этого способа является высокий расход азота, увеличивающий себестоимость готового каучука и приводящий к снижению его качества, а именно: полученный по такой технологии галобутилкаучук имеет ускоренные вулканизационные характеристики. Слишком большая разница между давлением подаваемого азота и собственным давлением в зоне сжатия сушильной машины (7,0-8,0 МПа) затрудняет сушку и приводит к увеличению температуры в зоне сжатия, которая также сказывается на качестве каучука, а именно на его вулканизационных характеристиках, содержании галогена и вязкости по Муни.
Задачей заявляемого способа является эффективная сушка галобутилкаучуков, позволяющая на выходе из сушильной машины получать продукт с содержанием влаги менее 0,3 масс. %. (в частности, менее 0,1 масс. %) без снижения его качества.
Поставленная задача решается за счет того, что в способе удаления влаги из мокрой крошки галобутилкаучуков, полученных путем прямого галоидирования растворенного в инертном растворителе бутилкаучука, в сушильном агрегате, состоящем из 2-х или более червячных машин, в последней из которых происходит термическое выпаривание влаги, с подачей в зону сжатия этой машины азота высокого давления, превышение давление азота над давлением в зоне сжатия составляет 2,0-5,0 МПа, а точка ввода азота находится на расстоянии 35-50 см от фильерной плиты последней сушильной машины.
В отличие от известных в предлагаемом способе задача достижения необходимой степени осушки при сохранении качества галобутилкаучука решается комплексным изменением термомеханических параметров на последней сушильной машине в присутствии азота высокого давления. Изменение места ввода азота высокого давления в зону сжатия последней сушильной машины меняет уравнение теплового баланса, на котором базируется процесс сушки с поправкой на вязкость каучука.
Преимуществом предлагаемого способа является то, что без дополнительных энергетических затрат достигается необходимая степень осушки галобутилкаучука при сохранении его качества.
Предлагаемый способ осуществляется, например, следующим образом: осушка галобутилкаучука проводится на сушильной машине типа Welding Engineers, состоящей из 3-х агрегатов экструзионного типа, 2 первые по ходу экструдера предназначены для отжима и предварительной сушки мокрой крошки, а 3-й для термического обезвоживания. Третья машина является двухсекционной с паровой рубашкой. Содержит приемное устройство крошки, 2 шнека (червячных вала), вращающиеся в разные стороны, и заканчивается фильерной плитой. Ближняя к фильере секция является зоной высокого сжатия, в которой температура и давление достигают максимального значения. В одну точку зоны сжатия подается азот от специального компрессора под давлением, превышающим собственное давление в этой зоне. Крошка галобутилкаучука после предварительной сушки на 2-х первых машинах с содержанием влаги в пределах 4-7 масс. % через приемный бункер подается на третью машину (экструдер) термической сушки. При движении через экструдер крошка разогревается за счет механической энергии и передачи тепла от рубашки в корпусе, давление увеличивается за счет температуры и, кроме того, создается витками червячных валов. Вода, содержащаяся в каучуке, находится в перегретом состоянии на протяжении всего периода движения через корпус машины. Температура и давление достигают наивысшего значения в зоне сжатия. При выходе каучука из фильерной головки происходит сброс давления, внутренняя вода превращается в пар, разрывает крошку, и таким образом удаляется. Подача азота в зону сжатия приводит к его проникновению в крошку и способствует ее разрыву и освобождению от воды. Способ иллюстрирует следующие примеры.
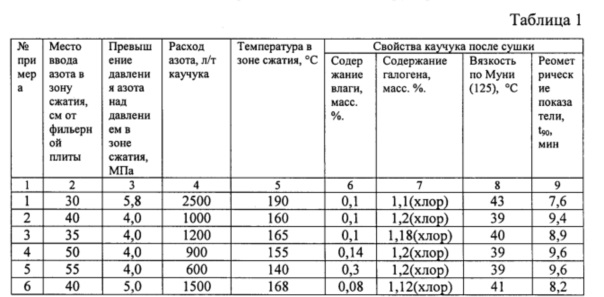
Пример 1 (по прототипу). Крошка хлорбутилкаучука, содержащего 1,2 масс. % хлора с вязкостью по Муни (125°C), равной 39 усл.ед., и содержанием влаги 6,9 масс. %, после предварительной обработки на 2-х экструдерах отжима и предварительной сушки подается в приемное устройство двухшнековой сушильной машины для термического обезвоживания. Скорость подачи каучука - 6,0 т в час. Азот подается в экструдер через входной штуцер, расположенный на расстоянии 30 см от фильеры. Давление азота на входе 13,8 МПа, максимальное давление в зоне сжатия - 8,0 МПа. У каучука, полученного после сушки, определяют содержание в нем влаги, вязкость по Муни (125°C), содержание связанного хлора, реометрические показатели резиновых смесей, приготовленных по стандартной рецептуре.
Пример 2. Способ осуществляется как в примере 1, за исключением того, что входной штуцер, через который азот подается в зону сжатия последней сушильной машины, находится на расстоянии 40 см от фильерной плиты. Давление азота на входе 10,0 МПа, максимальное давление в зоне сжатия - 6,0 МПа.
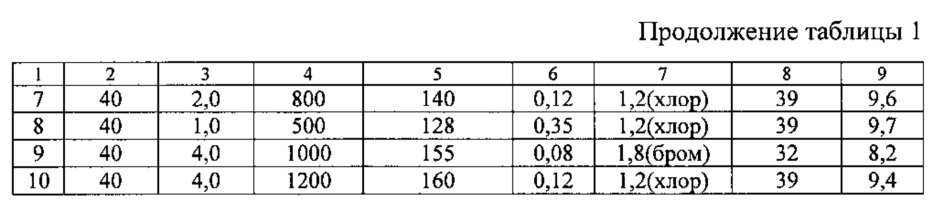
Примеры 3-5. Способ осуществляется как в примере 2, за исключением того, что входной штуцер, через который азот подается в зону сжатия последней сушильной машины, находится на расстоянии 35 см (пример №3), 50 см (пример №4), 55 см (пример №5) от фильерной плиты.
Примеры 6-8. Способ осуществляется как в примере 2, за исключением того, что давление азота на входе в экструдер составляет 11 МПа (пример №6), 8 МПа (пример №7), 7 МПа (пример №8).
Пример 9. Способ осуществляется как в примере 2, за исключением того, что осушке подвергается крошка бромбутилкаучука, содержащего 1,8% связанного брома, с вязкостью по Муни (125°C), равной 32 усл. ед.
Пример 10. Способ осуществляется как в примере 2, за исключением того, что сушильный агрегат, на котором проводится обезвоживание каучука, состоит из 2-х машин, на первой происходит отжим и предварительное обезвоживание, а на второй (последней), как и в предыдущих примерах - термическое обезвоживание с подачей азота. Содержание влаги в мокрой крошке перед подачей на последнюю машину составляет 15 масс. %.
Данные, полученные при проведении экспериментов в соответствии с примерами 1-10, приведены в таблице.
Из данных таблицы 1 следует, что в способе удаления влаги из мокрой крошки галобутилкаучуков, полученных путем прямого галоидирования, растворенного в инертном растворителе бутилкаучука, в сушильном агрегате, состоящем из 2-х или более червячных машин, в последней из которых происходит термическое выпаривание влаги, с подачей в зону сжатия этой машины азота высокого давления, отличающемся тем, что превышение давления азота над давлением в зоне сжатия составляет 2,0-5,0 МПа, а точка ввода азота находится в 35 - 50 см от фильерной плиты последней сушильной машины, удается добиться эффективной сушки галобутилкаучуков (хлор- и бром-) при полном сохранении их качества. При этом превышение давления азота над давлением в зоне сжатия должно находиться в пределах 2,0-5,0 МПа. При повышении этого показателя (как в прототипе, пример 1) увеличивается расход азота и температура в зоне сжатия, что отрицательно сказывается на качестве каучука: снижается содержание галогена за счет процесса дегидрогалогенирования, растет вязкость по Муни за счет сшивки и ускоряется процесс неконтролируемой вулканизации (падает показатель t90). При уменьшении этого показателя ниже 2 МПа (пример 8) снижается эффективность сушки. Оптимальное расстояние точки ввода азота от фильерной плиты последней сушильной машины должно находиться в пределах 35-50 см. При снижении этого показателя (как в прототипе, пример 1) увеличивается расход азота, повышается температура в зоне сжатия и это влечет за собой ухудшение качества каучука. При увеличении этого показателя (пример №5) снижается эффективность сушки.
Предлагаемое техническое решение одинаково эффективно для хлор- и бром- (пример №9) каучуков и одинаково работает на сушильных агрегатах, состоящих из 2-х или более червячных машин (экструдеров).
Способ приготовления раствора базового полимера для производства галобутилкаучуков
Ионитный формованный катализатор и способ его получения
Способ получения бутадиеновых каучуков
Способ получения цис-1,4-полидиенов
Способ получения алкоголятов щелочных и щелочноземельных металлов ( варианты )
Способ очистки сточных вод от анионоактивных поверхностно-активных веществ
Способ получения функционализированных полимеров бутадиена и сополимеров бутадиена со стиролом
Катализатор дегидрирования с-с парафиновых углеводородов
Катализатор селективного гидрирования ацетиленовых и диеновых углеводородов в с-с-углеводородных фракциях
Способ получения блоксополимеров
Способ приготовления раствора базового полимера для производства галобутилкаучуков
Ионитный формованный катализатор и способ его получения
Способ получения бутадиеновых каучуков
Способ получения цис-1,4-полидиенов
Способ получения алкоголятов щелочных и щелочноземельных металлов ( варианты )
Способ очистки сточных вод от анионоактивных поверхностно-активных веществ
Способ получения функционализированных полимеров бутадиена и сополимеров бутадиена со стиролом
Катализатор дегидрирования с-с парафиновых углеводородов
Катализатор селективного гидрирования ацетиленовых и диеновых углеводородов в с-с-углеводородных фракциях
Способ получения блоксополимеров

