Результат интеллектуальной деятельности: Установка для производства гипсокартона и способ производства гипсовой плиты
Вид РИД
Изобретение
Изобретение относится к установке для производства гипсокартона по п. 1 формулы изобретения, а также к способу производства гипсокартона по п. 14 формулы изобретения.
Из документа DE 202005003141 U1 уже известно применение воздействия ультразвуком в процессе производства гипсовой плиты по меньшей мере к одной из сторон гипсовой плиты. Таким образом, происходит вытягивание поверхности благодаря активации волокон, что приводит к улучшенной адгезии между гипсовым сердечником и бумагой. Кроме того, более сильное и глубокое проникновение гипса в картон обеспечивает улучшенное связывание гипсового сердечника и бумаги. Даже малейшие упоминания о применении ультразвука создают впечатление сравнительной дороговизны и сложности.
Изобретение основано на задаче предложить установку для производства гипсокартона, а также способ производства гипсокартона, при котором затраты на применение воздействия ультразвуком будут сокращены. Задача решается посредством установки для производства гипсокартона по п. 1 формулы изобретения, а также способа производства гипсокартона по п. 14 формулы изобретения.
В частности, задача решается посредством установки для производства гипсокартона, содержащей по меньшей мере одно циркулирующее устройство в виде транспортерной ленты для получения гипсового слоя, сформированного из верхней оболочки, нижней оболочки и расположенного между ними однослойного или многослойного гипсового сердечника, и для формования и затвердения гипсового слоя, при этом устройство в виде транспортерной ленты имеет опорную ленту, предоставляющую опору для нижней стороны гипсового слоя, и при этом вблизи устройства в виде транспортерной ленты расположено устройство для воздействия ультразвуком с одним или несколькими ультразвуковыми излучателями, при этом по меньшей мере один нижний ультразвуковой излучатель расположен между опорной лентой и нижней стороной гипсового слоя. Предпочтительно, опорная лента вблизи указанного ультразвукового излучателя проходит по отклоняющему устройству.
Термины "нижняя сторона" и "верхняя сторона", соответственно, относятся к расположению соответствующей стороны относительно транспортерной ленты. Нижняя сторона направлена в направлении транспортерной ленты. Верхняя сторона соответствует стороне, обращенной от транспортерной ленты. Верхняя сторона может соответствовать задней стороне (при использовании готового гипсокартона). Нижняя сторона может соответствовать видимой стороне (при использовании).
Главная идея изобретения заключается в том, что по меньшей мере один нижний ультразвуковой излучатель выполнен напротив нижней стороны гипсового слоя, то есть, расположен на той стороне, где также расположена опорная лента. Благодаря этому, воздействие ультразвуком также может быть осуществлено со стороны опорной ленты, т.е. с нижней стороны, без вмешательства в производственный процесс. Это позволяет легко и эффективно обеспечивать ультразвук и вводить его в гипсовый слой; в то же время обеспечивается крепкая связь между гипсовым сердечником и, соответственно, верхней и нижней оболочками.
По меньшей мере одна или несколько из верхней и/или нижней оболочек может быть листом картона и/или волокнистым нетканым материалом. Ультразвуковые волны способны проникать вплоть до верхней границы поверхности связывания и способствовать связыванию гипсового сердечника (соответственно, гипсового раствора) и связующего материала (например, картона и/или волокнистого нетканого материала) для возможности сравнительно быстрого производства, обеспечивающего достаточную адгезию до операции разрезания отдельных гипсовых плит.
В дополнение по меньшей мере к одному нижнему излучателю, предпочтительно обеспечен верхний ультразвуковой излучатель. Благодаря этому, воздействие ультразвуком может быть обеспечено с двух сторон и особенно эффективным образом (без вмешательства в производственный процесс).
В одном конкретном варианте осуществления обеспечено по меньшей мере одно нижнее и/или верхнее сглаживающее устройство, такое как нижняя и/или верхняя сглаживающая планка, содержащее по меньшей мере один ультразвуковой излучатель. Ультразвуковой излучатель и сглаживающее устройство, в частности, могут составлять общий модуль, предусмотренный для сглаживания гипсового слоя, а также для воздействия на этот гипсовый слой ультразвуком. Таким образом, конструкция установки для производства гипсокартона дополнительно упрощается. Воздействие ультразвуком осуществляют синергическим образом именно там, где происходит сглаживание, что приводит к особенно крепкому и надежному связыванию.
Для регулировки высоты по меньшей мере одного верхнего и/или по меньшей мере одного нижнего ультразвукового излучателя и/или по меньшей мере одного сглаживающего устройства могут быть обеспечены различные варианты осуществления по меньшей мере одного устройства для регулировки высоты. Устройство для регулировки высоты с целью регулировки высоты верхнего ультразвукового излучателя и/или верхнего сглаживающего устройства особенно предпочтительно. Таким образом, предоставлен способ, который может быть быстро осуществлен. Более того, могут быть предотвращены повреждения гипсокартона. Трещин в оболочке можно избежать, в частности, на самой начальной стадии. Тем не менее, надежное воздействие ультразвуком и, соответственно, сглаживание может осуществляться посредством проведения верхнего сглаживающего устройства и/или верхнего ультразвукового излучателя вблизи гипсового слоя. При необходимости в определенном положении могут быть закреплены по меньшей мере одно нижнее сглаживающее устройство и/или по меньшей мере один нижний ультразвуковой излучатель (таким образом, будучи выполненными неподвижными). Однако, в одном варианте осуществления высота нижней ультразвуковой планки может быть отрегулирована или повторно отрегулирована с возможностью снижения рабочей высоты нижнего ультразвукового излучателя (относительно гипсового слоя) до 0. Это приводит к тому, что полоса гипса покоится на нижнем ультразвуковом излучателе и, соответственно, по меньшей мере на одном нижнем сглаживающем устройстве, таким образом, чтобы между гипсовым слоем и нижним сглаживающим устройством и, соответственно, нижним ультразвуковым излучателем не могла образоваться воздушная подушка. Таким образом, дополнительно улучшен технологический процесс производства. Устройства для регулировки стороны и высоты могут быть объединены в один узел. Предпочтительно, отклоняющиеся от горизонтали и вертикали движения и, соответственно, одновременное движение в высоту и в сторону также возможны.
Для регулировки положения по горизонтали по меньшей мере одного верхнего и/или по меньшей мере одного нижнего ультразвукового излучателя и/или по меньшей мере одного сглаживающего устройства, дополнительно или альтернативно может быть обеспечено по меньшей мере одно устройство для регулировки стороны. Особенно предпочтительно, чтобы по меньшей мере одно верхнее сглаживающее устройство и/или по меньшей мере один верхний ультразвуковой излучатель был выполнен с возможностью перемещения в горизонтальном направлении (соответственно, регулируемым в горизонтальном направлении) посредством устройства для регулировки стороны. Это также позволяет учитывать различные стадии (например, начальную стадию и стадию при работе) для регулировки верхнего сглаживающего устройства и, соответственно, по меньшей мере одного верхнего ультразвукового излучателя, который дополнительно улучшает процесс.
Установка для производства гипсокартона может быть выполнена таким образом, чтобы гипсовый слой (при работе) покоился на нижнем сглаживающем устройстве и/или на нижнем ультразвуковом излучателе. Таким образом, обеспечивается особенно эффективное введение ультразвука и, соответственно, особенно эффективное сглаживание.
В отдельных вариантах осуществления по меньшей мере один ультразвуковой излучатель может быть выполнен с частотой выходящего сигнала от 10 кГц до 100 кГц, более предпочтительно от 25 кГц до 40 кГц (предпочтительно с возможностью управления и/или регулировки). Один или несколько ультразвуковых излучателей согласно предпочтительному аспекту, в частности, также могут работать при постоянном значении частоты в пределах указанных предпочтительных диапазонов. При обеспечении такой возможности управления и/или регулировки, регулировка может быть обеспечена по всей ширине указанных предпочтительных диапазонов или также по другим диапазонам, особенно также и по выборочным диапазонам указанных предпочтительных диапазонов.
В одном отдельном варианте осуществления может быть обеспечено, чтобы по меньшей мере один ультразвуковой излучатель был выполнен с амплитудой выходящего сигнала от 5 мкм до 500 мкм, предпочтительно от 10 мкм до 100 мкм, предпочтительно с возможностью управления и/или регулировки. В этом случае тоже один или несколько ультразвуковых излучателей, в частности, также могут работать при постоянном значении амплитуды. При обеспечении такой возможности управления и/или регулировки, регулировка может быть обеспечена по всей ширине указанных предпочтительных диапазонов или также по другим диапазонам, особенно также и по выборочным диапазонам указанных предпочтительных диапазонов.
В еще одной предпочтительной конфигурации по меньшей мере один ультразвуковой излучатель выполнен с выходной мощностью по меньшей мере 700 Вт, предпочтительно с возможностью управления и/или регулировки.
Предпочтительно мощность излучения ультразвукового излучателя, который может быть выполнен в виде ультразвуковых сглаживающих реек, может быть усилена распылением аэрозольных частиц жидкости (взвешенных частиц жидкости) на обрабатываемую поверхность (т.е. поверхности картона или волокнистого нетканого материала, обращенные от гипсового сердечника). Например, когда рабочая мощность ультразвукового излучателя установлена на максимальное значение 1500 Вт, то мощность при введении в пограничный слой гипса достигает 700 Вт. Разница является результатом потерь излучения в виде теплоты и/или вследствие тонкой воздушной подушки между оболочкой и ультразвуковым излучателем. Эти потери снижаются тонкой водной пленкой, получаемой аэрозольным распылением. Фактическая мощность при введении в пограничный слой повышается.
В еще одной предпочтительной конфигурации один из ультразвуковых излучателей, при наличии нескольких ультразвуковых излучателей, а предпочтительно все ультразвуковые излучатели взаимодействуют с охлаждающим устройством, которое выполнено с возможностью охлаждения одного или нескольких ультразвуковых излучателей посредством направленного охлаждающего воздушного потока. Такое принудительное охлаждение может работать постоянно или по мере необходимости. Направленный охлаждающий воздушный поток может быть приведен в действие посредством одного или нескольких воздуходувных устройств или конвекционным способом.
В еще одном предпочтительном воплощении мощность охлаждающего устройства может быть предусмотрена с возможностью управления и/или регулировки, в частности, в зависимости от температуры одного или нескольких ультразвуковых излучателей.
В отдельном варианте осуществления по меньшей мере один верхний ультразвуковой излучатель может быть расположен напротив по меньшей мере одного нижнего ультразвукового излучателя. Альтернативно или дополнительно, по меньшей мере один верхний ультразвуковой излучатель может быть расположен выше по потоку относительно по меньшей мере одного нижнего ультразвукового излучателя (относительно направления транспортировки). Еще альтернативно или дополнительно, по меньшей мере один верхний ультразвуковой излучатель может быть расположен ниже по потоку относительно по меньшей мере одного нижнего ультразвукового излучателя (относительно направления транспортировки). Указание на то, что верхний ультразвуковой излучатель расположен "выше по потоку" относительно нижнего ультразвукового излучателя, следует понимать так, что во время работы установки определенная точка гипсового слоя сначала проходит мимо верхнего ультразвукового излучателя, а затем мимо нижнего ультразвукового излучателя. Напротив, указание "ниже по потоку" относительно нижнего ультразвукового излучателя следует понимать так, что во время работы установки верхний ультразвуковой излучатель оказывает воздействие ультразвуком на определенную точку гипсового слоя, только когда эта точка уже прошла мимо нижнего ультразвукового излучателя. В одном отдельном варианте осуществления могут быть обеспечены три верхних ультразвуковых излучателя и один нижний ультразвуковой излучатель, при этом предпочтительно один верхний ультразвуковой излучатель расположен выше по потоку, и/или один верхний ультразвуковой излучатель расположен напротив, и/или один верхний ультразвуковой излучатель расположен ниже по потоку относительно нижнего ультразвукового излучателя. Таким образом, может быть обеспечено особенно прочное связывание.
Устройство согласно изобретению, соответственно, установка для производства гипсокартона согласно изобретению, задумана для охватывания различных способов производства. Порядок выполнения может отличаться следующим образом:
I. Для получения однородных листов гипсокартона с однородным гипсовым сердечником (оболочкой кромки и однородным гипсовым сердечником), могут быть использованы только расположенные напротив ультразвуковые излучатели, в частности, в виде ультразвуковых сглаживающих реек.
II. Для получения листов гипсокартона с многослойным гипсовым сердечником положение ультразвуковых излучателей определяют в соответствии с установленным временем затвердения отдельных слоев гипсового сердечника, например,
a) если второй слой, относящийся к задней части гипсовой плиты, предусмотрен имеющим меньшее время затвердения, чем первый слой, образующий центральный слой гипсового сердечника, то верхний ультразвуковой излучатель (верхняя ультразвуковая сглаживающая рейка) будет располагаться выше по потоку относительно нижнего ультразвукового излучателя (ультразвуковой сглаживающей рейки) (в направлении транспортировки гипсового слоя);
b) если второй слой, находящийся напротив задней части, предусмотрен имеющим большее время затвердения, чем время затвердения центрального первого слоя гипсового сердечника, то верхний ультразвуковой излучатель (верхняя ультразвуковая сглаживающая рейка) будет располагаться ниже по потоку относительно нижнего ультразвукового излучателя (нижней ультразвуковой сглаживающей рейки) в направлении транспортировки гипсового слоя;
с) если один или несколько вторых слоев имеют реакцию, идентичную первому слою, образующему центральный слой гипсового сердечника, то оба ультразвуковых излучателя (обе ультразвуковых сглаживающих рейки) будут располагаться напротив друг друга сверху и снизу.
В предпочтительном варианте осуществления обеспечены один или несколько ультразвуковых излучателей для расположения в таком местоположении относительно направления транспортерной ленты, что время воздействия ультразвуком составляет от 2 до 8 с, более предпочтительно от 4 до 5 с до начала затвердевания гипса, и/или ширина одного или нескольких ультразвуковых излучателей выполнена такой, чтобы с учетом скорости транспортировки устройства в виде транспортерной ленты, это время воздействия (соответственно, время выдержки облучаемой поверхности) для соответствующего ультразвукового излучателя составляло по меньшей мере 0,4 с.
Вышеуказанная задача решается независимым образом посредством способа производства строительной плиты, такой как гипсокартон и/или гипсокартон с содержанием волокнистого нетканого материала, такого, как описанный выше и включающий этапы:
- обеспечения устройства в виде транспортерной ленты, содержащего опорную ленту,
- нанесения гипсового слоя, сформированного из верхней оболочки, нижней оболочки и расположенного между ними однослойного или многослойного гипсового сердечника, на указанную опорную ленту,
- отклонения опорной ленты с образованием в одном положении опорной ленты промежутка относительно нижней стороны гипсового слоя,
- воздействия ультразвуком на промежутке в направлении нижней стороны гипсового слоя.
Гипсовый сердечник может состоять из одного слоя, таким образом, что химические и/или физические свойства гипсового сердечника по сути идентичны по всей толщине слоя. Однако, гипсовый сердечник может содержать по меньшей мере два слоя. Два слоя предпочтительно отличаются по меньшей мере одним химическим и/или физическим свойством, например, своей плотностью. Также предпочтительно, первый, например, вспененный слой (слой сердечника) может обладать меньшей плотностью, чем второй, например, плотный (не вспененный) слой, расположенный между первым слоем и верхней и/или нижней оболочкой. В одном отдельном варианте осуществления гипсокартон содержит пять слоев, а именно первый слой (слой сердечника), два вторых слоя, расположенных смежно с первым слоем, и две оболочки, смежные со вторыми слоями. Как первый, так и по меньшей мере один из вторых слоев гипсового сердечника по меньшей мере частично выполнены из гипса (например, по меньшей мере на 10% по объему, или на 30% по объему, или на 50% по объему). Предпочтительно первый слой по меньшей мере вдвое толще, чем по меньшей мере один второй слой (предпочтительно по меньшей мере в три раза толще, более предпочтительно по меньшей мере в четыре раза толще). В одном отдельном варианте осуществления плотность по меньшей мере одного второго слоя по меньшей мере в 1,5 больше (предпочтительно по меньшей мере в два раза больше, еще более предпочтительно по меньшей мере в три раза больше), чем плотность первого слоя. Крайне прочную гипсовую плиту получают, когда многослойный гипсовый сердечник получают с применением воздействия ультразвуком синергическим образом. Особенно синергическое взаимодействие может быть получено, когда один или несколько ультразвуковых излучателей оказывают особенное действие на слой с более высокой плотностью. Введение ультразвука особенно эффективно, когда гипсовый слой обладает особенно высокой плотностью, предпочтительно плотностью, в 1,5 превышающей плотность слоя с наименьшей плотностью для конкретной гипсовой плиты.
Предложенное согласно изобретению устройство и, соответственно, способ, предложенный согласно изобретению, таким образом, особенно хорошо подходит для соединения нижней оболочки и/или верхней оболочки с соответствующим крайним слоем, при этом крайний слой обладает большей плотностью по сравнению со слоем сердечника, и следовательно, например, для улучшения связывания лицевого листа картона с соответствующим крайним слоем гипсовой плиты, и, соответственно заднего лицевого листа картона с соответствующим крайним слоем гипсовой плиты, при условии, что, например, нижняя оболочка и верхняя оболочка выполнены в виде слоев картона.
Дальнейшие варианты осуществления вытекают из зависимых пунктов.
Далее изобретение будет описано также с учетом дополнительных характеристик и преимуществ на основе иллюстративных вариантов осуществления, которые будут раскрыты подробнее посредством фигур. Показано следующее:
на фиг. 1: установка для производства гипсокартона согласно изобретению;
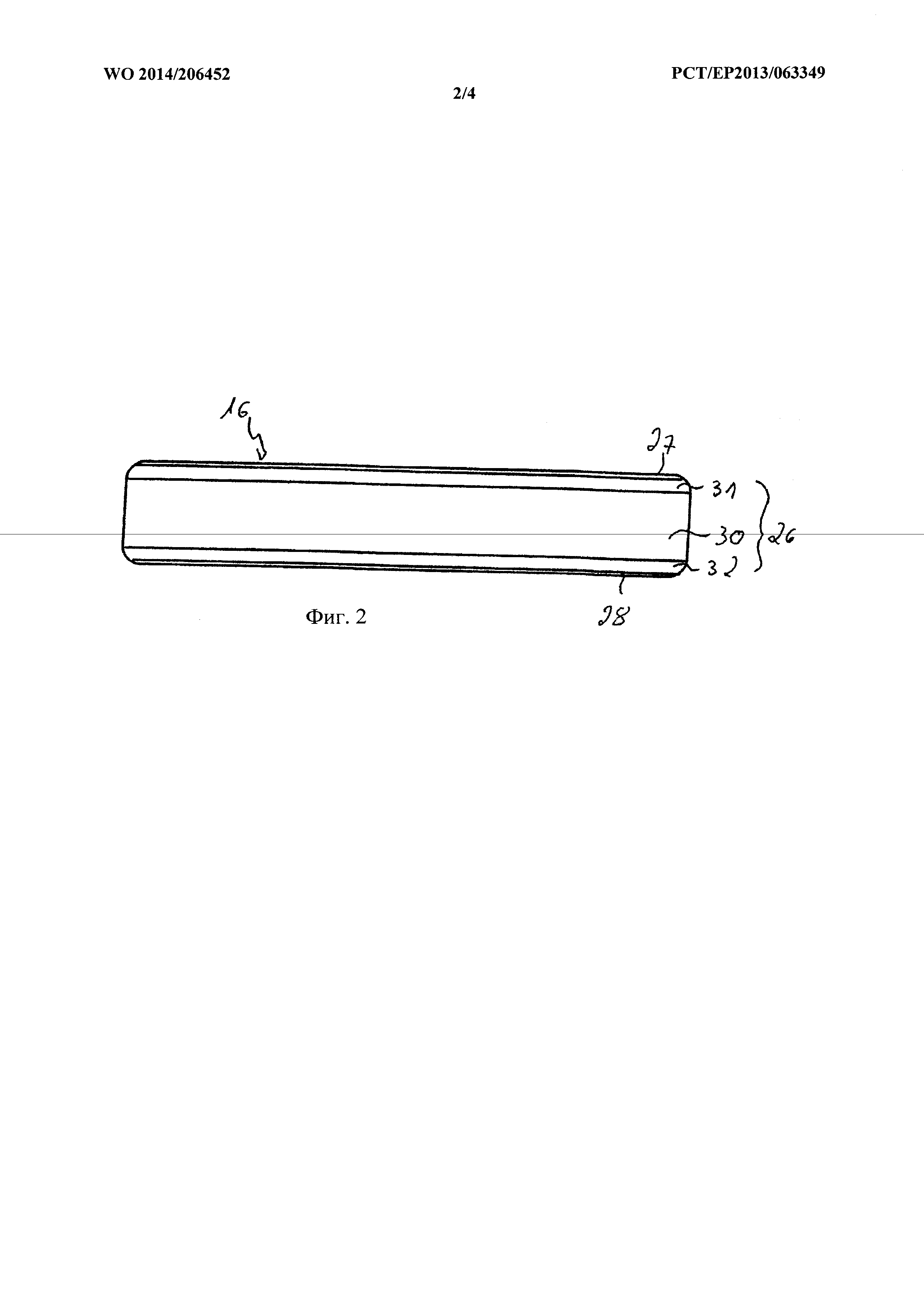
на фиг. 2: гипсовый слой, содержащий многослойный гипсовый сердечник;
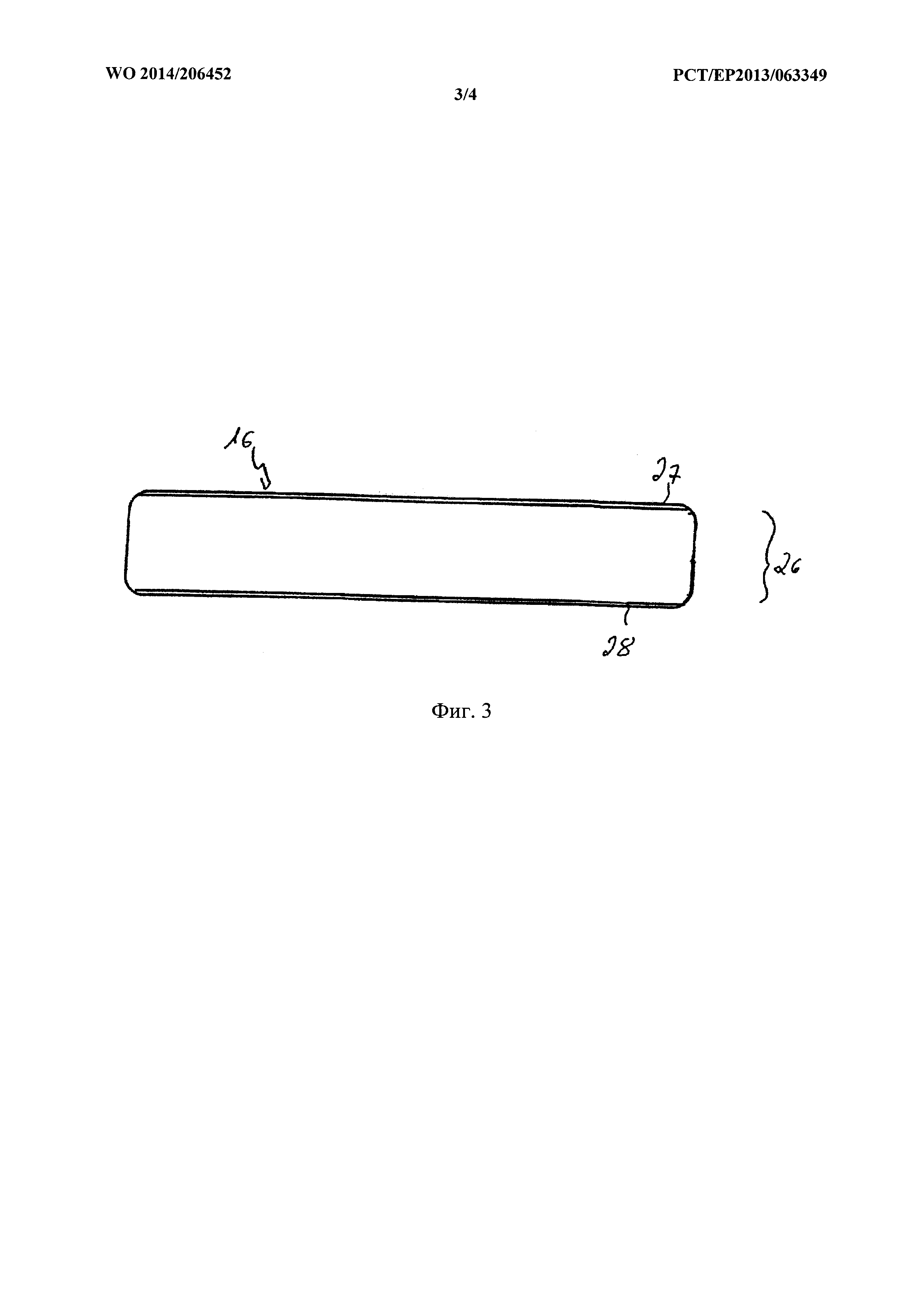
на фиг. 3: гипсовый слой, содержащий однослойный гипсовый сердечник;
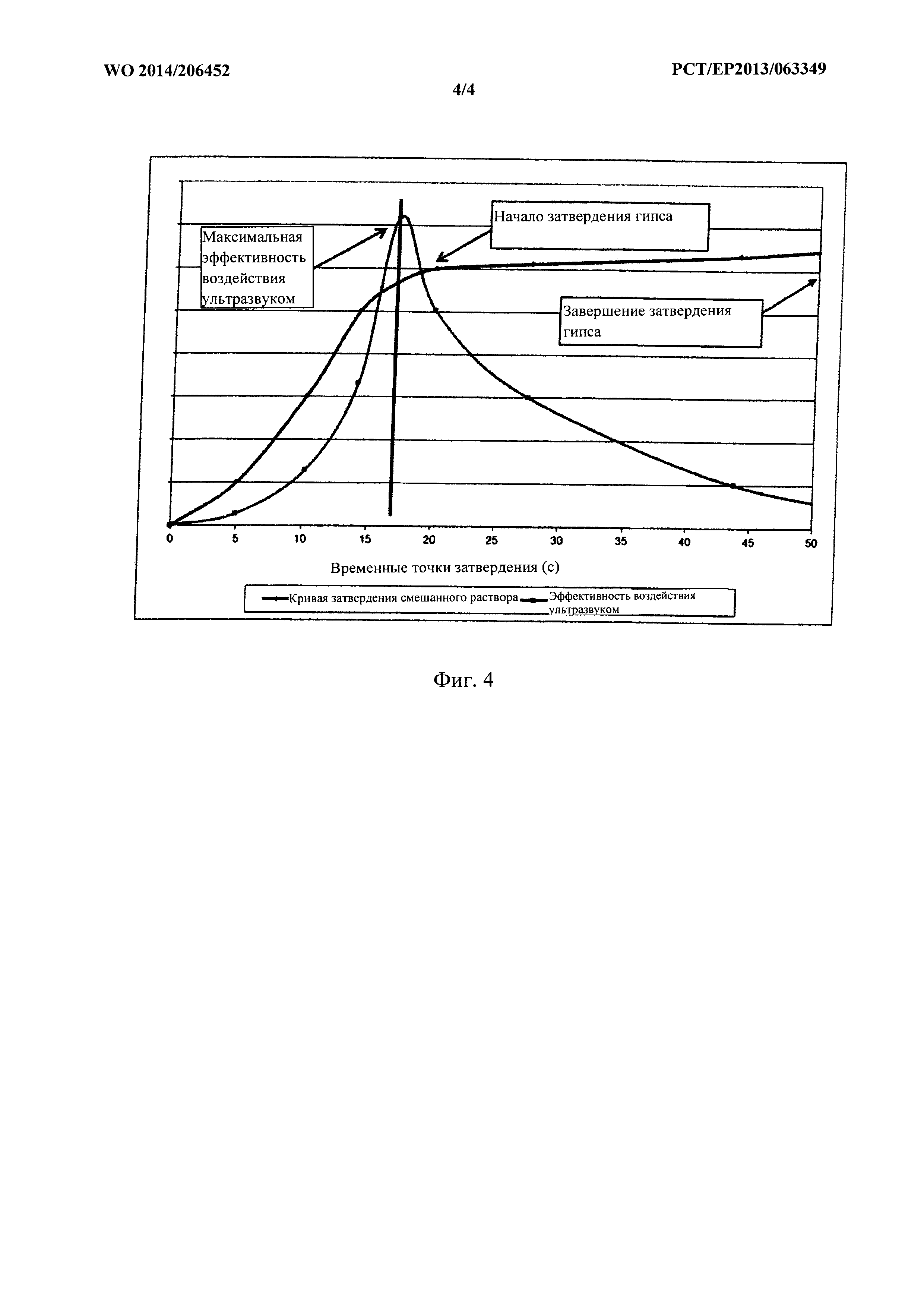
на фиг. 4: график, иллюстрирующий предпочтительное время воздействия ультразвуковой энергии в процессе затвердения гипса.
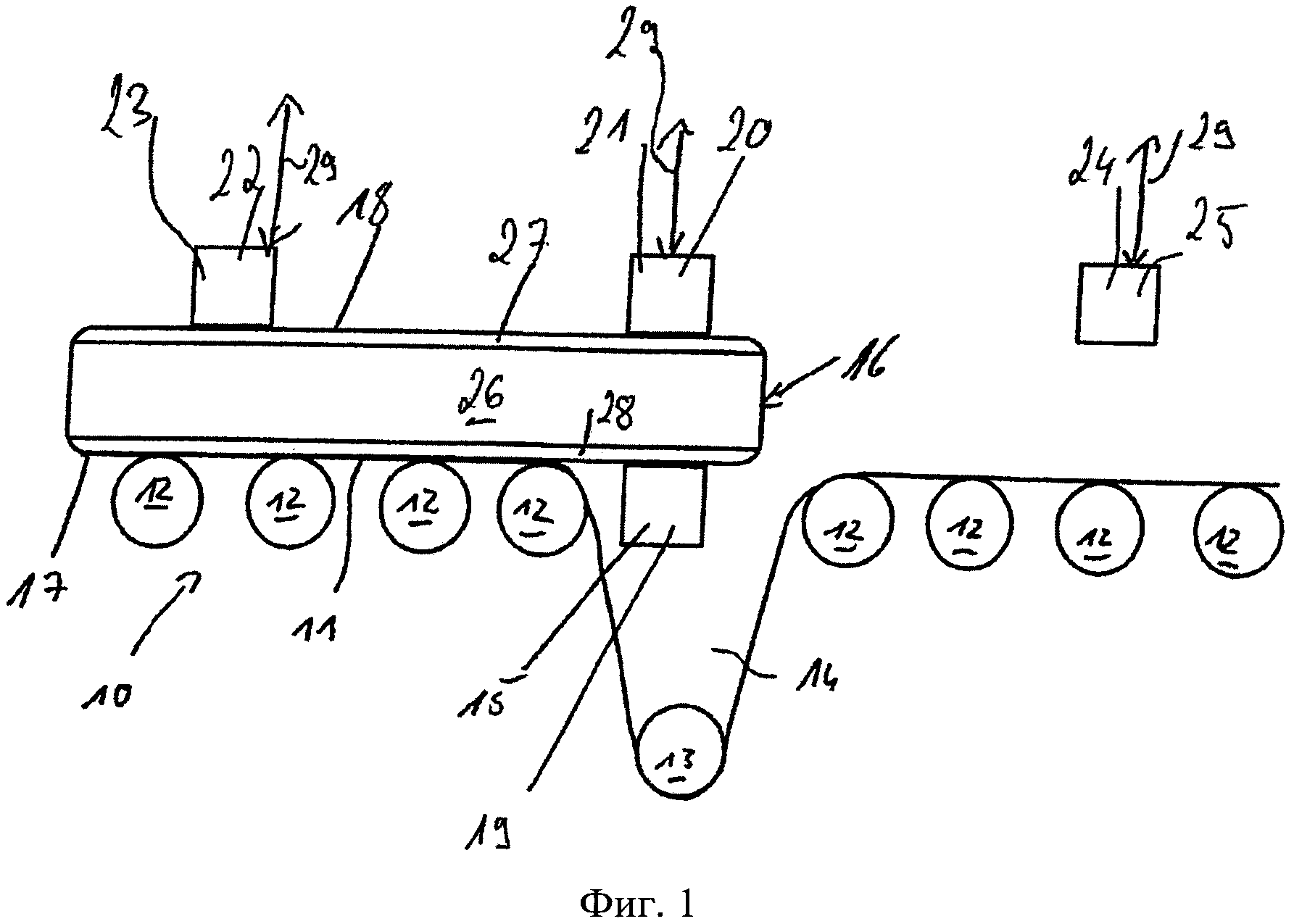
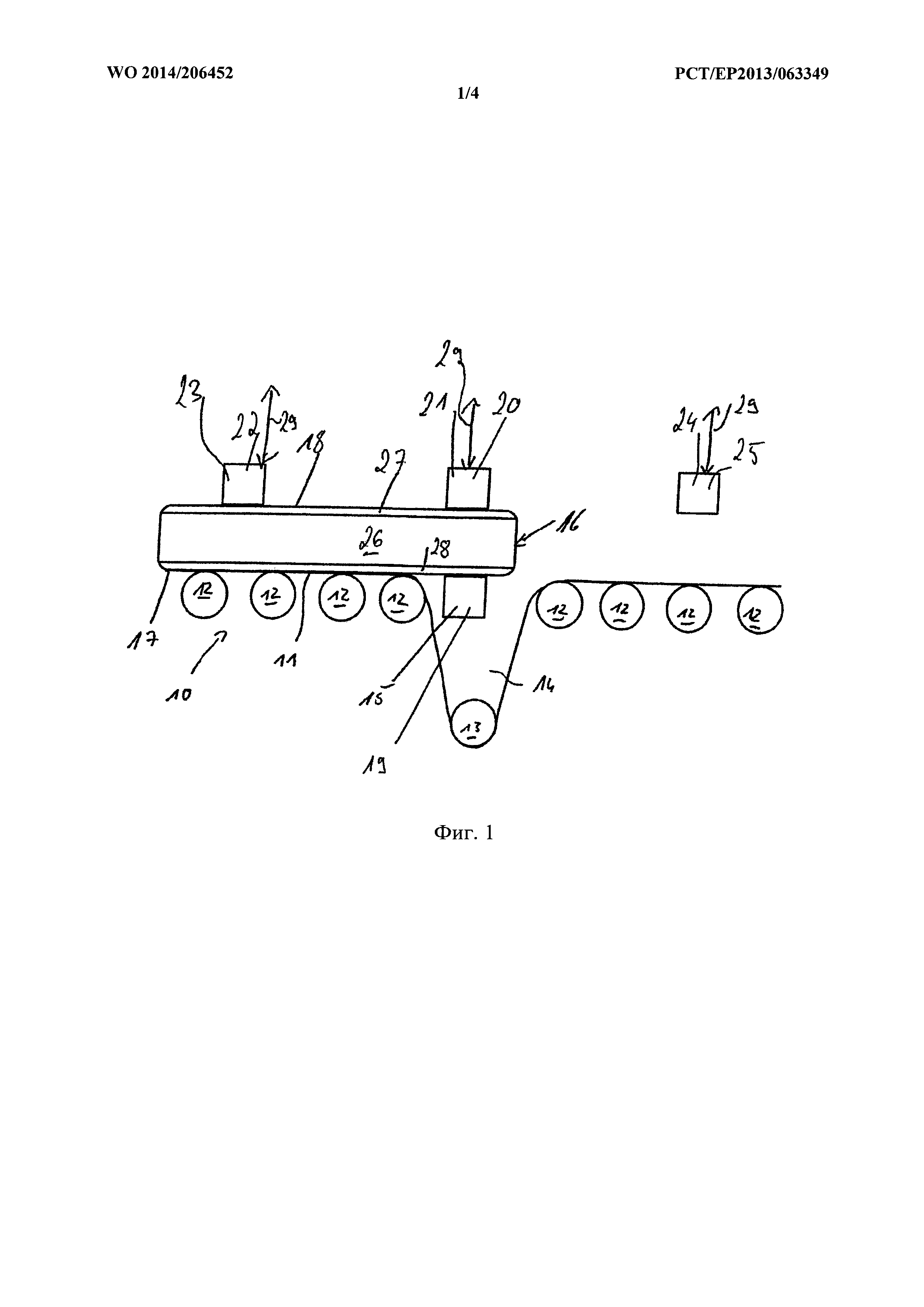
Установка для производства гипсокартона содержит устройство 10 в виде транспортерной ленты с опорной лентой 11 и несущим роликом 12 и отклоняющее устройство 13 (включая отклоняющий ролик 13 согласно воплощению). Благодаря отклоняющему устройству 13 создается промежуток 14 между гипсовой плитой 16 и опорной лентой 11. Нижний ультразвуковой излучатель 15 расположен внутри промежутка 14. Нижняя сторона 17 гипсовой плиты 16 в этом случае ориентирована в направлении опорной ленты 11. Соответственно, верхняя сторона 18 гипсовой плиты 16 обращена от опорной ленты 11. Гипсовая плита 16 покоится на ультразвуковом излучателе 15 (по меньшей мере на некоторых участках) в районе отклоняющего ролика 13. В данном варианте осуществления ультразвуковой излучатель 15 образует конструктивный узел с нижним сглаживающим устройством 19. Напротив нижнего конструктивного узла ультразвукового излучателя 15 и сглаживающего устройства 19 расположен первый верхний ультразвуковой излучатель 20, образующий конструктивный узел с первым верхним сглаживающим устройством 21.
Нижний ультразвуковой излучатель 15 и нижнее сглаживающее устройство 19 образуют нижнюю планку. Верхнее сглаживающее устройство 21 совместно с верхним ультразвуковым излучателем 20 образует верхнюю планку. Выше по потоку относительно первого верхнего ультразвукового излучателя 20 расположены второй верхний ультразвуковой излучатель 22 и второе верхнее сглаживающее устройство 23. Также ниже по потоку относительно первого ультразвукового излучателя 20 расположены третий верхний ультразвуковой излучатель 24 и третье верхнее сглаживающее устройство 25. Согласно фигуре при работе гипсовая плита транспортируется слева направо.
Гипсовая плита 16 содержит гипсовый сердечник 26, верхнюю оболочку 27 и нижнюю оболочку 28. Оболочки 27, 28 могут быть по меньшей мере одним слоем картона и/или по меньшей мере одним слоем волокнистого нетканого материала. Верхние ультразвуковые излучатели 20, 22, 24 и, соответственно, верхние сглаживающие устройства 21, 23, 25 могут быть выполнены с возможностью регулировки по высоте посредством устройств 29 для регулировки высоты. Более того, может быть обеспечено устройство для регулировки стороны (не показано на схематических фигурах).
На фиг. 2 изображена альтернативная структура гипсового слоя 16. На фиг. 2 также показана структура гипсовой плиты, изготовленной посредством установки для производства гипсокартона (после отверждения и затвердения гипсокартона).
Гипсовый слой 16 согласно иллюстративному варианту осуществления по фиг. 1 содержит гипсовый сердечник 26, верхнюю оболочку 27 и нижнюю оболочку 28. В иллюстративном варианте осуществления по фиг. 2 гипсовый сердечник 26 содержит первый слой 30 (слой сердечника) и два вторых слоя 31, 32 (соединительные слои). Второй слой 31 расположен между первым слоем 30 и верхней оболочкой 27. Второй слой 32 расположен между первым слоем 30 и нижней оболочкой 28.
Вторые слои 31, 32 служат как соединительные слои между первым слоем 30 (слоем сердечника) и верхней и, соответственно, нижней оболочками 27, 28 и предпочтительно непосредственно соединяют первый слой 30 и верхнюю и, соответственно, нижнюю оболочки 27, 28.
Первый слой 30 - это вспененный гипсовый слой. Вторые слои 31, 32 - это плотные, а, следовательно, не вспененные или менее вспененные гипсовые слои. В отдельном иллюстративном варианте осуществления первый слой 30 может быть гипсом REA (FDG), другими техническими видами гипса, природными видами гипса или видами альфа-гипса. Вторые слои 31, 32 могут быть, например, фосфорными видами гипса (по меньшей мере частично), природными видами гипса или видами гипса REA (FDG). Благодаря такой структуре, достигается крайне прочная связь при воздействии ультразвуком согласно изобретению, основанному per se как на многослойной структуре, так и на применении ультразвука. Усиление связи благодаря воздействию ультразвуком может быть подтверждено даже физически, путем испытания адгезивной прочности на растяжение. В частности, было выполнено сравнение однослойных плит с применением ультразвука и без, при этом испытываемые гипсовые плиты имели оболочки из волокнистого нетканого материала. Значения адгезивной прочности на растяжения для волокнистого нетканого материала относительно гипсового слоя без воздействия ультразвуком находятся в диапазоне от 0,077 до 0,082 Н/мм2. Значения адгезивной прочности на растяжения для волокнистого нетканого материала относительно гипсового слоя с воздействием ультразвуком находятся в диапазоне от 0,091 до 0,095 Н/мм2. Таким образом было достигнуто повышение на 20%.
Если многослойные листы гипсокартона дополнительно обеспечены гипсовым сердечником очень малого веса, гипсовая плита может быть выполнена такой, имеющей сравнительно малый общий вес, и при этом высокую прочность. Вторые слои, имеющие большую плотность по сравнению с первым слоем, способствуют повышению указанной прочности синергическим образом.
В частности, таким образом может быть выполнена сравнительно легкая, но прочная гипсовая плита. Это объясняется тем фактом, что пограничные слои между оболочкой (27 или 28) и соответствующим вторым слоем (31 или 32), с одной стороны, и пограничные слои между вторым слоем (31 или 32) и первым слоем, с другой стороны, надежно соединены друг с другом посредством воздействия ультразвука.
На фиг. 3 гипсовый слой, содержащий однослойный гипсовый сердечник, показан для иллюстрации того, что настоящее изобретение также имеет большое преимущество перед однослойными гипсовыми плитами. В этом случае однослойная гипсовая плита содержит гипсовый сердечник 26 и оболочки 27, 28.
На фиг. 4 показан график, иллюстрирующий временной цикл затвердения гипса, а также воздействие ультразвуковой энергии до начала затвердения, рассматриваемое как благоприятное. На графике показано, что гипсовый слой, в котором обеспечивается наиболее оптимальное связывание с соответствующей оболочкой 27, 28, начинает затвердевать приблизительно через 20 с. Для достижения максимально возможной эффективности (максимальная) ультразвуковая энергия должна быть введена приблизительно на 3-5 с раньше. Средняя ширина (ширина на 50% максимальной выходной мощности) ультразвукового импульса составляет приблизительно от 7 с до 10 с.
В связи с настоящим описанием следует указать, что все описанные выше элементы, как взятые по-отдельности, так и в любой комбинации, в частности, элементы, показанные на графических материалах, являются существенными для настоящего изобретения. Специалисту в данной области будут понятны модификации настоящего изобретения.
Список позиций ссылок:
10 устройство в виде транспортерной ленты
11 опорная лента
12 несущий ролик
13 отклоняющее устройство (отклоняющий ролик)
14 промежуток
15 нижний ультразвуковой излучатель
16 гипсовый слой
17 нижняя сторона
18 верхняя сторона
19 нижнее сглаживающее устройство
20 первый верхний ультразвуковой излучатель
21 первое верхнее сглаживающее устройство
22 второй верхний ультразвуковой излучатель
23 второе верхнее сглаживающее устройство
24 третий верхний ультразвуковой излучатель
25 третье верхнее сглаживающее устройство
26 гипсовый сердечник
27 верхняя оболочка
28 нижняя оболочка
29 устройство для регулировки высоты
30 первый слой
31 второй слой
32 второй слой
Закрываемый противопожарный люк для полносборного строительства
Закрываемый ревизионный люк для полносборного строительства
Способ и устройство для получения электроэнергии и гипса из отработанных газов, содержащих сероводород
Способ повторного использования абразивной пыли и побочного продукта гипсокартонных панелей
Синхронизируемое регулирование количества гипсового теста
Способ изготовления снабженной декором несущей плиты
Устойчивый к взлому композиционный материал и конструкция каркасной перегородки, крыши или потолка
Устройство и способ смешивания сыпучей горной породы
Звукопроницаемая облицовка для акустических гипсокартонных плит
Соединительный элемент с профилированными рельсами
Закрываемый противопожарный люк для полносборного строительства
Закрываемый ревизионный люк для полносборного строительства
Способ и устройство для получения электроэнергии и гипса из отработанных газов, содержащих сероводород
Способ повторного использования абразивной пыли и побочного продукта гипсокартонных панелей
Синхронизируемое регулирование количества гипсового теста
Способ изготовления снабженной декором несущей плиты
Устойчивый к взлому композиционный материал и конструкция каркасной перегородки, крыши или потолка
Способ изготовления гипсовой штукатурной плиты и гипсовая штукатурная плита, полученная таким образом
Способ изготовления гипсовой штукатурной плиты и гипсовая штукатурная плита, полученная таким образом
Устройство для равномерного распределения шламов

