Результат интеллектуальной деятельности: ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ
Вид РИД
Изобретение
Изобретение относится к сварочной технике, а именно к сварочным головкам и может быть использовано для автоматической орбитальной аргонно-дуговой сварки с подачей присадочной проволоки неплавящимся электродом неповоротных стыков трубопроводов пневмогидравлических систем из алюминиевых сплавов.
Известна сварочная головка, состоящая из основания с радиальным пазом, на основании смонтирована планшайба, состоящая из двух дисков с радиальным вырезом на каждом для установки головки на свариваемой трубе. Диски имеют возможность поворота друг относительно друга. Планшайба снабжена установленным на основании приводом ее вращения. На основании также смонтирован механизм фиксации головки на трубе, выполненный в виде двух рычагов, установленных на основании с возможностью поворота на оси, закрепленной на основании. На одном конце рычага находится прижим, имеющий возможность контакта с трубой, а на другом располагается собачка, имеющая возможность контакта с храповыми зубьями, выполненными на основании. Прижимное усилие создается пружиной, установленной между рычагами.
Диски планшайбы смонтированы на основании с возможностью вращения и на их образующих выполнена зубчатая нарезка. На дисках установлена сварочная горелка, в которой закреплен электрод и штуцер для подвода в зону сварки защитного газа. На дисках также установлен механизм подачи присадочной проволоки.
(см. патент РФ на полезную модель №94500, кл. В23К 37/02, 209 г.).
В результате анализа известного решения необходимо отметить, что выполнение планшайбы из двух дисков усложняет конструкцию устройства, его фиксация неудобна в затесненных местах, а установка головки на свариваемый трубопровод в заданное положение, при котором электрод должен быть расположен напротив свариваемого стыка, осуществляется визуально, что не позволяет обеспечить точное относительное положение электрода и стыка, а это приводит к снижению качества сварки.
Известна головка для сварки неповоротных стыков труб, содержащая разрезную планшайбу, состоящую из двух частей и смонтированную с возможностью вращения посредством привода в неподвижном разрезном корпусе, который фиксируется на свариваемой трубе посредством механизма зажима. На планшайбе установлена сварочная горелка с соплом, внутри которого расположен вольфрамовый электрод. Устройство оснащено механизмом настройки положения сварочной горелки на стык свариваемого трубопровода, выполненным в виде съемно устанавливаемого в корпусе вместо части планшайбы имитатора с клиновым буртом. Головка также оснащена газо- и электроподводящей арматурой. При настройке сварочной горелки на свариваемый стык, на место части планшайбы в корпус устанавливают имитатор и перемещают головку по трубопроводу до тех пор, пока острие клинового бурта не окажется напротив стыка, после чего фиксируют корпус на трубопроводе, снимают имитатор, устанавливают на штатное место ранее снятую часть планшайбы и проводят сварку стыка трубопровода.
(см. а.с. СССР №1320039, кл. В23К 31/06, 1987 г.) - наиболее близкий аналог.
В результате анализа конструкции данной головки необходимо отметить, что выполнение механизма настройки сварочной горелки на стык свариваемого трубопровода не обеспечивает точной настройки и, тем более, отслеживания заданного положения горелки относительного стыка в процессе сварки. Все это снижает качество сварки.
Техническим результатом настоящего изобретения является, повышение качества сварки трубопроводов из алюминиевых сплавов за счет обеспечения точной установки сварочной горелки относительно свариваемого стыка и обеспечения ее заданного положения относительно стыка в процессе сварки.
Указанный технический результат обеспечивается тем, что в головке для орбитальной сварки трубопроводов, содержащей основание, размещенные на основании планшайбу с зубчатым венцом по ее образующей, установленную с возможностью вращения, привод вращения планшайбы и механизм фиксации головки на свариваемом трубопроводе, сварочную горелку с корпусом, снабженным штуцерами для подвода защитного газа и охлаждающей жидкости, механизм корректировки положения сварочной горелки относительно свариваемого стыка и установленную на планшайбе катушку с присадочной проволокой и приводом ее подачи, при этом на основании и планшайбе выполнены сегментные вырезы для обеспечения установки головки на свариваемом трубопроводе, новым является то, что упомянутый механизм корректировки состоит из установленных в его корпусе во взаимноперпендикулярных плоскостях двух электродвигателей, выполненных с возможностью линейного перемещения их валов, один из которых связан со стойкой, закрепленной на планшайбе, а второй соединен с тягой, скрепленной с кареткой осевого перемещения, установленной на направляющей корпуса упомянутого механизма корректировки с возможностью перемещения вдоль оси вращения планшайбы, при этом корпус механизма корректировки установлен на каретке радиального перемещения, размещенной на направляющей, закрепленной на планшайбе, с возможностью радиального перемещения относительно оси вращения планшайбы, а сварочная горелка через изоляционную пластину скреплена с упомянутой кареткой осевого перемещения.
Сущность заявленного изобретения поясняется графическими материалами, на которых:
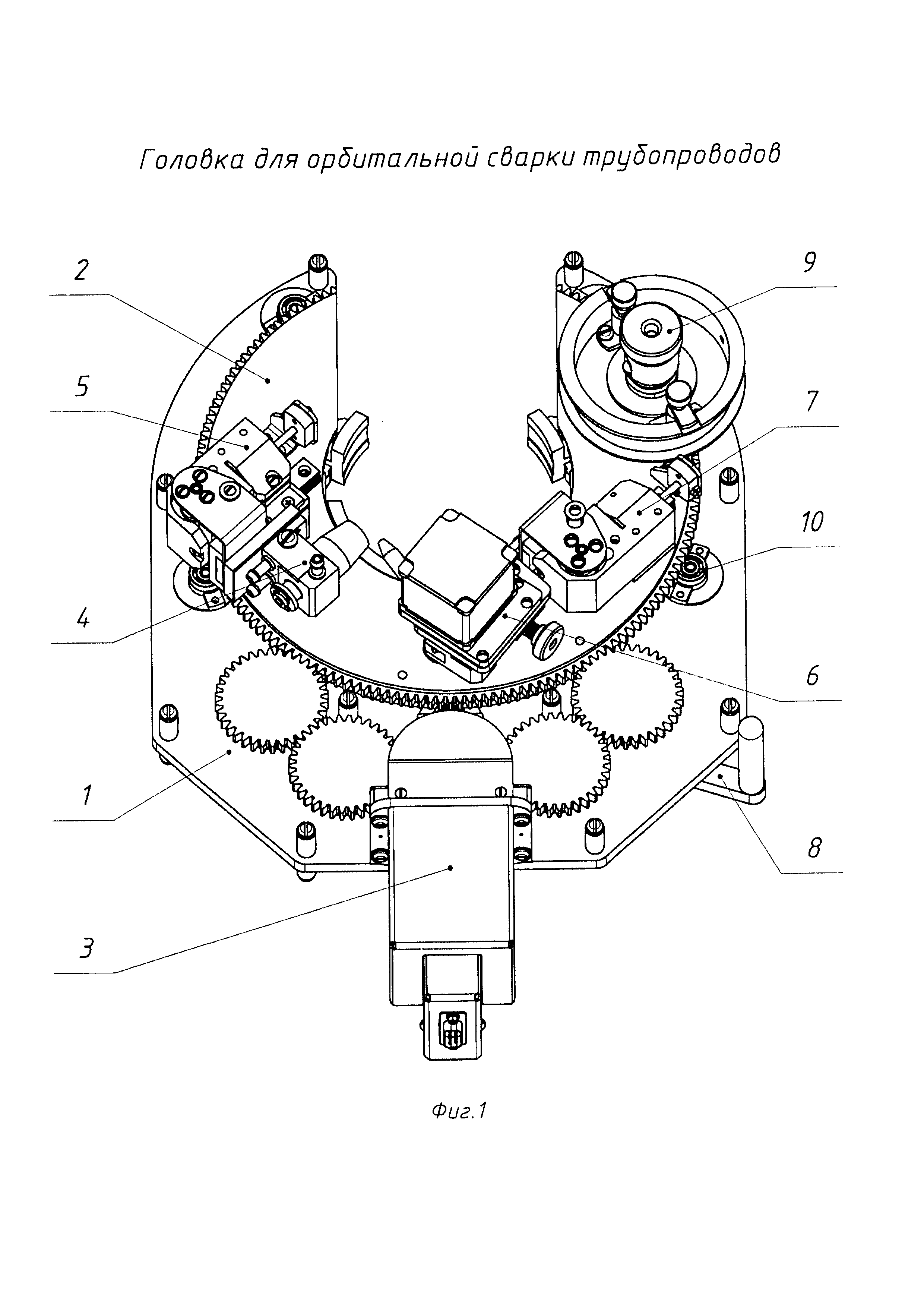
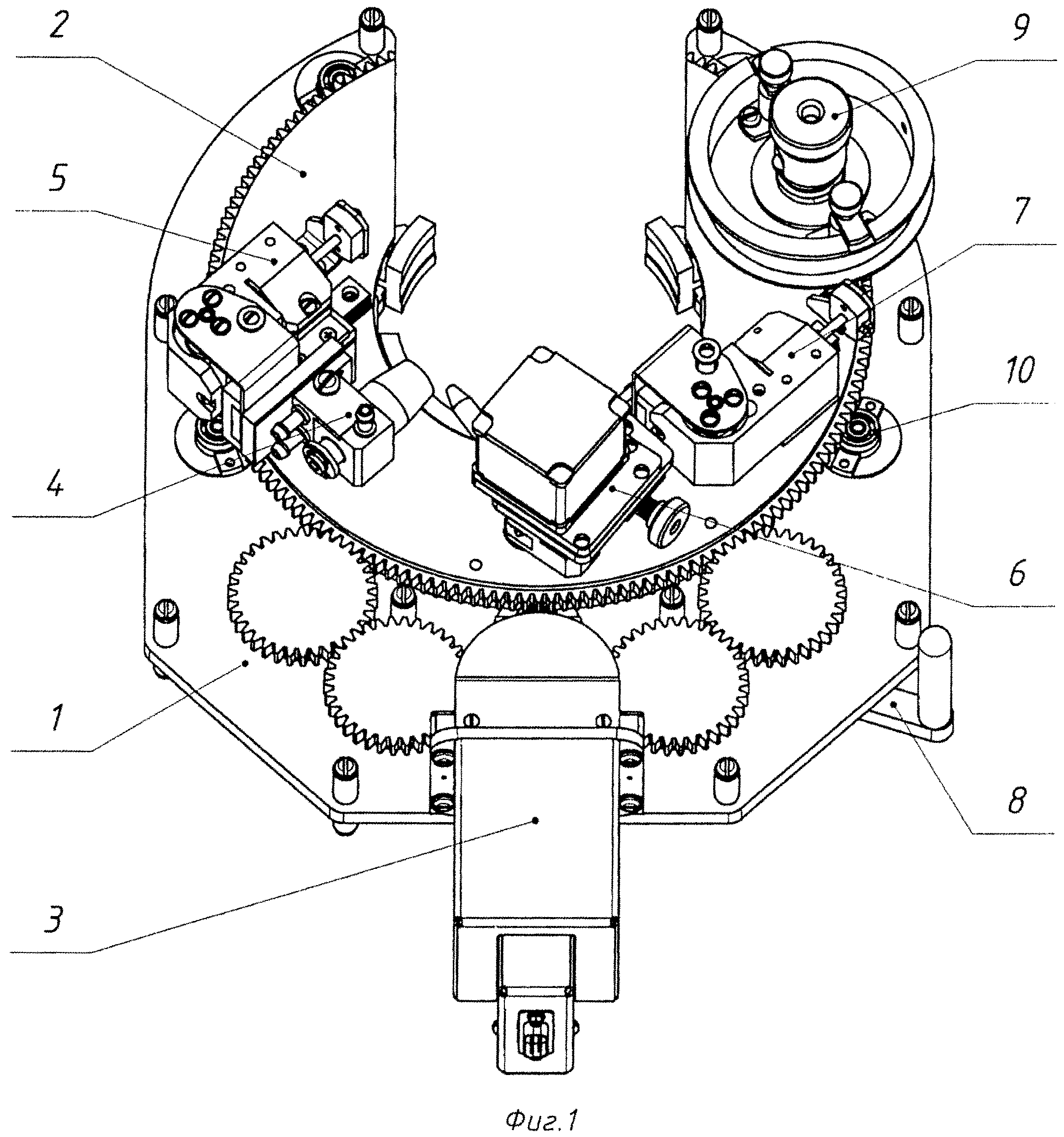
- на фиг. 1 - головка для орбитальной сварки трубопроводов, общий вид, защитные кожухи сняты;
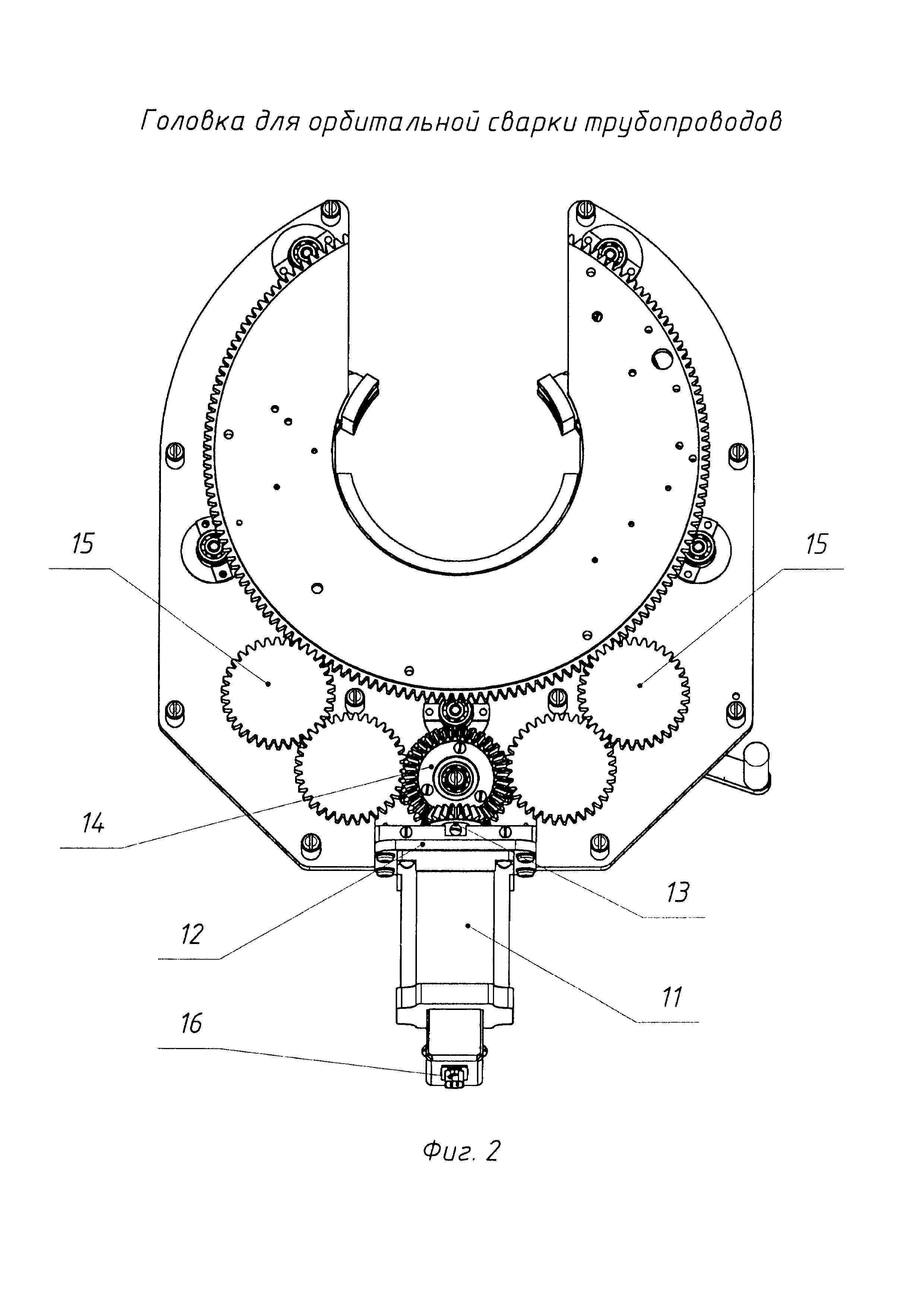
- на фиг. 2 - привод вращения планшайбы;
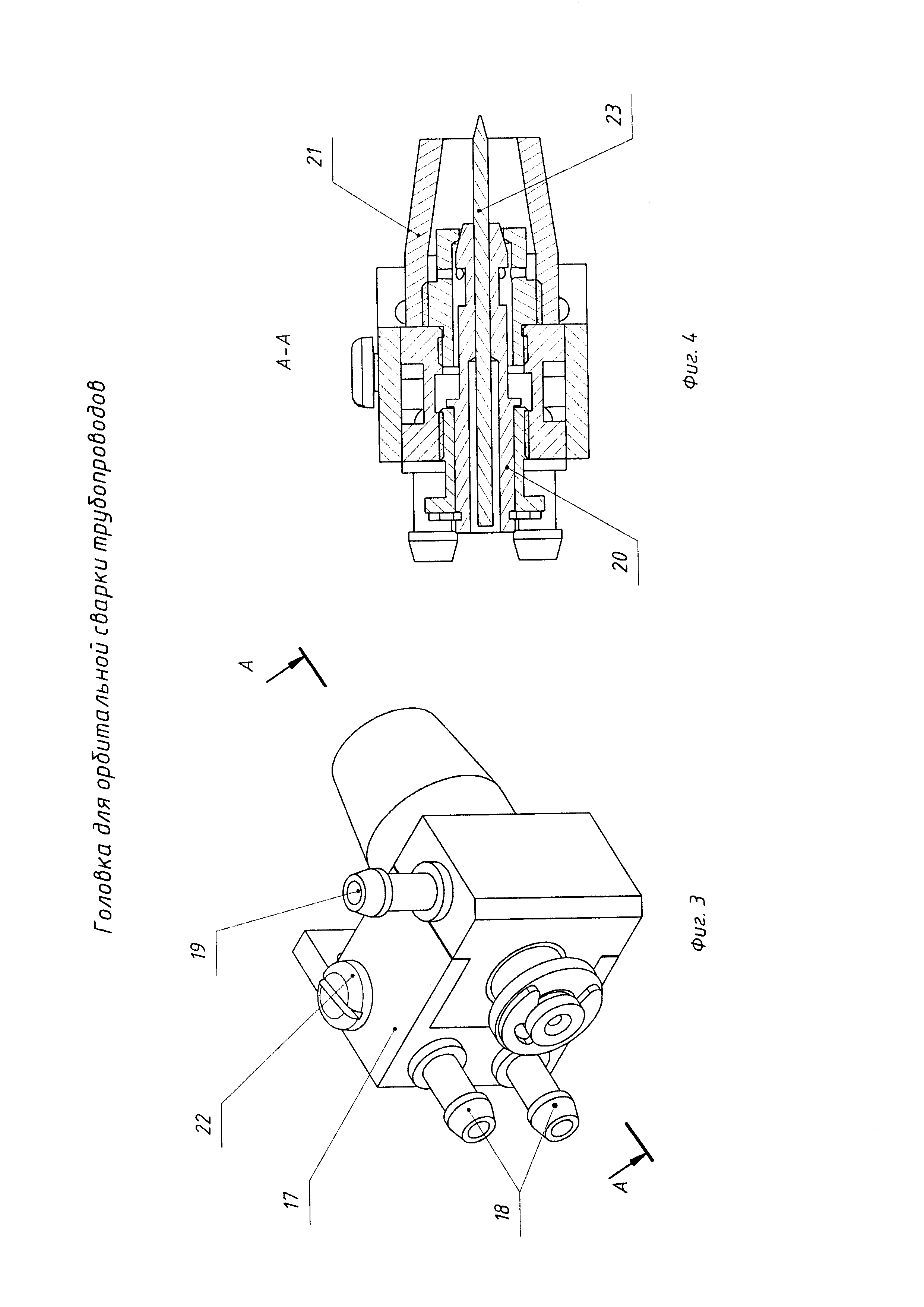
- на фиг. 3 - сварочная горелка головки;
- на фиг. 4 - разрез А-А по фиг. 3;
- на фиг. 5 - привод перемещения сварочной горелки.
Головка для орбитальной сварки трубопроводов конструктивно состоит из следующих основных узлов:
- основания 1;
- планшайбы 2 с зубчатым венцом на образующей;
- привода 3 вращения планшайбы 2;
- сварочной горелки 4;
- механизма 5 корректировки положения сварочной горелки 4 относительно свариваемого стыка;
- механизма 6 подачи присадочной проволоки;
- привода 7 механизма 6 подачи присадочной проволоки;
- механизма 8 фиксации сварочной головки на трубопроводе;
- кассеты 9 с присадочной проволокой;
- защитные кожухи (не показаны).
Планшайба 2 смонтирована на основании 1 с возможностью вращения посредством подшипников 10, размещенных на эксцентриковых опорах, установленных на основании 1. На основании 1 и планшайбе 2 имеется вырезанный сегмент (позицией не обозначен), обеспечивающий установку сварочной головки на подлежащем сварке трубопроводе.
Привод 3 вращения планшайбы 2, размещенный на основании 1, обеспечивает вращение установленных на ней исполнительных узлов и механизмов сварочной головки с заданной скоростью и состоит из шагового электродвигателя 11, установленного на кронштейне 12, закрепленном на основании 1. На выходном валу электродвигателя закреплено коническое зубчатое колесо 13, находящееся в зацеплении с коническими зубчатыми колесами 14. Конические зубчатые колеса 13 и 14 кинематически связаны с цилиндрическими зубчатыми колесами 15, находящимися в зацеплении с зубчатым венцом планшайбы 2. Электродвигатель имеет возможность подключения к системе управления (не показана) орбитальной сваркой через разъем 16.
Сварочная горелка смонтирована на планшайбе 2 и состоит из корпуса 17 с водяным охлаждением; штуцеров 18 подвода - отвода воды, установленных на корпусе 17; штуцера 19 подвода защитного газа (аргона); цанги 20, размещенной в корпусе 17 и предназначенной для крепления вольфрамового электрода 23; керамического сопла 21. Для работы сварочной горелки необходимо подсоединить шланг к штуцеру 19 и баллону с защитным газом (аргоном), а также шланги к штуцерам 18 и блоку подачи охлаждающей жидкости (воды). Подача напряжения к сварочной горелке осуществляется через токопроводящий винт 22, установленный на корпусе горелки 17 и связанный с источником питания (не показан).
Сварочная горелка оснащена механизмом корректировки положения сварочной горелки относительно свариваемого стыка. Данный механизм обеспечивает корректировку положения сварочной горелки относительно свариваемого стыка в осевом и радиальном направлении, а также обеспечивает постоянство длины дуги в процессе сварки трубопроводов различных типоразмеров, что позволяет существенно повысить качество сварки. Контроль величины длины дуги по изменяющемуся параметру напряжения, а корректировка положения сварочной горелки в процессе сварки осуществляется автоматически с помощью системы управления орбитальной сваркой. Механизм корректировки состоит из корпуса 24, в котором размещены во взаимно перпендикулярных плоскостях два линейных шаговых двигателя (актуатора) 25 и 26, обеспечивающих осевое и радиальное перемещение сварочной горелки. Двигатели 25 и 26 оснащены резьбовыми валами (позициями не обозначены).
Корпус 24 через металлическую пластину 27 закреплен на каретке 28, установленной с возможностью линейного перемещения на направляющую 29, закрепленную на планшайбе 2.
Резьбовой вал двигателя 26, обеспечивающего радиальное перемещение сварочной горелки, скреплен со стойкой 30, закрепленной на планшайбе 2. Величина радиального перемещения сварочной горелки зависит от длины резьбового вала двигателя 26 и охватывает весь диапазон заданных диаметральных размеров подлежащих сварке труб.
Резьбовой вал двигателя 25, обеспечивающего осевое перемещение сварочной горелки, закреплен на тяге 31. Тяга 31 прикреплена к каретке 32, установленной на направляющей 33, закрепленной на корпусе 24. Величина осевого перемещения сварочной горелки обусловлена длиной стопорной втулки 34, установленной на корпусе 24.
Для обеспечения заданных линейных перемещений каждый резьбовой вал размещен в роторе своего двигателя. Конец одного вала закреплен на тяге 31, конец другого - на стойке 30. На внутренней поверхности ротора выполнены косые нарезки, которые образуют с резьбовой поверхностью вала винтовую пару. При включении двигателя его ротор приводится во вращение, совершая линейное перемещение всей конструкции вдоль оси резьбового вала по направляющей 29, осуществляя осевую и/или радиальную корректировку положения сварочной горелки относительно свариваемого стыка.
Сварочная горелка 4 соединена с механизмом 5 ее перемещения через изоляционную пластину 35, закрепленную на каретке 32. Двигатели 25 и 26 имеют возможность подключения к системе управления орбитальной сваркой, позволяющей производить процесс сварки в полностью автоматическом режиме.
На планшайбе установлены кассета с присадочной проволокой, привод и механизм подачи присадочной проволоки в свариваемый стык, на основании смонтирован механизм фиксации головки на свариваемом трубопроводе.
Для работы сварочная головка оснащена системой управления орбитальной сваркой, источником питания, системами подачи защитного газа и охлаждающей жидкости (не показаны).
Головка для орбитальной сварки трубопроводов работает следующим образом.
Для работы головку монтируют на свариваемом трубопроводе, выставляют ее таким образом, чтобы сварочная горелка была расположена напротив свариваемого шва, и фиксируют головку в данном положении на трубопроводе зажимным механизмом. Подключают к головке систему подачи защитного газа и охлаждающей жидкости (воды), источник питания, электродвигатели 11, 25, 26 подключают к системе управления орбитальной сваркой. Головка готова к работе.
В процессе работы головки вращательный момент с электродвигателя 11 через систему зубчатых колес передается на планшайбу 2, приводя ее во вращение, включают подачу питания на электрод, подачу защитного газа и охлаждающей жидкости, а также присадочной проволоки. Осуществляют сварку стыка. В процессе сварки стыка система управления отслеживает положение сварочной горелки относительно свариваемого стыка и, в случае необходимости, дает команду на включение двигателя 24 и/или 25, обеспечивая постоянное заданное положение сварочной горелки относительно свариваемого стыка.
Использование данной головки обеспечивает высокое качество сварки за счет обеспечения в течение всего процесса сварки заданного относительного положения сварочной горелки и стыка.
Головка для орбитальной сварки трубопроводов, содержащая основание, размещенные на основании планшайбу с зубчатым венцом по ее образующей, установленную с возможностью вращения, привод вращения планшайбы и механизм фиксации головки на свариваемом трубопроводе, сварочную горелку с корпусом, снабженным штуцерами для подвода защитного газа и охлаждающей жидкости, механизм корректировки положения сварочной горелки относительно свариваемого стыка и установленную на планшайбе катушку с присадочной проволокой и приводом ее подачи, при этом на основании и планшайбе выполнены сегментные вырезы для обеспечения установки головки на свариваемом трубопроводе, отличающаяся тем, что упомянутый механизм корректировки состоит из установленных в его корпусе во взаимно перпендикулярных плоскостях двух электродвигателей, выполненных с возможностью линейного перемещения их валов, один из которых связан со стойкой, закрепленной на планшайбе, а второй соединен с тягой, скрепленной с кареткой осевого перемещения, установленной на направляющей корпуса упомянутого механизма корректировки с возможностью перемещения вдоль оси вращения планшайбы, при этом корпус механизма корректировки установлен на каретке радиального перемещения, размещенной на направляющей, закрепленной на планшайбе, с возможностью радиального перемещения относительно оси вращения планшайбы, а сварочная горелка через изоляционную пластину скреплена с упомянутой кареткой осевого перемещения.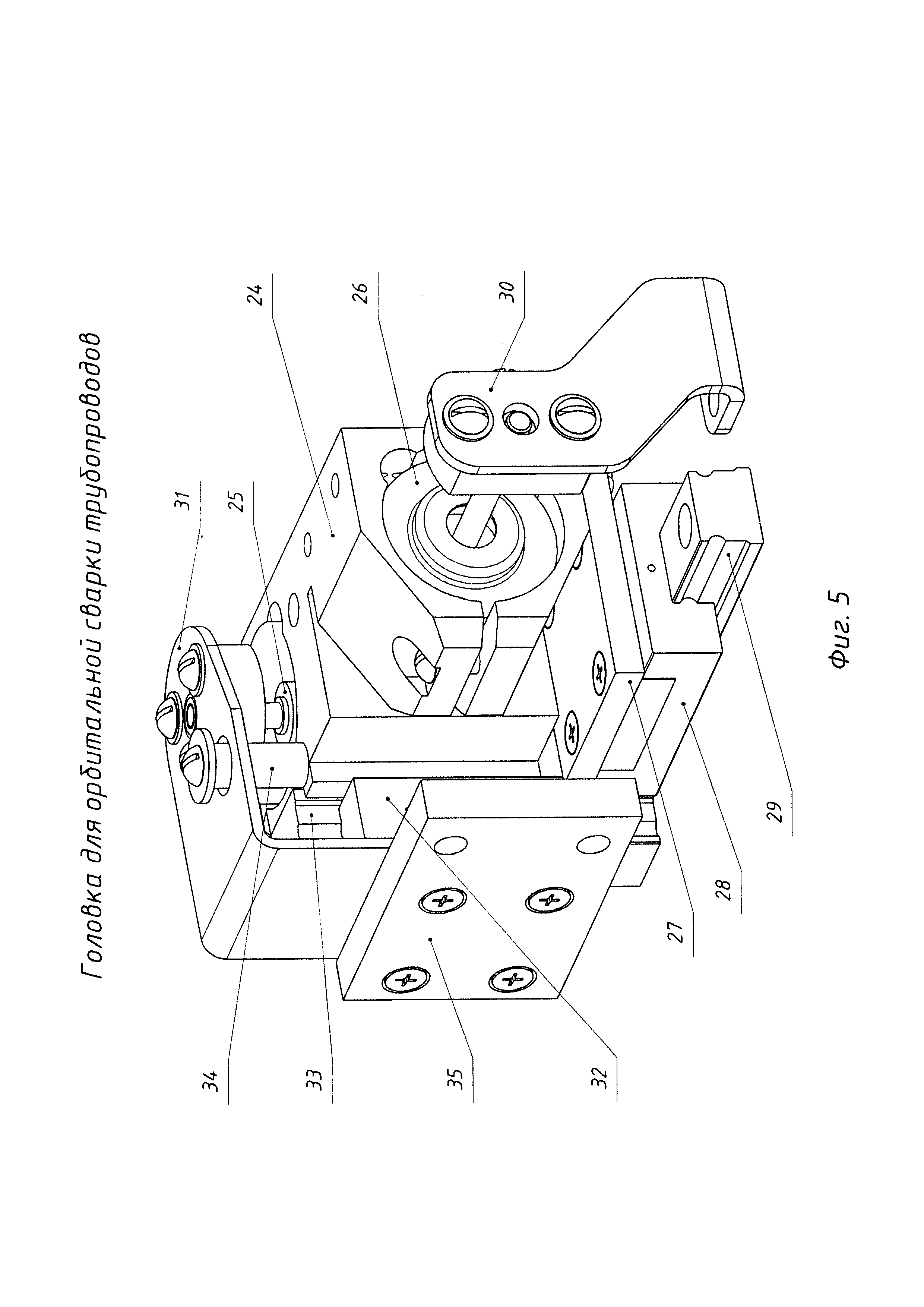
Штамп для формообразования изделий из листовых заготовок
Способ дефектоскопии теплозащитных и теплоизоляционных покрытий изделий
Ультразвуковой раздельно-совмещенный широкозахватный преобразователь
Способ получения эрозионностойких теплозащитных покрытий
Способ захолаживания бака с криогенным топливом при испытании ракетной установки
Способ вертикальной динамической балансировки изделия и устройство для его осуществления
Способ измерения момента инерции
Способ литья проволоки и установка для его осуществления
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек
Штамп для формообразования изделий из листовых заготовок
Способ дефектоскопии теплозащитных и теплоизоляционных покрытий изделий
Ультразвуковой раздельно-совмещенный широкозахватный преобразователь
Способ получения эрозионностойких теплозащитных покрытий
Способ захолаживания бака с криогенным топливом при испытании ракетной установки
Способ вертикальной динамической балансировки изделия и устройство для его осуществления
Способ измерения момента инерции
Способ литья проволоки и установка для его осуществления
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек

