Результат интеллектуальной деятельности: Способ лазерной обработки материала (варианты)
Вид РИД
Изобретение
Изобретение относится к области лазерной обработки и может быть использовано в различных отраслях машиностроения как для резки листового материала и гравировки, так и термоупрочнения, наплавки и сварки металлов.
Известен способ лазерной обработки материала, включающий направление на материал сфокусированного линзой лазерного излучения и одновременную подачу потока газа в зону обработки посредством устройства для лазерной обработки [1].
Известный способ лазерной обработки материала обеспечивает подачу потока газа в сопловую насадку посредством расположенных под углом поперечных газораспределительных отверстий, создающих вихреобразное воронкообразное движение под линзой, и от нее через выходное отверстие сопловой насадки в зону обработки. Газораспределительные отверстия создают в сопловой насадке вихревое воронкообразное движение потока газа, при этом вихревой поток газа не обеспечивает эффективную защиту нижней поверхности линзы от попадания на нее продуктов испарения и других мелких частиц с зоны обработки. Загрязняющие вещества оседают на нижней поверхности линзы, преимущественно в ее центральной части, через которую проходит пучок лазерного излучения. В результате этого лазерный луч частично поглощается микрочастицами загрязнений, осаждаемых на нижней поверхности линзы, при этом линза нагревается, и так как температурный коэффициент показателя преломления имеет положительный знак, фокусное расстояние изменяется, размер пучка лазерного излучения в зоне обработки увеличивается, и качество обработки ухудшается. Для обеспечения высокого качества лазерной обработки необходимо периодически заменять загрязненную линзу новой, осуществлять регулировку положения линзы относительно оптической оси, что приводит к снижению эффективности, производительности и качества.
Кроме того, в известном способе не осуществляют коллимацию лазерного луча, что затрудняет регулировку плотности мощности в зоне обработки и тем самым снижает эффективность, производительность и качество резки.
Известен также способ лазерной обработки материала, включающий направление на материал сфокусированного лазерного излучения и одновременную подачу потока газа в зону обработки посредством устройства для лазерной обработки [2].
В известном способе лазерной обработки материала линзу предохраняют от попадания на нее продуктов испарения и других мелких частиц с зоны обработки размещенным под ней защитным стеклом и тем самым увеличивает срок службы линзы. Поток газа в известном способе направляют в полость сопловой насадки штуцером. Такая подача потока не в полной мере защищает стекло от продуктов испарения с зоны обработки. Загрязняющие вещества оседают на поверхности защитного стекла, преимущественно в центральной его части. В результате этого лазерный луч частично поглощается микрочастицами загрязнений, осаждаемых на нижней поверхности защитного стекла, что снижает мощность лазерного луча и приводит к необходимости периодически заменять загрязненное стекло новым. Кроме того, в известном способе также не осуществляют коллимацию лазерного луча, что затрудняет регулировку плотности мощности в зоне обработки. Все вышеуказанные недостатки снижают эффективность, производительность и качество резки.
Технической задачей данного изобретения является увеличение эффективности процесса лазерной обработки, производительности и качества обработки.
Технический результат, достигаемый заявляемым способом лазерной обработки материала, заключается:
- в обеспечении, по первому варианту, более эффективной защиты линзы, а по второму варианту, размещенного под линзой защитного стекла, от продуктов испарения с обрабатываемой поверхности материала;
- в уменьшении потери энергии лазерного излучения, по первому варианту, на поверхности линзы, а по второму варианту, размещенного под линзой защитного стекла;
- в повышении, по двум вариантам осуществления способа, производительности и качества обработки.
По первому варианту заявляемый технический результат достигается тем, что в известном способе лазерной обработки материала, включающем направление на материал сфокусированного лазерного излучения и одновременную подачу потока газа в зону обработки посредством устройства для лазерной обработки, согласно изобретению используют устройство для лазерной обработки, состоящее из фокусирующей линзы, расположенной в корпусе, сопловой насадки, соединенной с корпусом, и размещенной в ней втулки, в которой выполнены симметрично расположенные и наклоненные к оптической оси фокусирующей линзы газораспределительные отверстия, при этом перед фокусировкой лазерное излучение коллимируют, а в процессе обработки под нижнюю поверхность линзы в ее центральную часть, по меньшей мере, равную диаметру проходящего через него пучка лазерного излучения, подают поток газа из по крайне мере одного ряда упомянутых газораспределительных отверстий.
Кроме того, для коллимации лазерного излучения используют телескопом и осуществляют ее через отрицательную линзу и положительную линзу, которую перемещают вдоль ее оптической оси.
Кроме того, газораспределительные отверстия выполняют диаметром от 1,0 до 2,0 мм.
По второму варианту заявляемый технический результат достигается тем, что в известном способе лазерной обработки материала, включающем направление на материал сфокусированного лазерного излучения и одновременную подачу потока газа в зону обработки посредством устройства для лазерной обработки, согласно изобретению используют устройство для лазерной обработки, состоящее из фокусирующей линзы, расположенной в корпусе, защитного стекла, размещенного под линзой, сопловой насадки, соединенной с корпусом, и размещенной в ней втулки, в которой выполнены симметрично расположенные и наклоненные к оптической оси фокусирующей линзы газораспределительные отверстия, при этом перед фокусировкой лазерное излучение коллимируют, а в процессе обработки на центральную часть защитного стекла, по меньшей мере, равную диаметру проходящего через него пучка лазерного излучения, подают поток газа из по крайне мере одного ряда упомянутых газораспределительных отверстий.
Кроме того, для коллимации лазерного излучения используют телескопом и осуществляют ее через отрицательную линзу и положительную линзу, которую перемещают вдоль ее оптической оси.
Кроме того, газораспределительные отверстия выполняют диаметром от 1,0 до 2,0 мм.
Сущность заявляемого способа лазерной обработки материалов заключается в следующем.
По первому варианту, для осуществления способа используют устройство для лазерной обработки, состоящее из фокусирующей линзы, расположенной в корпусе, сопловой насадки, соединенной с корпусом, и размещенной в ней втулки, в которой выполнены симметрично расположенные и наклоненные к оптической оси фокусирующей линзы газораспределительные отверстия.
По второму варианту для осуществления способа используют устройство для лазерной обработки, состоящее из фокусирующей линзы, расположенной в корпусе, защитного стекла, размещенного под линзой, сопловой насадки, соединенной с корпусом, и размещенной в ней втулки, в которой выполнены симметрично расположенные и наклоненные к оптической оси фокусирующей линзы газораспределительные отверстия.
Выполнение устройства для лазерной обработки по двум вариантам позволяет работать ему длительное время без перерывов на замену или очистку линзы или защитного стекла.
Перед фокусировкой лазерное излучение, по двум вариантам реализации способа, коллимируют, что позволяет, в зависимости от вида обработки и обрабатываемого материала, регулировать плотность мощности в зоне обработки и, тем самым, повышает эффективность, производительность и качество.
В процессе обработки, по первому варианту, под нижнюю поверхность линзы, а по второму варианту, на центральную часть размещенного под линзой защитного стекла, по меньшей мере, равную диаметру проходящего через него пучка лазерного излучения, подают поток газа симметрично расположенными и наклоненными к оптической оси соответственно фокусирующей линзы или размещенного под линзой защитного стекла газораспределительными отверстиями, повышает эффективность, производительность и качество.
Газораспределительные отверстия, в двух вариантах реализации способа, выполняют диаметром от 1,0 до 2,0 мм, что увеличивает напорное давление, и тем самым более эффективно очищает линзу или защитное стекло от продуктов испарения с зоны обработки, и тем самым повышает производительность и качество обработки.
Сопоставление заявляемого технического решения с прототипом показывает, что способ лазерной обработки материала отличается от прототипа новыми существенными признаками.
По первому варианту:
- используют устройство для лазерной обработки, состоящее из фокусирующей линзы, расположенной в корпусе, сопловой насадки, соединенной с корпусом, и размещенной в ней втулки, в которой выполнены симметрично расположенные и наклоненные к оптической оси фокусирующей линзы газораспределительные отверстия;
- перед фокусировкой лазерное излучение коллимируют;
- в процессе обработки под нижнюю поверхность линзы в ее центральную часть, по меньшей мере, равную диаметру проходящего через него пучка лазерного излучения, подают поток газа из по крайне мере одного ряда упомянутых газораспределительных отверстий.
По второму варианту:
- используют устройство для лазерной обработки, состоящее из фокусирующей линзы, расположенной в корпусе, защитного стекла, размещенного под линзой, сопловой насадки, соединенной с корпусом, и размещенной в ней втулки, в которой выполнены симметрично расположенные и наклоненные к оптической оси фокусирующей линзы газораспределительные отверстия;
- перед фокусировкой лазерное излучение коллимируют;
- в процессе обработки на центральную часть защитного стекла, по меньшей мере, равную диаметру проходящего через него пучка лазерного излучения, подают поток газа из по крайне мере одного ряда упомянутых газораспределительных отверстий.
Сопоставление заявляемого технического решения с известными из уровня техники показывает, что отличительные признаки заявленного, по двум вариантам, способа не вытекают из известного уровня техники.
Следовательно, заявляемое техническое решение соответствует критерию патентоспособности «новизна» и «изобретательский уровень».
Изложенная сущность заявляемого изобретения иллюстрируется следующими графическими материалами, на которых представлены:
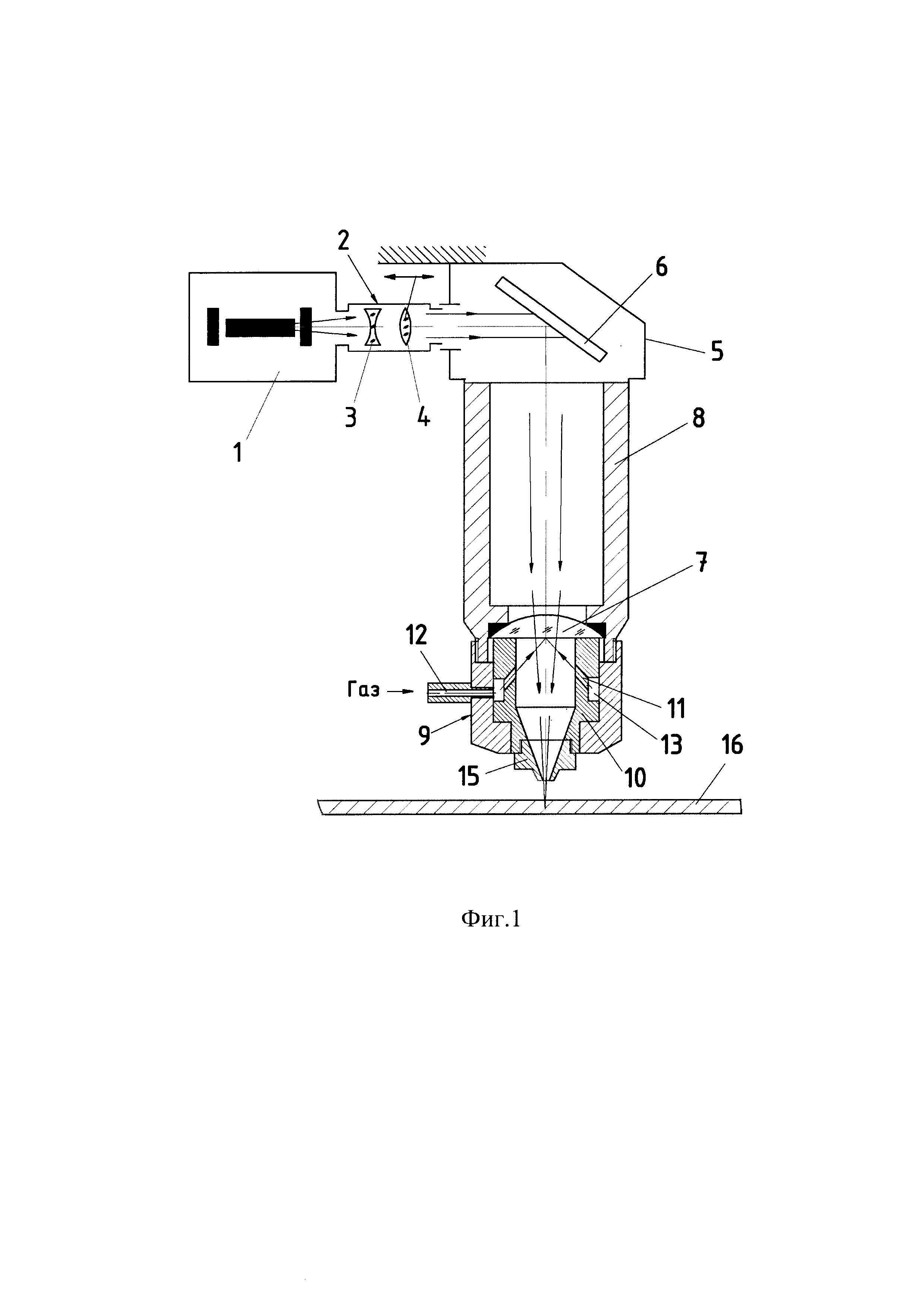
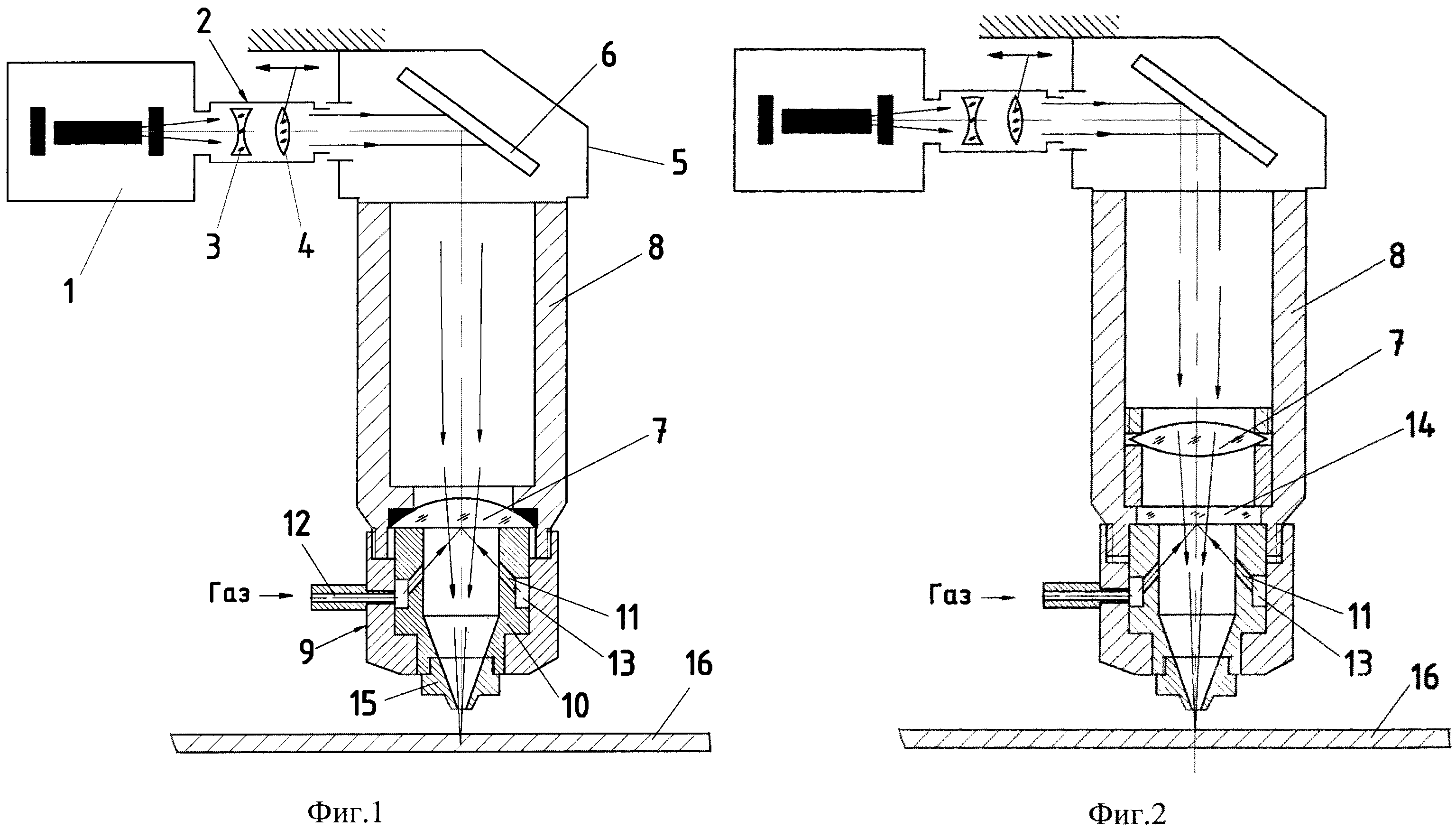
Фиг. 1 - общий вид устройства для осуществления предлагаемого способа лазерной обработки материала, по первому варианту, при подаче газа под линзу;
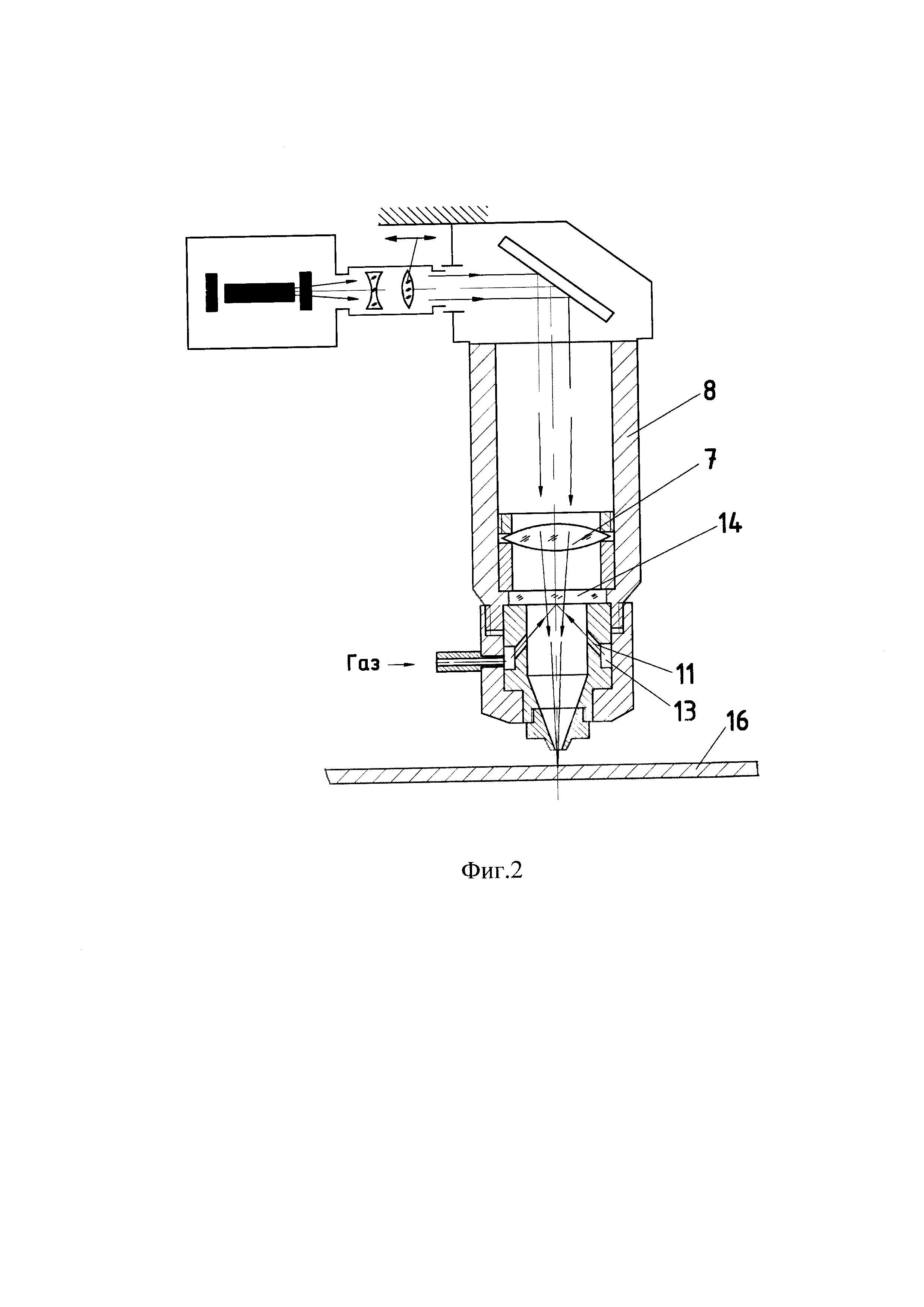
Фиг. 2 - общий вид устройства для осуществления предлагаемого способа лазерной обработки материала, по второму варианту, при подаче газа под защитное стекло;
Фиг. 3 - показана картина воздействия струй газа на центральную часть линзы или размещенное под линзой защитное стекло по прототипу;
Фиг. 4 - показана картина воздействия струй газа, по первому варианту, на центральную часть линзы или на размещенное под линзой защитное стекло по предлагаемому изобретению.
Для осуществления способа лазерной обработки материала, по двум вариантам его реализации, используют устройство, содержащее лазер 1, телескоп 2, включающий отрицательную линзу 3 и положительную линзу 4, перемещаемую вдоль ее оптической оси, установленное в неподвижном корпусе 5 поворотное зеркало 6, центр которого расположен на оптической оси лазера 1.
По первому варианту реализации способа (фиг. 1) фокусирующую линзу 7 размещают в цилиндрическом корпусе 8, сопловую насадку 9 соединяют с цилиндрическим корпусом 8 резьбовым соединением.
Сопловая насадка 9 по двум вариантам реализации способа выполнена с цилиндрическим ступенчатым отверстием и снабжена размещенной в ее ступенчатом отверстии втулкой 10, выполненной с внутренней поверхностью или в виде конуса или цилиндра, переходящего в конус. Во втулке 10 выполнен, по крайней мере, один ряд наклоненных к оптической оси фокусирующей линзы 7 и симметрично расположенных газораспределительных отверстий 11. По первому варианту оси газораспределительных отверстий 11 направлены в центральную часть фокусирующей линзы 7. Центральная часть фокусирующей линзы 7, на которую воздействуют струями газа, по меньшей мере, равна диаметру проходящего через нее пучка лазерного излучения. Поток газа подают газораспределительными отверстиями 11 диаметром от 1,0 до 2,0 мм. Количество симметрично расположенных газораспределительных отверстий 11 в каждом ряду равно по крайней мере двум. Втулка 10 выполнена с кольцевой канавкой, образующей с внутренней цилиндрической поверхностью насадки 9 и связанную со штуцером 12 подачи технологического газа полость 13 для распределения газа по отверстиям 11 втулки 10.
По второму варианту реализации способа (фиг 2), фокусирующая линза 7, снабжена размещенным под линзой защитным стеклом 14, выполненным из кварцевого стекла и установленным известным способом в цилиндрическом корпусе 8 под фокусирующей линзой 7.
По второму варианту реализации способа, оси газораспределительных отверстий 11 направлены на центральную часть защитного стекла, 14, равную, по меньшей мере, диаметру проходящего через них пучка лазерного излучения. На выходном конце втулки 10 может быть размещен съемный наконечник 15, выполненный с коническим соплом, при этом диаметры внутренней конической поверхности втулки 10 и съемного наконечника 15 в зоне сопряжения совпадают. Обрабатываемый материал обозначен цифрой 16.
Устройство для осуществления способа лазерной обработки материала, по двум вариантам его реализации, работает следующим образом.
Обрабатываемый материал 16 устанавливают на рабочем столе. Направляют лазерный луч в коллиматор 2, выполненный в виде двухлинзового телескопа 2, и осуществляют коллимации лазерного луча, т.е. его преобразование в параллельный пучок, через его отрицательную линзу 3 и положительную линзу 4, перемещаемую вдоль ее оптической оси. Затем, по первому варианту (фиг. 1), через поворотное зеркало 6, фокусирующую линзу 7, а по второму варианту (фиг. 2), через фокусирующую линзу 7 и размещенное под ней защитное стекло 14 подают сфокусированное лазерное излучение на поверхность обрабатываемого материала 16. Одновременно через штуцер 12 подают технологический газ в полость 13 сопловой насадки 9 и далее по крайней мере одним рядом наклоненных к оптической оси фокусирующей линзы 7 и симметрично расположенных газораспределительных отверстий 11 направляют струи газа, по первому варианту, в центральную часть линзы 7, а по второму варианту, на центральную часть защитного стекла 14, по меньшей мере, равную диаметру проходящего через его пучка лазерного излучения. При этом технологический газ, например сжатый воздух, получает ускорение в газораспределительных отверстиях 11, выполненных диаметром от 1,0 до 2,0 мм, и всей кинетической энергией истекающих из них струй газа с высокой эффективностью защищает от загрязнений центральную часть соответственно линзы 7 или размещенного под ней защитного стекла 14. Перемещают материал 16 и по заданной программе осуществляют обработку материала 16. По окончании программы обработки отключают лазерное излучение и технологический газ.
Компьютерное моделирование течения газа и воздействия струй газа на линзу (фиг. 3) показывает картину вихреобразного движения потока газа под фокусирующей линзой 7 или защитным стеклом 14 по прототипу. При таком воронкообразном движении потока газа не обеспечивается, в полной мере, защита центральной нижней части линзы 7 или защитного стекла 14, т.е. зоны прохождения пучка лазерного излучения. В результате этого лазерный луч частично поглощается микрочастицами загрязнений, осаждаемых, по первому варианту, в центральной части линзы 7, а по второму варианту, защитного стекла 14, что приводит к снижению эффективности, производительности и качества обработки.
По предлагаемому изобретению (фиг. 4), воздействие, по первому варианту, на центральную часть линзы 7, а по второму варианту, на центральную часть размещенного под линзой защитного стекла 14, всей кинетической энергии струй газа, истекающих из наклоненных к оптической оси фокусирующей линзы газораспределительных отверстий 11, выполненных диаметром от 1,0 до 2,0 мм, увеличивает напорное давление, и тем самым более эффективно защищает линзы 7 или защитное стекло 14 от продуктов испарения с зоны обработки, и тем самым приводит к повышению производительности и качества обработки.
Испытание изготовленного опытного образца устройства для лазерной обработки материала при осуществлении твердотельным лазером на кристалле АиТ: Nd+3 импульсно-периодического действия технологий резки, гравировки и наплавки при одинаковых количественных партиях деталей, при одинаковой мощности лазерного излучения и при одинаковом, для каждой из вышеуказанных технологий, давлении газа на входе в устройство подтвердили результаты компьютерного моделирования по прототипу (фиг. 3) и по предлагаемому изобретению (фиг. 4).
В результате того, что на линзу 7 или размещенное под ней защитное стекло 14 воздействуют истекающими из газораспределительных отверстий 11 струями газа на центральную часть линзы 7 или размещенное под линзой 7 защитное стекло 14 они лучше защищены от загрязнения продуктами испарения и других мелких частиц с зоны обработки.
Испытания показали, что срок службы линзы или размещенного под ней защитного стекла, при осуществлении различных видов обработки по двум вариантам реализации предлагаемого способа, увеличился, по меньшей мере, в два раза и тем самым повысилась эффективность процесса лазерной обработки, производительность и качество обработки.
Заявляемое техническое решение пригодно к осуществлению промышленным способом с использованием существующей технологии производства.
Таким образом, заявляемое техническое решение соответствует условию «промышленная применимость».
Источники информации
1. Патент РФ №2143964, МПК5 В23К 23/14, опубл. 10.01.2000.
2. Патент РФ №2127179, МПК6 В23К 23/14, опубл. 10.03 1999.
Устройство для газодинамического напыления покрытий из порошковых материалов
Способ обмолота и сепарации зерновых и масличных культур и молотильно-сепарирующее устройство
Способ математического и компьютерного моделирования
Способ получения антифрикционного восстановительного покрытия на стальном изделии (варианты)
Установка для лазерной обработки внутренней поверхности изделия
Способ послойной печати одноцветных и многоцветных изделий
Устройство для газодинамического напыления покрытий из порошковых материалов
Способ обмолота и сепарации зерновых и масличных культур и молотильно-сепарирующее устройство
Способ математического и компьютерного моделирования
Способ получения антифрикционного восстановительного покрытия на стальном изделии (варианты)
Установка для лазерной обработки внутренней поверхности изделия
Способ послойной печати одноцветных и многоцветных изделий

