Результат интеллектуальной деятельности: СПОСОБ ОПРЕДЕЛЕНИЯ ПРОЧНОСТИ СЦЕПЛЕНИЯ ПОКРЫТИЯ С МЕТАЛЛИЧЕСКОЙ ОСНОВОЙ
Вид РИД
Изобретение
Изобретение относится к контролю качества покрытий с металлом и может быть использовано для количественной оценки прочности сцепления покрытия с металлической основой.
Известны "Методы контроля прочности сцепления покрытий", пункт 5 ГОСТ 9.302, где:
- по пункту 5.5 - "Метод изгиба" образец с покрытием изгибают под углом 90° в одну сторону, затем в другую до излома;
- по пункту 5.12 - "Метод выдавливания" (штамповки) по ГОСТ 10510, основанный на выдавливании сферических лунок по Эриксену.
Эти методы лишь частично позволяют судить о качестве покрытия без количественной оценки прочности сцепления покрытия с основой, а следовательно, достоверность их невелика.
Наиболее близким по технической сущности и достигаемому техническому результату к заявленному изобретению является способ определения прочности сцепления соединения покрытия с тонколистовым металлом в процессе деформирования (см. патент РФ №2231044, кл. G01N 19/04, 2004 г.), согласно которому соединение деформируют растяжением с изгибом посредством его прокатки через два формообразующих ролика, один из которых содержит треугольные выступы, а другой - соответствующие им треугольные впадины, углы при вершинах которых изменяются в пределах от 60 до 95° с интервалом в 5°, причем прокатку исследуемого соединения проводят за один оборот роликов, начиная с угла в 60° и заканчивая углом в 95°, а прочность сцепления покрытия с подложкой определяют по соотношению площадей с нарушенным сцеплением покрытия с подложкой и участков с ненарушенным сцеплением.
Для известного способа характерны большая трудоемкость его осуществления, обусловленная необходимостью выполнения нескольких различных схем пластического деформирования листового материала, а также невысокая достоверность, связанная с определением размеров участков с нарушенным и ненарушенным покрытиями.
Техническим результатом настоящего изобретения является снижение трудоемкости осуществления способа и повышение его достоверности.
Указанный технический результат обеспечивается тем, что в способе определения прочности сцепления покрытия с металлической основой, согласно которому образец с покрытием испытывают воздействием механических нагрузок, по результатам действия которых определяют прочность сцепления покрытия с металлической основой, новым является то, что в качестве механической нагрузки используют усилие давления, прикладываемое к покрытию образца алмазным наконечником индентора, причем поверхность образца разделяют на зоны, каждую из которых последовательно нагружают усилием давления с последующим контролем целостности покрытия, причем усилие давления на каждой последующей зоне увеличивают и проводят испытание до тех пор, пока не будет выявлена зона с нарушением целостности покрытия, а показатель прочности сцепления определяют по приложенному усилию давления на зоне образца, предшествующей зоне с нарушением сцепления покрытия с основой.
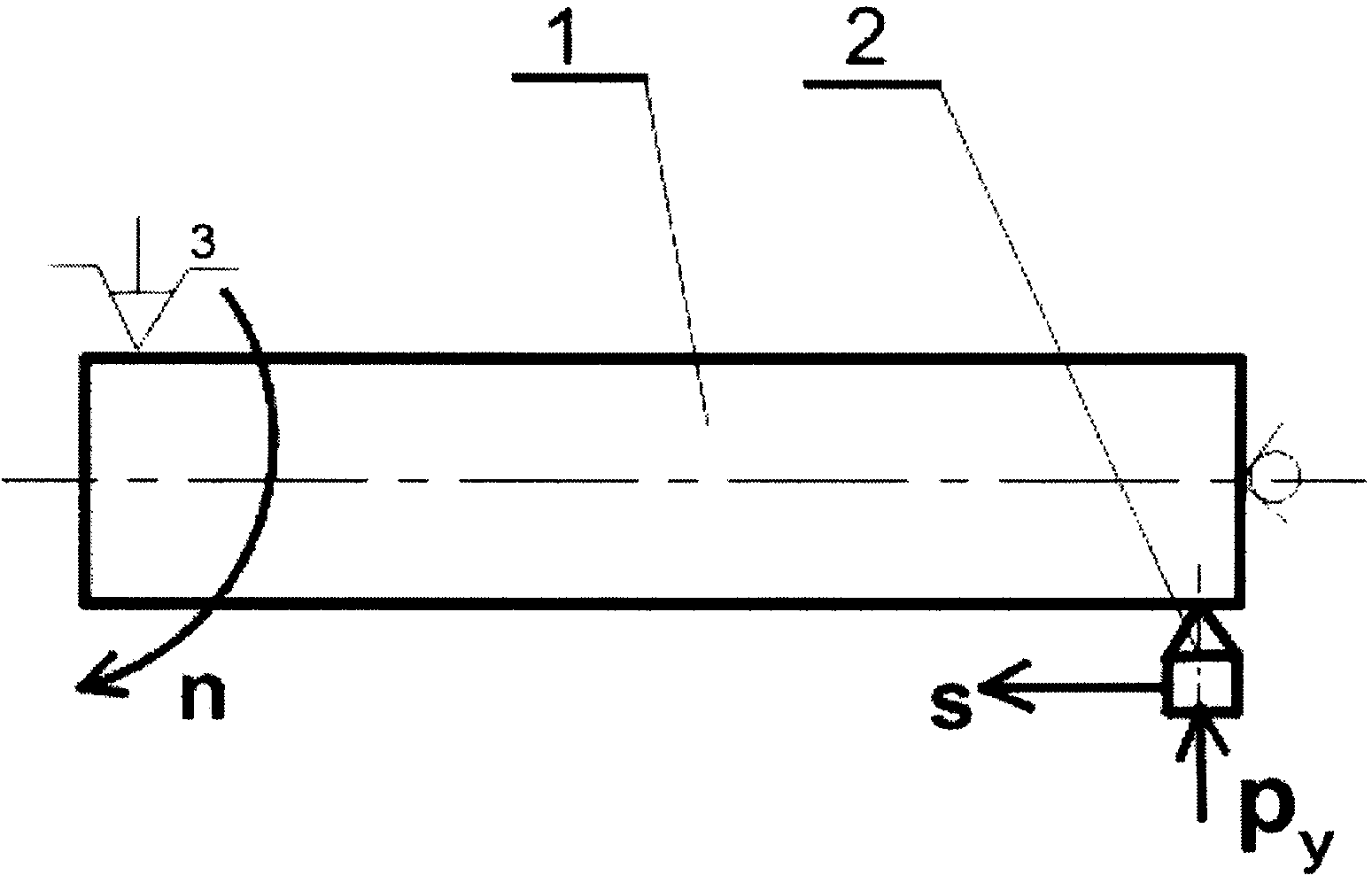
Сущность заявленного способа поясняется графическими материалами, на которых представлена схема осуществления способа с использованием образца в виде цилиндра.
Заявленный способ осуществляют следующим образом.
Для реализации способа изготавливают образец в виде пластины или цилиндра с центровыми отверстиями по его торцам, на образующую цилиндра или поверхность пластины наносят покрытие толщиной не более 0,1 мм. Покрытие может быть нанесено любым известным способом - гальваническим, плазменным, электроискровым, электрохимическим и др. Изготовленный образец подвергают нагрузке давлением с помощью конического алмазного индентора, вершина которого представляет собой сферическую поверхность с шероховатостью Ra≤0,01 мкм радиусом 1,5 мм для покрытий микротвердостью ≥250⋅107 Па или индентором радиусом 3 мм для покрытий микротвердостью <250⋅107 Па.
В качестве алмазного индентора используют стандартный инструмент для обработки деталей поверхностным пластическим деформированием (ППД) - алмазным выглаживанием.
Ниже будет рассмотрен процесс осуществления способа на цилиндрическом образце диаметром 20 мм и центровыми отверстиями на его торцах.
Для проведения испытаний данного образца необходимо наличие трех движений (фиг. 1):
- движение вращения n образца 1;
- движение перемещения s индентора 2 вдоль оси образца;
- нагрузочное движение индентора к испытываемой поверхности покрытия (в направлении силы нагрузки индентора Ру - силы давления (выглаживания).
Рекомендуемая скорость вращательного движения образца n=200…250 мин-1 (V=15,7…19,6 м/мин), рекомендуемая величина подачи алмазного индентора вдоль оси образца 0,05 мм/об (10…12,5 мм/мин). Перемещение индентора для создания нагрузки - давления в направлении силы Ру - плавное (безударное) вручную.
При испытании плоских образцов используются аналогичные три движения: два взаимно перпендикулярных движения плоского образца или индентора (аналогичных n и s) и одно движение - нагрузочное для индентора (в направлении действия силы нагрузки индентора Ру).
Испытания на определение прочности сцепления покрытия с основой проводятся следующим образом.
Подлежащий испытаниям образец 1 с покрытием устанавливали в центрах универсального токарного станка (фиг. 1). В резцедержателе станка устанавливали устройство (алмазный индентор) 2 с индикацией силы нагрузки алмазного наконечника. Выставляли вершину алмазного наконечника по высоте центров станка. Ведущий центр обозначен позицией 3.
Включали станок, сообщая вращение образцу. Вводили наконечник индентора с образующей образца, устанавливали усилие поджатия наконечника к покрытию поверхности образца и сообщали осевую подачу индентору. Производили нагружение участка образца на заданной длине (например, 5 мм) заданным усилием, например, 5 кгс), после чего отключали осевую подачу индентора и проводили контроль прошедшей нагружение зоны, после чего проводили контроль состояния покрытия (визуально или прибором) и, при целостности покрытия, увеличивали усилие поджима алмазного наконечника к поверхности образца и таким усилием воздействовали на следующую зону образца. Испытания аналогично описанному выше проводили до тех пор, пока по результатам контроля образца не обнаруживали отслаивание покрытия с поверхности образца.
Показания прочности сцепления определяли по значению нагрузки предыдущей зоны образца, при проведении испытаний которого отслаивания покрытия не наблюдалось.
При апробировании способа процесс нагружения образца по зонам проводили с усилиями давления (Ру): 5 кгс, 8 кгс, 11 кгс, 14 кгс, 17 кгс, 20 кгс, 23 кгс, 26 кгс. При давлении более 26 кгс наблюдали разрушение покрытия из-за его переупрочнения (перенаклепа) вследствие пластической деформации.
Для более точной количественной оценки прочности сцепления покрытия может использоваться величина контактного давления алмаза на поверхность покрытия (Рк), соответствующая выглаживанию участка, предшествующего с шелушением покрытия. Для этого нужно знать площадь контакта алмаза с выглаживаемой поверхностью. Чтобы определить эту площадь, алмаз покрывают копотью (сажей) и производят испытание с давлением, значение которого предшествует шелушению покрытия. Затем с помощью инструментального или другого микроскопа определяется площадь контакта индентора с поверхностью и величина давления, равная отношению значения давления к площади контакта.
Контактное давление алмаза на поверхность покрытия (Рк) определяет напряжение, возникающее на границе между покрытием и основой, которое является причиной отслаивания покрытия.
Установлено, что наибольшая прочность сцепления покрытия с металлической основой Рк наиб связана с микротвердостью покрытия (Н) соотношением
Рк наиб=0,34 Н
По результатам апробирования способа установлено, что наибольшая прочность сцепления для гальванического кадмиевого покрытия составляет 17 кг/мм2 (Н=50 кг/мм2), химического никель-фосфорного покрытия - 181 кг/мм2 (Н=550 кг/мм2), гальванического хромового покрытия - 357 кг/мм2 (Н=1050 кг/мм2), гальванического покрытия серебром - 61 кг/мм2 (Н=180 кг/мм2).
Способ определения прочности сцепления покрытия с металлической основой, согласно которому образец с покрытием испытывают воздействием механических нагрузок, по результатам действия которых определяют прочность сцепления покрытия с металлической основой, отличающийся тем, что в качестве механической нагрузки используют усилие давления, прикладываемое к покрытию образца алмазным наконечником индентора, причем поверхность образца разделяют на зоны, каждую из которых последовательно нагружают усилием давления с последующим контролем целостности покрытия, причем усилие давления на каждой последующей зоне увеличивают и проводят испытание до тех пор, пока не будет выявлена зона с нарушением целостности покрытия, а показатель прочности сцепления определяют по приложенному усилию давления на зоне образца, предшествующей зоне с нарушением сцепления покрытия с основой.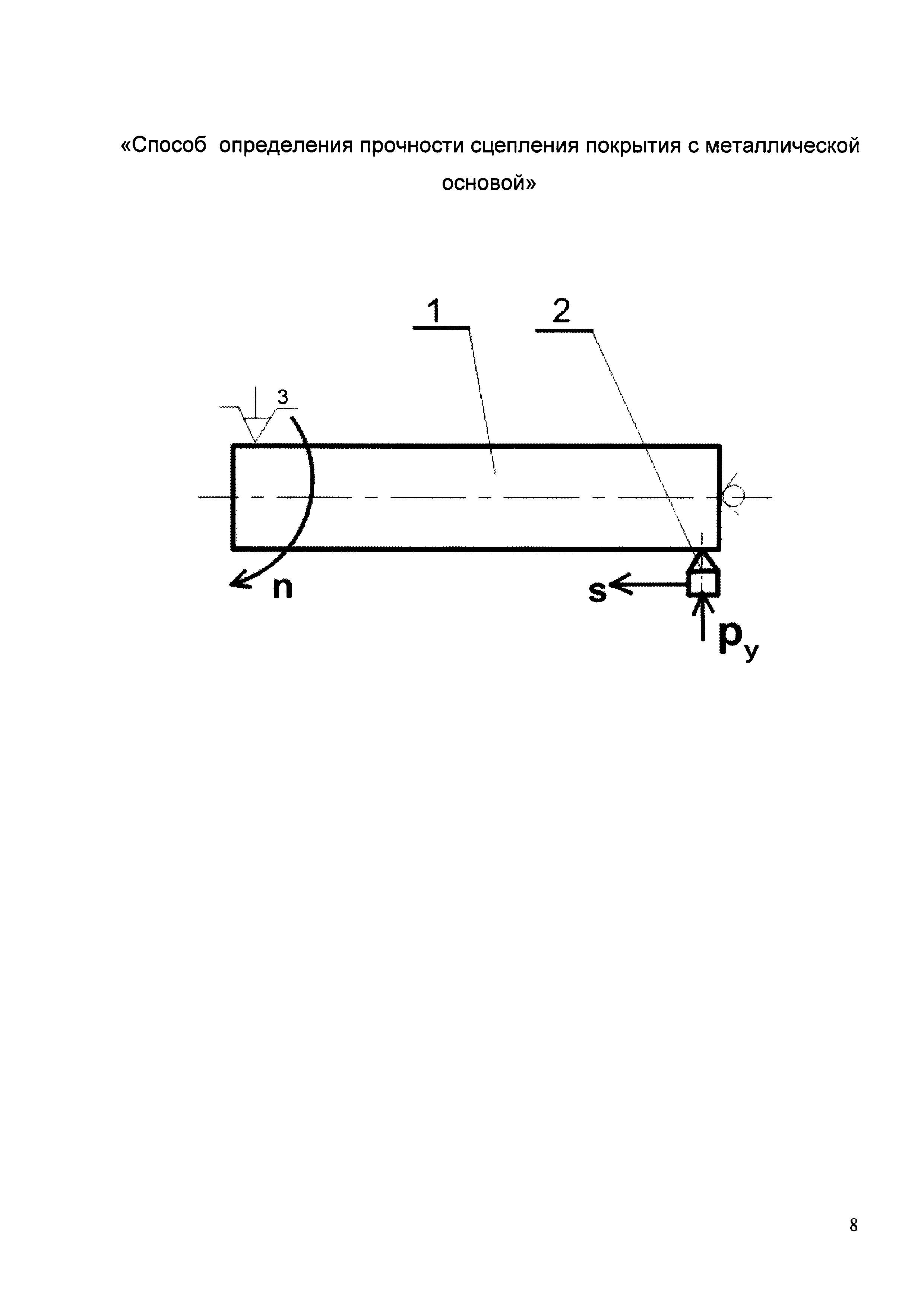
Штамп для формообразования изделий из листовых заготовок
Способ дефектоскопии теплозащитных и теплоизоляционных покрытий изделий
Ультразвуковой раздельно-совмещенный широкозахватный преобразователь
Способ получения эрозионностойких теплозащитных покрытий
Способ захолаживания бака с криогенным топливом при испытании ракетной установки
Способ вертикальной динамической балансировки изделия и устройство для его осуществления
Способ измерения момента инерции
Способ литья проволоки и установка для его осуществления
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек
Штамп для формообразования изделий из листовых заготовок
Способ дефектоскопии теплозащитных и теплоизоляционных покрытий изделий
Ультразвуковой раздельно-совмещенный широкозахватный преобразователь
Способ получения эрозионностойких теплозащитных покрытий
Способ захолаживания бака с криогенным топливом при испытании ракетной установки
Способ вертикальной динамической балансировки изделия и устройство для его осуществления
Способ измерения момента инерции
Способ литья проволоки и установка для его осуществления
Устройство для получения изделий послойным лазерным спеканием порошков
Способ изготовления оребренных обечаек

