Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ НАПРАВЛЕННОЙ КРИСТАЛЛИЗАЦИЕЙ КРУПНОРАЗМЕРНЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ
Вид РИД
Изобретение
Предлагаемое изобретение относится к литейному производству и может быть использовано для получения крупноразмерных отливок деталей из жаропрочных сплавов с направленной и монокристаллической структурой, например лопаток турбин газотурбинных двигателей.
Известны способы направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов в вакууме с использованием водоохлаждаемого, преимущественно медного, кристаллизатора, на который установлена и закреплена керамическая форма с открытой донной частью (патенты США на изобретения №3532155, МПК B22D 27/04, дата публ. 06.10.1970 и №3700023 МПК B22D 27/04, дата публ. 24.10.1972; патент ЕР на изобретение №0127552, МПК B22D 27/04, дата публ. 05.12.1984).
Недостатками таких способов (использован метод Бриджмана) является сложность крепления крупногабаритной формы с открытой донной частью непосредственно на холодильник из-за возможности протекания расплава через зоны недостаточно плотного контакта. Кроме того, при этом способе невозможно получить крупноразмерные отливки и отливки с одинаковой структурой и свойствами по всему объему из-за снижения температурного градиента при увеличении расстояния от холодильника. Одновременно следует указать, что увеличение размера отливки приводит к возрастанию гидростатических и гидродинамических нагрузок на стенки керамической литейной формы. Для обеспечения прочности формы требуется увеличение толщины стенки, что увеличивает тепловое сопротивление и снижает температурный градиент.
Известны способы направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов, в которых зона охлаждения выполнена в виде емкости с расплавом легкоплавкого материала с высокой теплопроводностью. Керамическую форму после заливки расплава погружают в охлаждающую емкость с жидкометаллическим охладителем (патенты США на изобретения №3763926, МПК B22D 27/04, дата публ. 09.10.1973 и №3915761, МПК B22D 27/04, дата публ.28.10.1975, патент РФ на изобретение №2146184, МПК B22D 27/04, дата публ. 10.03.2000).
Недостатком таких способов является, как указывалось выше, невозможность получения крупногабаритных отливок с совершенной направленной и монокристаллической структурой из-за повышения гидростатических и гидродинамических нагрузок на стенки керамической литейной формы при увеличении размера отливки, что приводит к необходимости увеличения толщины формы и, как следствие, снижению температурного градиента. Кроме того, конструкция устройства не обеспечивает получение крупногабаритных отливок с совершенной направленной и монокристаллической структурой по всей высоте из-за небольших размеров жидкометаллического кристаллизатора. Требуется значительное изменение существующей установок, связанное с необходимостью создания глубоких и достаточно объемных охлаждающих емкостей.
Наиболее близким по технической сущности к предлагаемому и принятому за прототип является способ направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов, при котором нагретый до температуры выше температуры ликвидуса сплава отливки керамический литейный комплект, содержащий по меньшей мере одну тонкостенную форму с затравкой в верхней части, погружают через слой теплоизолирующего экрана в подогреваемую разгрузочную емкость с расплавленным металлом и по мере погружения заполняют комплект сплавом отливки, заполнение и погружение комплекта завершают при контакте сплава отливки с затравкой, после чего комплект извлекают из разгрузочной емкости, при этом над поверхностью экрана его охлаждают потоком инертного газа (D Ma, Нао Lu and A  , Experimental Trials of the Thin Shell Casting (TSC) Technology for Directional Solidification. The 3rd International Conference on Advances in Solidification Processes. IOP Publishing, IOP Conf. Series: Materials Science and Engineering 27 (2011) 012036).
, Experimental Trials of the Thin Shell Casting (TSC) Technology for Directional Solidification. The 3rd International Conference on Advances in Solidification Processes. IOP Publishing, IOP Conf. Series: Materials Science and Engineering 27 (2011) 012036).
Разгрузочная емкость с перегретым расплавленным металлом - сплавом отливки покрыта насыпным теплоизолирующим экраном. Тонкостенный (толщина стенки порядка 1 мм) керамический литейный комплект содержит по меньшей мере одну тонкостенную форму с затравкой в верхней части, форма с прикрепленным в верхней части водоохлаждаемым холодильником-кристаллизатором медленно погружается в разгрузочную емкость с расплавленным металлом. Форма закрыта снизу заглушкой, которая плавится при контакте с расплавленным металлом и предотвращает попадание фрагментов насыпного экрана внутрь формы при погружении. Заглушка выполнена из того же металла, что и сплав отливки. Керамический литейный комплект погружают в расплав до заполнения формы (до контакта расплава с холодильником-кристаллизатором). При этом в зоне контакта расплав начинает кристаллизоваться. Медленное вытягивание вверх модельного комплекта через насыпной экран приводит к перемещению фронта кристаллизации вниз относительно литейной формы. Обдув холодным инертным газом формы, вытянутой над экраном, позволяет обеспечить интенсивный отвод тепла и высокий градиент температуры на фронте кристаллизации.
Одним из недостатков этого способа является то, что наличие временной металлической заглушки из сплава отливки приводит к ситуации, когда при контакте с металлом она расплавляется, но до расплавления заглушка нагревается и расширяется, что в свою очередь вызывает растрескивание формы.
Длительность процесса, большая площадь контакта расплава с поверхностью разгрузочной емкости и насыпного экрана приводит к частичному растворению материала емкости и экрана в расплаве (в первую очередь, кремния, оказывающего резко отрицательное влияние на свойства сплавов) и, как следствие, загрязнению и изменению химического состава материала отливки.
Кроме того, существенным недостатком прототипа является использование разгрузочной емкости в качестве места нахождения большого количества расплава отливки, что приводит к неэкономному использованию современного дорогостоящего жаропрочного суперсплава, его загрязнению веществом насыпного экрана и продуктами химического взаимодействия сплава со стенками разгрузочной емкости. Это препятствует их повторному использованию.
Технической задачей изобретения является создание способа направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов, обеспечивающего получение отливок большого размера и веса с использованием тонкостенных литейных форм, исключающего их растрескивание и загрязнение сплава отливки, а также обеспечение экономного расходования дорогостоящего шихтового материала, что особенно актуально для современных монокристаллических жаропрочных сплавов II-V поколений, содержащих остродефицитный и крайне дорогой рений, а также элемент платиновой группы рутений, отличающийся высокой стоимостью.
Техническим результатом изобретения является повышение качества крупноразмерных отливок за счет предотвращения растрескивания керамических форм и загрязнения сплава отливки, а также создание условий для обеспечения экономного расходования дорогостоящего жаропрочного сплава отливки.
Подогрев стояка литниковой питательной системы обеспечивает поддержание сплава отливки в жидком состоянии во всей литниковой питательной системе, благодаря чему давления внутри формы и разгрузочной емкости сохраняются равными во время всего процесса кристаллизации, что исключает растрескивание формы.
Кроме того, отсутствие контакта сплава отливки с расплавленным металлом в разгрузочной емкости полностью исключает возможность попадания в форму частичек насыпного экрана, а также загрязнение сплава отливки металлом разгрузочной емкости, благодаря чему отсутствует необходимость во временной заглушке, что также исключает растрескивание формы.
Погружение керамического литейного комплекта с системой заливки сверху через литниково-питательную систему позволяет использовать в качестве расплава для разгрузочной емкости дешевый металл, близкий по плотности к сплаву отливки, что существенно экономит расход дорогостоящего жаропрочного сплава.
Технический результат достигается тем, что в способе направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов, при котором нагретый до температуры выше температуры ликвидуса сплава отливки керамический литейный комплект, содержащий по меньшей мере одну тонкостенную форму с затравкой в верхней части, погружают через слой теплоизолирующего экрана в подогреваемую разгрузочную емкость с расплавленным металлом и по мере погружения заполняют комплект сплавом отливки, заполнение и погружение комплекта завершают при контакте сплава отливки с затравкой, после чего комплект извлекают из разгрузочной емкости, при этом над поверхностью экрана его охлаждают потоком инертного газа, в отличие от известного литейный комплект выполнен в виде блок-формы, снабженной литниковой питательной системой, при этом сплав отливки заливают в блок-форму через стояк литниковой питательной системы, а разгрузочную емкость заполняют расплавленным металлом, близким по плотности к сплаву отливки, блок-форму погружают в разгрузочную емкость на глубину, обеспечивающую одинаковый уровень сплава отливки в форме и расплавленного металла в емкости, а в процессе извлечения блок-формы из разгрузочной емкости стояк литниковой питательной системы подогревают.
Изобретение поясняется чертежами, на которых изображены:
фиг. 1 - блок-форма с тонкостенными керамическими формами;
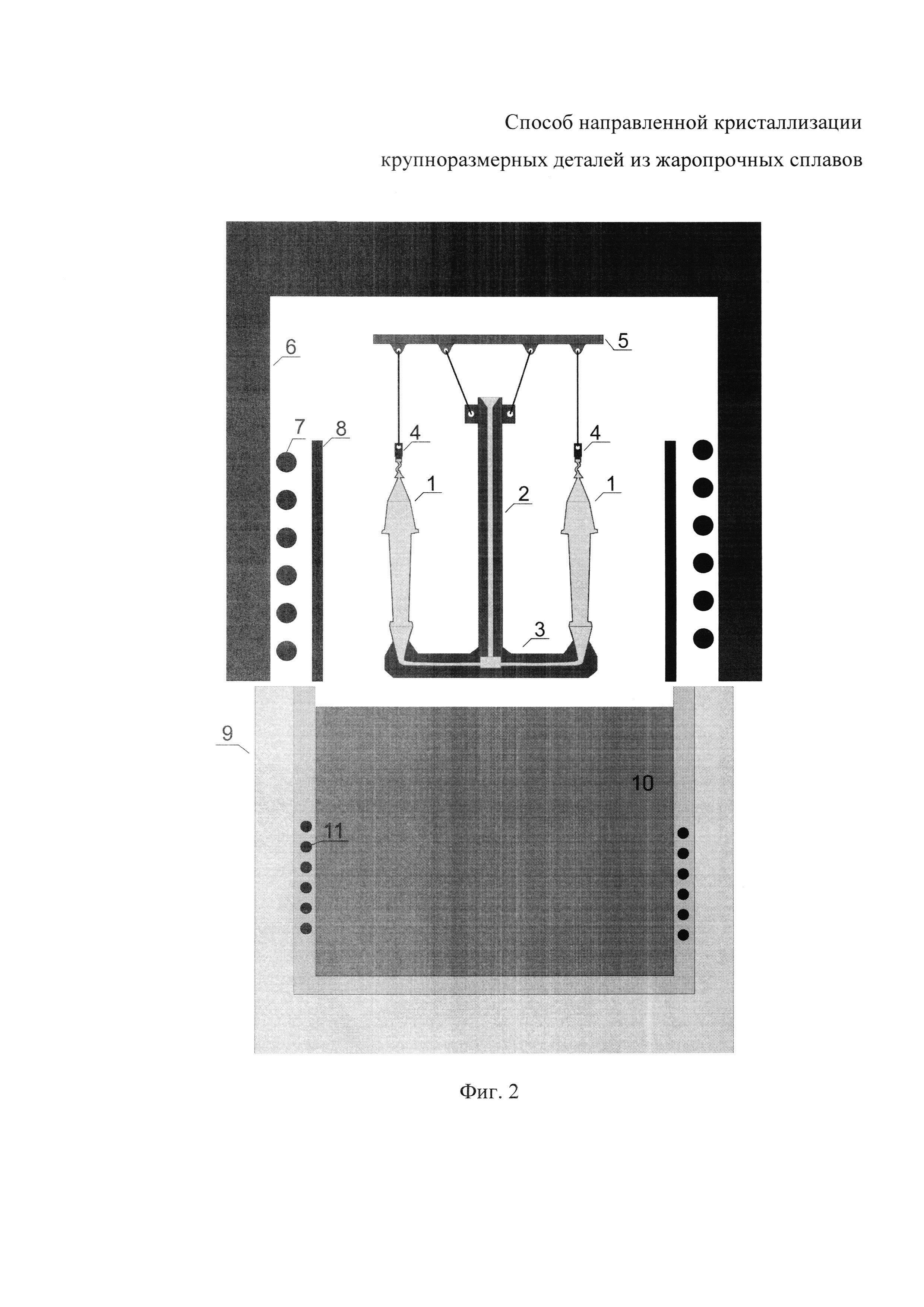
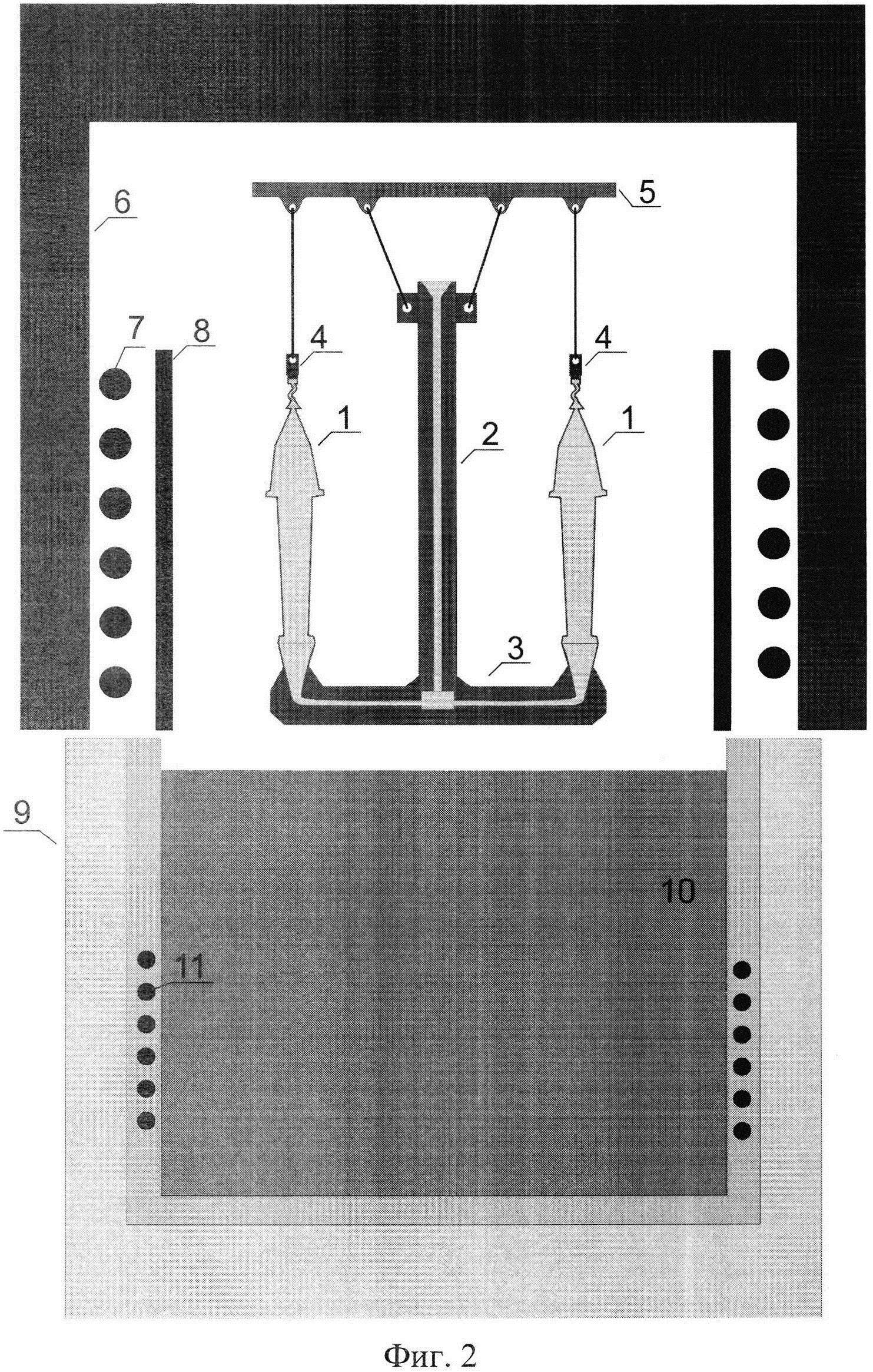
фиг. 2 - устройство для направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов перед началом работы;
фиг. 3 - устройство при заливке сплава отливки и погружении блок-формы в разгрузочную емкость;
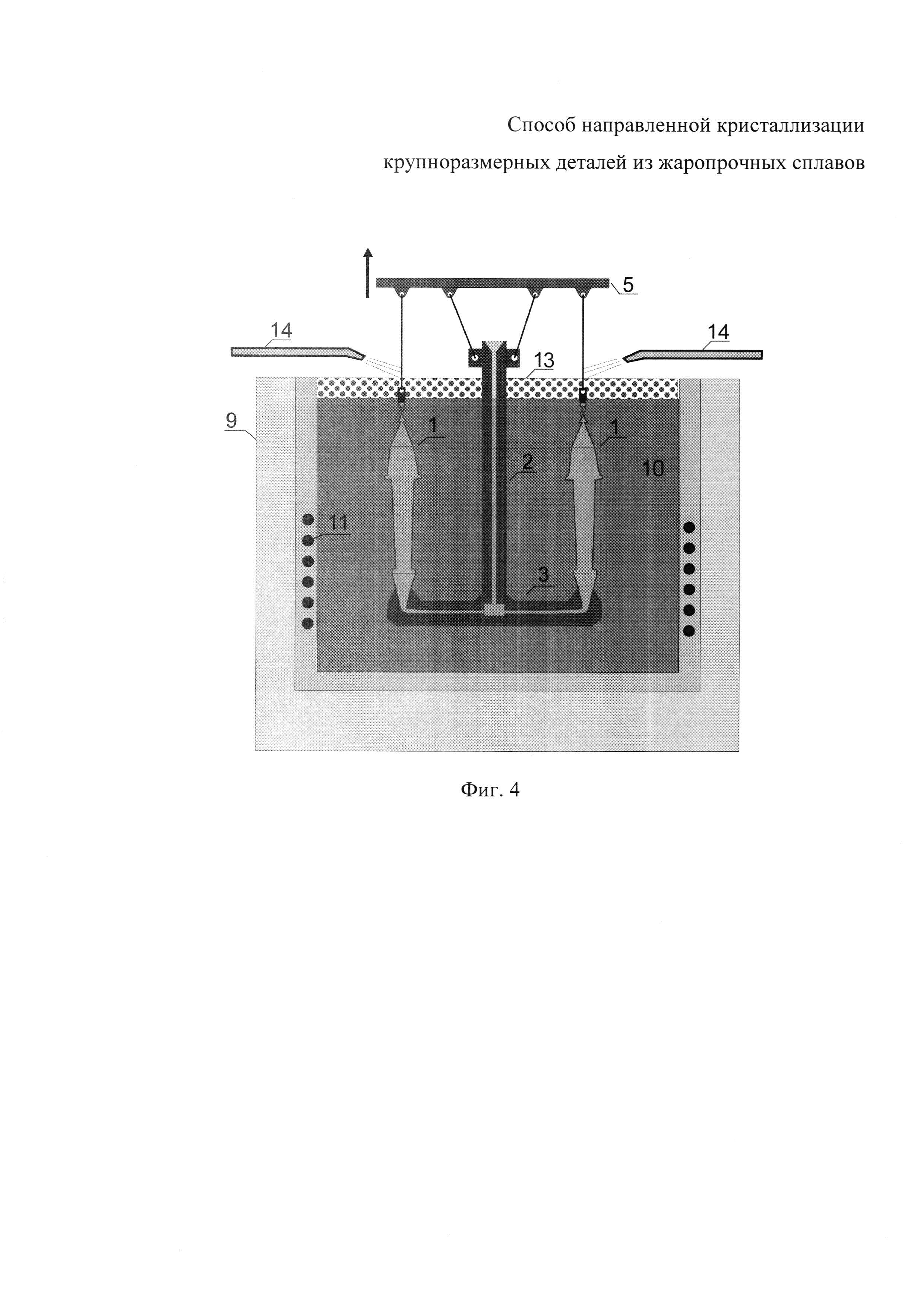
фиг. 4 - устройство в начале вытягивания блок-формы из разгрузочной емкости;
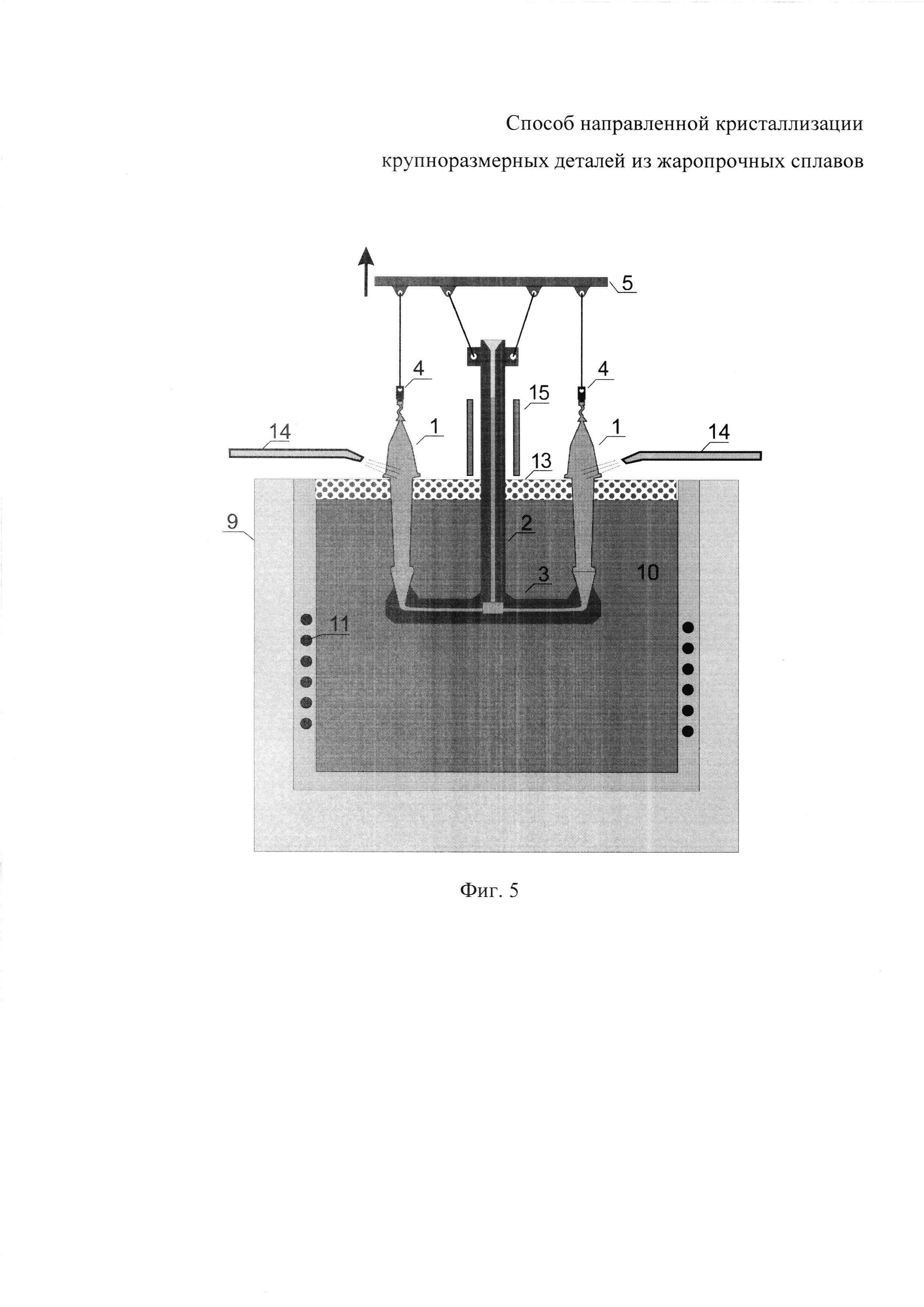
фиг. 5 - устройство в процессе вытягивания блок-формы из разгрузочной емкости.
Для осуществления заявляемого способа направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов предложено устройство, включающее блок-форму (фиг. 1), содержащую литниковую питательную систему и по меньшей мере одну тонкостенную керамическую форму 1. Литниковая система, содержит стояк 2, соединенный через коллектор 3 с керамической формой 1. В отличие от тонкостенной формы стояк и коллектор имеют достаточно толстую керамическую оболочку, необходимую для обеспечения прочности конструкции.
Форма 1 выполнена замкнутой в донной части. Верхняя часть тонкостенной формы включает коническую стартовую полость, полость кристаллоотборника в виде геликоида и монокристаллическую затравку 4 из тугоплавкого сплава, например вольфрама, с охлаждающим стержнем. В стержне предусмотрено отверстие для стравливания газа, вытесняемого из тонкостенной формы сплавом отливки при ее заполнении. Соединения коллектора с тонкостенной формой и стояком герметичны.
Блок-форма с затравками подвешена к платформе 5 (фиг. 2). Платформа 5 выполнена с возможностью вертикального перемещения. Механизм перемещения платформы выполнен, например, в виде телескопического или винтового подъемника (не показан).
Блок-форма установлена в печи подогрева 6, снабженной нагревательными элементами 7 для предварительного разогрева блок-формы. Для обеспечения равномерного радиационного нагрева блок-формы печь дополнительно может быть оборудована тепловым экраном 8.
Под печью подогрева 6 расположена разгрузочная емкость 9 с расплавленным металлом 10, близким по плотности к сплаву отливки. Разгрузочная емкость 9 снабжена нагревательным элементом 11, например индуктором.
Устройство снабжено воронкой 12 для заливки сплава отливки в блок-форму (фиг. 3).
На поверхности расплавленного металла 10 в емкости 9 расположен теплоизолирующий экран 13, например насыпной, выполненный в виде керамических шариков или керамического порошка (фиг. 4).
Над разгрузочной емкостью 9 (фиг. 5) расположены трубопроводы 14, выполняющие обдув вытягиваемой вверх блок-формы холодным инертным газом. Также над разгрузочной емкостью 9 расположены дополнительные нагреватели 15 для подогрева стояка 2.
Способ осуществляют следующим образом.
Заливают сплав отливки в блок-форму (фиг. 1) сверху через стояк 2 литниковой питательной системы в среде инертного газа при атмосферном давлении или в вакууме. Для предотвращения растрескивания керамической блок-формы перед началом заливки и в процессе заливки ее непрерывно подогревают в печи подогрева 6 (фиг. 2). Тонкостенная керамическая форма 1 заполняется снизу вверх, при этом давление сплава внутри формы компенсируется давлением расплавленного металла в разгрузочной емкости 9. Форма заполняется полностью до контакта с затравкой 4, при этом в зоне контакта сплав мгновенно кристаллизуется.
По мере заполнения блок-формы ее медленно погружают через слой теплоизолирующего экрана 13 в разгрузочную емкость 9 с расплавленным металлом 10 (фиг. 3). Разгрузочная емкость заполнена недорогим расплавленным металлом 10, имеющим плотность, близкую к плотности сплава отливки. Использование в емкости недорогого сплава сокращает расход дорогостоящего жаропрочного сплава отливки.
Для предотвращения застывания расплавленного металла в разгрузочной емкости ее непрерывно подогревают - поддерживают заданную температуру расплавленного металла, превышающую температуру ликвидуса жаропрочного сплава отливки на 80÷100°C, для предотвращения растрескивания формы от резкого перепада температур. Сплав отливки сохраняется в форме в жидком состоянии за счет его подогрева расплавленным металлом в разгрузочной емкости.
Погружение блок-формы в разгрузочную емкость выполняют на глубину, обеспечивающую одинаковый уровень сплава отливки в форме 1 и расплавленного металла в емкости 9, что обеспечивает отсутствие гидростатических сил на тонкостенной литейной форме. Заполнение и погружение блок-формы завершают при контакте заливаемого сплава отливки с затравкой. После этого подогрев блок-формы отключают (фиг. 4).
Включают обдув холодным инертным газом и начинают подъем платформы вместе с закрепленной на ней блок-формой (фиг. 5). Первичная кристаллизация сплава начинается на месте контакта с охлаждаемым газом затравки из тугоплавкого сплава. По мере перемещения вверх блок-формы фронт кристаллизации перемещается вниз относительно формы, оставаясь в районе теплоизолирующего экрана 13. Ниже фронта кристаллизации сплав остается в жидком состоянии.
Замкнутая конструкция формы (выплавляемая пробка, как в прототипе, отсутствует) позволяет исключить контакт металла отливки с расплавленным металлом в разгрузочной емкости. В связи с тем, что в процессе кристаллизации объем металла уменьшается, а блок-форма (стояк с системой питателей и формами) представляет собой сообщающиеся сосуды и при извлечении блок-формы из горячей зоны одновременно извлекается и стояк, то он также должен закристаллизоваться. В этом случае расплав в нижней части блок-формы (в коллекторе 3) окажется заперт, и при уменьшении объема в процессе его дальнейшей кристаллизации давление снаружи тонкостенной формы превысит внутреннее и тонкая оболочка формы разрушится. Для исключения этого стояк блок-формы при извлечении из разгрузочной емкости подогревают нагревательным элементом 15, тогда сплав отливки в стояке находится в жидком состоянии и подпитывает тонкостенную форму, в результате чего давление в блок-форме и в разгрузочной емкости выравнивается.
После завершения кристаллизации отливки блок-форму охлаждают в атмосфере, разрушают тонкостенные формы и отрезают излишки сплава, которые потом переплавляют и используют для отливки новых деталей.
Для практического подтверждения технического результата предложенного способа были проведены следующие опыты. Выплавлена отливка модели лопатки из сплава ЖС32 по технологии LMC (жидкометаллического охлаждения) в печи УВНК8П. При этом изготовленная керамическая форма лопатки имела толщину 1 мм. Форма при опускании вниз в зону жидкометаллического охлаждения попадала в керамический тигель, заполненный этим же охладителем. При соприкосновении ее с охладителем она треснула и весь сплав вылился в тигель. Было проведено 3 опыта и все они закончились одинаково. Учитывая, что в установках УВНК-8П существующий механизм перемещения формы обеспечивает как ее опускание, так и подъем, была изготовлена керамическая форма лопатки тех же размеров и той же толщины стенок, к которой снизу была прикреплена литниковая труба, выходящая вертикально вверх и завершающаяся керамической чашей.
Перевернутая П-образная конструкция, заканчивающаяся с одной стороны чашей, а с другой - формой, крепилась на подъемном устройстве печи УВНК-8П. При этом чаша с порционной мерной заготовкой сплава ЖС32 перемещалась внутрь нагревателя, а нижняя часть вместе с формой - в обогреваемый тигель, заполненный сплавом 3H435+W, плотность которого составляла 8,8 г/см3. К верхней части обогреваемого тигля были прикреплены трубки для обдува аргоном и обеспечения охлаждения формы в месте выхода ее из жидкого сплава 3H453+W, который имел температуру 1600°C. В процессе нагрева чаши с порционной мерной заготовкой при достижении в ней температуры 1450°C перевернутая П-образная конструкция опускалась в обогреваемый тигель до полного погружения формы лопатки и после выдержки в течение 10 минут конструкция поднималась вверх, при этом форма обдувалась аргоном, имеющим температуру порядка 80-100°C. Было проведено несколько опытов - при этом форма не разрушилась, получившийся в результате кристаллизации материал характеризовался направленной столбчатой структурой.
Способ направленной кристаллизации крупноразмерных отливок из жаропрочных сплавов позволяет использовать тонкостенные формы, обладающие низкой прочностью, без их растрескивания, что обеспечивает возможность получения монокристаллических отливок высокого качества независимо от размера.
Использование в разгрузочной емкости недорогого сплава, имеющего плотность, близкую к плотности сплава отливки, сокращает расход дорогостоящего жаропрочного сплава на изготовление отливок.
Способ получения направленной кристаллизацией крупноразмерных отливок из жаропрочных сплавов, включающий нагрев до температуры выше температуры ликвидус жаропрочного сплава тонкостенной керамической формы с затравкой, расположенной в верхней части формы, погружение формы через слой теплоизолирующего экрана в подогреваемую разгрузочную емкость с расплавленным металлом и заполнение формы расплавом жаропрочного сплава по мере погружения до контакта расплава жаропрочного сплава с затравкой, извлечение формы из разгрузочной емкости и охлаждение формы над поверхностью экрана потоком инертного газа, отличающийся тем, что заполнение формы осуществляют через стояк и коллектор литниковой системы, а погружение формы осуществляют в разгрузочную емкость с расплавленным металлом, близким по плотности к жаропрочному сплаву отливки, на глубину, обеспечивающую одинаковый уровень расплава жаропрочного сплава отливки в форме и расплавленного металла в разгрузочной емкости, при этом в процессе извлечения формы подогревают стояк литниковой системы.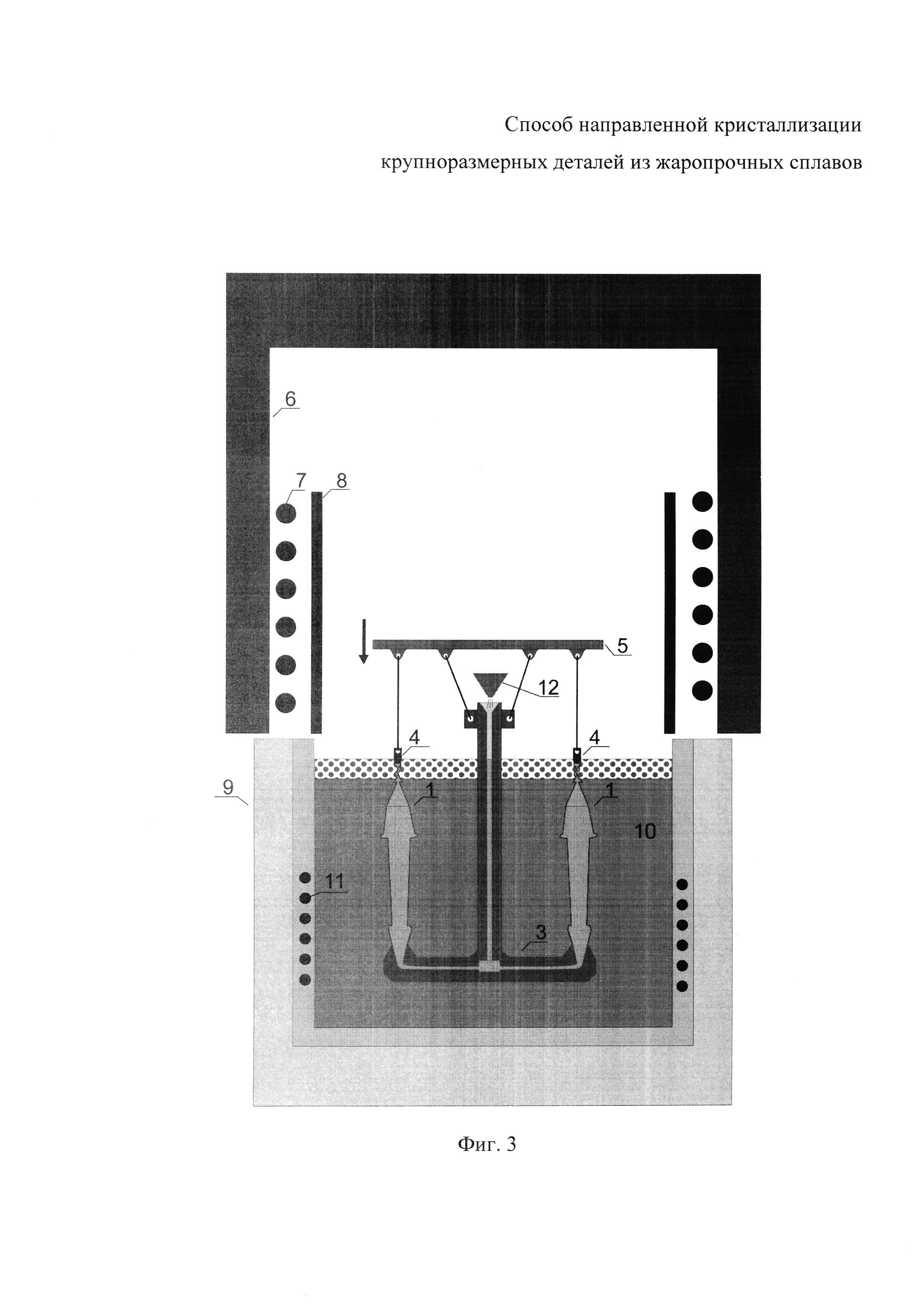

Узел соединения вала трансмиссии и вала ротора силовой турбины
Способ управления многорежимным многотопливным двигателем
Способ определения периодичности контроля деталей авиационного газотурбинного двигателя при эксплуатации по его техническому состоянию
Способ рентгеноструктурного контроля деталей газотурбинного двигателя
Способ круговой электрохимической обработки компрессорных лопаток газотурбинного двигателя
Способ рентгеноструктурного контроля деталей газотурбинного двигателя
Литейный никелевый сплав с повышенной жаропрочностью и стойкостью к сульфидной коррозии
Литейный жаропрочный сплав на основе никеля
Выносная камера сгорания
Комбинированная радиальная опора
Узел соединения вала трансмиссии и вала ротора силовой турбины
Способ управления многорежимным многотопливным двигателем
Способ определения периодичности контроля деталей авиационного газотурбинного двигателя при эксплуатации по его техническому состоянию
Способ рентгеноструктурного контроля деталей газотурбинного двигателя
Способ круговой электрохимической обработки компрессорных лопаток газотурбинного двигателя
Способ рентгеноструктурного контроля деталей газотурбинного двигателя
Литейный никелевый сплав с повышенной жаропрочностью и стойкостью к сульфидной коррозии
Литейный жаропрочный сплав на основе никеля
Выносная камера сгорания
Комбинированная радиальная опора

