Результат интеллектуальной деятельности: СПОСОБ ГИДРОМЕХАНИЧЕСКОГО ПРЕССОВАНИЯ ПРУТКОВЫХ ИЗДЕЛИЙ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и предназначено для производства осесимметричных прутковых изделий гидромеханическим прессованием.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ гидромеханического прессования прутковых изделий, заключающийся в выдавливании помещенной в контейнер осесимметричной прутковой заготовки через коническую матрицу воздействием на задний конец заготовки пуансоном с необходимым усилием (см. Известия вузов. Цветная металлургия, 2015, №5, с. 45). Данный способ принят за прототип.
Признаки прототипа, совпадающие с признаками заявляемого решения, - способ гидромеханического прессования прутковых изделий, заключающийся в выдавливании осесимметричной прутковой заготовки, помещенной в контейнер, через коническую матрицу воздействием на задний конец заготовки пуансоном усилием Р.
Недостатком известного способа, принятого за прототип, является то, что он не регламентирует соотношение длины заготовки с ее диаметром при заданном обжатии и технологических параметрах пластической деформации. Известно, что, воздействуя на заготовку осевым усилием, возможна потеря устойчивости заготовки, что вызовет нарушение симметрии деформации в матрице, нарушение прямолинейности изделия на выходе из матрицы, появление асимметричных остаточных напряжений в изделии, снижение качества по прямолинейности, необходимость правки изделий после прессования.
Задачей изобретения является определение предельных соотношений длины и диаметра заготовки из условий сохранения устойчивости заготовки при воздействии осевого усилия с учетом технологических параметров процесса пластического деформирования.
Поставленная задача была решена за счет того, что в известном способе гидромеханического прессования прутковых изделий, заключающемся в выдавливании осесимметричной прутковой заготовки, помещенной в контейнер, через коническую матрицу воздействием на задний конец заготовки пуансоном усилием Р, предельное соотношение длины  и диаметра заготовки d0 определяют из условия сохранения устойчивости заготовки по формуле:
и диаметра заготовки d0 определяют из условия сохранения устойчивости заготовки по формуле:

где Ε - модуль упругости материала заготовки, МПа;
σs - сопротивление деформации прессуемого материала, МПа;
 - вытяжка при прессовании;
- вытяжка при прессовании;
d0,d1 - диаметр заготовки и диаметр изделия после прессования соответственно, мм;
αм - угол наклона образующей матрицы к оси прессования, град;
ƒ - коэффициент трения в очаге деформации.
Признаки предлагаемого способа, отличительные от прототипа, - определение предельного соотношения длины и диаметра заготовки в зависимости от технологических параметров процесса пластического деформирования.
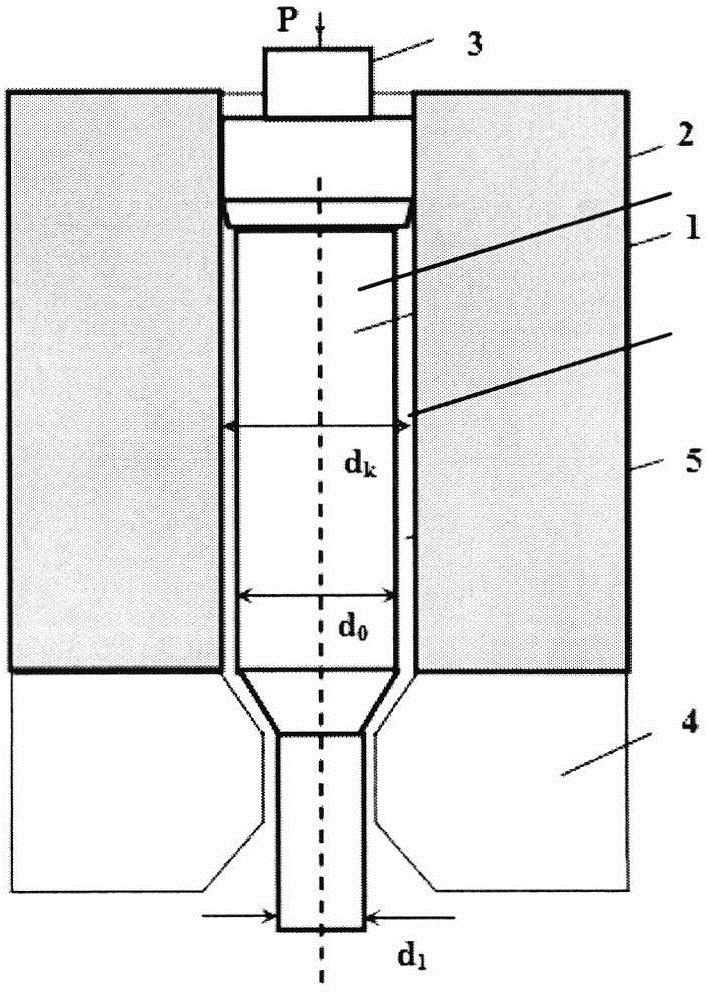
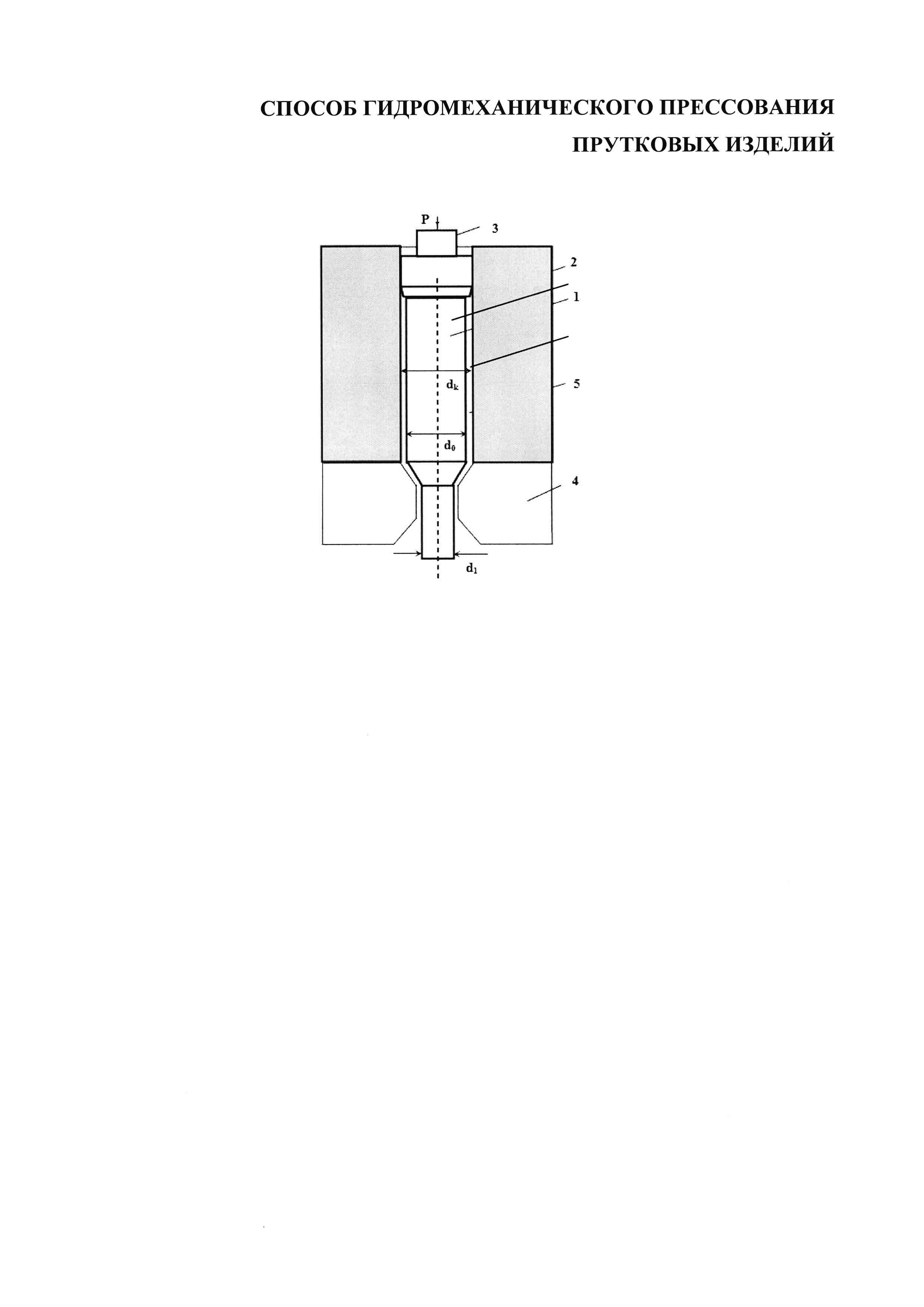
На чертеже приведена схема гидромеханического прессования.
Прутковую заготовку 1 с исходным диаметром d0 помещают в контейнер 2 диаметром dк и прессуют с помощью пуансона 3 через коническую матрицу 4 до диаметра d1 усилием Р. Зазор 5 между заготовкой 1 и контейнером 2 заполняют рабочей средой, выполняющей и роль смазки.
Основными параметрами, определяющими энергосиловые характеристики гидромеханического прессования, являются усилие прессования, коэффициенты вытяжки и трения в очаге деформации, угол наклона образующей матрицы к оси прессования, сопротивление деформации обрабатываемого материала.
Полное усилие прессования Ρ приводится при этом к среднему напряжению прессования σпр:

где  - площадь сечения исходной заготовки.
- площадь сечения исходной заготовки.
Основными составляющими напряжения прессования являются: напряжение, затрачиваемое на пластическую деформацию, и напряжение на преодоление сил трения в очаге деформирования в рабочем корпусе матрицы.
Напряжение, затрачиваемое на пластическую деформацию, определяется по формуле (см. Перлин И.Л., Райтбарг Л.Х. Теория прессования металлов. - М.: Металлургия. 1964. - 344 с.):

где σs - сопротивление деформации прессуемого материала;
ε - степень деформации при прессовании.
Средняя по сечению степень деформации в коническом инструменте определяется коэффициентом вытяжки и дополнительными деформациями сдвига на входе в конический инструмент и выходе из него (см. Колмогоров Г.Л. Гидродинамическая смазка при обработке металлов давлением. М.: Металлургия. 1986. - 168 с.):

где  - вытяжка при прессовании;
- вытяжка при прессовании;
αм - угол наклона образующей матрицы к оси прессования.
Для усредненного значения сопротивления деформации обрабатываемого материала напряжение пластического деформирования (3) с учетом (4) будет равно:

В свою очередь проекция результирующей силы трения на ось прессования для конической поверхности матрицы равна:

где τм - среднее касательное напряжение трения на контакте заготовка - матрица;
ƒ - коэффициент трения в очаге деформации;
Fм - площадь контактной поверхности конической части матрицы. Определив Fм из геометрических соотношений получим:

Составляющая напряжения от сил трения при этом равна:

В итоге среднее напряжение гидромеханического прессования с учетом соотношений (5) и (8) примет следующий вид:

Расчеты по формуле (9) свидетельствуют о том, что с увеличением вытяжки напряжение прессования возрастает. С увеличением угла αм напряжение прессования также возрастает. При увеличении вытяжки λ возникает опасность потери устойчивости заготовки под действием сжимающего усилия Р. Потеря устойчивости приведет к искривлению заготовки до поступления в матрицу, что вызовет нарушение симметрии деформации в матрице, нарушение прямолинейности изделия на выходе из матрицы, появление асимметричных остаточных напряжений в изделии, снижение качества изделия по прямолинейности.
Критическое усилие, приводящее к потере устойчивости, определяется формулой Эйлера (см. Биргер И.А., Мавлютев P.P. Сопротивление материалов. Учебное пособие. - Киев.: Наукова Думка. 1986):

где Ε - модуль упругости материала заготовки;
Υ - момент инерции сечения заготовки;
 - начальная длина заготовки. Для заготовки круглого поперечного сечения момент инерции равен:
- начальная длина заготовки. Для заготовки круглого поперечного сечения момент инерции равен:

что после подстановки в уравнение (10) даст критическое напряжение, соответствующее критическому напряжению, приводящее к потере устойчивости заготовки:

Из этого соотношения следует критическое соотношение размеров заготовки:

Потеря устойчивости заготовки в начальный момент гидромеханического прессования произойдет в случае достижения напряжения прессования σтр величины σкр.
После подстановки соотношения (9) в условие потери устойчивости (13) получим предельную относительную длину применяемой заготовки, превышение которой будет сопровождаться потерей устойчивости применяемой заготовки: 
При известных технологических параметрах гидромеханического прессования по формуле (1) определяется предельная относительная длина применяемой заготовки.
Пример конкретной реализации
Прессованию подвергли медную заготовку с d0=20 мм на диаметр d1=8,5 мм, коэффициент вытяжки при этом λ=5. Угол αм=20 град, ƒ=0,1 модуль упругости для меди Ε=1⋅105 МПа, σs=350 МПа.
По формуле (1) получили предельное значение  , что составило для d0=20 мм предельное
, что составило для d0=20 мм предельное  .
.
При использовании заготовки длиной 300 мм произошла потеря устойчивости заготовки, в результате которой на выходе из матрицы изделие имело криволинейную форму.






Программируемое логическое устройство
Программируемое логическое устройство
Измельчитель полимерных материалов
Система очистки сточных вод
Блок отклонения системы управления буровым устройством
Ингибитор коррозии чугуна в средах, содержащих серную кислоту и хлор
Статор двухфазного асинхронного электрического двигателя
Оправка для изготовления сетчатых изделий из композиционных материалов
Устройство для измерения освещенности улично-дорожной сети
Способ исследования нефтедобывающей скважины
Способ производства прутковых и проволочных металлоизделий
Способ производства трубных изделий
Способ формирования сжимающих остаточных напряжений при дробеструйной обработке деталей
Способ производства трубных металлоизделий тепловыделяющих элементов атомных реакторов

