Результат интеллектуальной деятельности: СПОСОБ КОМПЕНСАЦИИ ОТКЛОНЕНИЙ ПРИ ИЗГОТОВЛЕНИИ ТРУБ С СОЕДИНЕНИЯМИ
Вид РИД
Изобретение
Изобретение относится к машиностроению, в частности к технологии изготовления и монтажа труб различного назначения, например судовых.
Известен способ компенсации отклонений при изготовлении труб с соединениями - установка соединений перпендикулярно оси трубы с использованием типовых приспособлений (см. ОСТ 5.95057-90 «Системы судовые и системы судовых энергетических установок. Типовой технологический процесс изготовления и монтажа трубопроводов», cтp.79).
Однако данный способ обладает недостатками, не компенсируется влияние погрешностей изготовления на отклонения координатных размеров труб.
Наиболее близким по сути решением является способ, который включает в себя установку соединений с использованием сборочного стенда, имитирующего плоскости координат для ориентации присоединительных поверхностей соединений (см. РД 5Р.0005-93 «Системы судовые и системы судовых энергетических установок. Требования к проектированию, изготовлению и монтажу труб по эскизам и чертежам с координатами трасс трубопроводов», стр.35). Недостатком этого способа является то, что несмотря на компенсацию угловых отклонений взаимного расположения соединений остаются не скомпенсированными линейные отклонения координатных размеров труб.
Техническая задача - разработка эффективного способа компенсации отклонений при изготовлении труб с соединениями, позволяющего компенсировать не только угловые, но и линейные отклонения в двух координатных направлениях.
Технический результат - повышение точности изготовления и монтажа труб.
Он достигается тем, что в способе компенсации отклонений при изготовлении труб с соединениями, включающем установку соединений с использованием сборочного стенда, имитирующего плоскости координат для ориентации присоединительных поверхностей соединений, осуществляют на стенде поворот трубы в первом соединении до совпадения центра торца трубы с осью одного из координатных направлений второго соединения и передвигают второе соединение в выбранном координатном направлении до совмещения с трубой для последующей сборки, при этом фактические размеры трубы отличаются от теоретических размеров только в одном координатном направлении на величину передвижения второго соединения.
Пример 1 осуществления способа.
При изготовлении труб фиксировали взаимное положение соединений, закрепляя их присоединительными поверхностями на плоскостях стенда, имитирующего плоскости координат. При необходимости, в зависимости от конфигурации трубы, для крепления использовали соответствующие приспособления или магнитные позиционеры (см. РД 5Р.0005-93 «Системы судовые и системы судовых энергетических установок. Требования к проектированию, изготовлению и монтажу труб по эскизам и чертежам с координатами трасс трубопроводов», стр.37, Горелик Б.А. Гибка труб судовых систем. - Л.: Судостроение, 1981, стр.81).
В первое соединение, закрепленное на одной из плоскостей стенда, устанавливали начальный участок трубы, который затем ориентировали параллельно двум другим плоскостям стенда. При этом противоположный концевой участок трубы, из-за погрешностей изготовления ее конфигурации, зачастую, не совпадал со вторым соединением. Чтобы устранить это несовпадение, поворачивали трубу в первом соединении до совпадения центра торца трубы с осью одного из координатных направлений второго соединения и передвигали второе соединение в выбранном координатном направлении до совмещения с трубой для сборки. Повороты и передвижения осуществляли вручную или с использованием возможностей сборочного стенда. Конструкция соединений охватывала большой спектр - это все виды приварных соединений (штуцерные, фланцевые).
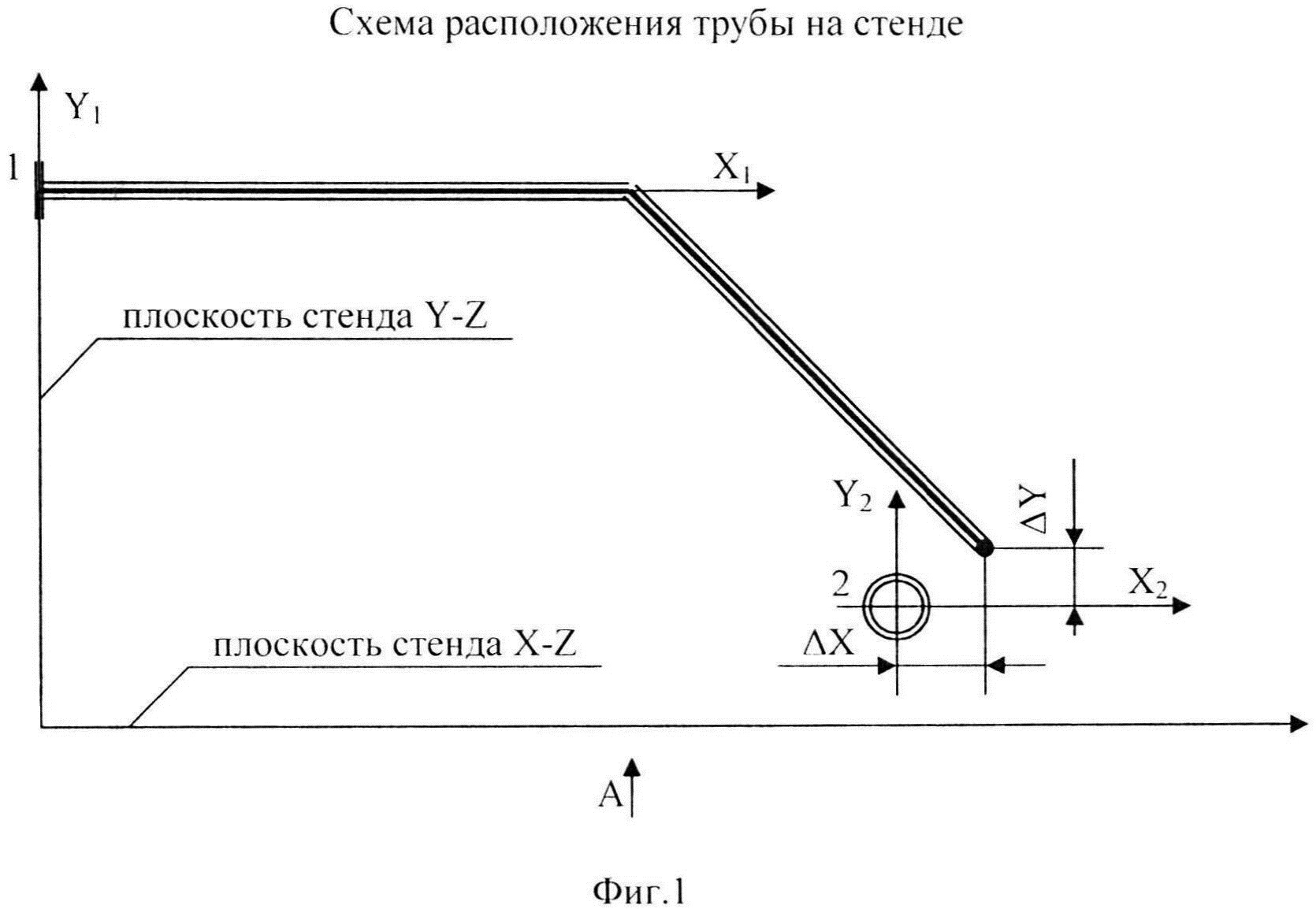
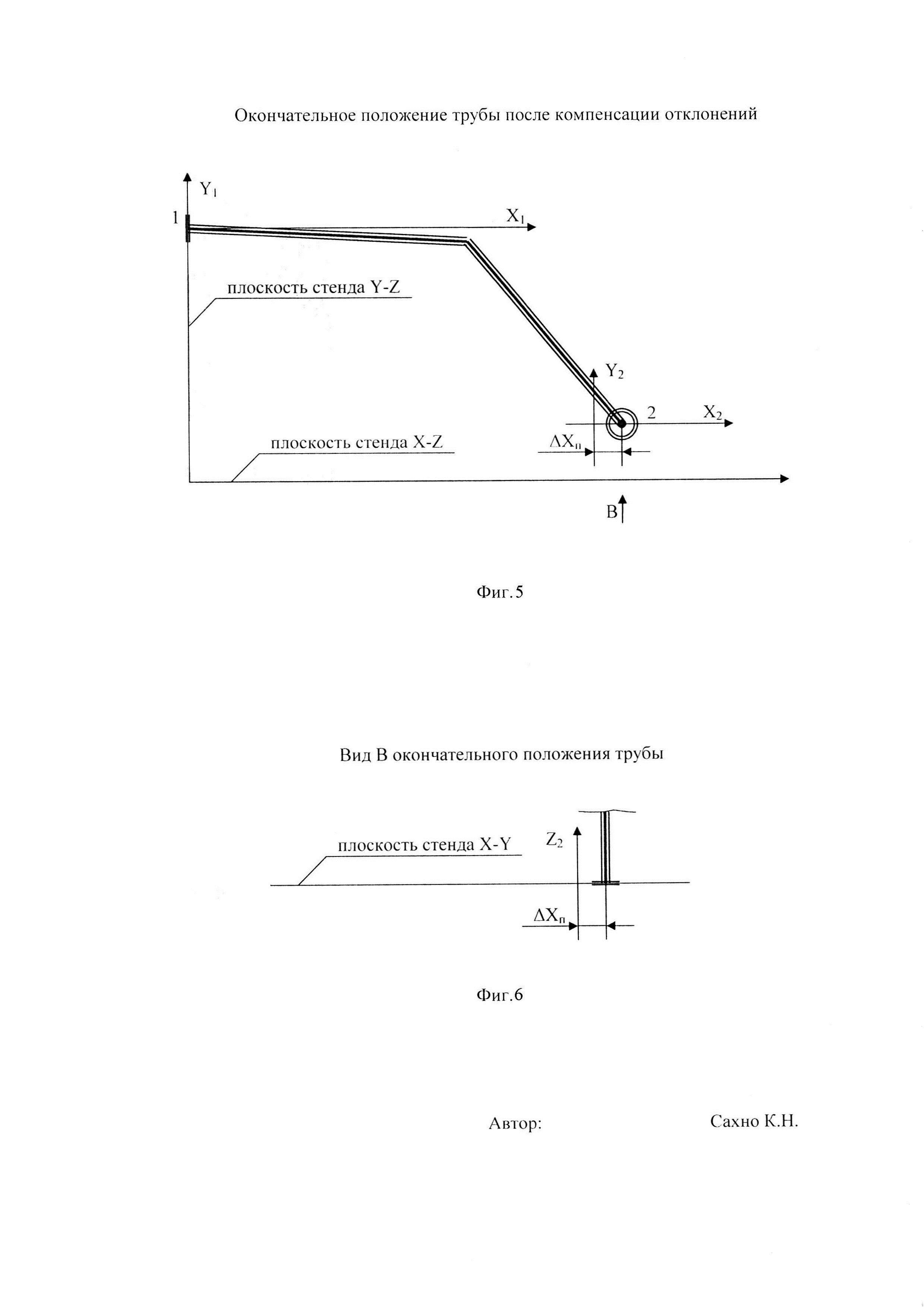
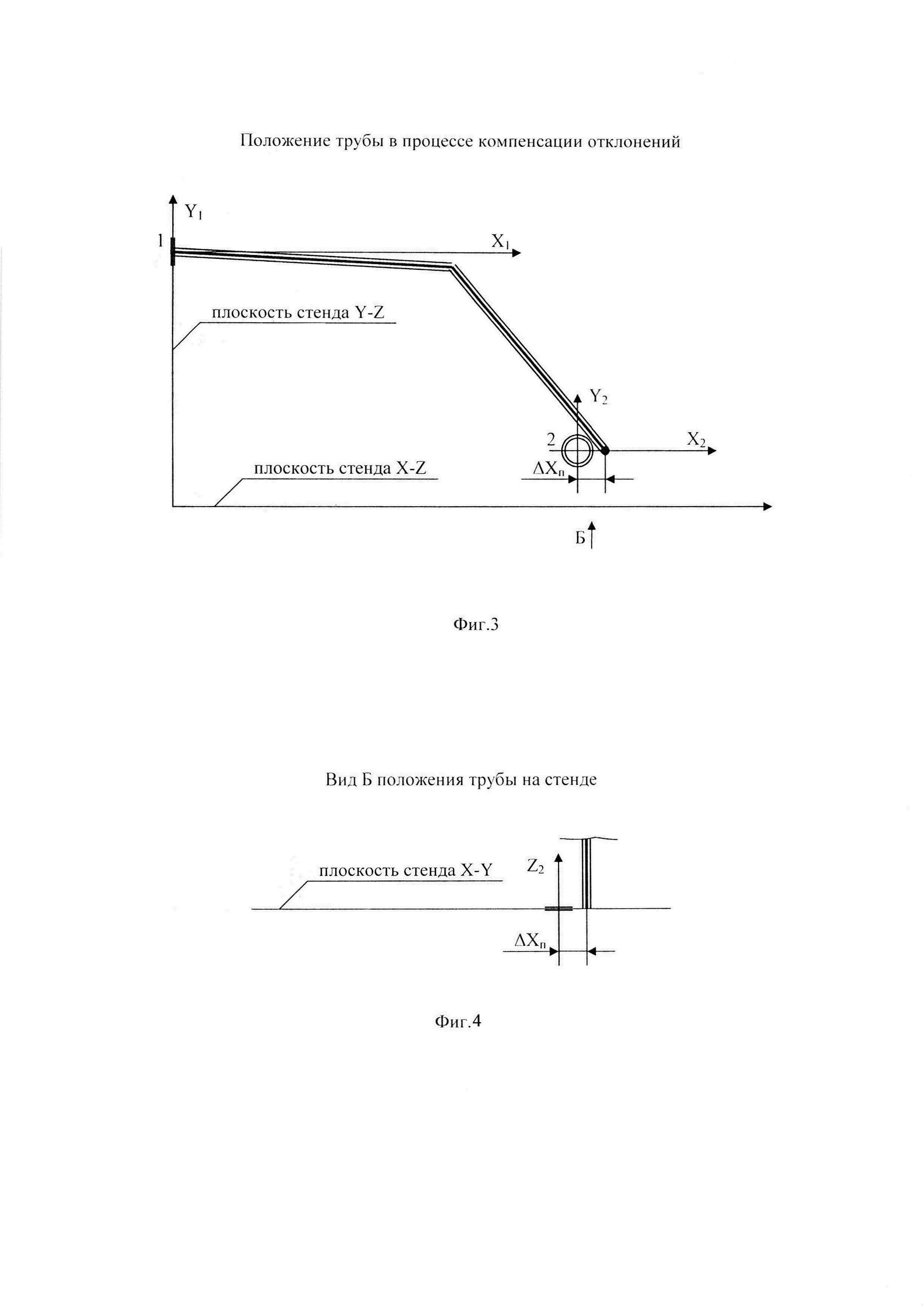
Способ поясняется фиг.1-6, на которых изображена схема расположения трубы с двумя погибами в процессе компенсации отклонений ΔХ, ΔY, ΔZ при установке фланцевых соединений с использованием сборочного стенда. Закрепляли первое соединение 1 присоединительной поверхностью на плоскость стенда Y-Z (фиг.1). Второе соединение 2 закрепляли на плоскость X-Y (фиг.2), фиксируя теоретическое положение относительно первого соединения. Устанавливали начальный участок трубы в соединение 1. Ориентировали этот участок параллельно двум другим плоскостям стенда X-Y и X-Z (фиг.1, 2). Для компенсации отклонений ΔХ, ΔY, ΔZ поворачивали трубу в соединении 1 до совпадения центра торца трубы с осью координатного направления Х2 (фиг.3, 4). Передвигали соединение 2 в направлении Х2 до совмещения с трубой для последующей сборки (фиг.5, 6).
В результате, фактические размеры трубы отличаются от теоретических размеров только в одном координатном направлении на величину передвижения второго соединения ΔХп (фиг.3-6).
Данный способ повышает точность изготовления и монтажа труб, устраняя отклонения, возникшие в процессе изготовления конфигурации трубы, в двух координатных направлениях из трех.
Способ компенсации отклонений при изготовлении труб с соединениями, включающий установку соединений с использованием сборочного стенда, имитирующего плоскости координат для ориентации присоединительных поверхностей соединений, отличающийся тем, что осуществляют на стенде поворот трубы в первом соединении до совпадения центра торца трубы с осью одного из координатных направлений второго соединения и передвигают второе соединение в выбранном координатном направлении до совмещения с трубой для последующей сборки, при этом фактические размеры трубы отличаются от теоретических размеров только в одном координатном направлении на величину передвижения второго соединения.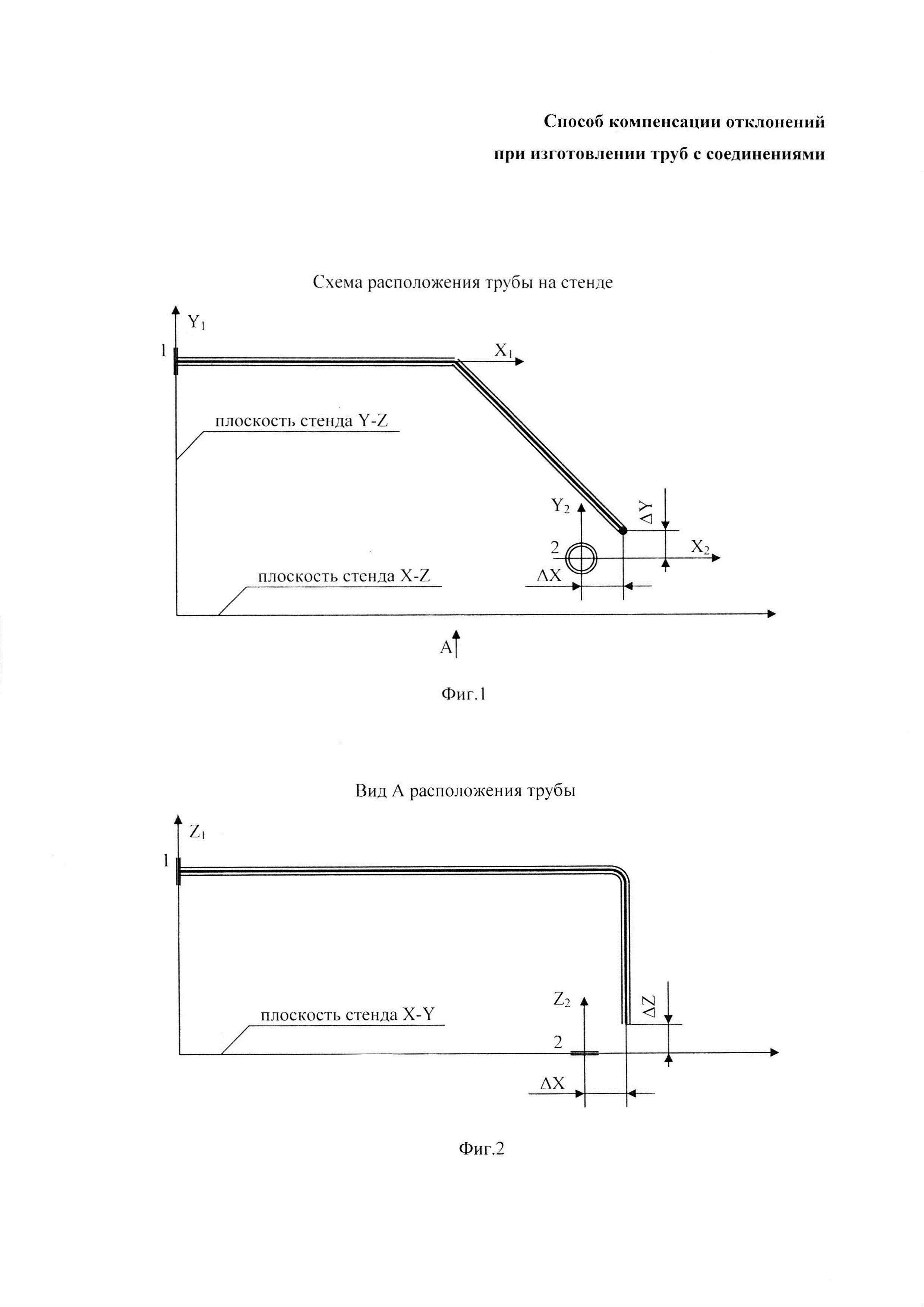
Способ компенсации отклонений при монтаже трубопроводных систем
Способ компенсации отклонений при монтаже трубопроводных систем
Электрокаталитический способ получения элементной серы из сероводорода
Электрохимический способ получения элементной серы из сероводорода в органических растворителях
Электрохимический способ получения циклогексантиола в органических растворителях
Продукционный комбикорм для осетровых рыб с добавлением жира растительного происхождения
Способ обезвреживания нефтешламов
Электрохимический способ получения органических полисульфанов
Способ электросинтеза циклогексантиола на основе сероводорода

