Результат интеллектуальной деятельности: Электрод для горелок, предназначенных для плазменной резки, и его применение
Вид РИД
Изобретение
Изобретение относится к электроду для плазменных горелок, предназначенных для плазменной резки, и к применению электрода для плазменной горелки.
Плазма представляет собой термически сильно нагретый электропроводящий газ, состоящий из положительных и отрицательных ионов, электронов и возбужденных и нейтральных атомов и молекул.
В качестве плазмообразующего газа используются различные газы, например одноатомный аргон и/или двухатомные газы, такие как водород, азот, кислород или воздух. Эти газы ионизируются и диссоциируются за счет энергии плазменной дуги.
Параметры плазменной струи могут сильно зависеть от конструкции сопла и электрода. Эти параметры представляют собой, например, диаметр струи, температуру, плотность энергии и скорость потока газа.
При плазменной резке плазма, как правило, ограничивается соплом, которое может быть выполнено с газовым охлаждением или с водяным охлаждением. Тем самым может быть достигнута плотность энергии до 2×106 Вт/см2. Температуры, возникающие в плазменной струе, доходят до 30000°C, что обеспечивает возможность очень высоких скоростей резки на всех электропроводящих материалах, в сочетании с высокой скоростью потока газа.
Плазменная горелка, по существу, содержит головку 1, электрод 7 и сопло 4; дополнительными элементами могут быть держатель 6 электрода для крепления электрода 7, держатель 5 сопла и крышка 2 сопла для крепления сопла 4. Плазмообразующий газ (PG) подается в пространство между электродом 7 и соплом 4 по направляющей 3 для плазмообразующего газа и в конечном счете проходит по проходу 4.1 сопла через сопло 4.
Современные плазменные горелки дополнительно содержат защитный колпачок 9 сопла и направляющую 9.1 вторичного газа, по которой вторичный газ (SG) подается в плазменную струю. Сопло 4 и электрод 7 часто охлаждаются с помощью охлаждающей жидкости, например воды.
Плазменная резка на сегодняшний день представляет собой стандартную технологию для резки электропроводящих материалов, в которой используются различные газы и газовые смеси в зависимости от работы по резке.
Для этой цели используются различные электроды 7 и сопла 4. Они подвержены износу в процессе работы плазменной горелки и затем должны быть заменены. Чтобы иметь возможность использовать плазменную горелку для различных газов или газовых смесей, плазменные горелки, электроды 7 и сопла 4 выполнены так, что плазменная горелка может использоваться для различных газов путем замены электродов 7 и сопел 4.
Электроды 7, как правило, содержат держатель 7.1 и эмиссионную вставку 7.2. Как правило, можно выделить две формы конструкций. При резке с помощью плазмообразующих газов, содержащих кислород, как правило, используется так называемый плоский электрод, т.е. эмиссионная вставка 7.2, за исключением ее передней эмиссионной поверхности, расположена в держателе 7.1 электрода. Эмиссионная вставка 7.2 содержит гафний или цирконий. Для держателей 7.1 электродов используются материалы, которые имеют хорошую электропроводность и теплопроводность, такие как, например, медь или серебро. В электродах 7 для резки с помощью газов или газовых смесей, не содержащих кислород, например аргон, водород, азот, в качестве материала для эмиссионной вставки 7.2 используется вольфрам, часто с небольшими примесями (например, лантана). Затем эмиссионную вставку 7.2 закрепляют в держателе 7.1 электрода, но, в отличие от плоского электрода, она выступает из него и часто называется точечным электродом.
Такую конструкцию можно также видеть на Фиг.1, на примере электрода, выполненного в соответствии с изобретением, также уже показанного в настоящем документе.
Такой электрод описан в патентном документе Германии №10144516 A1. В настоящем документе электрод прикреплен в держателе, а кончик электрода выступает в форкамеру сопла. Электродный материал состоит из вольфрама и запрессован в держатель из электропроводящего материала, предпочтительно из меди или серебра. Держатели, как правило, представляют собой держатели с водяным охлаждением для реализации эффективного рассеяния тепла.
Плазменная горелка, имеющая линию подачи плазмообразующего газа и линию подачи вторичного сырьевого газа, а также сопло и точечный электрод, также описана в заявке на патент Германии №102008018430 B4. Электрод состоит из держателя электрода и электродной вставки; электродная вставка выступает из держателя электрода. В этом техническом решении основное внимание, однако, уделяется усовершенствованию охлаждения сопла.
Во всех этих конструкциях существует проблема, заключающаяся в том, что срок службы электрода и качество резки часто являются недостаточными.
С одной стороны, электроды должны, по общему мнению, хорошо охлаждаться; но для достижения безопасной эмиссии электронов для формирования дуги, тем не менее, должна быть достигнута высокая температура эмиссионной поверхности. Излучение должно происходить как можно более равномерно по всей поверхности, что, в свою очередь, благоприятно сказывается на сроке службы. Важно также, чтобы температура излучения достигалась в кратчайшие сроки настолько, насколько это возможно после зажигания дуги.
Кроме того, электрод должен быть сконструирован таким образом, чтобы плазменная горелка могла быть переоборудована как можно проще для работы с разными отработанными плазмообразующими газами. Еще одним требованием является точная центровка между эмиссионной вставкой и соплом. Это приводит к лучшим результатам в резке и длительному сроку службы.
Поэтому задачей настоящего изобретения является получение электродов для плазменных горелок, которые могут предпочтительно использоваться для плазменной резки, которые имеют увеличенный срок службы и которые одновременно после зажигания дуги имеют улучшенный отклик в смысле достижения температуры, подходящий для эмиссии электродов.
Эта задача решается в соответствии с изобретением, с помощью электрода для плазменных горелок, который имеет характеристики, заявленные в пункте 1 формулы изобретения. Пункт 13 формулы изобретения относится к применению электрода, выполненного в соответствии с настоящим изобретением. Предпочтительные варианты выполнения и дальнейшее развитие изобретения может быть достигнуто с использованием признаков, заявленных в зависимых пунктах формулы изобретения. Пункты формулы изобретения относятся к плазменной горелке.
Электрод, выполненный в соответствии с изобретением для плазменных горелок, предназначенных для резки, выполнен из держателя электрода и из эмиссионной вставки, которые соединены друг с другом запрессовкой и/или подгонкой по форме соответствующим образом. Эмиссионная вставка имеет по меньшей мере две секции, расположенные вдоль ее продольной оси. В этом отношении по меньшей мере одна секция, которая расположена рядом с одной секцией или между двумя секциями, имеет уменьшенный наружный диаметр с вращательно-симметричной конструкцией эмиссионной вставки или уменьшенной поверхностью поперечного сечения с невращательно-симметричной эмиссионной вставкой в отношении других секций.
Указанная по меньшей мере одна секция с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения может быть выполнена как углубление в виде канавки, предпочтительно проходящее в радиальном направлении по всей наружной поверхности.
Поверхность поперечного сечения также уменьшена в области указанной по меньшей мере одной секции с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения с помощью такой конструкции эмиссионной вставки. Электрический ток тем самым увеличивается в этой области, так что нагрев эмиссионной вставки происходит в более короткие сроки в отношении сопоставимой электрической мощности, которая может быть достигнута с электродом без такой секции.
Поскольку дополнительная секция непосредственно примыкает к секции с уменьшенным наружным диаметром или с уменьшенной поверхностью поперечного сечения в направлении обрабатываемой заготовки, указанная дополнительная секция имеет больший диаметр или большее поперечное сечение на по меньшей мере одном краю секции с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения, соответственно большая поверхность доступна для эмиссии электронов, что дает дополнительный положительный эффект в процессе плазменной резки.
Секция, которая расположена после секции с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения в направлении разрезаемой заготовки, может быть конической в направлении заготовки. Это может представлять собой случай на всю длину. Однако конической может быть только часть секции или дополнительная секция, которая расположена в направлении заготовки.
Тем не менее, секция, которая имеет постоянный наружный диаметр или постоянное поперечное сечение, также может быть расположена между секцией с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения и конически сужающейся секции. По меньшей мере одна дополнительная секция, которая является конически сужающейся, может присутствовать в такой секции. Эта секция затем может формировать кончик электрода.
Кончик эмиссионной вставки, обращенный в направлении обрабатываемой заготовки, может быть коническим, пирамидальным или иметь форму усеченного конуса или усеченной пирамиды.
Эмиссионная вставка в форме усеченного конуса или усеченной пирамиды в направлении обрабатываемой заготовки имеет торцевую поверхность, выполненную в виде круговой поверхности или многоугольника и расположенную в направлении инструмента. Торец должен быть меньше, чем все другие наружные диаметры или поверхности поперечного сечения всех секций, имеющихся в эмиссионной вставке.
Секция с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения может быть выполнена в виде углубления в форме прямоугольника, трапеции, части круга или клина.
По меньшей мере одна полость, в которой и/или через которую может быть проведена охлаждающая текучая среда, может быть сформирована в держателе электрода в соответствии с настоящим изобретением.
Держатель электрода должен быть изготовлен из материала, имеющего хорошую электропроводность и теплопроводность, предпочтительно из Ag или Cu, или из их сплавов. Вольфрам или вольфрамовый сплав, или гафний или сплав гафния, имеющие температуры плавления >2000°C, можно использовать в качестве материала для эмиссионной вставки (7.2).
Секция с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения, которая выполнена как углубление в форме канавки, с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения, должна быть по меньшей мере на 20% меньше, чем наружный диаметр или поверхность поперечного сечения секции, расположенной в непосредственной близости от секции с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения.
Эмиссионная вставка должна содержать твердый материал и не должна иметь внутреннего отверстия или сквозного прохода.
Эмиссионная вставка должна предпочтительно быть соединена с держателем электрода посредством прессовой посадки. Прессовая посадка могут быть объединена с соединением, обеспечивающим непрерывность материала, предпочтительно пайкой.
Электрод, выполненный в соответствии с настоящим изобретением, может применяться в плазменной горелке, причем плазменная горелка выполнена с по меньшей мере одной головкой, имеющей электрод, выполненный из держателя электрода и эмиссионной вставки, имеющей сопло и линию подачи газа для плазмообразующего газа, и в которой имеется секция с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения относительно по меньшей мере двух секций, расположенных рядом с указанной секцией.
Наружный диаметр эмиссионной вставки может иметь значение в диапазоне от 1,5 мм до 6 мм. Наружный диаметр держателя электрода должен быть соответственно больше.
В другом отношении плазменная горелка может быть выполнена в традиционной форме, имеющей различные модификации, которые могут относиться, например, к линии подачи вторичного сырьевого газа или соплового пространства. Электрод может быть расположен внутри соплового пространства.
Далее изобретение будет пояснено более подробно со ссылкой на примеры. В этом отношении признаки, которые можно видеть из примеров, могут быть объединены друг с другом в самые разнообразные формы. Они не просто ограничены соответствующими примерами.
На чертежах:
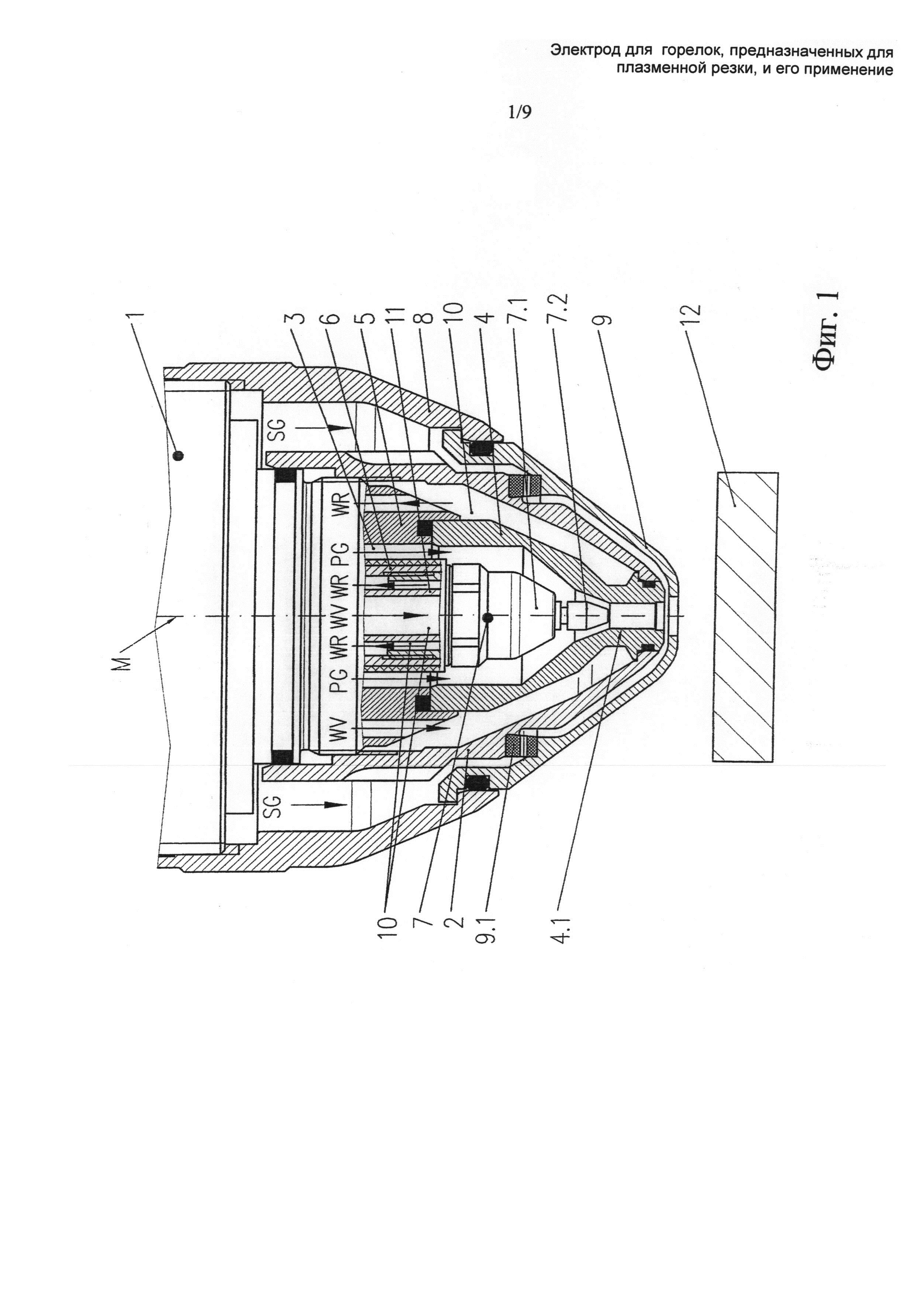
Фиг.1 изображает разрез плазменной горелки, в которую вставлен иллюстративный электрод, выполненный в соответствии с изобретением.
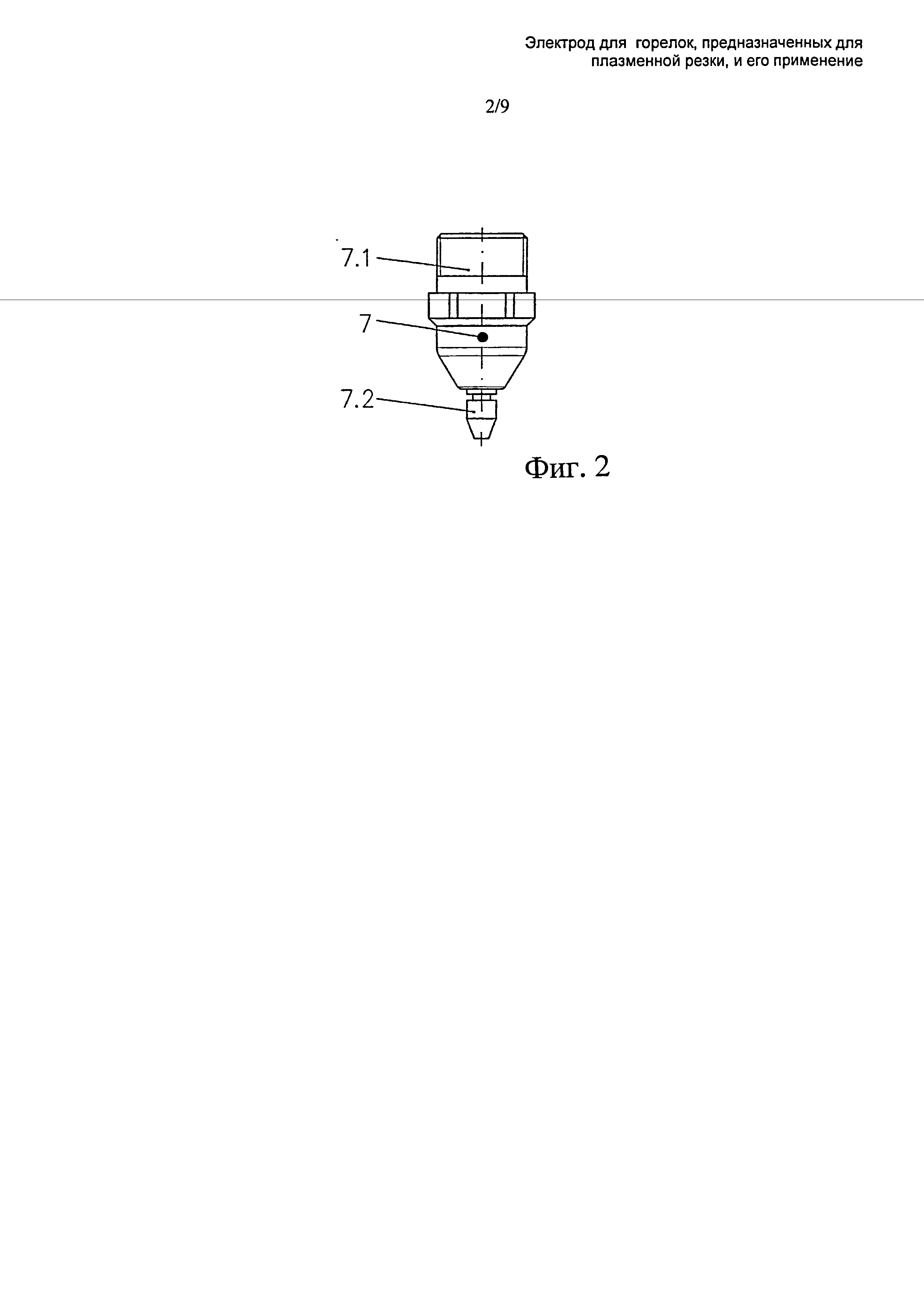
Фиг.2 представляет собой иллюстративный электрод, выполненный в соответствии с настоящим изобретением.
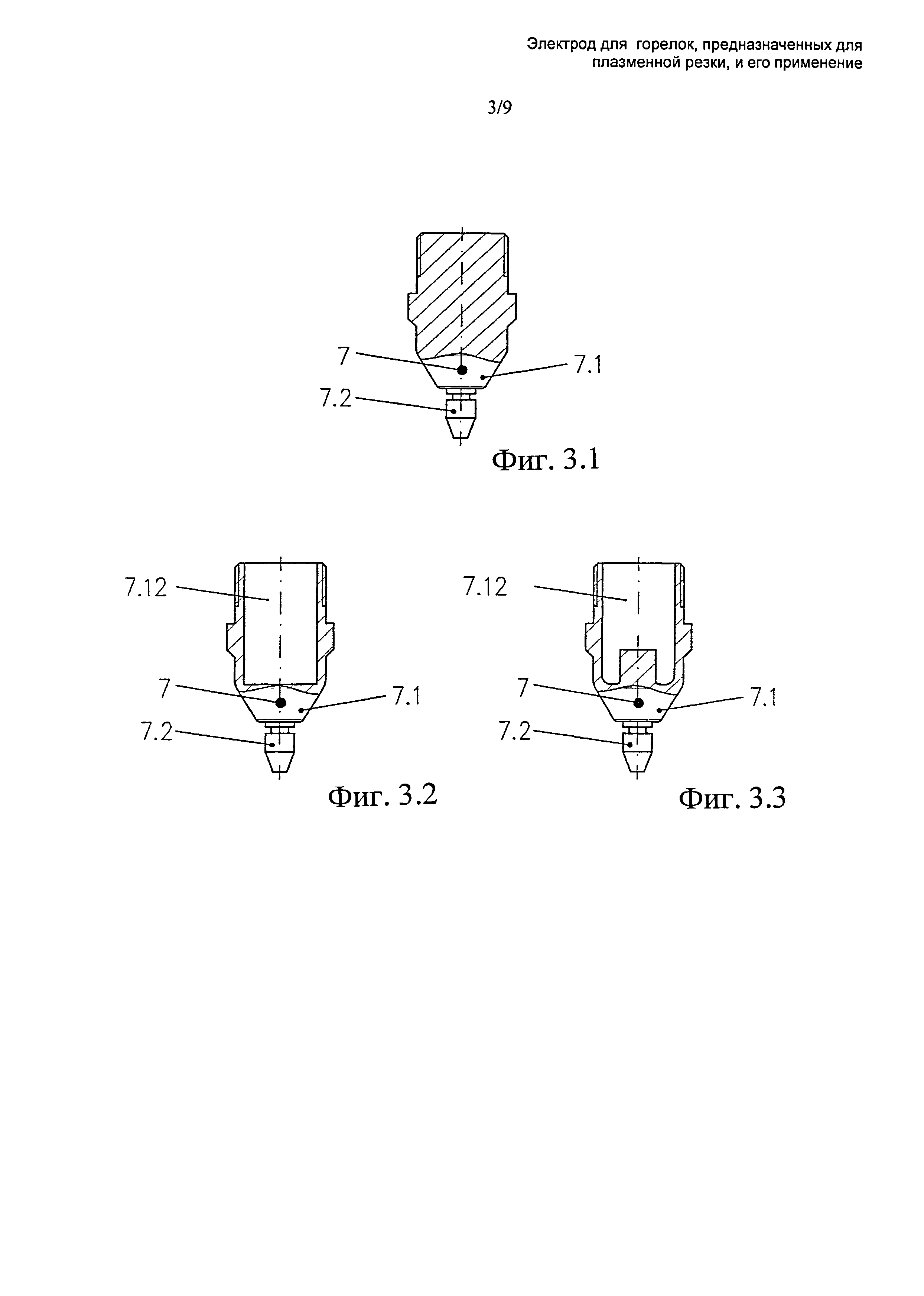
Фиг.3.1-3.3 представляет собой три иллюстративных электрода, выполненных в соответствии с настоящим изобретением.
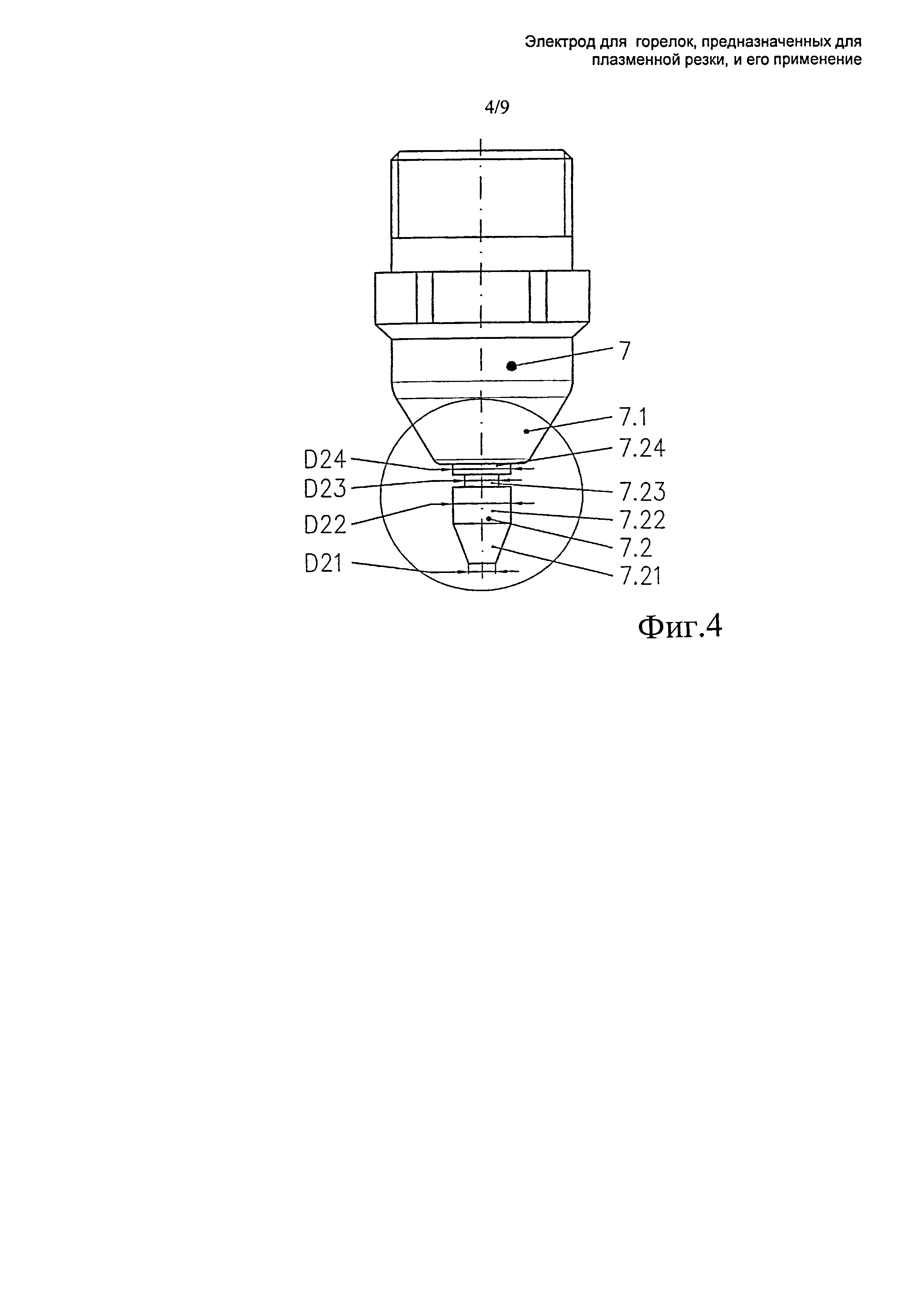
Фиг.4 представляет собой еще один иллюстративный электрод, выполненный в соответствии с настоящим изобретением.
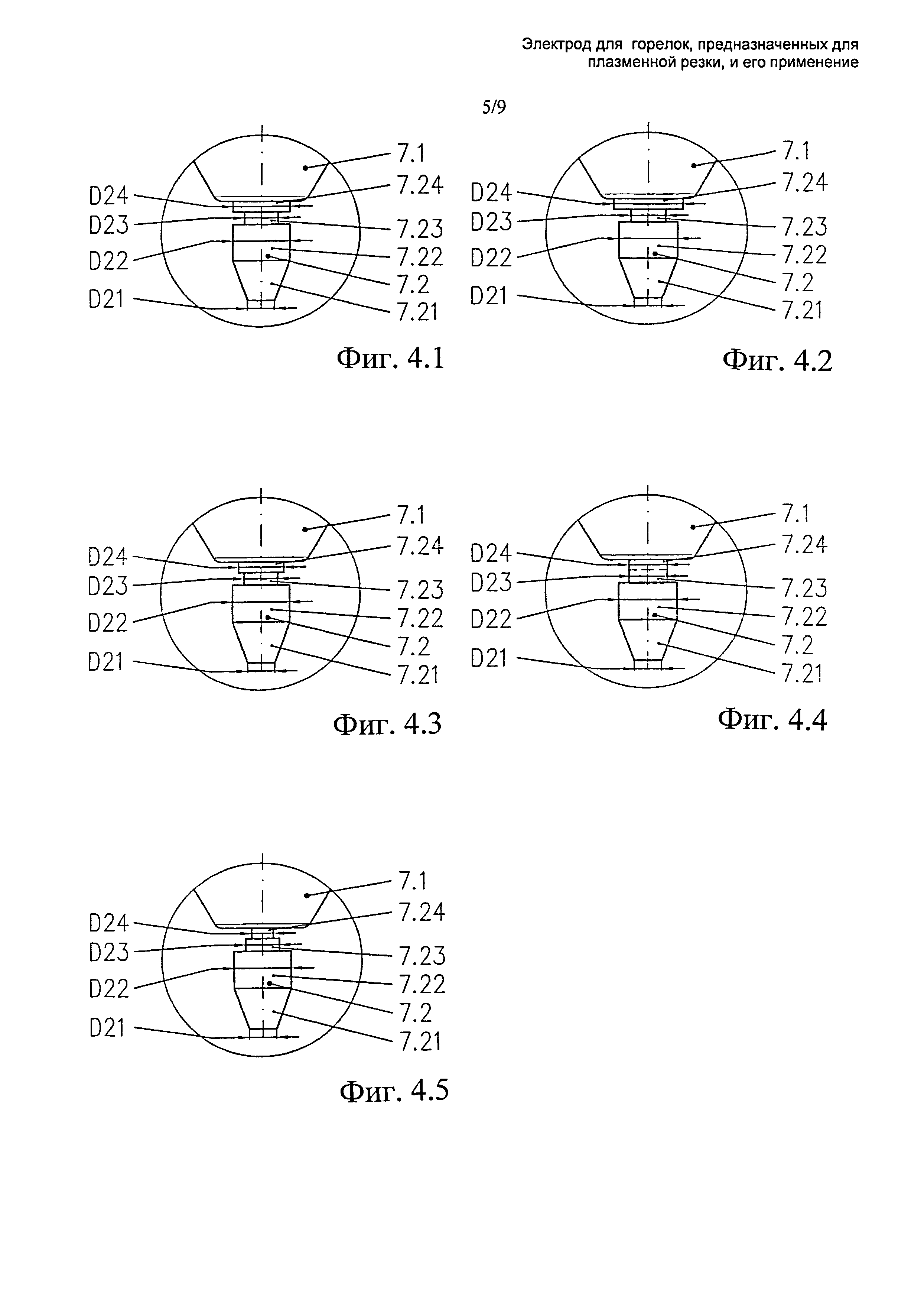
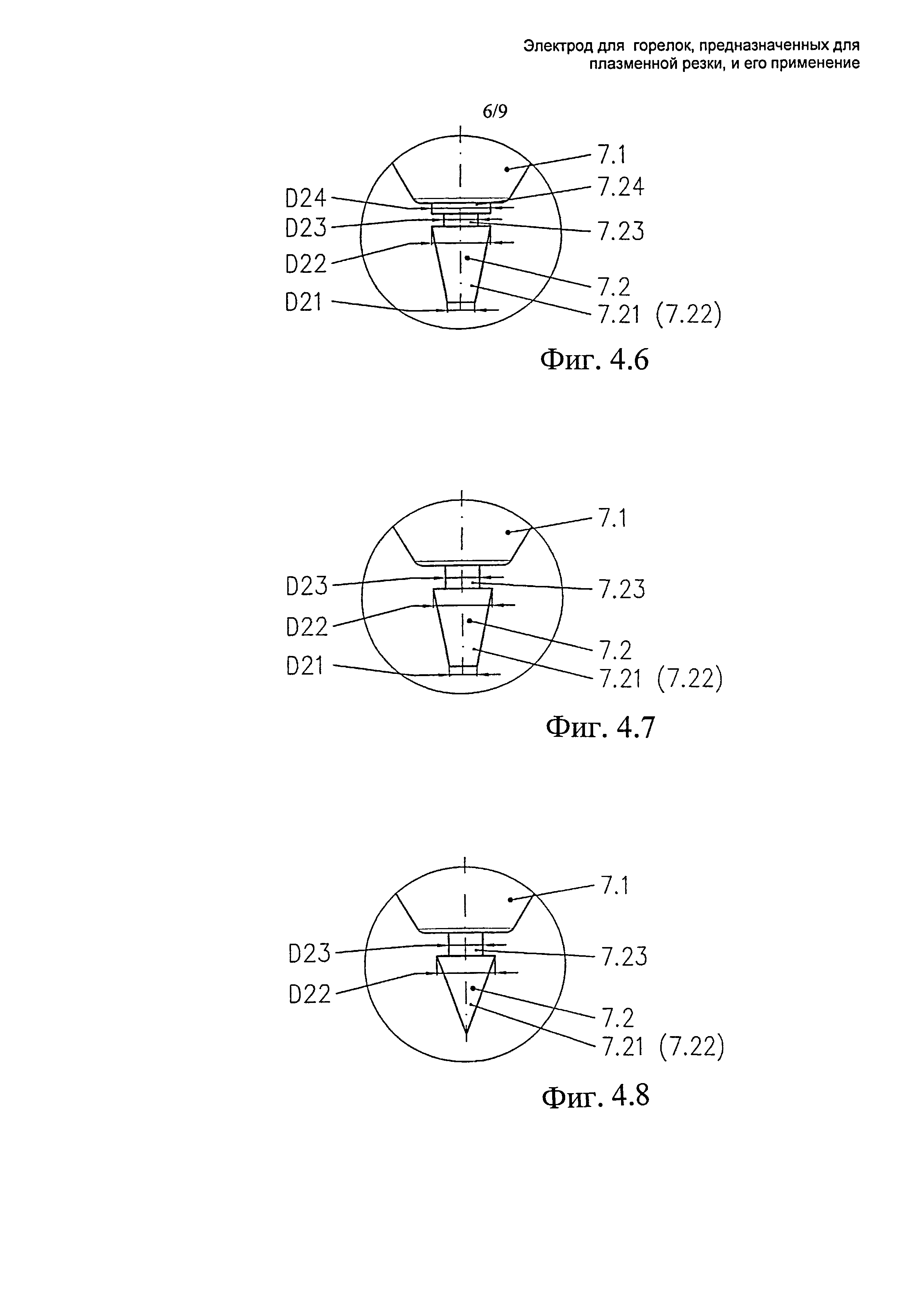
Фиг.4.1-4.8 представляет собой шесть дополнительных иллюстративных электродов, выполненных в соответствии с настоящим изобретением.
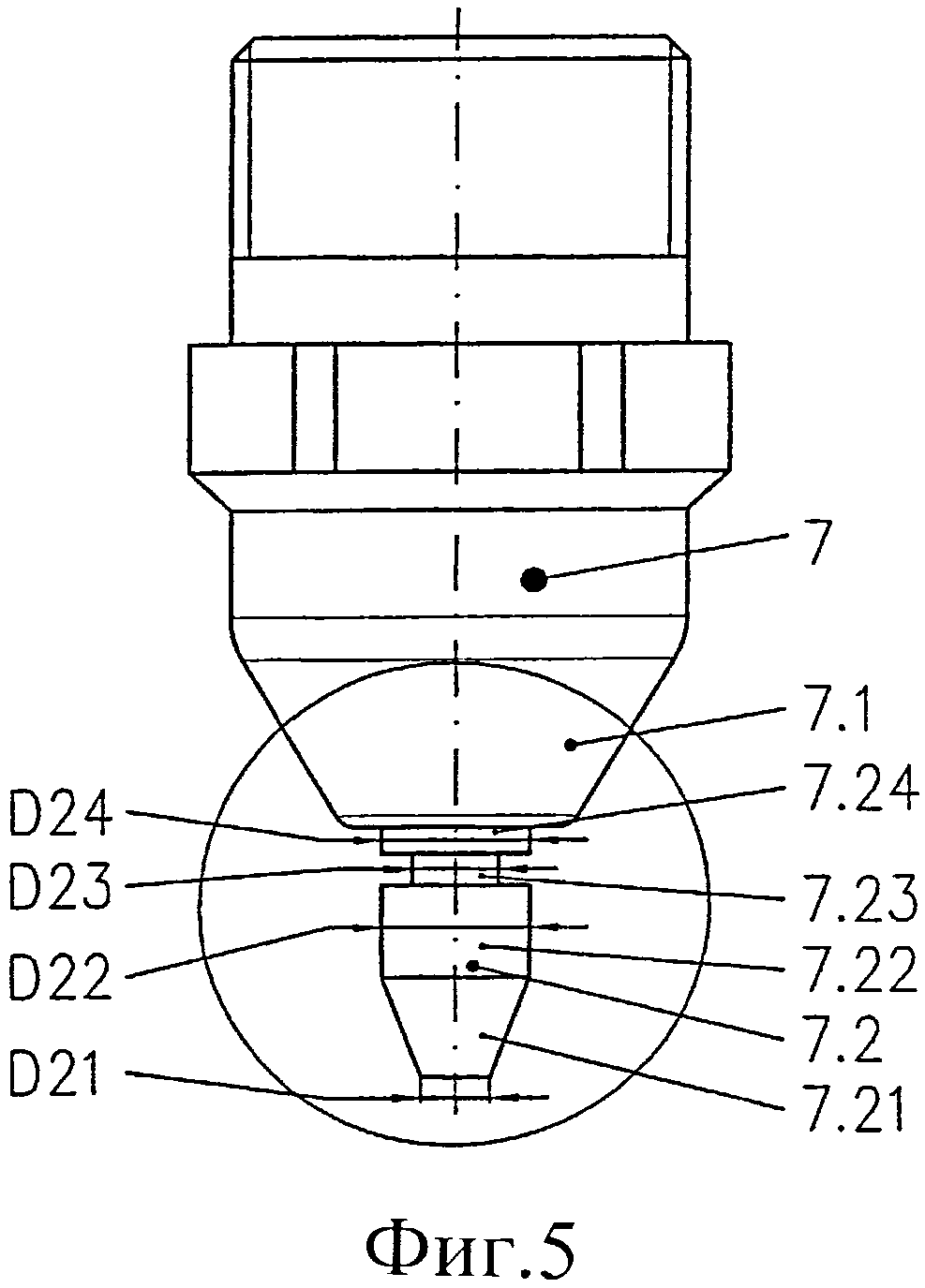
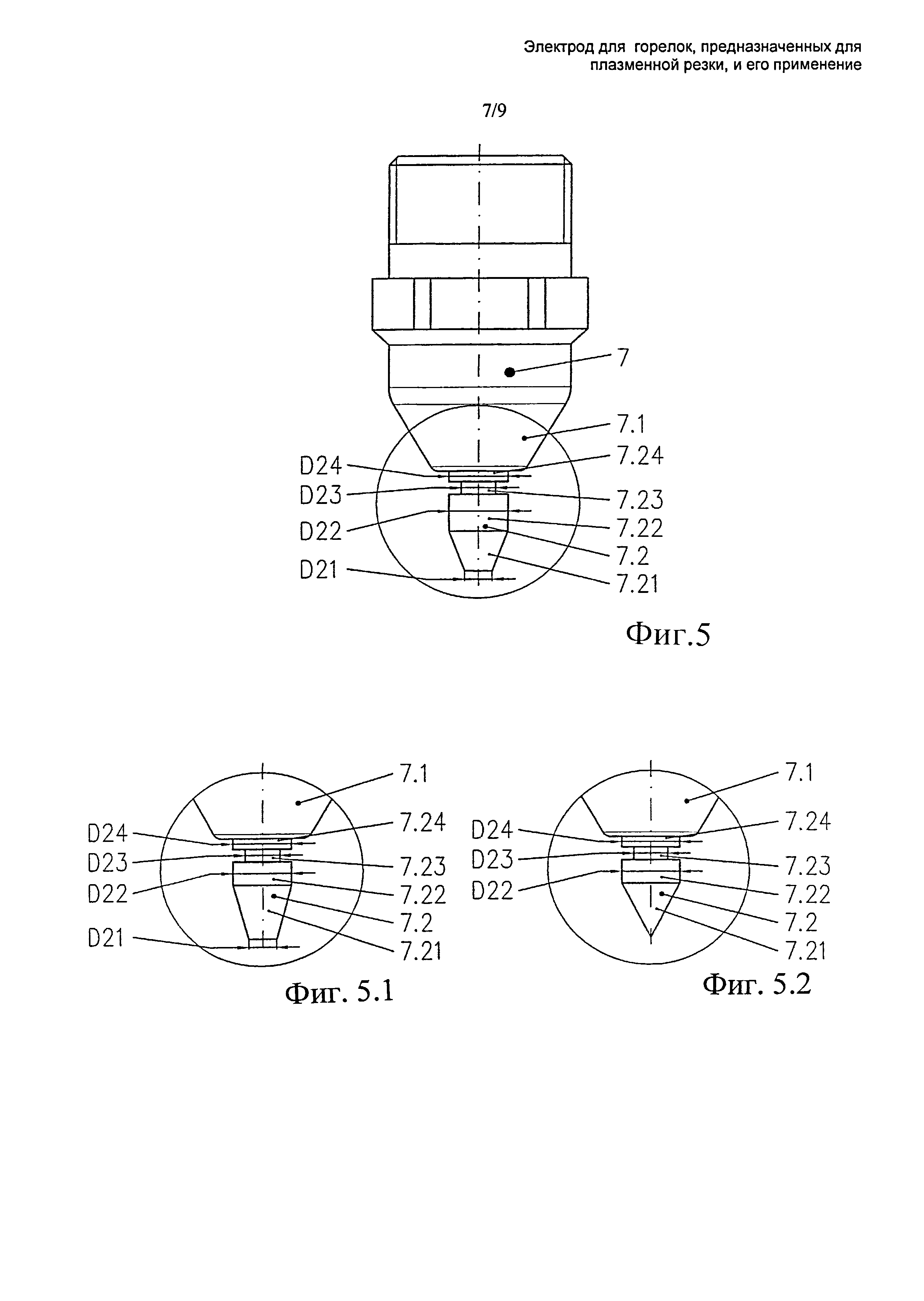
Фиг.5, 5.1-5.2 представляет собой три дополнительных иллюстративных электрода, выполненных в соответствии с изобретением.
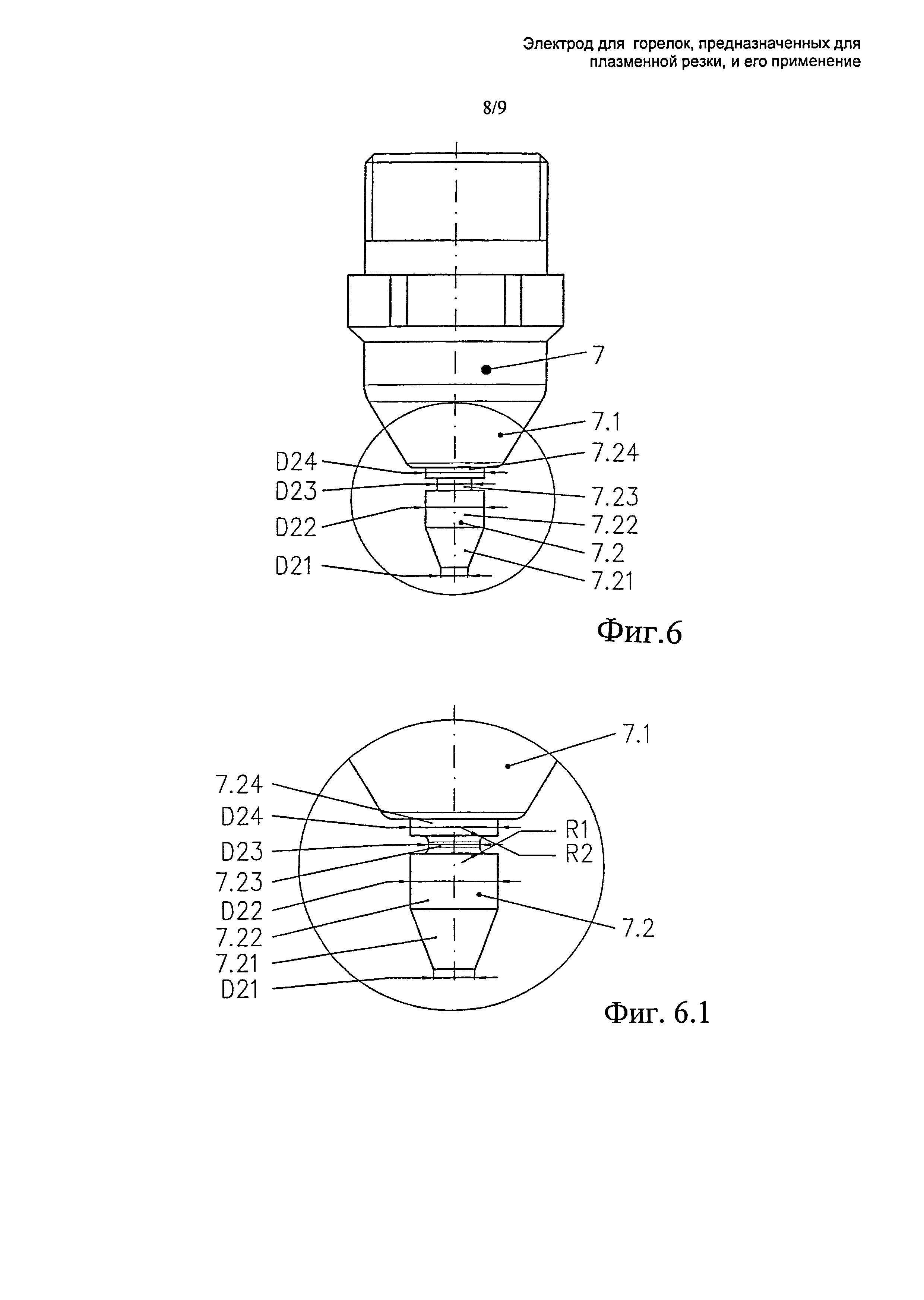
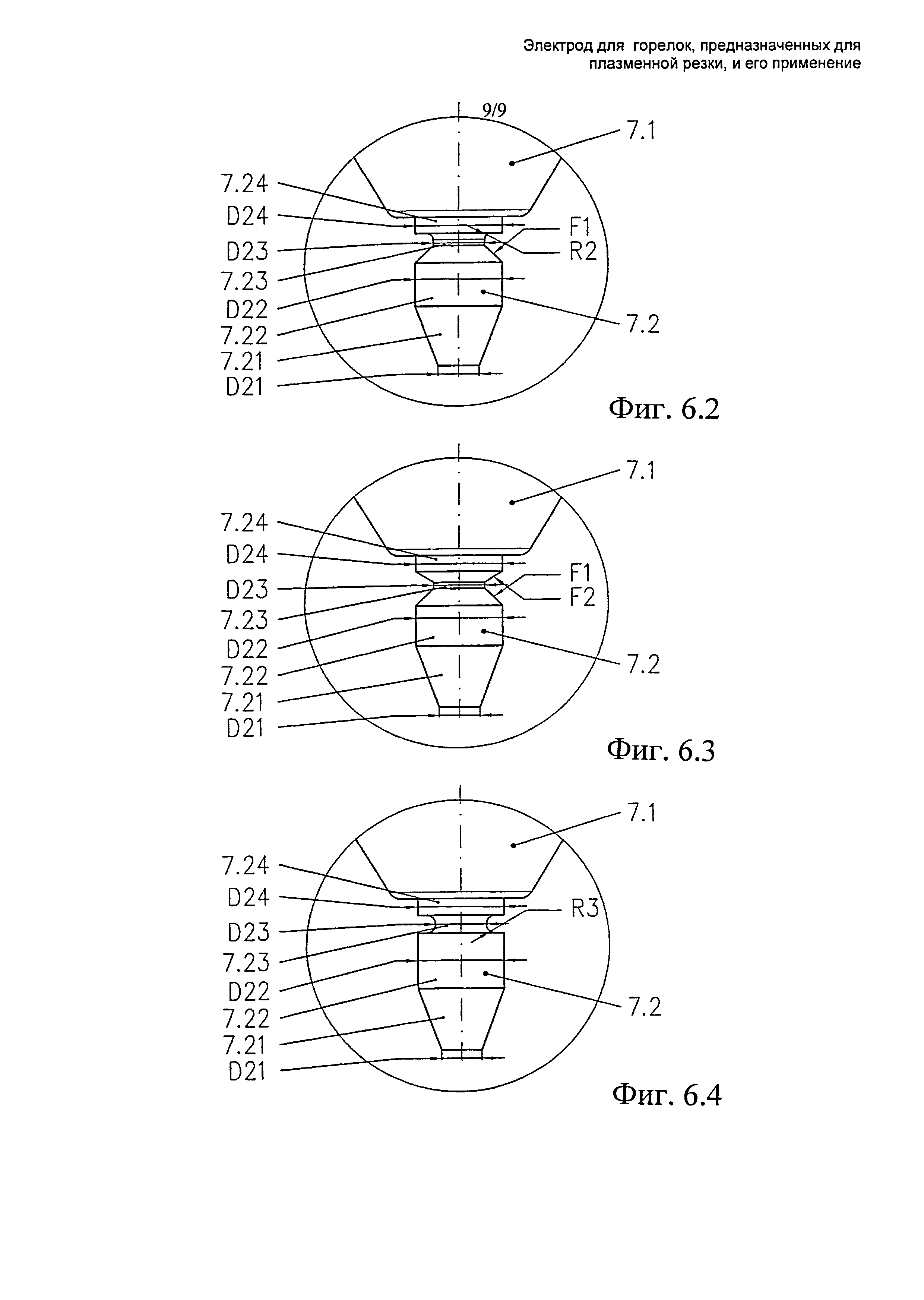
Фиг.6-6.4 представляет собой пять дополнительных иллюстративных электрода, выполненных в соответствии с настоящим изобретением.
Плазменная горелка, изображенная на Фиг.1, содержит по меньшей мере одну головку 1 с электродом 7, соплом 4 и линией 3 подачи газа для плазмообразующего газа PG.
Электрод 7 содержит держатель 7.1 и эмиссионную вставку 7.2, причем эмиссионная вставка 7.2 содержит, если смотреть со стороны держателя 7.1 электрода, по меньшей мере секцию 7.23 и секцию 7.21, сужающуюся в направлении концевой части горелки, причем наименьший диаметр секции 7.23 меньше, чем наибольший диаметр сужающейся секции 7.21. Примеры этого изображены на Фиг.4, 4.1, 4.2, 4.3, 4.4, 4.5, 4.6, 5, 5.1, 5.2, 6, 6.1, 6.2, 6.3 и 6.4.
Электрод 7 выполнен с возможностью ввинчивания в держатель 6 электрода посредством резьбы и охлаждения изнутри охлаждающей средой, которая подается в систему через внутреннюю охлаждающую трубу 22 в виде проходящей в прямом направлении магистрали WV для охлаждающей среды, и проводится обратно через пространство, образованное между наружной частью охлаждающей трубы 11 и держателем 6 электрода в виде обратной магистрали WR для охлаждающей среды.
Сопло 4 удерживается колпачком 2, при этом охлаждающая среда, которую подают через проходящую в прямом направлении охлаждающую магистраль WV и проводят обратно через проходящую в обратном направлении магистраль WR, протекает между соплом 4 и колпачком 2 сопла.
Защитный колпачок 9 сопла окружает сопло 4 и колпачок 2. Вторичный газ SG протекает между ними, и протекает через направляющую 9.1 для вторичного газа, которая одновременно изолирует защитный колпачок 9 сопла от колпачка 2 и удерживает их на расстоянии друг от друга. В этом отношении направляющая 9.1 для вторичного газа может быть выполнена таким образом, что она обеспечивает возможность вращения вторичного газа SG. Защитный колпачок 9 сопла закреплен держателем 8 для защитного колпачка сопла, который прикреплен к головке плазменной горелки с помощью резьбы.
Плазмообразующий газ PG может быть приведен во вращение с помощью плазмовода, который в настоящем документе не изображен, и который расположен между соплом 4 и электродом 5.
Электрод 7 содержит держатель 7.1 и эмиссионную вставку 7.2. Эмиссионная вставка 7.2 закреплена в держателе 7.1; это может быть выполнено запрессовкой и/или подгонкой по форме. Таким образом, между эмиссионной вставкой 7.2 и держателем 7.1 достигается хорошая теплопередача. Держатель 7.1 может охлаждаться водой, при этом он может иметь внутри полое пространство, через которое протекает охлаждающая вода. Держатель 7.1 содержит материал с хорошей теплопроводностью и электропроводностью (Cu, Ag). В качестве материала для вставки 7.2 используется вольфрам, который может быть легирован, например лантаном.
На эмиссионной вставке 7.2 имеется по меньшей мере одной секция 7.23, к которой примыкает секция 7.21, сужающаяся в направлении концевой части горелки, если смотреть со стороны держателя 7.1 электрода. Между ними расположена цилиндрическая секция 7.22. Наименьший наружный диаметр секции 7.23 в этом отношении меньше, чем наибольший диаметр секции 7.22 или сужающейся секции 7.21. Секция 7.21 может иметь форму усеченного конуса, усеченной пирамиды, конуса или пирамиды.
Секция 7.23 может образовывать углубление в форме канавки, которое предпочтительно проходит в радиальном направлении вокруг всей наружной поверхности электрода 7.
Эмиссионная вставка 7.2 также может иметь несколько вставок.
Приведенные ниже преимущества могут быть достигнуты путем выполнения эмиссионной вставки 7.2 определенной конфигурации, которая имеет сечение 7.23 с уменьшенным наружным диаметром или уменьшенной поверхностью поперечного сечения:
- увеличенное электрическое сопротивление и/или тепловое сопротивление в области секции 7.23;
- тем самым достижение достаточно высокой температуры эмиссии с одновременно достаточно большой эмиссионной поверхностью для дуги;
- дополнительно, достижение температуры эмиссии эмиссионной вставки в более короткие сроки, с одновременно достаточно большой эмиссионной поверхностью для дуги;
- дуга не зажигается с одной стороны на части эмиссионной поверхности, тем самым продлевается срок службы; улучшенная центровка дуги и лучше качество резки.
Процесс может быть осуществлен, как следует далее:
- зажигание происходит путем высоковольтного разряда или высокочастотного разряда между электродом и соплом и тем самым может быть зажжена вспомогательная дуга;
- плазменная струя, выходящая через сопловой проход, ионизирует проход между плазменной горелкой и заготовкой;
- затем между электродом и заготовкой может быть сформирована основная дуга, при этом заготовка может быть разрезана.
Высокая центровка является более достижимой по сравнению с конструкцией цангового патрона с вкручиванием электрода 7. Конструкция держателя 7.1 электрода и эмиссионной вставки 7.2 (например, путем запрессовки или аналогично) в этом отношении является преимущественной. Тем самым может иметь место удобство смены между различными конфигурациями электродов.
На Фиг.2 в схематической форме изображен иллюстративный электрод 7, выполненный в соответствии с изобретением, содержащий держатель 7.1 и эмиссионную вставку 7.2, при этом держатель 7.1 имеет наружную резьбу.
Из Фиг.3.1 видно, что держатель 7.1 электрода является твердотельным и может иметь наружную резьбу, посредством которой электрод 7 может быть подсоединен к плазменной горелке.
В примере, изображенном на Фиг.3.2, пространство 7.12 для охлаждающей текучей среды выполнено в виде простого глухого отверстия, выполненного на держателе 7.1 электрода. В примере, изображенном на Фиг.3.3, пространство 7.12 для охлаждающей текучей среды имеет преимущественную конструкцию, поскольку в области, в которой эмиссионная вставка 7.2 соединена с держателем 7.1 электрода, имеет место накопление материала, имеющего достаточно большую поверхность, которая может быть использована для рассеивания тепла.
Фиг.4 и 4.1 изображают электрод 7 такой, который также может быть использован в плазменной горелке в соответствии с Фиг.1. В этом отношении эмиссионная вставка 7.2 сформирована с секцией 7.24, которая выступает из держателя 7.1 электрода. Секция 7.23 с уменьшенным наружным диаметром D23 примыкает к этой секции 7.24 в направлении обрабатываемой заготовки (не изображена). За этой секцией 7.23 следует цилиндрическая секция 7.22, к которой примыкает секция 7.21, имеющая форму усеченного конуса, конически сужающуюся в направлении заготовки. Наружные диаметры D24 и D22 имеют одинаковый размер и больше, чем наружный диаметр D23 секции 7.23 в этом примере. Наружный диаметр D21 передней торцевой поверхности, которая образована в секции 7.21, меньше, чем наружный диаметр D23 и, естественно, также наружный диаметр D22 и D24.
Пример, изображенный на Фиг.4.2, отличается от примера, показанного на Фиг.4.1, тем, что наружный диаметр D24 секции 7.24 больше, чем наружный диаметр D22 секции 7.22, при этом оба наружных диаметра D22 и D24 больше, чем наружный диаметр D23 секции 7.23.
В примере, изображенном на Фиг.4.3, соотношения наружных диаметров секций 7.22 и 7.24 являются обратными. При этом D22>D24>D23.
Фиг.4.4 показывает пример, в котором размеры наружных диаметров выбраны так, что D24=D23<D22. Это означает, что в держателе 7.1 электрода закреплена эмиссионная вставка 7.2 с наружным диаметром D23 секции 7.23. В примере, изображенном на Фиг.4.5, наружные диаметры 7.24 секций 7.23 и 7.22 выбраны так, что D24<D23<D22. В области 7.24, следовательно, имеется наименьший наружный диаметр, который расположен непосредственно под держателем 7.1 электрода и с которым эмиссионная вставка 7.2 выступает из держателя 7.1 электрода.
В примере, изображенном на Фиг.4.6, наружные диаметры выбраны так, что D24=D22>D23.
Пример, изображенный на Фиг.4.7, снова имеет только одну секцию 7.23 с уменьшенным наружным диаметром, который расположен непосредственно за держателем 7.1 электрода на эмиссионной вставке 7.2. Указанный держатель электрода примыкает к секции 7.21, которая конически сужается в направлении заготовки 12 и чей наибольший наружный диаметр D22 больше, чем наружный диаметр D23 секции 7.23. Торцевая поверхность эмиссионной вставки 7.2, обращенная в направлении заготовки 12, которая должна быть обработана, имеет круглую форму и имеет наружный диаметр D21, который меньше, чем наружный диаметр D23.
В этом примере и в примере, изображенном на Фиг.4.6 и 4.8, между секциями 7.23 и 7.21 также может присутствовать дополнительная секция 7.22, которая, однако, может быть очень короткой в направлении продольной оси вставки 7.2. Ее наружный диаметр D22 может в этом отношении иметь тот же самый размер, что и максимальный наружный диаметр D21 секции 7.21.
В этом примере, в соответствии с Фиг.4.8 секция 7.1 является конической и имеет концевую часть в направлении заготовки 12.
На Фиг.5 и 5.1 еще раз показан электрод 7 с секцией 7.21, выполненной в форме усеченного конуса, такой, как в примере, показанном в соответствии с Фиг.4. В этом примере, в соответствии с Фиг.5.2 коническая секция 7.21 является конической с концевой частью на конце вставки 7.2, обращенной в направлении заготовки.
Фиг.6-6.4 изображают примеры с по-разному выполненной секцией 7.23 с уменьшенным наружным диаметром.
Пример, выполненный в соответствии с Фиг.6, снова соответствует примеру, выполненному в соответствии с Фиг.4, при этом секция 7.23 с уменьшенным наружным диаметром имеет прямоугольное поперечное сечение.
Фиг.6.1 показывает пример, в котором переход секций 7.22 и 7.24 в секцию 7.23 выполнен с радиусами R1 и R2. В этом примере, в соответствии с Фиг.6.2 переход секции 7.23 в секцию 7.22 выполнен с фаской F1, а наружный диаметр секции 7.23 выполнен с радиусом R2, так что наружный контур секции 7.23, имеющий форму части круга, отличается от ранее описанной прямоугольной формы.
В примере, изображенном на Фиг.6.3, переходы секции 7.23 в соседние секции 7.22 и 7.24 сформированы как фаски F1 и F2.
Фиг.6.4 показывает пример, в котором вся секция 7.23 имеет радиус R3, и, таким образом, соответственно достигаются закругленные переходы в секции 7.22 и 7.24.
Во всех примерах, все возможности которых не изображены, включают различные длины отдельных секций 7.21, 7.22, 7.23 и 7.24 в направлении продольной оси электрода 7 и, таким образом, обеспечивается дополнительная возможность их адаптации к соответствующим параметрам плазменной горелки, например ее мощности.
Список обозначений:
1 головка плазменной горелки
2 колпачок сопла
3 линия подачи плазмообразующего газа
4 сопло
4.1 проход сопла
5 держатель сопла
6 крепление электродов
7 электрод
7.1 держатель электрода
7.2 эмиссионная вставка
7.21 секция 1 эмиссионной вставки
7.22 секция 2 эмиссионной вставки
7.23 секция 3 эмиссионной вставки
7.24 секция 4 эмиссионной вставки
8 держатель защитного колпачка сопла
9 защитный колпачок сопла
9.1 направляющая вторичного газа
10 пространство для охлаждающей текучей среды
11 труба для охлаждающей текучей среды
12 заготовка
D21 диаметр секции 1 эмиссионной вставки 7.2
D22 диаметр секции 2 эмиссионной вставки 7.2
D23 диаметр секции 3 эмиссионной вставки 7.2
D24 диаметр секции 4 эмиссионной вставки 7.2
F фаска
M центральная ось головки 1 плазменной горелки и электрода 7
PG плазмообразующий газ
R радиус
SG вторичный газ
WV проходящая в прямом направлении линия охлаждающей среды
WR проходящая в обратном направлении линия охлаждающей среды.
Сопло плазменной горелки с жидкостным охлаждением, крышка сопла плазменной горелки с жидкостным охлаждением и головка плазменной горелки с такой крышкой или крышками
Охлаждающая труба, электродержатель и электрод для плазменно-дуговой горелки, а также состоящие из них устройства и плазменно-дуговая горелка с ними
Электрод плазменной горелки
Сопло плазменной горелки, охлаждаемой жидкостью, а также головка плазменной горелки с соплом
Способ плазменной резки заготовок
Устройство электрода для плазменных резаков
Плазменная горелка
Сопло плазменной горелки с жидкостным охлаждением, крышка сопла плазменной горелки с жидкостным охлаждением и головка плазменной горелки с такой крышкой или крышками
Охлаждающая труба, электродержатель и электрод для плазменно-дуговой горелки, а также состоящие из них устройства и плазменно-дуговая горелка с ними
Электрод плазменной горелки
Сопло плазменной горелки, охлаждаемой жидкостью, а также головка плазменной горелки с соплом
Устройство плазменной резки и применение изнашиваемых частей в устройстве плазменной резки
Монолитная или составная изолирующая деталь для плазменной горелки, в частности горелки для плазменной резки, а также устройство и плазменная горелка с этим устройством
Сопло для плазменно-дуговой горелки

