Результат интеллектуальной деятельности: СИСТЕМА И СПОСОБ ОБРАБОТКИ ЗАКАЗА
Вид РИД
Изобретение
1. ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к области логистики и, в частности, к области автоматизированных систем распределения, в частности, но не исключительно - для подготовки посылок.
Более конкретно, изобретение относится к технологии обработки заказа при помощи системы управления автоматизированной системой распределения. Предполагается, что автоматизированная система распределения включает в себя исходные пункты для хранения грузов и, по меньшей мере, один пункт назначения, принимающий грузы.
Система управления (называемая также СУС от «Система управления складом» или WCS от "Warehouse Control System" на английском языке) является центральной компьютерной системой управления, предназначенной для управления всей автоматизированной системой распределения, а также для управления заказами.
В настоящем описании использованы следующие определения:
- заказ является списком грузов, которые необходимо отобрать из исходных пунктов и доставить в заданном порядке в заданный пункт назначения;
- обработка данного заказа (говорят также об управлении данным заказом) включает в себя все действия, производимые системой управления для управления автоматизированной системой распределения (включая исходные пункты), чтобы все грузы, перечисленные в данном заказе, поступили в требуемый пункт назначения в требуемом порядке.
Кроме того, под «одновременной обработкой нескольких заказов» следует понимать, что система управления не выжидает полной обработки одного заказа (то есть поступления всех грузов, перечисленных в этом заказе, в требуемый пункт назначения в требуемом порядке), чтобы производить (или, по меньшей мере, начать) обработку другого заказа.
В дальнейшем тексте описания следует различать два типа одновременной обработки множества заказов:
- первый тип одновременной обработки соответствует случаю, когда среди множества заказов, обрабатываемых одновременно системой управления, каждый заказ предназначен для отдельного пункта назначения. В этом случае система управления не ждет полной обработки первого заказа, предназначенного для первого пункта назначения (то есть поступления всех грузов, перечисленных в этом первом заказе, в первый требуемый пункт назначения в требуемом порядке), для осуществления (или, по меньшей мере, начала осуществления) обработки второго заказа, предназначенного для второго пункта назначения;
- второй тип одновременной обработки соответствует случаю, когда среди множества заказов, обрабатываемых одновременно системой управления, все они предназначены для одного пункта назначения. В этом случае система управления не ждет полной обработки первого заказа, предназначенного для этого пункта назначения (то есть поступления всех грузов, перечисленных в этом первом заказе, в этот пункт назначения в требуемом порядке), для осуществления (или, по меньшей мере, начала осуществления) обработки второго заказа, предназначенного для этого же пункта назначения. Следует отметить, что после обработки первого и второго заказов пункт назначения не принимает одновременно грузы этих двух заказов, а сначала принимает грузы, перечисленные в первом заказе (в требуемом порядке), затем принимает грузы, перечисленные во втором заказе (в требуемом порядке).
На практике эти два типа одновременной обработки можно комбинировать: среди множества заказов, обрабатываемых одновременно системой управления, по меньшей мере, два заказа предназначены для разных пунктов назначения, и, по меньшей мере, два заказа предназначены для одного и того же пункта назначения.
Изобретение применяется, в частности, но не исключительно в случае, когда каждый исходный пункт автоматизированной системы распределения является частью склада (в дальнейшем тексте описания эта часть будет также называться «сектором хранения») и каждый пункт назначения автоматизированной системы распределения является постом подготовки заказа (называемым также «постом сортировки»).
При этом понятно, что, не выходя за рамки настоящего изобретения, можно предусмотреть различные варианты: например, каждый исходный пункт можно определить как склад и даже как систему из нескольких складов или как устройство хранения (менее сложное, чем склад).
2. УРОВЕНЬ ТЕХНИКИ
В этом документе будет рассмотрена проблематика, характерная для частного случая, когда автоматизированную систему распределения используют для подготовки посылок. Разумеется, изобретение не ограничивается этим частным случаем применения и представляет интерес для любой технологии обработки заказа при помощи системы управления автоматизированной системой распределения, где сталкиваются с похожими или аналогичными проблемами.
В частности, системы подготовки посылок находят свое применение на предприятиях, специализирующихся на посылочной торговле и рассылке товаров небольшого объема. Примерами основных пользователей этих автоматизированных систем распределения являются поставщики канцелярских товаров, одежды, косметических средств, инструментов или запасных частей в области машиностроения. Эти системы позволяют подготовить посылку, соответствующую точному заказу клиента, с минимальными трудовыми затратами, в короткие сроки и при точном контроле складских запасов, причем этот заказ может касаться различных товаров в разных количествах, при этом каждый из товаров вместе с его количеством идентифицируют по серии заказа (таким образом, каждая серия заказа определяет складской контейнер, в котором находится требуемый товар).
Пример такой автоматизированной системы подготовки посылок описан в патенте FR 2915979, зарегистрированном на имя заявителя. Например, она содержит:
- автоматизированный склад, содержащий товары в складских контейнерах (соответствующих вышеупомянутым грузам), при этом каждый складской контейнер соответствует единому артикулу товара (это могут быть также контейнеры, содержащие специфический заказ или товары в ассортименте);
- пост подготовки заказа, на котором оператор отбирает товары и укладывает их в посылку (посылочный контейнер);
- систему конвейеров, доставляющих складские контейнеры, в которых находятся товары, из склада на пост подготовки заказа или отправки и наоборот; и
- систему управления (WCS).
Автоматизированный склад содержит, например, четыре сектора хранения, при этом каждый сектор хранения образован проходом, обслуживающим с двух сторон складской стеллаж (или полки) с несколькими находящихся друг над другом уровнями хранения, при этом каждый стеллаж разбит по своей длине на отсеки хранения (называемые также ячейками), каждый из которых предназначен для размещения одного складского контейнера. На каждом уровне хранения каждый проход содержит пути для перемещения устройства перевозки (называемого также тележкой сбора и транспортировки или челноком), которое обеспечивает перемещение складских контейнеров для их укладки внутри отсеков хранения и для их отбора из этих отсеков. Один путь обычно образован двумя параллельными рельсами, и тележка оснащена колесами для перемещения по этим рельсам. Тележки могут перемещаться не только горизонтально на одном уровне данного ряда, но их можно также перемещать от одного уровня прохода к другому, когда они перевозят или не перевозят складской контейнер, при помощи подъемников (называемых также устройствами подъема/спуска или спиральным конвейером, или мини-погрузчиком ("miniload" на английском языке). Эти подъемники позволяют также перемещать складской контейнер, находящийся на тележке, к системе конвейеров.
Система управления управляет заказом, соответствующим каждой посылке (посылочному контейнеру) и включающим в себя список складских контейнеров (грузов), в зависимости от отсека хранения этих складских контейнеров на складе, от наличия свободных тележек и подъемников на складе, а также от порядка, в котором эти складские контейнеры должны следовать к посту подготовки заказа. Это позволяет оптимизировать все перемещения и сроки подготовки посылок и обеспечивает синхронизацию между поступлением на пост подготовки готовящейся посылки и складских контейнеров, перечисленных в заказе, связанном с этой готовящейся посылкой.
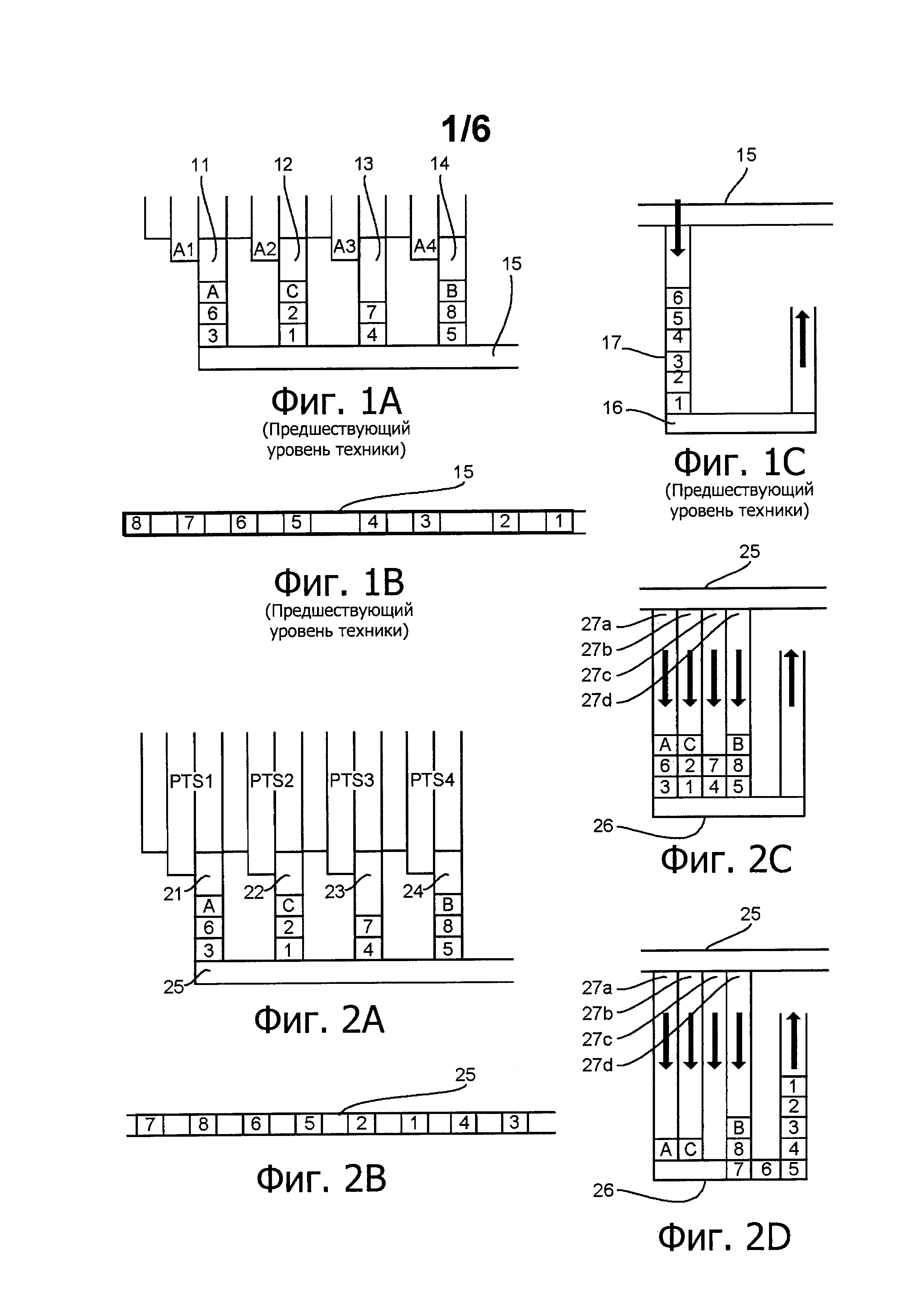
Далее со ссылками на фиг. 1А, 1В и 1С следует описание известной технологии обработки заказа при помощи системы управления в частном (представленном выше) контексте автоматизированной системы подготовки посылок. Для упрощения на этих фигурах показаны не все элементы, входящие в состав автоматизированной системы распределения.
На фиг. 1А показаны только:
- концы четырех секторов хранения (обозначенных A1-A4), которые являются частью автоматизированного склада и образуют четыре исходных пункта хранения грузов (складских контейнеров);
- множество буферных устройств (в дальнейшем называемых «исходными буферными устройствами») типа FIFO (от "First In First Out" на английском языке или «первый на входе - первый на выходе») (обозначенных 11-14), каждое из которых находится сразу на выходе одного из четырех секторов хранения A1-A4; и
- главный коллектор 15 (состоящий, например, из одного или нескольких конвейеров), доставляющий складские контейнеры, выходящие из исходных буферных устройств 11-14, на пост подготовки заказа. Таким образом, главный коллектор 15 служит для локализации поста подготовки заказа относительно автоматизированного склада. Действительно, здания не всегда позволяют располагать пост подготовки заказа рядом со складом.
На фиг. 1С показаны только:
- главный коллектор 15;
- пост 16 подготовки заказа, содержащий вспомогательный коллектор (состоящий, например, из одного или нескольких конвейеров) и образующий пункт назначения, принимающий грузы (складские контейнеры); и
- буферное устройство (в дальнейшем называемое «буферным устройством назначения») типа FIFO (обозначенное позицией 17), расположенное на входе поста 16 подготовки заказа.
В этом примере предполагается, что заказ включает в себя восемь грузов в заданном порядке, соответствующем возрастающему порядку номеров грузов от 1 до 8 на фигурах. Иначе говоря, пост 16 подготовки заказа должен принять эти восемь грузов в порядке от 1 до 8.
Предполагается также, что грузы, обозначенные 3 и 6, хранятся в секторе хранения под обозначением A1, грузы, обозначенные 1 и 2, хранятся в секторе хранения А2, грузы, обозначенные 4 и 7, хранятся в секторе хранения A3, и грузы, обозначенные 5 и 8, хранятся в секторе хранения A4.
Для обработки вышеупомянутого заказа система управления осуществляет первое упорядочение «внутри исходных пунктов» (упорядочение перед выходом из исходных пунктов), управляя каждым из исходных пунктов (секторов хранения) A1-A4 таким образом, чтобы хранящиеся в них грузы заказа выходили в соответствии с заданным порядком. Таким образом, как показано на фиг. 1А, исходное буферное устройство 11 (находящееся на выходе сектора хранения A1) принимает последовательно грузы под номерами 3 и 6. Исходное буферное устройство 12 (находящееся на выходе сектора хранения А2) принимает последовательно грузы под номерами 1 и 2. Исходное буферное устройство 13 (находящееся на выходе сектора хранения A3) принимает последовательно грузы под номерами 4 и 7. Исходное буферное устройство 14 (находящееся на выходе сектора хранения A4) принимает последовательно грузы под номерами 5 и 8.
Затем система управления осуществляет второе упорядочение «внутри исходных пунктов» (упорядочение после выхода из исходных пунктов), управляя множеством исходных буферных устройств 11-14 таким образом, чтобы грузы, перечисленные в заказе, размещались на главном коллекторе 15 в зависимости от заданного порядка. Следовательно, существует острая потребность в синхронизации между выходами исходных пунктов (секторов хранения). Например, даже если груз под номером 4 готов к выходу из исходного буферного устройства 13, его нельзя поместить на главный коллектор 15 для перемещения к посту 16 подготовки заказа, пока грузы под номерами 1, 2 и 3 не будут размещены (в этом порядке) на главном коллекторе 15.
На фиг. 1В показаны грузы, обозначенные 1-8, в ходе транспортировки на главном коллекторе 15 после размещения на нем в требуемом порядке (от 1 до 8).
Наконец, как показано на фиг. 1С, система управления управляет буферным устройством 17 назначения таким образом, чтобы грузы (которые поступают в него уже отсортированными в требуемом порядке) выходили из него с заданным ритмом для поступления на пост 16 подготовки заказа.
Известная технология позволяет одновременно обрабатывать несколько заказов, если каждый из них предназначен для отдельного поста подготовки заказа.
Как было указано выше, основным недостатком известного решения, показанного на фиг. 1А-1С, является жесткое условие синхронизации между выходами исходных пунктов (секторов хранения). Следовательно, исходные пункты не могут работать с разными ритмами и по разным заказам. Задержка на одном исходном пункте влечет за собой задержку на других исходных пунктах. Кроме того, степень заполнения главного коллектора не является оптимальной.
Другим недостатком известной технологии является то, что в случае нескольких пунктов назначения (постов подготовки) они не являются независимыми друг от друга. Действительно, в случае, когда несколько заказов, предназначенных для разных постов подготовки, обрабатываются одновременно, сбой на одном пункте назначения (пост подготовки) приводит к сбою на других пунктах назначения. Если грузы, находящиеся на главном коллекторе, не могут быть помещены на буферное устройство назначения, находящееся на входе данного пункта назначения (поста подготовки), то другие грузы оказываются заблокированными на главном коллекторе. Точно так же, изменение ритма работы одного пункта назначения может заблокировать или расстроить ритм работы других пунктов назначения.
3. ЗАДАЧИ ИЗОБРЕТЕНИЯ
Задачей изобретения, по меньшей мере, в одном варианте выполнения является устранение этих различных недостатков известных технических решений.
В частности, по меньшей мере, в одном варианте выполнения изобретения оно призвано предложить технологию обработки заказа при помощи системы управления автоматизированной системой распределения, которая позволяет пренебрегать условием (известной технологии) синхронизации между выходами исходных пунктов (такая синхронизация приводит к значительной потере номинальных темпов работы каждого исходного пункта).
Задачей, по меньшей мере, одного варианта выполнения изобретения является также разработка технологии, позволяющей сделать пункты назначения независимыми друг от друга.
Еще одной задачей, по меньшей мере, одного варианта выполнения изобретения является разработка технологии, которая является простой в применении и недорогой.
Еще одной задачей, по меньшей мере, одного варианта выполнения изобретения является разработка технологии, позволяющей одновременно обрабатывать несколько заказов, предназначенных для одного поста подготовки заказа.
4. РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В частном варианте выполнения изобретения предложена автоматизированная система распределения, содержащая исходные пункты хранения грузов, по меньшей мере, один пункт назначения, принимающий грузы, и систему управления, выполненную с возможностью обработки заказов. Автоматизированная система распределения дополнительно содержит первую общую систему транспортировки для транспортировки грузов, выходящих из исходных пунктов; и - на выходе первой общей системы транспортировки и на входе каждого из пунктов назначения, - по меньшей мере, одно множество связанных с ним первых буферных устройств типа FIFO, каждое из которых соответствует одному из исходных пунктов. Для обработки данного заказа, включающего в себя грузы, которые необходимо отобрать из исходных пунктов и доставить в данном порядке в данный пункт назначения, система управления выполнена с возможностью:
- осуществления первого упорядочения, управляя каждым исходным пунктом таким образом, чтобы грузы данного заказа, хранящиеся в указанном исходном пункте, выходили из указанного исходного пункта в соответствии с заданным порядком;
- осуществления второго упорядочения:
- направляя каждый из грузов данного заказа, выходящих из первой общей системы транспортировки и отобранных из данного исходного пункта, в первое буферное устройство, связанное с данным пунктом назначения и соответствующее данному исходному пункту; и
- управляя множеством первых буферных устройств, связанных с данным пунктом назначения, таким образом, чтобы грузы, перечисленные в данном заказе, выходили в направлении данного пункта назначения в зависимости от данного порядка, или выводя через интерфейс человек-машина для оператора, находящегося на данном пункте назначения, данные для приема, в зависимости от данного порядка, грузов, перечисленных в данном заказе, в первые буферные устройства, связанные с данным пунктом назначения.
Таким образом, основной принцип изобретения состоит в комбинировании первого упорядочения «внутри исходных пунктов» (упорядочение перед выходом из исходных пунктов) и второго упорядочения «между исходными пунктами» (упорядочение после выхода из исходных пунктов), как и в известном техническом решении. Однако, в отличие от известной технологии, второе упорядочение «между исходными пунктами» в соответствии с предлагаемой технологией осуществляют не путем управления множеством буферных устройств типа FIFO (обозначенных 11-14 на фиг. 1А), каждое из которых находится сразу на выходе одного из исходных пунктов, а путем управления множеством первых буферных устройств типа FIFO, связанных и расположенных на входе каждого пункта назначения.
Таким образом, этот совершенно новый изобретательский подход позволяет не учитывать условие синхронизации между выходами исходных пунктов, как в известной технологии. Иначе говоря, выходы исходных пунктов не синхронизированы и позволяют работать с разными ритмами и по разным заказам. Задержка на одной исходном пункте не влечет за собой задержку на других исходных пунктах. Возможно также опережение.
Каждый исходный пункт работает в ритме заказов и не ограничен ритмом упорядочений, происходящих в пункте назначения. За счет этого повышается производительность.
Кроме того, соответствующее определение параметров первых буферных устройств, связанных с каждым пунктом назначения, может перекрыть (скрыть) время реакции автоматизированной системы распределения, включая флуктуацию этого времени.
Другим преимуществом предложенной технологии является то, что в случае наличия нескольких пунктов назначения, они не зависят друг от друга (и, следовательно, не мешают друг другу), так как каждый пункт назначения взаимодействует со своим собственным множеством первых буферных устройств.
В частном (и не ограничительном) варианте выполнения каждый пункт назначения является постом подготовки заказа, и каждый исходный пункт является частью склада (например, сектором хранения), складом или складским комплексом.
Согласно частному аспекту изобретения, автоматизированная система распределения содержит связанные, по меньшей мере, с одним и тем же данным пунктом назначения, по меньшей мере, два множества первых буферных устройств типа FIFO, соответствующих, каждое, одному из исходных пунктов. Кроме того, для одновременной обработки, по меньшей мере, двух заказов, включающих в себя грузы, которые должны быть поставлены в указанный данный один пункт назначения, каждое множество первых буферных устройств используют в рамках второго упорядочения для обработки отдельного заказа среди указанных, по меньшей мере, двух заказов.
Таким образом, можно одновременно обрабатывать несколько заказов, предназначенных для одного пункта назначения.
Согласно частному отличительному признаку, автоматизированная система распределения содержит:
- второе буферное устройство типа FIFO, расположенное сразу на выходе каждого исходного пункта и на входе первой общей системы транспортировки; и/или
- третье буферное устройство типа FIFO, расположенное сразу на входе каждого пункта назначения и на выходе первой общей системы транспортировки.
Вторые буферные устройства (в дальнейшем называемые исходными буферными устройствами) и третьи буферные устройства (в дальнейшем называемые буферными устройствами назначения) позволяют сократить время реакции всей системы распределения.
Согласно первому частному варианту применения, автоматизированная система распределения содержит, по меньшей мере, два пункта назначения, каждый из которых связан, по меньшей мере, с одним множеством первых буферных устройств, и первая общая система транспортировки перемещает грузы между исходными пунктами и множествами первых буферных устройств, связанных с пунктами назначения.
Таким образом, предложенная технология совместима с применением первой общей системы транспортировки, позволяя делокализовать первые буферные устройства (и, следовательно, пункты назначения) относительно исходных пунктов. Благодаря вышеуказанному новому изобретательскому подходу, эту общую первую систему транспортировки используют лучше (более высокая степень заполнения), чем в известном техническом решении.
Предпочтительно система управления выполнена таким образом, чтобы при обнаружении свободного места в одном из первых буферных устройств, связанных с данным пунктом назначения, запускать порядок выхода, чтобы груз, предназначенный для указанного первого буферного устройства, выходил из исходного пункта, которому соответствует указанное первое буферное устройство, или выходил из буферного устройства типа FIFO, расположенного сразу на выходе исходного пункта, которому соответствует указанное первое буферное устройство, при этом выходящий груз поступает в указанную первую общую систему транспортировки.
Это правило гарантирует, что даже в случае проблемы в данном пункте назначения груз, передаваемый данным исходным пунктом в данный пункт назначения, все равно может поступить в первое буферное устройство, расположенное на входе этого данного пункта назначения и соответствующее этому данному исходному пункту. Этот груз не будет мешать использованию первой общей системы транспортировки для грузов, предназначенных для другого(их) пункта(ов) назначения.
Предпочтительно, по меньшей мере, для данного первого буферного устройства система управления выполнена таким образом, чтобы выдавать число порядков выхода, превышающее число свободных мест в указанном данном буферном устройстве.
Иначе говоря, вышеуказанное правило можно слегка смягчить. В первом буферном устройстве упреждают высвобождение N мест, идя на очень небольшой риск. Например, N может быть равно одному или двум и даже больше в зависимости от конфигурации системы.
Предпочтительно автоматизированная система распределения содержит, по меньшей мере, два пункта назначения, каждый из которых связан, по меньшей мере, с одним множеством первых буферных устройств, и содержит вторую общую систему транспортировки для перемещения грузов между пунктами назначения и множествами первых буферных устройств, связанных с пунктами назначения.
Таким образом, предложенная технология совместима с применением второй общей системы транспортировки, позволяющей делокализовать первые буферные устройства относительно пунктов назначения.
Предпочтительно система управления выполнена с возможностью осуществления динамического распределения первых буферных устройств среди пунктов назначения в зависимости от реально используемого(ых) пункта или пунктов назначения.
За счет этого оптимизируют использование первых буферных устройств. Это позволяет, например, увеличить число заказов, которые предназначены для одного пункта назначения и которые можно обрабатывать одновременно.
Согласно второму частному варианту применения, автоматизированная система распределения содержит, по меньшей мере, два пункта назначения, каждый из которых связан, по меньшей мере, с одним множеством первых буферных устройств, и содержит в каждом исходном пункте или для каждого исходного пункта подъемник, позволяющий извлекать грузы из указанного исходного пункта на нескольких уровнях в направлении первых буферных устройств, которые:
- соответствуют, каждый, указанному исходному пункту,
- связаны, каждый, с отдельным пунктом назначения, и
- находятся, каждый, на отдельном уровне среди указанных уровней.
Этот второй частный вариант применения позволяет одновременно обрабатывать несколько заказов без общей системы транспортировки.
В другом варианте выполнения изобретения предложен способ обработки заказа при помощи системы управления автоматизированной системой распределения, при этом указанная автоматизированная система распределения содержит исходные пункты, хранящие грузы, первую общую систему транспортировки для транспортировки грузов, выходящих из исходных пунктов, и, по меньшей мере, один пункт назначения, принимающий грузы, при этом указанный способ содержит следующие этапы для обработки данного заказа, включающего в себя грузы, которые необходимо отобрать из исходных пунктов и доставить в данном порядке в данный пункт назначения:
- система управления осуществляет первое упорядочение, управляя каждым исходным пунктом таким образом, чтобы грузы данного заказа, хранящиеся в указанном исходном пункте, выходили из указанного исходного пункта в соответствии с заданным порядком;
- система управления осуществляет второе упорядочение:
- направляя каждый из грузов данного заказа, выходящих из первой общей системы транспортировки и отобранных из данного исходного пункта, в первое буферное устройство, связанное с данным пунктом назначения и соответствующее данному исходному пункту, при этом множество буферных устройств типа FIFO связаны и находятся на входе каждого пункта назначения и соответствуют, каждое, одному из исходных пунктов, при этом указанное множество буферных устройство типа FIFO находятся на выходе первой общей системы транспортировки; и
- управляя множеством первых буферных устройств, связанных с данным пунктом назначения, таким образом, чтобы грузы, перечисленные в данном заказе, выходили в направлении данного пункта назначения в зависимости от данного порядка, или выводя через интерфейс человек-машина для оператора, находящегося на данном пункте назначения, данные для приема, в зависимости от данного порядка, грузов, перечисленных в данном заказе, в первые буферные устройства, связанные с данным пунктом назначения.
В другом варианте выполнения изобретения предложен компьютерный программный продукт, который содержит командные коды программы для применения вышеуказанного способа (в любом из его различных вариантов осуществления), когда указанную программу исполняет компьютер.
В другом варианте выполнения изобретения предложен носитель для записи, считываемый компьютером и не переходный, на котором записана компьютерная программа, содержащая набор команд, исполняемых компьютером для применения вышеуказанного способа (в любом из его различных вариантов осуществления).
5. СПИСОК ЧЕРТЕЖЕЙ
Другие отличительные признаки и преимущества изобретения будут более очевидны из нижеследующего описания, представленного в качестве не ограничительного примера, со ссылками на прилагаемые чертежи, на которых:
Фиг. 1А-1С уже описаны в связи с известным решением и представляют технологию обработки заказа при помощи системы управления в классической автоматизированной системе распределения.
Фиг. 2A-2D иллюстрируют технологию обработки заказа при помощи системы управления в автоматизированной системе распределения согласно первому варианту выполнения изобретения.
Фиг. 3A-3D иллюстрируют пример управления одним из исходных пунктов при помощи системы управления в контексте автоматизированной системы распределения, показанной на фиг. 2A-2D.
Фиг. 4A-4D иллюстрируют технологию обработки заказа при помощи системы управления в автоматизированной системе распределения согласно второму варианту выполнения изобретения.
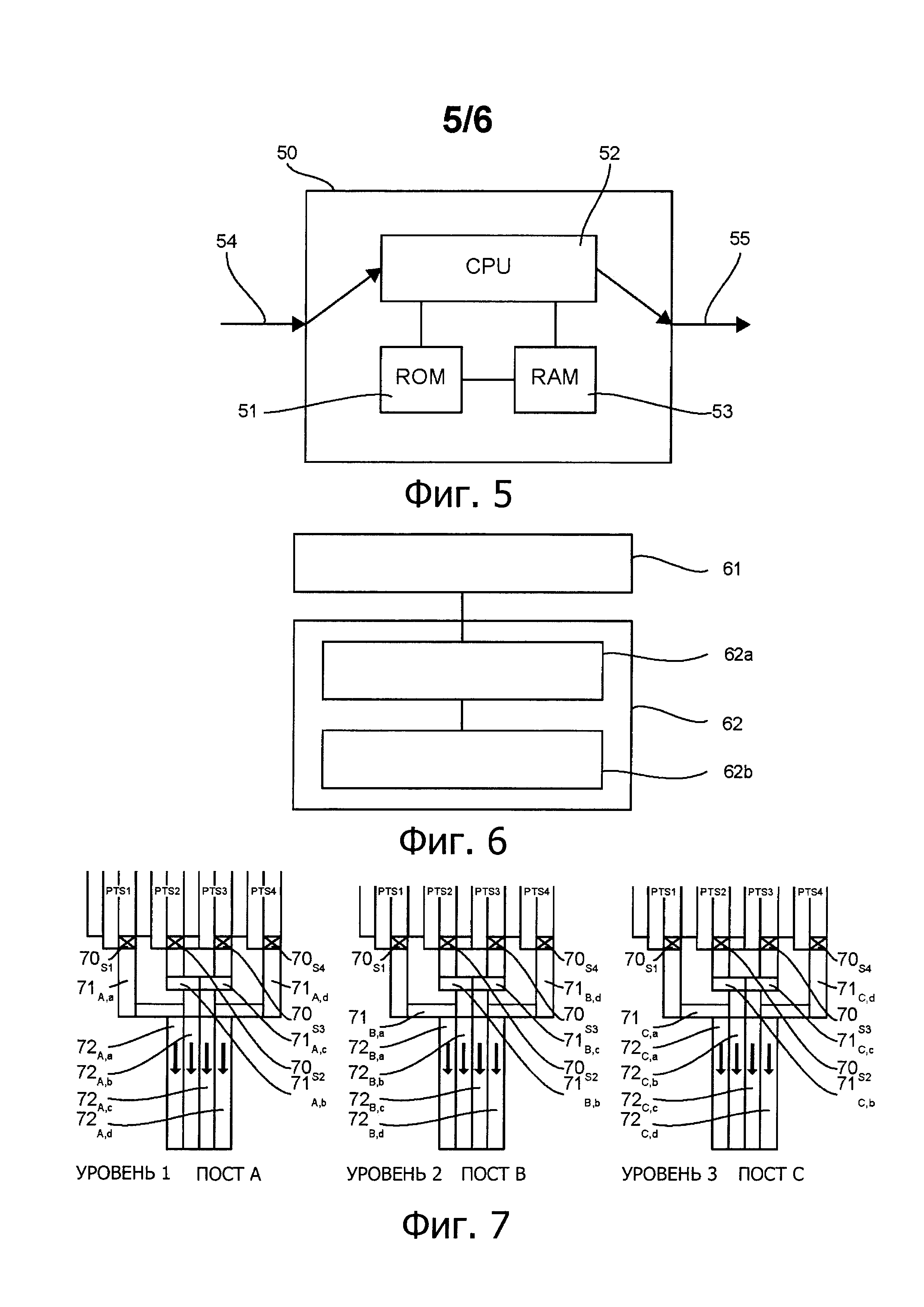
Фиг. 5 - структура системы управления согласно частному варианту выполнения изобретения.
Фиг. 6 - упрощенная блок-схема способа, осуществляемого системой управления, в первом варианте изобретения, представленном на фиг. 2A-2D.
Фиг. 7 иллюстрирует технологию обработки заказа при помощи системы управления в автоматизированной системе распределения согласно третьему варианту выполнения изобретения.
Фиг. 8 иллюстрирует технологию обработки заказа при помощи системы управления в автоматизированной системе распределения согласно четвертому варианту выполнения изобретения.
Фиг. 9 иллюстрирует технологию обработки заказа при помощи системы управления в автоматизированной системе распределения согласно пятому варианту выполнения изобретения.
6. ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
На всех фигурах настоящего документа идентичные элементы и этапы имеют одинаковые цифровые обозначения.
Далее со ссылками на фиг. 2A-2D и 6 следует описание технологии обработки заказа при помощи системы управления в автоматизированной системе распределения согласно первому варианту выполнения изобретения.
Например, предполагается, что автоматизированную систему распределения используют для подготовки посылок, и она содержит:
- автоматизированный склад, содержащий товары в складских контейнерах (эти складские контейнеры называются также грузами), при этом каждый складской контейнер соответствует единому артикулу товара;
- пост подготовки заказа, на котором оператор отбирает товары и укладывает их в посылку (называемую также посылочным контейнером);
- систему конвейеров, доставляющих складские контейнеры, в которых находятся товары, из склада на пост подготовки заказа и наоборот; и
- систему управления (WCS).
Автоматизированный склад и система управления выполнены, например, как описано в патенте FR 2915979, зарегистрированном на имя заявителя (см. выше краткое изложение этой технологии).
Для упрощения на фиг. 2A-2D показаны не все составные элементы автоматизированной системы распределения.
На фиг. 2А показаны только:
- концы четырех секторов хранения (обозначенных PTS1-PTS4), которые являются частью автоматизированного склада и образуют четыре исходных пункта хранения грузов (складских контейнеров);
- множество исходных буферных устройств типа FIFO (обозначенных 21-24), каждое из которых расположено на выходе одного из четырех секторов хранения PTS1-PTS4. Каждое исходное буферное устройство является, например, конвейером или любой другой системой накопления или хранения; и
- главный коллектор 25 (называемый также «системой транспортировки» и состоящий, например, из одного или нескольких конвейеров), доставляющий складские контейнеры, выходящие из исходных буферных устройств 21-24, до поста подготовки заказа. Таким образом, главный коллектор 25 служит для делокализации поста подготовки заказа относительно автоматизированного склада. Действительно, здания не всегда позволяют расположить пост подготовки заказа рядом со складом.
На каждой из фиг. 2С и 2D показаны только:
- главный коллектор 25;
- пост 26 подготовки заказа, содержащий вспомогательный коллектор (состоящий, например, из одного или нескольких конвейеров) и образующий пункт назначения, принимающий грузы (складские контейнеры); и
- множество буферных устройств назначения типа FIFO (обозначенных 27a-27d), расположенных на входе поста 26 подготовки заказа и соответствующих, каждое, одному из четырех секторов хранения (исходных пунктов) PTS1-PTS4. Каждое буферное устройство назначения является, например, конвейером или любой другой системой накопления или хранения.
В этом примере (как и в примере, показанном на фиг. 1А-1С) предполагается, что заказ включает в себя восемь грузов в заданном порядке, соответствующем возрастающему порядку номеров от 1 до 8, которыми обозначены грузы на фигурах. Иначе говоря, пост 26 подготовки заказа должен принять эти восемь грузов в порядке от 1 до 8.
Предполагается также, что грузы под номерами 3 и 6 хранятся в секторе хранения, обозначенном PTS1, грузы под номерами 1 и 2 хранятся в секторе хранения, обозначенном PTS2, грузы под номерами 4 и 7 хранятся в секторе хранения, обозначенном PTS3, и грузы под номерами 5 и 8 хранятся в секторе хранения, обозначенном PTS4.
Для обработки вышеупомянутого заказа система управления осуществляет первое упорядочение (этап 61 на фиг. 6), управляя каждым из исходных пунктов (секторов хранения) PTS1-PTS4 таким образом, чтобы хранящиеся в них грузы заказа выходили в заданном порядке. Таким образом, как показано на фиг. 2А, исходное буферное устройство под обозначением 21 (расположенное на выходе сектора хранения PTS1) принимает последовательно грузы под номерами 3 и 6. Исходное буферное устройство под обозначением 22 (расположенное на выходе сектора хранения PTS2) принимает последовательно грузы под номерами 1 и 2. Исходное буферное устройство под обозначением 23 (расположенное на выходе сектора хранения PTS3) принимает последовательно грузы под номерами 4 и 7. Исходное буферное устройство под обозначением 24 (расположенное на выходе сектора хранения PTS4) принимает последовательно грузы под номерами 5 и 8.
Затем система управления управляет множеством исходных буферных устройств 21-24 таким образом, чтобы грузы, перечисленные в заказе, поступали на главный коллектор 25 по мере их прибытия на выход исходных буферных устройств 21-24, уже не обращая внимания на порядок размещения в заказе, то есть не соблюдая условий синхронизации между выходами исходных пунктов (секторов хранения) PTS1-PTS4. Таким образом, грузы, перечисленные в заказе, не поступают на главный коллектор 25 в зависимости от заданного порядка. Например, если груз под номером 3 готов выйти из исходного буферного устройства 21, то он поступает на главный коллектор 25 и проходит к посту 26 подготовки заказа, даже если грузы под номерами 1 и 2 еще не поступили на главный коллектор 25.
На фиг. 2В показаны грузы под номерами 1-8 во время транспортировки на главном коллекторе 25 после поступления на него в следующем порядке: 3, 4, 1, 2, 5, 6, 8, 7 (а не в порядке (от 1 до 8) заказа).
Затем система управления осуществляет второе упорядочение (этап 62 на фиг. 6) с первой фазой (этап 62а на фиг. 6) направления каждого из грузов заказа, выходящих из данного исходного пункта (среди PTS1-PTS4), в буферное устройство назначения (среди 27a-27d), находящееся на входе поста 26 подготовки заказа и соответствующее данному исходному пункту. В вышеуказанном примере груз под номером 4 направляется в буферное устройство назначения 27 с (соответствующее исходному пункту PTS3), груз под номером 1 направляется в буферное устройство назначения 27b (соответствующее исходному пункту PTS2) и т.д. Как показано на фиг. 2С, буферное устройство назначения 27а (соответствующее исходному буферному устройству под обозначением 21) последовательно принимает грузы под номерами 3 и 6. Буферное устройство назначения 27b (соответствующее исходному буферному устройству под обозначением 22) последовательно принимает грузы под номерами 1 и 2. Буферное устройство назначения 27 с (соответствующее исходному буферному устройству под обозначением 23) последовательно принимает грузы под номерами 4 и 7. Буферное устройство назначения 27d (соответствующее исходному буферному устройству под обозначением 24) последовательно принимает грузы под номерами 5 и 8. Для каждого груза направление осуществляют, например, благодаря наличию средств считывания идентификатора груза (например, устройства считывания штрих-кода или устройства считывания этикетки RFID или даже с использованием технологии отслеживания ("tracking" на английском языке), которые взаимодействуют со средствами (например, роликовым конвейером) перемещения груза к необходимому буферному устройству назначения (среди 27a-27d).
В рамках этого же второго упорядочения, как показано на фиг. 2D, во второй фазе (этап 62b на фиг. 6) система управления управляет буферными устройствами 27a-27d назначения таким образом, чтобы грузы выходили из них в порядке заказа (от 1 до 8) для поступления на пост 26 подготовки заказа.
В версии этой второй фазы система управления при помощи интерфейса человек-машина (не показан) предоставляет оператору, находящемуся на посту 26 подготовки заказа, информацию, чтобы этот оператор принимал в порядке заказа грузы, перечисленные в заказе и поступающие в находящиеся перед ним буферные устройства назначения 27a-27d.
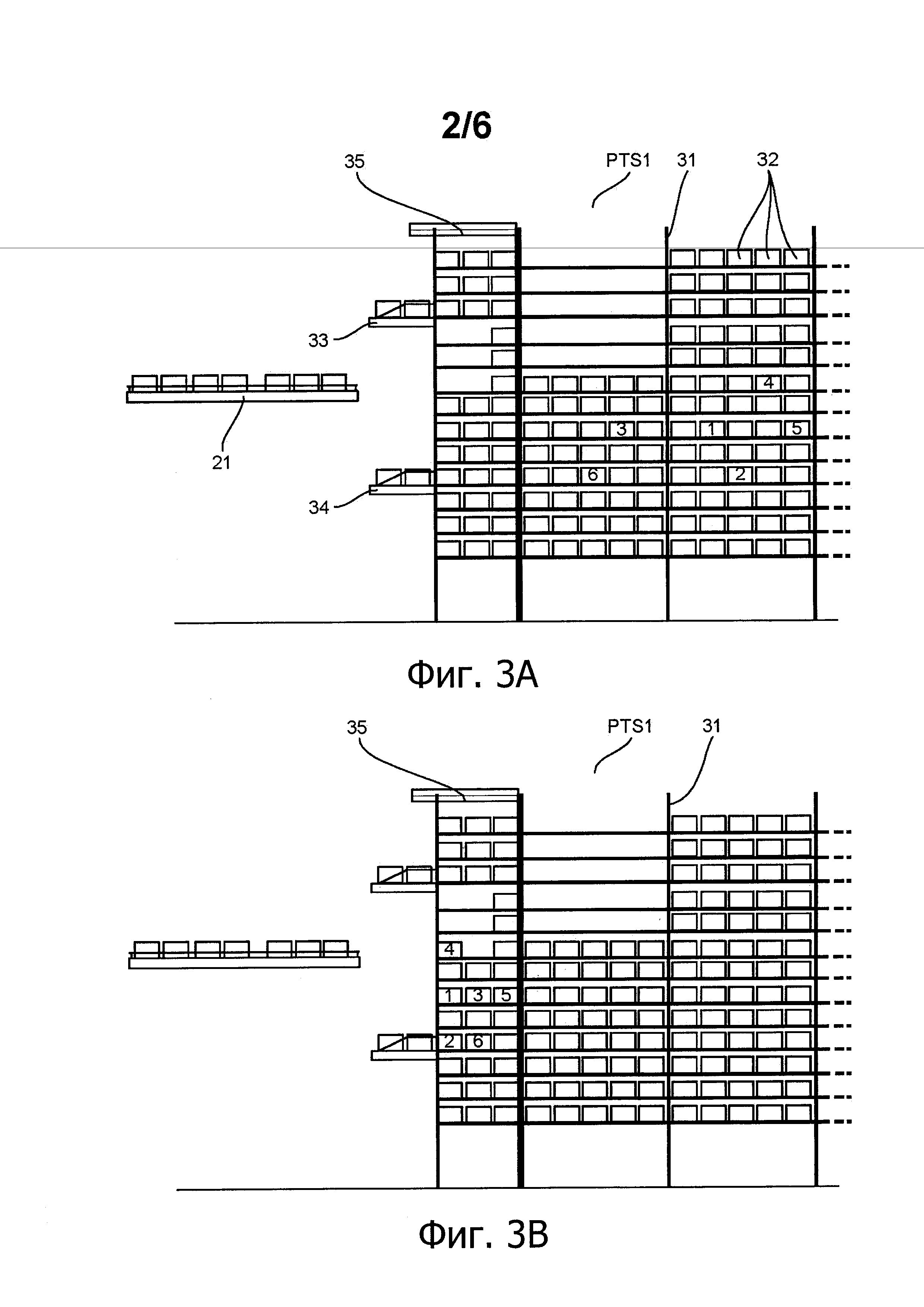
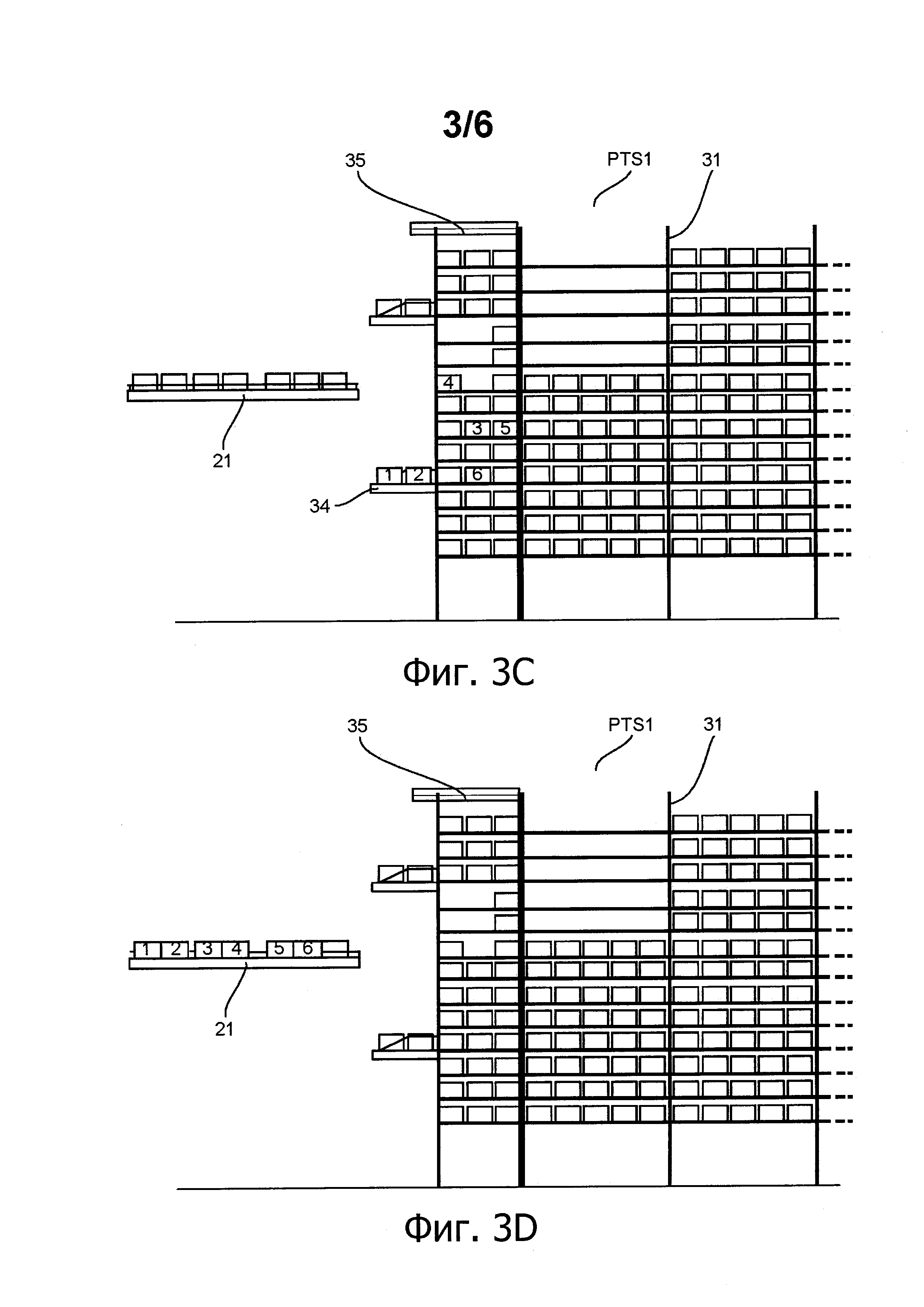
Далее со ссылками на фиг. 3A-3D следует описание примера управления одним из секторов хранения (исходных пунктов) PTS1-PTS4 при помощи системы управления в контексте автоматизированной системы распределения, показанной на фиг. 2A-2D.
На каждой из фиг. 3A-3D в продольном разрезе показан сектор хранения (например, PTS1), содержащий проход, обслуживающий с двух сторон складской стеллаж 31 с несколькими уровнями расположенных друг над другом мест хранения. Каждый стеллаж разделен по длине на отсеки хранения (называемые также ячейками) 32, предназначенные, каждый, для размещения одного груза (складского контейнера). На каждом уровне хранения проход содержит пути для перемещения челнока (называемого также устройством перемещения или тележкой), который обеспечивает перемещение грузов для их размещения внутри отсеков хранения и для их извлечения из этих отсеков.
Сектор хранения содержит также подъемники 33, 34 (называемые также устройствами подъема/спуска), которые расположены на одном конце прохода и позволяют доставлять грузы к складским стеллажам (с целью их складирования внутри отсеков хранения) или снимать грузы со стеллажей (с целью их транспортировки к исходному буферному устройству (обозначенному 21 в случае сектора хранения PTS1). Например, один подъемник используют для размещения грузов на складских стеллажах, а другой подъемник используют для снятия грузов со стеллажей. Третий подъемник (не показан) или один из вышеуказанных подъемников (входной или выходной) можно использовать для перемещения челноков от одного уровня прохода к другому.
В примере, показанном на фиг. 3A-3D, каждый стеллаж содержит на каждом уровне буферную зону 35, в которую поступают грузы и хранятся в ней временно до удаления (к исходному буферному устройству, обозначенному 21) при помощи одного из подъемников.
Рассмотрим пример (отличающийся от примера, представленного на фиг. 2A-2D), в котором заказ включает в себя двенадцать грузов в следующем порядке: 1, 1ʹ, 2ʹ, 2, 3, 3ʹ, 4ʹ, 5ʹ, 4, 5, 6, 6ʹ. Предположим также, что грузы под номерами 1-6 хранятся в секторе хранения PTS1, а грузы под номерами 1ʹ-6ʹ хранятся в секторе хранения PTS2.
Напомним (см. выше описание со ссылками на фиг. 2А), что для обработки заказа система управления осуществляет первое упорядочение, управляя каждым из секторов хранения (исходных пунктов) PTS1-PTS4 таким образом, чтобы хранящиеся в них грузы заказа выходили в заданном порядке.
На фиг. 3A-3D представлены четыре последовательных этапа этого первого упорядочения для сектора хранения PTS1.
На первом этапе, показанном на фиг. 3А, в зависимости от обрабатываемого заказа система управления выбирает грузы (под номерами 1-6 в рассматриваемом примере) для извлечения из сектора хранения PTS1 и определяет задачи для различных элементов сектора хранения в зависимости от расположения этих грузов на стеллажах 31, от наличия свободных челноков и подъемников, а также от порядка, в котором грузы должны выходить из сектора хранения PTS1.
На втором этапе, показанном на фиг. 3В, челноки выполняют задачи в порядке, заданном системой управления, и грузы под номерами 1-6 накапливаются в буферных зонах 35 на различных уровнях стеллажей 31.
На третьем этапе, показанном на фиг. 3С, подъемник 34 осуществляет задачи в порядке, заданном системой управления. Подъемник является сортировочным устройством, которое осуществляет упорядочение грузов. На фиг. 3С подъемник начинает извлечение грузов под номерами 1 и 2.
На четвертом этапе, показанном на фиг. 3D, система управления завершает размещение на исходном буферном устройстве, обозначенном 21, в требуемом порядке грузов (под номерами 1-6), которые до этого хранились в секторе хранения PTS1.
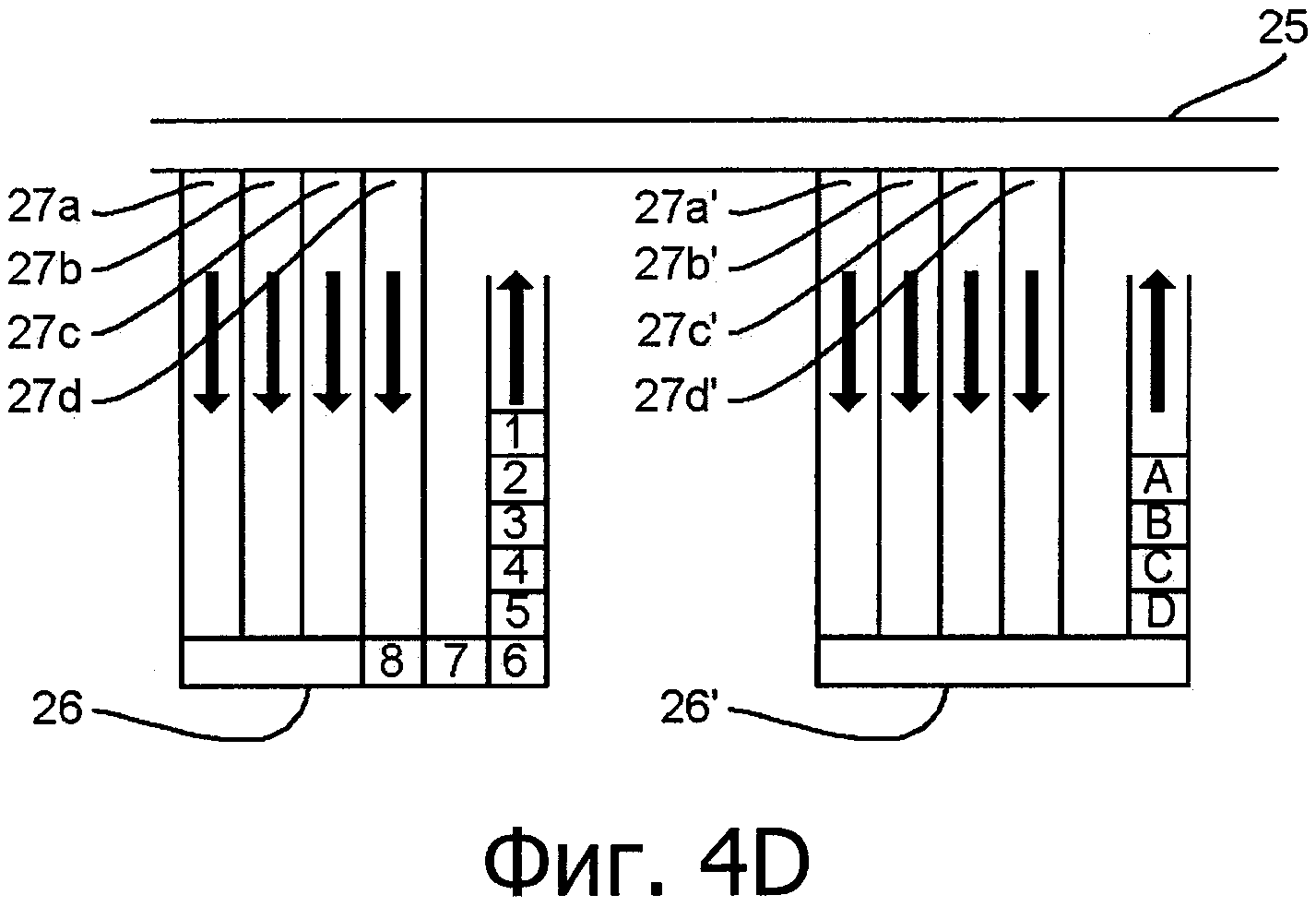
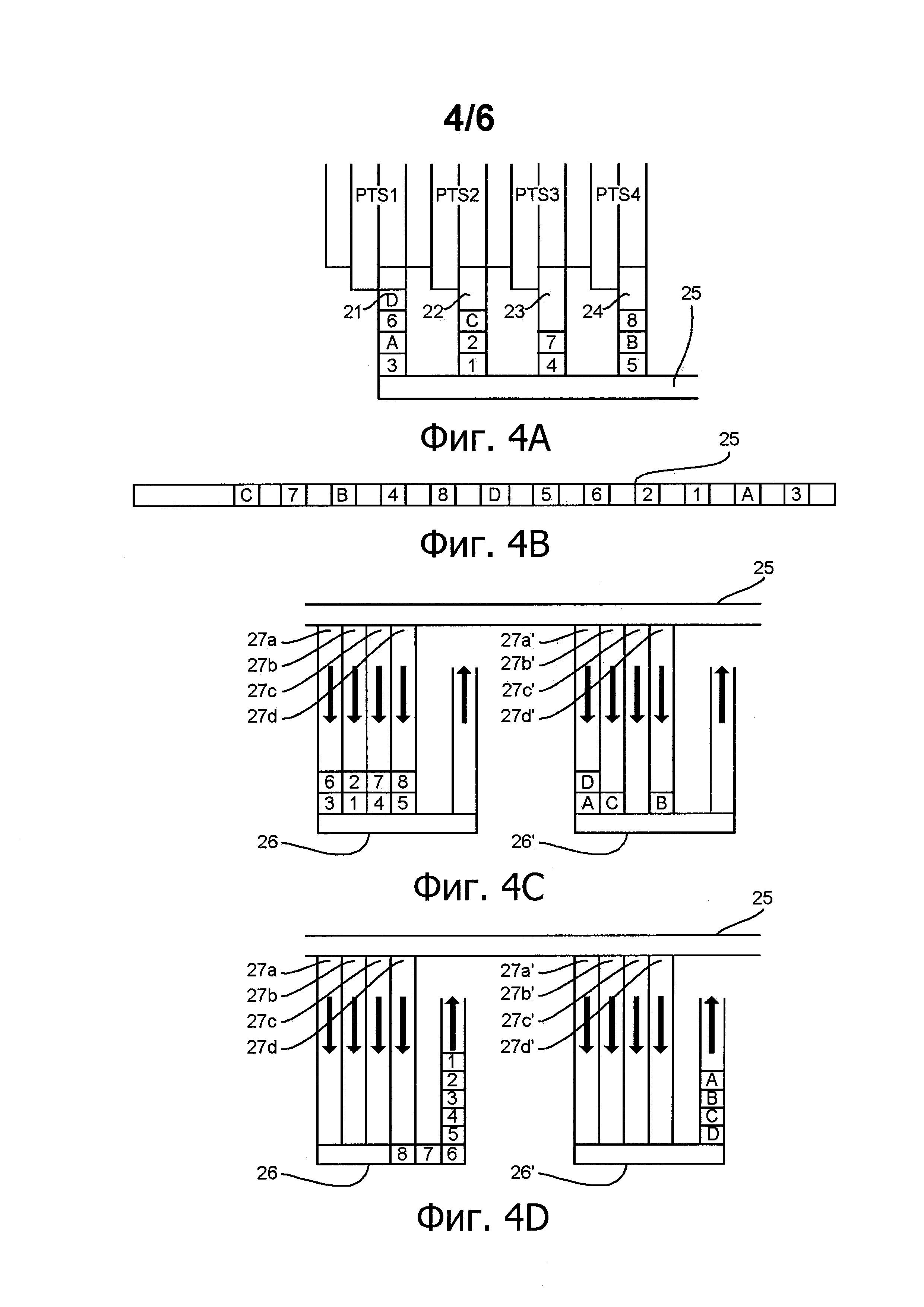
Далее со ссылками на фиг. 4A-4D следует описание технологии обработки при помощи системы управления в рамках автоматизированной системы распределения согласно второму варианту выполнения изобретения.
Этот второй вариант выполнения отличается от первого варианта тем, что автоматизированная система распределения содержит:
- второй пост подготовки заказа (обозначенный 26ʹ) в дополнение к (первому) посту 26 в первом варианте выполнения; и
- множество буферных устройств назначения типа FIFO (обозначенных 27аʹ-27dʹ), расположенных на входе второго поста 26ʹ подготовки заказа и соответствующих, каждое, одному из четырех секторов хранения (исходных пунктов) PTS1-PTS4.
В этом случае главный коллектор 25 является общей системой транспортировки и предназначен для транспортировки грузов между секторами хранения PTS1-PTS4 и двумя множествами буферных устройств назначения (обозначенных 27a-27d и 27аʹ-27dʹ).
В этом примере предполагается, что первый заказ, предназначенный для первого поста подготовки заказа (обозначенного 26), включает в себя восемь грузов (обозначенных в порядке от 1 до 8), и что второй заказ, предназначенный для второго поста подготовки заказа (обозначенного 26ʹ), включает в себя четыре груза (обозначенные в порядке от А до D).
Предположим также, что грузы под номерами 3 и 6 первого заказа и грузы под номерами А и D второго заказа хранятся в секторе хранения PTS1, грузы под номерами 1 и 2 первого заказа и груз под номером С второго заказа хранятся в секторе хранения PTS2, грузы под номерами 4 и 7 первого заказа хранятся в секторе хранения PTS3, и грузы под номерами 5 и 8 первого заказа и груз под номером В второго заказа хранятся в секторе хранения PTS4.
Для одновременной обработки вышеуказанных первого и второго заказов система управления осуществляет первое упорядочение, управляя каждым из исходных пунктов (секторов хранения) PTS1-PTS4 таким образом, чтобы хранящиеся в них грузы первого и второго заказов выходили из них согласно заданному порядку для каждого из заказов. Так, как показано на фиг. 4А, исходное буферное устройство, обозначенное 21 (находящееся на выходе сектора хранения PTS1), принимает последовательно грузы под номерами 3, А, 6 и D. Исходное буферное устройство, обозначенное 22 (находящееся на выходе сектора хранения PTS2), принимает последовательно грузы под номерами 1, 2 и С. Исходное буферное устройство, обозначенное 23 (находящееся на выходе сектора хранения PTS3), принимает последовательно грузы под номерами 4 и 7. Исходное буферное устройство, обозначенное 24 (находящееся на выходе сектора хранения PTS4), принимает последовательно грузы под номерами 5, В и 8.
Затем система управления управляет множествами исходных буферных устройств 21-24 таким образом, чтобы грузы, перечисленные в первом и втором заказах, поступали на главный коллектор 25 по мере их поступления на выход исходных буферных устройств 21-24, не обращая внимания на порядок размещения в каждом заказе (и на порядок между двумя заказами) и, следовательно, без учета условий синхронизации между выходами исходных пунктов (секторов хранения) PTS1-PTS4.
В частном варианте выполнения при обнаружении свободного места в данном буферном устройстве назначения (среди буферных устройств 27a-27d, находящихся на входе первого поста 26 подготовки заказа, и буферных устройств 27аʹ-27аʹʹ, находящихся на входе второго поста 26ʹ подготовки заказа) система управления запускает порядок выхода, чтобы груз, предназначенный для данного буферного устройства назначения, выходил из исходного пункта (среди PTS1-PTS4), которому соответствует данное буферное устройство назначения, или выходил из исходного буферного устройства (среди 21-24), расположенного сразу на выходе исходного пункта, которому соответствует данное исходное буферное устройство. Выходящий груз поступает на главный коллектор 25 (общая система транспортировки).
В варианте для каждого данного буферного устройства назначения (среди 27a-27d и 27аʹ-27dʹ) система управления выполнена с возможностью выдачи числа порядков выхода, превышающего на одну или две единицы число свободных мест в этом данном буферном устройстве назначения.
На фиг. 4В показаны грузы, обозначенные 1-8 и A-D во время транспортировки на главном коллекторе 25 после размещения на нем в следующем порядке: 3, А, 1, 2, 6, 5, D, 8, 4, В, 7 и С.
Затем система управления осуществляет второе упорядочение:
- направляя каждый из грузов первого заказа, выходящих из данного исходного пункта (среди PTS1-PTS4), в буферное устройство назначения (среди 27a-27d), расположенное на входе первого поста 26 подготовки заказа и соответствующее данному исходному пункту; и
- направляя каждый из грузов второго заказа, выходящих из данного исходного пункта (среди PTS1-PTS4), в буферное устройство назначения (среди 27аʹ-27dʹ), расположенное на входе второго поста 26ʹ подготовки заказа и соответствующее данному исходному пункту.
Как показано на фиг. 4С, буферное устройство назначения, обозначенное 27а (соответствующее исходному буферному устройству, обозначенному 21), последовательно принимает грузы под номерами 3 и 6. Буферное устройство назначения, обозначенное 27b (соответствующее исходному буферному устройству, обозначенному 22), последовательно принимает грузы под номерами 1 и 2. Буферное устройство назначения, обозначенное 27с (соответствующее исходному буферному устройству, обозначенному 23), последовательно принимает грузы под номерами 4 и 7. Буферное устройство назначения, обозначенное 27d (соответствующее исходному буферному устройству, обозначенному 24), последовательно принимает грузы под номерами 5 и 8. Буферное устройство назначения, обозначенное 27аʹ (соответствующее исходному буферному устройству, обозначенному 21), последовательно принимает грузы под номерами А и D. Буферное устройство назначения, обозначенное 27bʹ (соответствующее исходному буферному устройству, обозначенному 22), принимает груз под номером С. Буферное устройство назначения, обозначенное 27dʹ (соответствующее исходному буферному устройству, обозначенному 24), принимает груз под номером В.
В рамках этого же второго упорядочения и как показано на фиг. 4D, система управления управляет (во второй фазе) буферными устройствами назначения 27a-27d таким образом, чтобы грузы выходили из них в порядке первого заказа (от 1 до 8) для поступления на первый пост 26 подготовки заказа, и управляет буферными устройствами назначения 27аʹ-27dʹ таким образом, чтобы грузы выходили из них в порядке второго заказа (от А до D) для поступления на второй пост 26ʹ подготовки заказа.
В версии этой второй фазы система управления предоставляет при помощи интерфейса человек-машина (не показан):
- первому оператору, находящемуся на первом посту 26 подготовки заказа, данные, чтобы он принимал в порядке первого заказа грузы, перечисленные в первом заказе и поступающие в находящиеся перед ним буферные устройства назначения 27a-27d; и
- второму оператору, находящемуся на втором посту 26ʹ подготовки заказа, данные, чтобы он принимал в порядке второго заказа грузы, перечисленные во втором заказе и поступающие в находящиеся перед ним буферные устройства назначения 27аʹ-27dʹ.
На фиг. 5 представлена упрощенная структура системы управления 50 согласно частному варианту выполнения изобретения. Эта система управления содержит запоминающее устройство RAM 53, блок обработки (CPU) 52, оснащенный, например, процессором и управляемый компьютерной программой, записанной в запоминающем устройстве ROM 51. В момент инициализации командные коды компьютерной программы загружаются, например, в запоминающее устройство RAM 53, после чего их исполняет процессор блока обработки 52 для осуществления технологии обработки заказа согласно первому варианту выполнения изобретения (см. фиг. 2A-2D и 3A-3D), второму варианту выполнения изобретения (см. фиг. 4A-4D), третьему варианту выполнения изобретения (см. фиг. 7), четвертому варианту выполнения изобретения (см. фиг. 8) или пятому варианту выполнения изобретения (см. фиг. 9). Блок обработки 52 принимает на входе один или несколько заказов 54 (каждый из которых предназначен для одного пункта назначения среди одного или нескольких пунктов назначения; при этом несколько заказов можно обрабатывать одновременно, если они предназначены для разных пунктов назначения), процессор блока обработки 52 обрабатывает заказ или заказы 54 и генерирует на выходе команды 55, позволяющие управлять различными элементами, входящими в состав автоматизированной системы распределения, в частности:
- секторами хранения PTS1-PTS4 (содержащими челноки, подъемники, конвейеры и т.д.);
- исходными буферными устройствами типа FIFO (обозначенными 21-24), каждое из которых расположено на выходе одного из четырех секторов хранения PTS1-PTS4;
- главным коллектором (обозначенным 25), состоящим, например, из одного или нескольких конвейеров;
- постом или постами подготовки заказа (обозначенными 26 и 26ʹ), каждый из которых содержит вспомогательный коллектор;
- буферными устройствами назначения типа FIFO (обозначенными 27a-27d и 27аʹ-27dʹ), каждое из которых находится на входе поста 26, 26ʹ подготовки заказа и соответствует одному из четырех секторов хранения PTS1-PTS4.
Эта фиг. 5 иллюстрирует лишь частный способ из множества возможных способов осуществления технологии в соответствии с изобретением по любому из вариантов его выполнения. Действительно, система управления может равнозначно работать:
- на перепрограммируемой вычислительной машине (компьютер PC, процессор DSP или микроконтроллер), исполняющей программу, содержащую последовательность команд, или
- на специальной вычислительной машине (например, совокупности логических портов, таких как FPGA или ASIC, или любой аппаратный модуль).
В случае, когда система управления выполнена с перепрограммируемой вычислительной машиной, соответствующую программу (то есть последовательность команд) можно записать на съемный или несъемный носитель записи (например, такой как дискета, CD-ROM или DVD-ROM), причем этот носитель может частично или полностью считываться компьютером или процессором.
Далее со ссылками на фиг. 7 следует описание технологии обработки заказа при помощи системы управления в автоматизированной системе распределения согласно третьему варианту выполнения изобретения.
В этом примере система распределения содержит четыре сектора хранения (обозначенные PTS1-PTS4), которые являются частью автоматизированного склада и образуют четыре исходных пункта хранения грузов. Каждый из исходных пунктов PTS1-PTS4 содержит подъемник 70s1-70s4, позволяющий извлекать грузы (из соответствующего исходного пункта) на трех уровнях (в дальнейшем называемых уровнем 1, уровнем 2 и уровнем 3).
Левая, центральная и правая части фиг. 7 соответствуют одному из этих трех уровней. Для каждого уровня система распределения содержит:
- пост подготовки заказа (в дальнейшем называемые постами А, В и С соответственно для уровней 1,2 и 3);
- множество буферных устройств назначения типа FIFO (обозначенных 72A,a-72A,d для уровня 1,72B,а-72B,d для уровня 2 и 72C,a-72C,d для уровня 3), расположенных на входе поста подготовки заказа (пост А, В или С) соответствующего уровня и соответствующих, каждое, одному из четырех исходных пунктов PTS1-PTS4.
Каждое буферное устройство назначения является, например, конвейером или любой другой системой накопления или хранения;
- множество промежуточных коллекторов (обозначенных 71A,a-71A,d для уровня 1,71B,а-71B,d Для уровня 2 и 71C,a-71C,d для уровня 3) (каждый из которых состоит, например, из одного или нескольких конвейеров), расположенных, каждый, на входе одного из буферных устройств назначения.
Для одновременной обработки нескольких заказов система управления осуществляет первое упорядочение: для данного заказа (включающего в себя грузы, которые необходимо извлечь из исходных пунктов и доставить в заданном порядке на данный пункт назначения) она управляет каждым из исходных пунктов PTS1-PTS4 таким образом, чтобы хранящиеся в них грузы этого заказа выходили из них в соответствии с заданным порядком и на уровне, где находится данный пункт назначения. Это происходит без учета порядка расположения в заказе и, следовательно, без учета условий синхронизации между выходами исходных пунктов PTS1-PTS4.
Выбор надлежащего уровня соответствует направлению, эквивалентному первой фазе второго упорядочения в описанных выше вариантах выполнения. Затем система управления осуществляет вторую фазу второго упорядочения: для данного заказа она управляет множеством промежуточных коллекторов и множеством буферных устройств назначения уровня, где находится данный пункт назначения, таким образом, чтобы грузы поступали в заданном порядке на пост подготовки заказа, находящийся на этом уровне.
В версии этой второй фазы система управления выдает при помощи интерфейса человек-машина (не показан) оператору, находящемуся на посту подготовки заказа, информацию, чтобы этот оператор принимал в порядке заказа грузы, перечисленные в заказе, поступающие в находящиеся перед ним буферные устройства назначения.
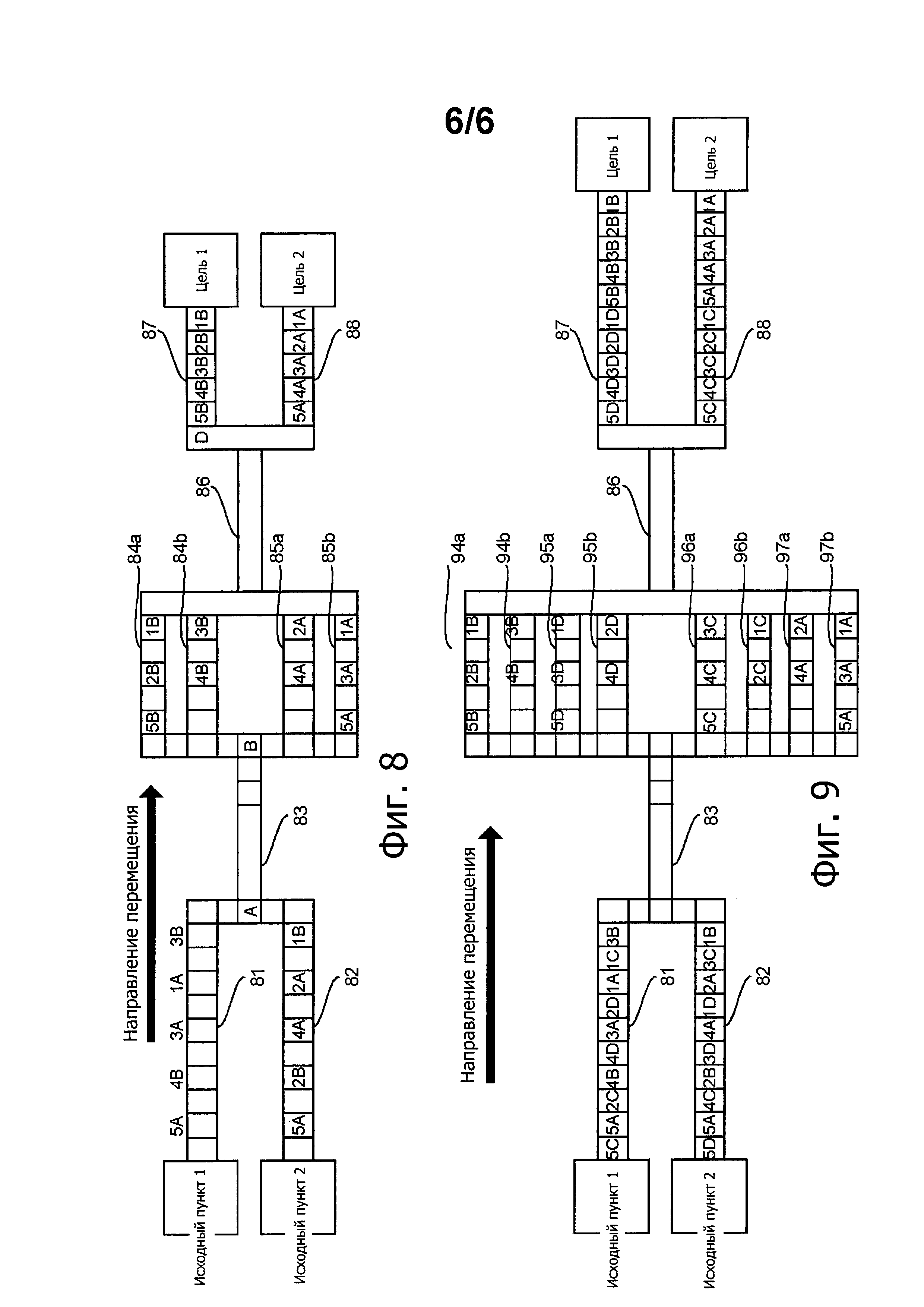
Далее со ссылками на фиг. 8 следует описание технологии обработки при помощи системы управления в рамках автоматизированной системы распределения согласно четвертому варианту выполнения изобретения.
В этом примере система распределения содержит:
- два исходных пункта (обозначенных как исходный пункт 1 и исходный пункт 2);
- сразу на выходе каждого исходного пункта исходное буферное устройство 81 и 82 типа FIFO;
- первый участок 83 главного коллектора (общей системы транспортировки), принимающий грузы, выходящие из исходных буферных устройств исходных пунктов 81 и 82;
- два множества промежуточных буферных устройств типа FIFO, расположенных параллельно и на выходе первого участка 83 главного коллектора. Первое множество включает в себя два промежуточных буферных устройства 84а и 84b, каждое из которых соответствует одному из двух исходных пунктов и используется для сортировки грузов каждого заказа, предназначенного для первого пункта назначения (цель 1). Второе множество включает в себя два промежуточных буферных устройства 85а и 85b, каждое из которых соответствует одному из двух исходных пунктов и используется для сортировки грузов каждого заказа, предназначенного для второго пункта назначения (цель 2);
- второй участок главного коллектора, расположенный на выходе множества буферных устройств назначения;
- непосредственно на входе каждого пункта назначения - буферное устройство назначения типа FIFO;
- два пункта назначения (обозначенные как цель 1 и цель 2).
В примере, представленном на фиг. 8, предполагается, что необходимо одновременно обработать два следующих заказа (один заказ для каждого пункта назначения):
- первый заказ, включающий в себя пять грузов, обозначенных (в порядке первого заказа): 1B, 2В, 3В, 4В и 5В. Он предназначен для первого пункта назначения (цель 1); и
- второй заказ, включающий в себя пять грузов, обозначенных (в порядке первого заказа): 1А, 2А, 3А, 4А и 5А. Он предназначен для второго пункта назначения (цель 2).
На фиг. 8 грузы этих двух заказов показаны в три разных момента.
В первый момент после первого упорядочения грузы вышли из исходных пунктов и находятся в исходных буферных устройствах 81 и 82. В частности, в результате первого упорядочения, осуществленного системой управления, грузы вышли из исходных пунктов в зависимости от порядка каждого заказа (но при этом пока не произведено упорядочения между заказами). Таким образом, исходное буферное устройство 81 последовательно приняло грузы 3В, 1А, 3А, 4В и 5А (3В и 4В находятся в порядке второго заказа, и 1А, 3А и 5А находятся в порядке первого заказа). Исходное буферное устройство 82 последовательно приняло грузы 1В, 2А, 4А, 2В и 5В (1B, 2В и 5В находятся в порядке второго заказа, и 1А, 3А и 5А находятся в порядке второго заказа).
Во второй момент после первой фазы второго упорядочения каждый из грузов (выходящих из данного исходного пункта и направляемые в данный пункт назначения) был направлен в промежуточное буферное устройство, связанное с данным пунктом назначения и соответствующее данному исходному пункту. Таким образом, для первого заказа промежуточное буферное устройство 84а последовательно приняло грузы 1B, 2В и 5В, и промежуточное буферное устройство 84b последовательно приняло грузы 3В и 4В. Для второго заказа промежуточное буферное устройство 85а последовательно приняло грузы 2А и 4А, и промежуточное буферное устройство 85b последовательно приняло грузы 1А, 3А и 5А.
В третий момент после второй фазы второго упорядочения, для каждого заказа, грузы поступили на второй участок 86 главного коллектора в зависимости от порядка этого заказа. Затем на выходе второго участка 86 главного коллектора грузы были направлены в соответствующий пункт назначения. Таким образом, для первого заказа буферное устройство 87 назначения последовательно приняло грузы 1B, 2В, 3В, 4В и 5В. Для второго заказа буферное устройство 88 назначения последовательно приняло грузы 1А, 2А, 3А, 4А и 5А.
В частном варианте применения система управления выполнена с возможностью динамического распределения промежуточных буферных устройств 84а, 84b, 85а и 85b среди пунктов назначения в зависимости от реально используемого(ых) пункта или пунктов назначения. Например, если первый пункт назначения (цель 1) не используют, все промежуточные буферные устройства 84а, 84b, 85а и 85b используются для второго пункта назначения (цель 2), что позволяет, например, обрабатывать одновременно два заказа, предназначенных для этого второго пункта назначения.
Далее со ссылками на фиг. 9 следует описание технологии обработки заказа при помощи системы управления в рамках автоматизированной системы распределения согласно пятому варианту выполнения изобретения.
Этот пятый вариант выполнения отличается от четвертого (показанного на фиг. 8) тем, что автоматизированная система распределения содержит не два, а четыре множества промежуточных буферных устройств типа FIFO, расположенных параллельно и на выходе первого участка 83 главного коллектора:
- первое множество содержит два промежуточных буферных устройства 94а и 94b, каждое из которых соответствует одному из двух исходных пунктов и используется для сортировки грузов первого заказа, предназначенного для первого пункта назначения (цель 1);
- второе множество содержит два промежуточных буферных устройства 95а и 95b, каждое из которых соответствует одному из двух исходных пунктов и используется для сортировки грузов второго заказа, предназначенного для первого пункта назначения (цель 1);
- третье множество содержит два промежуточных буферных устройства 96а и 96b, каждое из которых соответствует одному из двух исходных пунктов и используется для сортировки грузов третьего заказа, предназначенного для второго пункта назначения (цель 2);
- четвертое множество содержит два промежуточных буферных устройства 97а и 97b, каждое из которых соответствует одному из двух исходных пунктов и используется для сортировки грузов четвертого заказа, предназначенного для второго пункта назначения (цель 2).
В примере, представленном на фиг. 9, предполагается, что одновременно необходимо обработать следующие четыре заказа (по два заказа для каждого пункта назначения):
- первый заказ, включающий в себя пять грузов, обозначенных (в порядке первого заказа): 1B, 2В, 3В, 4В и 5В. Он предназначен для первого пункта назначения (цель 1);
- второй заказ, включающий в себя пять грузов, обозначенных (в порядке второго заказа): 1D, 2D, 3D, 4D и 5D. Он предназначен для первого пункта назначения (цель 1);
- третий заказ, включающий в себя пять грузов, обозначенных (в порядке третьего заказа): 1А, 2А, 3А, 4А и 5А. Он предназначен для второго пункта назначения (цель 2);
- четвертый заказ, включающий в себя пять грузов, обозначенных (в порядке третьего заказа): 1С, 2С, 3С, 4С и 5С. Он предназначен для второго пункта назначения (цель 2).
На фиг. 9 грузы этих четырех заказов показаны в три разных момента.
В первый момент после первого упорядочения грузы вышли из исходных пунктов и находятся в исходных буферных устройствах 81 и 82. В частности, в результате первого упорядочения, осуществленного системой управления, грузы вышли из исходных пунктов в зависимости от порядка каждого заказа (но при этом пока не произведено упорядочения между заказами). Таким образом, исходное буферное устройство 81 последовательно приняло грузы 3В, 1С, 1А, 2D, 3А, 4D, 4В, 2С и 5А. Исходное буферное устройство 82 последовательно приняло грузы 1В, 3С, 2А, 1D, 4А, 3D, 2В, 4С, 5В и 5D.
Во второй момент после первой фазы второго упорядочения каждый из грузов (выходящих из данного исходного пункта и направляемых в данный пункт назначения) был направлен в одно из двух промежуточных буферных устройств, каждое из которых связано с данным пунктом назначения и соответствует данному исходному пункту (выбор среди двух устройств осуществляют в зависимости от заказа). Таким образом, для первого заказа промежуточное буферное устройство 94а последовательно приняло грузы 1B, 2В и 5В, и промежуточное буферное устройство 94b последовательно приняло грузы 3В и 4В. Для второго заказа промежуточное буферное устройство 95а последовательно приняло грузы 1D, 3D и 5D, и промежуточное буферное устройство 95b последовательно приняло грузы 2D и 4D. Для третьего заказа промежуточное буферное устройство 97а последовательно приняло грузы 2А и 4А, и промежуточное буферное устройство 97b последовательно приняло грузы 1А, 3А и 5А. Для четвертого заказа промежуточное буферное устройство 96а последовательно приняло грузы 3С, 4С и 5С, и промежуточное буферное устройство 96b последовательно приняло грузы 1С и 2С.
В третий момент после второй фазы второго упорядочения, для каждого заказа, грузы поступили на второй участок 86 главного коллектора в зависимости от порядка этого заказа и в зависимости от порядка между заказами. Затем на выходе второго участка 86 главного коллектора грузы были направлены в соответствующий пункт назначения. Таким образом, буферное устройство 87 назначения последовательно приняло грузы 1В, 2В, 3В, 4В и 5В первого заказа, затем грузы ID, 2D, 3D, 4D и 5D второго заказа. Буферное устройство 88 назначения последовательно приняло грузы 1A, 2А, 3А, 4А и 5А третьего заказа, затем грузы 1С, 2С, 3С, 4С и 5С четвертого заказа.
В частном варианте применения система управления выполнена с возможностью динамического распределения промежуточных буферных устройств 94а, 94b, 95а, 95b, 96а, 96b, 97а и 97b среди пунктов назначения в зависимости от реально используемого(ых) пункта или пунктов назначения. Это позволяет, например, обрабатывать одновременно три заказа для первого пункта назначения и один только заказ для второго пункта назначения.
Кроме описанных выше вариантов выполнения, не выходя за рамки настоящего изобретения, можно предусмотреть многие другие варианты осуществления технологии обработки заказа в соответствии с изобретением. В частности, можно предусмотреть другие типы исходных пунктов.
Модульная система транспортирования и соответствующий способ
Продольная балка для конвейера и конструкция, содержащая такую продольную балку и множество крюков для крепления проводов и крышки
Система и способ удержания лодок, находящихся на плаву в водоеме, после их спуска и/или перед их подъемом
Автоматизированная транспортно-складская система, содержащая грузоподъемник, взаимодействующий с передающим устройством и устройством задания последовательности
Система и способ задания последовательности для по меньшей мере одного пункта подготовки
Установка для укладки документов в коробки
Способ разрезания и закрывания коробок с укладкой надувных мешков и производственная линия для его осуществления
Модульная система транспортирования и соответствующий способ
Продольная балка для конвейера и конструкция, содержащая такую продольную балку и множество крюков для крепления проводов и крышки

