Результат интеллектуальной деятельности: ФРЕЗЕРНЫЙ ИНСТРУМЕНТ ДЛЯ ВЫРЕЗКИ ОКНА В ОБСАДНОЙ КОЛОННЕ СКВАЖИНЫ
Вид РИД
Изобретение
Изобретение относится к буровой технике, а именно к фрезерным инструментам для вырезки окон в обсадных колоннах скважин для зарезки боковых стволов и получения новой скважины из старой для добычи нефти при более низкой цене и меньших технологических рисках.
Известен фрезерный инструмент для вырезки окна в обсадной колонне скважины, состоящий из корпуса, лопастей на корпусе с радиально исходящими отверстиями между лопастями и продольно исходящими отверстиями между лопастями и вставок, установленных в лопастях, каждая вставка состоит из держателя и слоя режущего материала из синтетических алмазов на режущем торце каждого держателя для вырезки окна через стальную обсадную колонну и для бурения пласта, прилегающего к скважине (US 6612383 B2, 02.09.2003).
Недостатком известного фрезерного инструмента является неполная возможность повышения ресурса, снижения стоимости буровых работ вследствие хрупкости и низкой ударной прочности поликристаллических алмазов PDC (Polycrystalline Diamond Compakt), а также повышенного уровня циклических ударных нагрузок, высокой вероятности образования пробок стружки между зубьями, образующими профиль вырезаемого окна, возникновения истирающего действия стружкой слоя режущего материала из синтетических алмазов на режущем торце, при этом не обеспечивается многоразовое использование фрезерного инструмента вследствие сколов и выкрашивания режущего материала на режущем торце, а также из-за высокой стоимости удаления наплавки из гнезд в лопастях корпуса и замены вставок со слоем режущего материала из синтетических алмазов на режущем торце.
Известна компоновка для прорезки и формирования полноразмерного бокового окна в обсадной колонне скважины, включающая соединенные с колонной бурильных труб зарезной, проходной и калибрующий фрезеры-райберы с металлоразрушающими элементами на их наружной поверхности и отклоняющий клин с узлом его подвески на срезных болтах-штифтах, при этом фрезеры-райберы жестко закреплены на едином полом валу, который верхним концом жестко соединен на резьбе с колонной бурильных труб, на нижнем конце единого полого вала жестко закреплен зарезной фрезер-райбер, а проходной и калибрующий фрезеры-райберы жестко закреплены на наружной поверхности единого полого вала ниже его присоединительной резьбы с колонной бурильных труб на расстоянии друг от друга, определяемом функциональными параметрами окна (RU 2312199 C1, 10.12.2007).
Недостатком известной конструкции является неполная возможность повышения эффективности режущего действия фрезерного инструмента для вырезки окна в обсадной колонне скважины вследствие повышенного уровня циклических ударных нагрузок, высокой вероятности образования пробок стружки между зубьями, образующими профиль вырезаемого окна, возникновения истирающего действия стружкой пластин из твердого сплава на фрезах и повышенных напряжений в соединениях компоновки низа бурильной колонны (КНБК).
Другим недостатком известной конструкции является то, что расстояние между проходным и калибрующим фрезерами-райберами не может определяться функциональными параметрами вырезаемого "окна" в обсадной колонне скважины, а должно характеризоваться собственными существенными признаками (которые отсутствуют в независимом пункте формулы изобретения), при этом у "окна" в обсадной колонне скважины, которое образуется в результате способа изготовления (фрезерования), не может быть каких либо функциональных параметров.
Известен фрезерный инструмент для вырезки окна в обсадной колонне скважины, содержащий зарезной, проходной и калибрующий фрезеры-райберы с закрепленными в них режущими пластинами из твердого сплава, при этом зарезной и проходной фрезеры-райберы выполнены в виде единого полого корпуса, а зарезной, проходной и калибрующий фрезеры-райберы жестко закреплены на едином полом валу при помощи резьбы, центрирующих поясов и контактирующих друг с другом торцов фрезеров-райберов и единого полого вала, а также содержащий отклоняющее клиновое устройство с узлом его подвески на срезных болтах, а в едином полом корпусе и в едином полом валу выполнены каналы для промывочной жидкости, при этом центрирующий пояс единого полого вала для установки и закрепления калибрующего фрезера-райбера выполнен с эксцентриситетом относительно центральной продольной оси единого полого вала, режущие пластины, закрепленные в проходном фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, расположены с эксцентриситетом относительно режущих пластин, закрепленных в зарезном фрезере-райбере и образующих поверхность вырезаемого окна в обсадной колонне, режущие пластины, закрепленные в зарезном фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, расположены концентрично относительно центральной продольной оси единого полого вала, а режущие пластины, закрепленные в проходном фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, а также режущие пластины, закрепленные в калибрующем фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, расположены с одинаковым эксцентриситетом и оппозитно по разные стороны относительно центральной продольной оси единого полого вала, корпус калибрующего фрезера-райбера выполнен с винтовыми каналами, единый полый корпус зарезного и проходного фрезеров-райберов выполнен с винтовыми каналами для проходного фрезера-райбера, а режущие пластины, закрепленные в проходном фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, а также режущие пластины, закрепленные в калибрующем фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, расположены вдоль центральной продольной оси единого полого вала и закреплены в продольных пазах винтовых лопастей, образованных винтовыми каналами, при этом винтовые лопасти проходного и, соответственно, калибрующего фрезера-райбера с закрепленными в них режущими пластинами выполнены каждая с поперечной стружколомающей канавкой (RU 2399747 C1, 20.09.2010).
Недостатком известного фрезерного инструмента является неполная возможность повышения ресурса, снижения стоимости буровых работ вследствие повышенного уровня циклических ударных нагрузок, высокой вероятности сколов и выкрашивания первого ряда режущих пластин при заходе проходного фрезера-райбера в окно, прорезанное зарезным фрезером-райбером, высокой вероятности образования пробок стружки между зубьями фрез, образующих профиль вырезаемого окна, возникновения истирающего действия стружкой пластин из твердого сплава на фрезах при вырезке окна в обсадной колонне скважины.
Другим недостатком известной конструкции является неполная возможностью снижения стоимости фрезерного инструмента из-за расположения режущих пластин, закрепленных в проходном фрезере-райбере, а также режущих пластин, закрепленных в калибрующем фрезере-райбере, оппозитно по разные стороны относительно центральной продольной оси единого полого вала.
Например, в известной конструкции устанавливают единый полый корпус 6 с проходным фрезером-райбером 2 и зарезным фрезером-райбером 1 на едином полом валу 7 при помощи центрирующего пояса 10, жестко закрепляют при помощи резьбы 8 с заданным моментом затяжки, обеспечивают полный контакт торцов 14 и 13 единого полого корпуса 6 (проходного фрезера-райбера 2) и единого полого вала 7 с регулировочным кольцом 29, при этом режущие пластины 4, 5, закрепленные в проходном фрезере-райбере 2 и образующие поверхность вырезаемого окна в обсадной колонне 17, а также режущие пластины 4, 5, закрепленные в калибрующем фрезере-райбере 3 и образующие поверхность вырезаемого окна в обсадной колонне 17, располагают с одинаковым эксцентриситетом, соответственно 26, 23, оппозитно по разные стороны относительно центральной продольной оси 24 единого полого вала 7, что не обеспечивает снижения стоимости фрезерного инструмента.
Наиболее близким к заявляемой конструкции является фрезерный инструмент для вырезки окна в обсадной колонне скважины, содержащий зарезной, проходной и калибрующий фрезеры-райберы с закрепленными в них режущими пластинами, зарезной и проходной фрезеры-райберы выполнены в виде единого полого корпуса, калибрующий фрезер-райбер жестко закреплен на полом валу, единый полый корпус с зарезным и проходным фрезерами-райберами и полый вал с калибрующим фрезером-райбером скреплены между собой, режущие пластины, закрепленные в зарезном фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, расположены концентрично относительно центральной продольной оси полого вала, режущие пластины, закрепленные в проходном и калибрующем фрезерах-райберах и образующие поверхность вырезаемого окна в обсадной колонне, расположены с одинаковым эксцентриситетом и оппозитно по разные стороны относительно центральной продольной оси полого вала, калибрующий фрезер-райбер выполнен с винтовыми каналами, единый полый корпус зарезного и проходного фрезеров-райберов выполнен с винтовыми каналами для проходного фрезера-райбера, при этом режущие пластины, закрепленные в проходном фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, а также режущие пластины, закрепленные в калибрующем фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, расположены вдоль центральной продольной оси полого вала и закреплены в продольных пазах винтовых лопастей, образованных вышеуказанными винтовыми каналами, а винтовые лопасти проходного и соответственно калибрующего фрезера-райбера с закрепленными в них режущими пластинами выполнены каждая с поперечной стружколомающей канавкой, а также содержащий отклоняющее клиновое устройство с узлом его подвески на срезных болтах, при этом калибрующий фрезер-райбер с винтовыми лопастями и полый вал выполнены в виде единого полого калибрующего модуля с винтовыми лопастями и режущими пластинами, закрепленными в продольных пазах винтовых лопастей, в передней по оси части единого полого калибрующего модуля перед винтовыми лопастями выполнены продольные углубления, совпадающие в окружном положении с продольными пазами винтовых лопастей, при этом в каждом вышеуказанном продольном углублении единого полого калибрующего модуля закреплена лобовая режущая пластина с выступанием над наружной поверхностью передней по оси части единого полого калибрующего модуля перед винтовыми лопастями, а также с выступанием над лобовой поверхностью винтовой лопасти единого полого калибрующего модуля (RU 2499881 С2, 27.11.2013).
Недостатком известного фрезерного инструмента является неполная возможность повышения ресурса, снижения стоимости буровых работ вследствие повышенного уровня циклических ударных нагрузок, высокой вероятности сколов и выкрашивания первого ряда режущих пластин при заходе проходного фрезера-райбера в окно, прорезанное зарезным фрезером-райбером, высокой вероятности образования пробок стружки между зубьями фрез, образующих профиль вырезаемого окна, возникновения истирающего действия стружкой режущих пластин из твердого сплава на фрезах, а также неполная возможность снижения стоимости удаления газовой наплавки из пазов и восстановления твердосплавного вооружения фрезерного инструмента.
Например, в известной конструкции режущие пластины 4, 5, закрепленные в зарезном фрезере-райбере 1 и образующие поверхность вырезаемого окна в обсадной колонне, расположены концентрично относительно центральной продольной оси 12 полого вала 7, при этом соосность центральной продольной оси 13 единого полого корпуса 6, предназначенного для зарезного фрезера райбера 1 и проходного фрезера-райбера 2, относительно центральной продольной оси 12 полого вала 7 обеспечивается за счет точности расположения и плотной посадки центрирующего пояса 9 полого вала 7 в едином полом корпусе 6, изображено на фиг. 4, что не обеспечивает снижения стоимости фрезерного инструмента.
Например, режущие пластины 4, а также режущие пластины 5, закрепленные в проходном фрезере-райбере 2 и калибрующем фрезере-райбере 3 и образующие поверхность вырезаемого окна в обсадной колонне, расположены с одинаковым эксцентриситетом 14, и соответственно, 15 и оппозитно по разные стороны относительно центральной продольной оси 12 полого вала 7, изображено на фиг. 5, 6, 7, что не обеспечивает снижения стоимости фрезерного инструмента.
Недостатком известного фрезерного инструмента является также неполная возможность снижения стоимости фрезерного инструмента, например, за счет упрощения конструкции и снижения объема фрезерных работ при изготовлении единого полого корпуса и полого вала, устранения пазов ("гнезд") для размещения режущих пластин из твердого сплава, а также за счет уменьшения стоимости удаления газовой наплавки и восстановления твердосплавного вооружения.
Техническим результатом изобретения является повышение ресурса и снижение стоимости буровых работ за счет снижения циклических ударных нагрузок, предотвращения сколов и выкрашивания режущих пластин при заходе проходного фрезера-райбера в окно, прорезанное зарезным фрезером-райбером, уменьшения вероятности образования пробок стружки между зубьями фрез, образующих профиль вырезаемого окна, уменьшения истирающего действия стружкой режущих пластин на фрезах, образования равномерной стружки по количеству и размерам при вырезке окна в обсадной колонне скважины.
Другим техническим результатом изобретения является снижение стоимости фрезерного инструмента за счет упрощения конструкции, снижения объема фрезерных работ при изготовлении единого полого корпуса и полого вала, устранения пазов для размещения режущих пластин из твердого сплава, а также за счет уменьшения стоимости удаления газовой наплавки крошки твердого сплава и восстановления твердосплавного вооружения фрезерного инструмента.
Сущность технического решения заключается в том, что фрезерный инструмент для вырезки окна в обсадной колонне скважины, содержащий зарезной, проходной и калибрующий фрезеры-райберы с закрепленными в них режущими пластинами из твердого сплава, зарезной и проходной фрезеры-райберы выполнены в виде единого полого корпуса, калибрующий фрезер-райбер выполнен в виде полого вала, единый полый корпус с зарезным и проходным фрезерами-райберами и полый вал с калибрующим фрезером-райбером жестко соединены между собой, режущие пластины, закрепленные в зарезном фрезере-райбере и образующие поверхность вырезаемого окна в обсадной колонне, расположены концентрично относительно центральной продольной оси единого полого корпуса, калибрующий фрезер-райбер выполнен с винтовыми каналами, образующими винтовые лопасти с закрепленными в них режущими элементами, единый полый корпус зарезного и проходного фрезеров-райберов выполнен с винтовыми каналами для проходного фрезера-райбера, образующими винтовые лопасти с закрепленными в них режущими пластинами, при этом режущие пластины, закрепленные в зарезном и проходном фрезерах-райберах и образующие поверхность вырезаемого окна в обсадной колонне, расположены вдоль центральной продольной оси единого полого корпуса, а калибрующий фрезер-райбер с винтовыми лопастями и полый вал выполнены в виде единого полого калибрующего модуля с винтовыми лопастями и режущими элементами, закрепленными в винтовых лопастях, а также содержащий отклоняющее клиновое устройство с узлом подвески на одном или нескольких срезных болтах, согласно изобретению содержит на периферии единого полого корпуса, в месте формирования зарезного фрезера-райбера, боковые грани, а межу ними - радиально направленные наружу выступы, каждая боковая грань имеет базовую поверхность в плоскости, расположенной вдоль центральной продольной оси единого полого корпуса, а каждый радиально направленный наружу выступ со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности боковой грани, а также содержит в лобовой части единого полого корпуса, в месте формирования зарезного фрезера-райбера, лобовые грани, между ними - торцевые выступы, а в центральной части единого полого корпуса содержит торцевую впадину, каждая лобовая грань имеет базовую поверхность в плоскости, расположенной вдоль образующей лобовой поверхности единого полого корпуса, а каждый торцевой выступ со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности лобовой грани, а также содержит на периферии винтовых лопастей единого полого корпуса, в месте формирования проходного фрезера-райбера, продольные и торцевые грани, радиально направленные наружу упоры и торцевые упоры, при этом каждая продольная грань имеет базовую поверхность в плоскости, расположенной вдоль центральной продольной оси единого полого корпуса, а каждый радиально направленный наружу упор со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности продольной грани, каждая торцевая грань имеет базовую поверхность в плоскости, расположенной вдоль образующей передней поверхности винтовой лопасти, а каждый торцевой упор со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности торцевой грани, при этом режущие пластины скреплены наплавкой крошки твердого сплава с боковыми и лобовыми гранями, радиально направленными наружу выступами, торцевыми выступами и торцевой впадиной, образующими зарезной фрезер-райбер, а также с продольными и торцевыми гранями, радиально направленными наружу упорами и торцевыми упорами, образующими проходной фрезер-райбер.
Режущие пластины проходного фрезера-райбера выполнены в форме половины круга с задним углом, половиной отверстия и стружколомающей канавкой.
Максимальная толщина наплавки крошки твердого сплава на боковых и лобовых гранях единого полого корпуса, а также на радиально направленных наружу выступах и торцевых выступах, в месте формирования зарезного фрезера-райбера, равна диаметру режущей пластины в форме круга.
Максимальная толщина наплавки крошки твердого сплава на продольных и торцевых гранях, радиально направленных наружу упорах и торцевых упорах единого полого корпуса, в месте формирования проходного фрезера-райбера, равна радиусу режущей пластины в форме половины круга.
Режущие элементы на винтовых лопастях калибрующего фрезера-райбера выполнены в виде наплавки крошки твердого сплава на наружной поверхности винтовых лопастей.
Наплавка твердого сплава содержит крошку карбида вольфрама размером 1,7÷3,2 мм, при этом расплавленный порошок связки-припоя содержит компоненты в следующем соотношении, мас. %: Ni 32÷47, Fe 2, Cr 7÷14, Si 2, WC - остальное.
Выполнение фрезерного инструмента для вырезки окна в обсадной колонне скважины таким образом, что он содержит на периферии единого полого корпуса, в месте формирования зарезного фрезера-райбера, боковые грани, а межу ними - радиально направленные наружу выступы, каждая боковая грань имеет базовую поверхность в плоскости, расположенной вдоль центральной продольной оси единого полого корпуса, а каждый радиально направленный наружу выступ со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности боковой грани, а также содержит в лобовой части единого полого корпуса, в месте формирования зарезного фрезера-райбера, лобовые грани, между ними - торцевые выступы, а в центральной части единого полого корпуса содержит торцевую впадину, каждая лобовая грань имеет базовую поверхность в плоскости, расположенной вдоль образующей лобовой поверхности единого полого корпуса, а каждый торцевой выступ со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности лобовой грани, а также содержит на периферии винтовых лопастей единого полого корпуса, в месте формирования проходного фрезера-райбера, продольные и торцевые грани, радиально направленные наружу упоры и торцевые упоры, при этом каждая продольная грань имеет базовую поверхность в плоскости, расположенной вдоль центральной продольной оси единого полого корпуса, а каждый радиально направленный наружу упор со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности продольной грани, каждая торцевая грань имеет базовую поверхность в плоскости, расположенной вдоль образующей передней поверхности винтовой лопасти, а каждый торцевой упор со стороны размещения режущих пластин имеет базовую поверхность в плоскости, расположенной поперек базовой поверхности торцевой грани, при этом режущие пластины скреплены наплавкой крошки твердого сплава с боковыми и лобовыми гранями, радиально направленными наружу выступами, торцевыми выступами и торцевой впадиной, образующими зарезной фрезер-райбер, а также с продольными и торцевыми гранями, радиально направленными наружу упорами и торцевыми упорами, образующими проходной фрезер-райбер, обеспечивает повышение ресурса и снижение стоимости буровых работ за счет снижения циклических ударных нагрузок, предотвращения сколов и выкрашивания режущих пластин при заходе проходного фрезера-райбера в окно, прорезанное зарезным фрезером-райбером, уменьшения вероятности образования пробок стружки между зубьями фрез, образующих профиль вырезаемого окна, уменьшения истирающего действия стружкой режущих пластин на фрезах, образования равномерной стружки по количеству и размерам при вырезке окна в обсадной колонне скважины.
Такое выполнение фрезерного инструмента обеспечивает прорезку бокового окна в обсадной трубе за один рейс бурильной колонны за счет того, что режущие элементы из твердого сплава в проходном фрезере-райбере работают поэтапно: при истирании лобового ряда крошки из твердого сплава снижаются циклические ударные нагрузки, обеспечивается резание с гладкими кромками, а затем обнажаются режущие пластины из твердого сплава, расположенные за лобовым рядом крошки из твердого сплава, которые прорезают боковое окно.
Такое выполнение фрезерного инструмента упрощает конструкцию, снижает объем фрезерных работ при изготовлении единого полого корпуса и полого вала за счет устранения пазов ("гнезд") для размещения режущих пластин из твердого сплава, а также уменьшает стоимость удаления газовой наплавки крошки твердого сплава и восстановления твердосплавного вооружения фрезерного инструмента.
Выполнение фрезерного инструмента для вырезки окна в обсадной колонне скважины таким образом, что режущие пластины проходного фрезера-райбера выполнены в форме половины круга с задним углом, половиной отверстия и стружколомающей канавкой, например, в виде заготовки-пластины В3512114-150400 ГОСТ 19071-80, снижает стоимость фрезерного инструмента за счет снижения объема фрезерных работ при изготовлении единого полого корпуса, снижения стоимости скрепления режущих пластин газовой наплавкой крошки твердого сплава с лобовыми гранями, торцевыми зубьями, боковыми гранями и радиальными выступами, образующими зарезной фрезер-райбер, а также с продольными гранями, радиальными упорами, торцевыми гранями и торцевыми упорами, образующими проходной фрезер-райбер, а также за счет снижения стоимости удаления газовой наплавки крошки твердого сплава и восстановления твердосплавного вооружения фрезерного инструмента.
Выполнение фрезерного инструмента для вырезки окна в обсадной колонне скважины таким образом, что максимальная толщина наплавки крошки твердого сплава на боковых и лобовых гранях единого полого корпуса, а также на радиально направленных наружу выступах и торцевых выступах, в месте формирования зарезного фрезера-райбера, равна диаметру режущей пластины в форме круга, при этом максимальная толщина наплавки крошки твердого сплава на продольных и торцевых гранях, радиально направленных наружу упорах и торцевых упорах единого полого корпуса, в месте формирования проходного фрезера-райбера, равна радиусу режущей пластины в форме половины круга, при этом наплавка твердого сплава содержит крошку карбида вольфрама размером 1,7÷3,2 мм, а расплавленный порошок связки-припоя для крепления режущих пластин из твердого сплава содержит компоненты в следующем соотношении, мас. %: Ni 32÷47, Fe 2, Cr 7÷14, Si 2, WC - остальное, снижает стоимость фрезерного инструмента за счет снижения объема фрезерных работ при изготовлении единого полого корпуса и полого вала, снижения стоимости удаления газовой наплавки крошки твердого сплава и восстановления твердосплавного вооружения фрезерного инструмента.
Такое выполнение фрезерного инструмента обеспечивает равномерный износ твердосплавных режущих элементов и режущих пластин из твердого сплава, а также равномерную стружку по количеству и размерам в винтовых каналах проходного фрезера-райбера за счет того, что режущие элементы из твердого сплава в проходном фрезере-райбере работают поэтапно: при истирании лобового ряда крошки из твердого сплава снижаются циклические ударные нагрузки, обеспечивается резание с гладкими кромками, а затем обнажаются режущие пластины из твердого сплава, расположенные за лобовым рядом крошки из твердого сплава, которые прорезают боковое окно, вследствие этого предотвращаются сколы и выкрашивания режущих пластин из твердого сплава, уменьшается вероятность истирающего действия стружкой режущих пластин и образования пробок стружки между зубьями фрез.
Выполнение фрезерного инструмента для вырезки окна в обсадной колонне скважины таким образом, что режущие элементы на винтовых лопастях калибрующего фрезера-райбера выполнены в виде наплавки крошки карбида вольфрама размером 1,7÷3,2 мм, при этом расплавленный порошок связки-припоя содержит компоненты в следующем соотношении, мас. %: Ni 32÷47, Fe 2, Cr 7÷14, Si 2, WC - остальное, снижает стоимость удаления газовой наплавки крошки твердого сплава и восстановления твердосплавного вооружения фрезерного инструмента.
Ниже представлен лучший вариант фрезерного инструмента KB-146 PC для вырезки окна в обсадной колонне буровой скважины из обсадных труб наружным диаметром 146 мм ГОСТ 632-80 и толщиной стенки 6,5÷9,5 мм.
На фиг. 1 изображен общий вид фрезерного инструмента в обсадной колонне скважины с элементом крепления отклоняющего клинового устройства.
На фиг. 2 изображен разрез Α-A на фиг. 1 поперек отклоняющей части клинового устройства и скрепленного с ним зарезного фрезера-райбера (без обсадной трубы).
На фиг. 3 изображен разрез Б-Б на фиг. 1 поперек зарезного фрезера-райбера (без обсадной трубы).
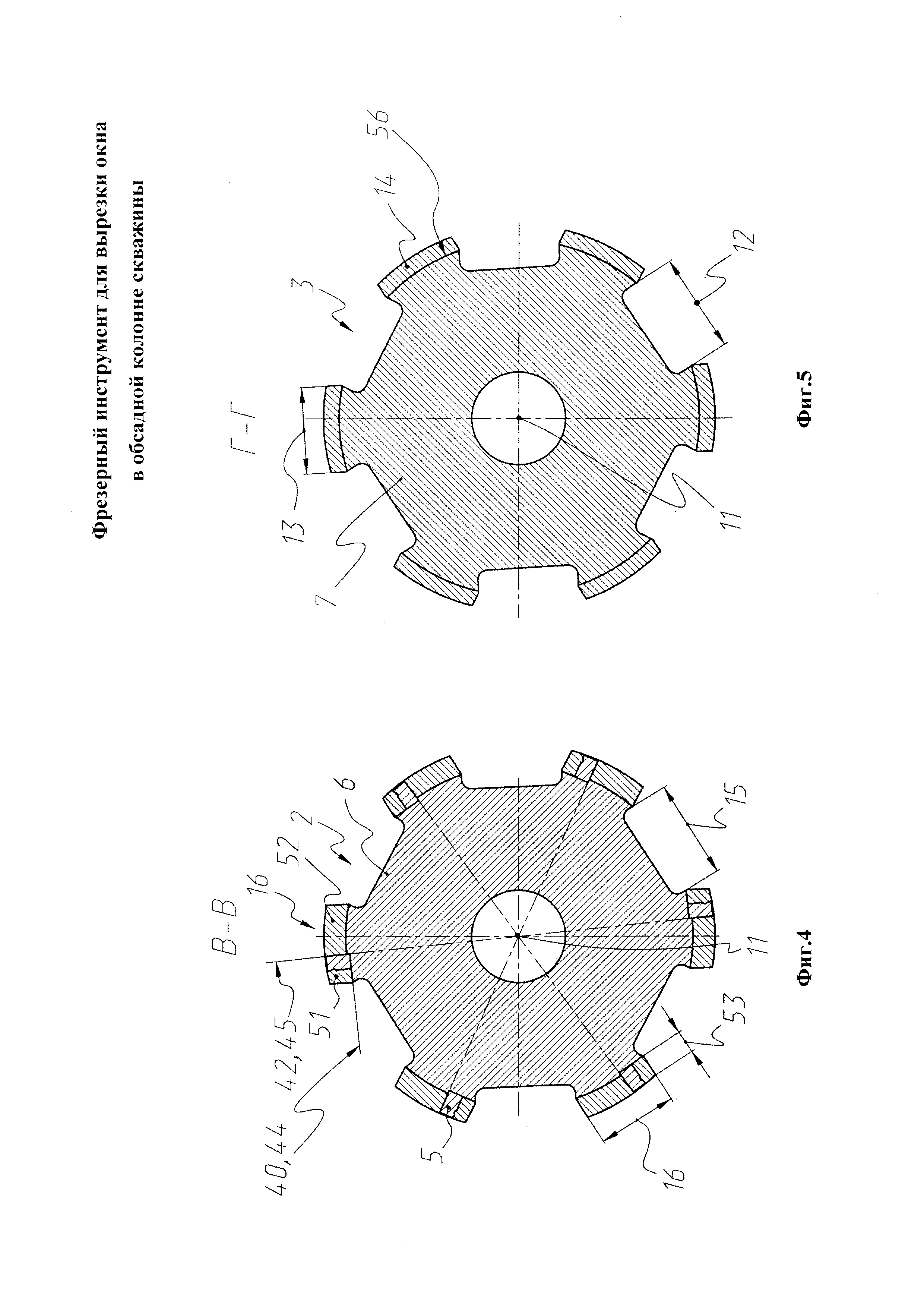
На фиг. 4 изображен разрез В-В на фиг. 1 поперек проходного фрезера-райбера (без обсадной трубы).
На фиг. 5 изображен разрез Г-Г на фиг. 1 поперек калибрующего фрезера-райбера (без обсадной трубы).
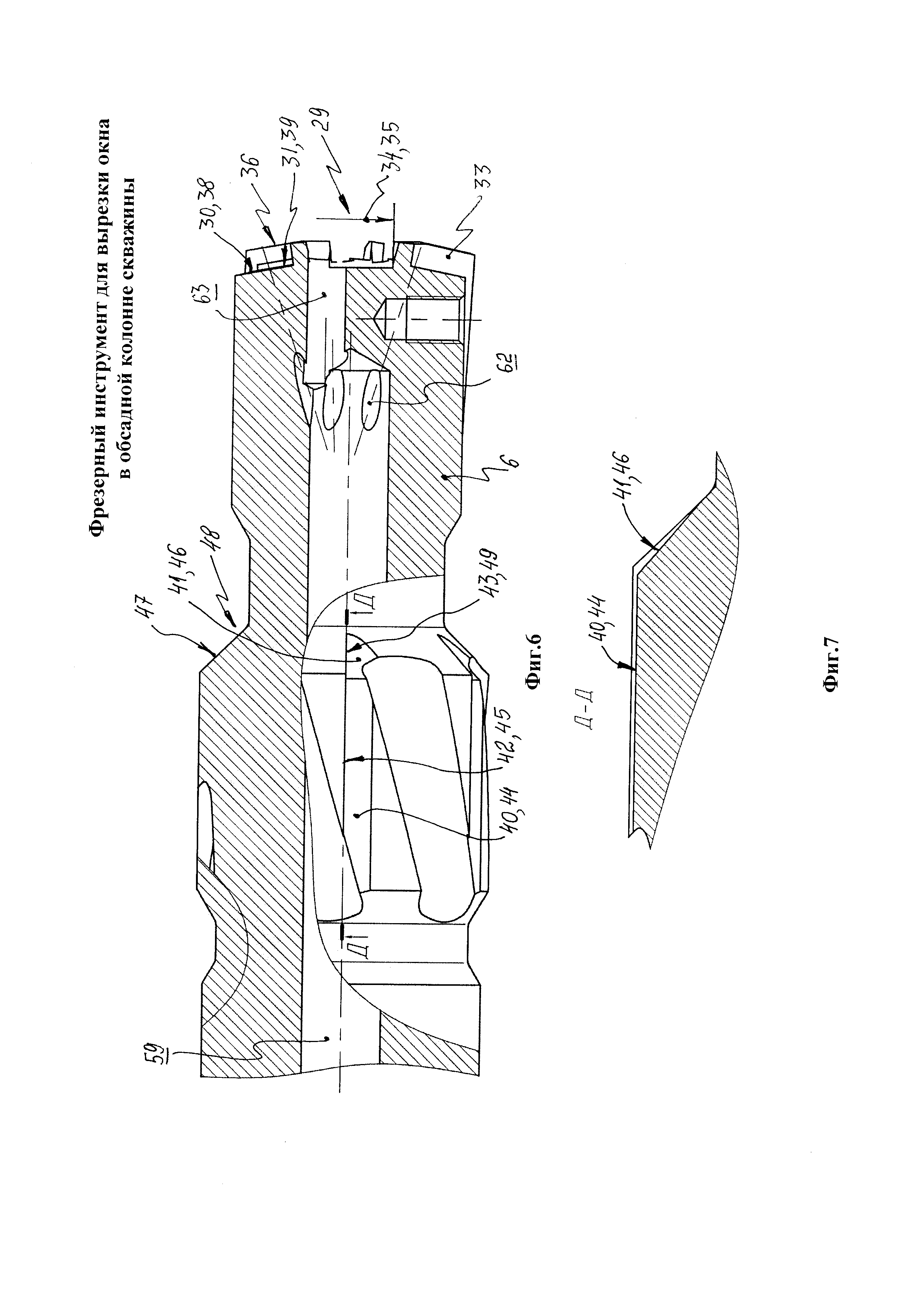
На фиг. 6 изображена фрезерованная заготовка единого полого корпуса.
На фиг. 7 изображен разрез Д-Д на фиг. 6 вдоль продольной грани на одной из винтовых лопастей в месте размещения проходного фрезера-райбера.
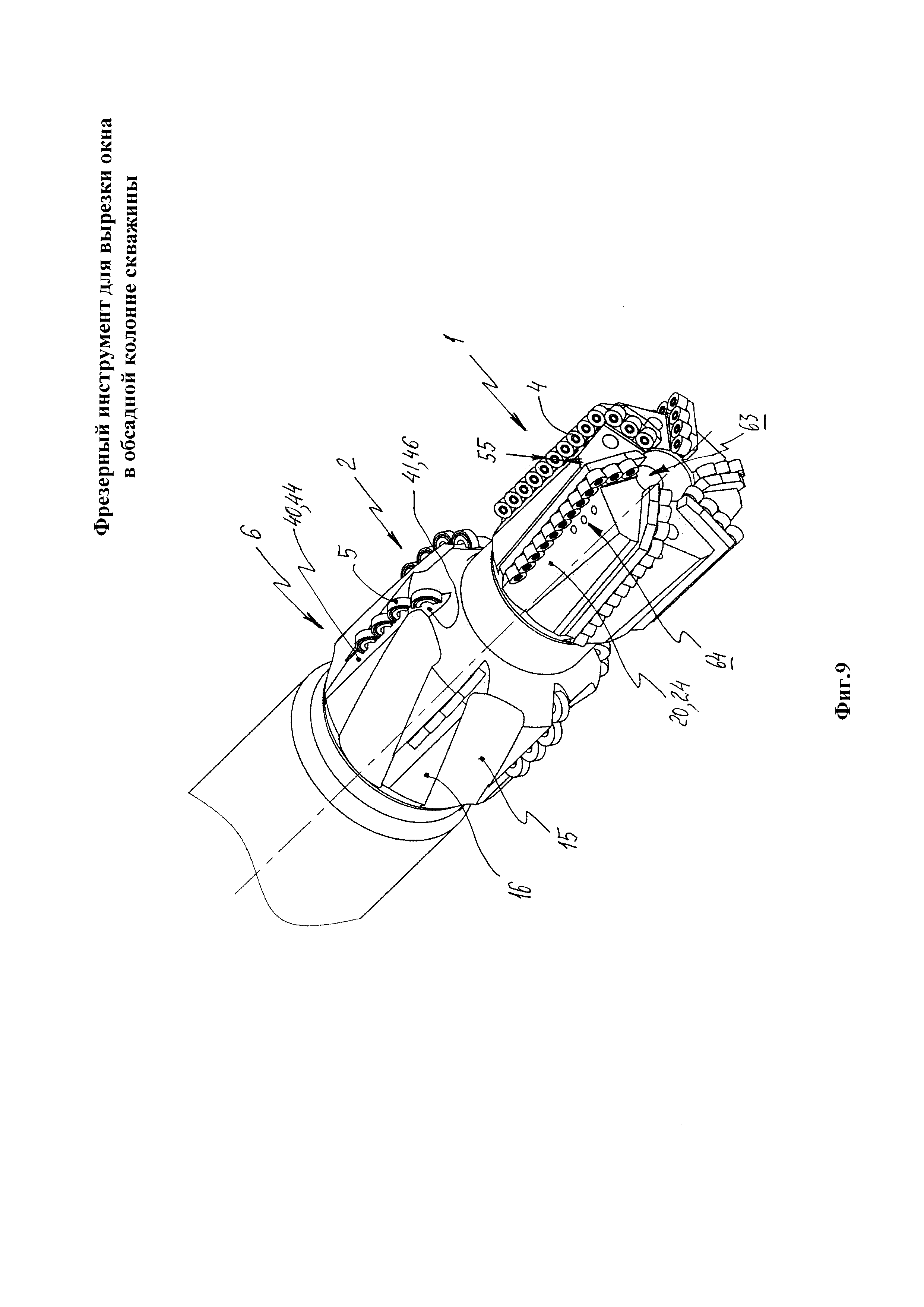
На фиг. 8 изображена аксонометрическая проекция фрезерованной заготовки единого полого корпуса.
На фиг. 9 изображена аксонометрическая проекция единого полого корпуса с закрепленными в нем методом точечной сварки режущими пластинами зарезного и проходного фрезеров-райберов (перед газовой наплавкой крошки твердого сплава).
Фрезерный инструмент для вырезки окна в обсадной колонне скважины содержит зарезной фрезер-райбер 1, проходной фрезер-райбер 2 и калибрующий фрезер-райбер 3 с закрепленными в зарезном фрезере-райбере 1 круглыми режущими пластинами 4, например, В35-12114-150400 ГОСТ19070-80, и с закрепленными в проходном фрезере-райбере 2 режущими пластинами 5, выполненными в форме половины круга с задним углом, половиной отверстия и стружколомающей канавкой, например, В35-12114-150400 ГОСТ19070-80, из твердого сплава ВК-8, изображено на фиг. 1, 2, 3, 8.
Зарезной и проходной фрезеры-райберы выполнены в виде единого полого корпуса 6, калибрующий фрезер-райбер выполнен в виде полого вала 7, единый полый корпус 6 с зарезным фрезером-райбером 1 и проходным фрезером-райбером 2 и полый вал 7 с калибрующим фрезером-райбером 3 жестко соединены между собой с заданным моментом затяжки при помощи резьбы 8 (API Spec 7-2), упорного торца 9 единого полого корпуса 6 и упорного торца 10 полого вала 7, изображено на фиг. 1, 2, 3, 8.
Режущие пластины 4, закрепленные в зарезном фрезере-райбере 1 и образующие поверхность вырезаемого окна в обсадной колонне, расположены концентрично относительно центральной продольной оси 11 единого полого корпуса 6, калибрующий фрезер-райбер 3 выполнен с винтовыми каналами 12, образующими винтовые лопасти 13 с закрепленными в них режущими элементами 14, единый полый корпус 6 зарезного 1 и проходного 2 фрезеров-райберов выполнен с винтовыми каналами 15 для проходного фрезера-райбера 2, образующими винтовые лопасти 16 с закрепленными в них режущими пластинами 5, при этом режущие пластины 4 и 5, закрепленные в зарезном 1 и проходном 2 фрезерах-райберах соответственно, и образующие поверхность вырезаемого окна в обсадной колонне, расположены вдоль центральной продольной оси 11 единого полого корпуса 6, при этом в компоновку фрезерного инструмента входит отклоняющее клиновое устройство 17 с узлом его подвески на срезном (призонном) болте 18, расположенное внутри колонны из стальных обсадных труб 19, изображено на фиг. 1, 2, 3, 4.
Фрезерный инструмент содержит на периферии единого полого корпуса 6, в месте формирования зарезного фрезера-райбера 1, боковые грани 20, 21, 22, а межу ними - радиально направленные наружу выступы 23, каждая боковая грань 20, 21, 22 имеет базовую поверхность 24, 25, 26 в плоскости, расположенной вдоль (параллельно) центральной продольной оси 11 единого полого корпуса 6, а каждый радиально направленный наружу выступ 23 со стороны размещения режущих пластин 4 имеет базовую поверхность 27 в плоскости 28, расположенной поперек (перпендикулярно) базовой поверхности 24 боковой грани 20, а также содержит в лобовой части 29 единого полого корпуса 6, в месте формирования зарезного фрезера-райбера
1, лобовые грани 30, 31, 32 между ними - торцевые выступы 33, а в центральной части 34 единого полого корпуса 6 содержит торцевую впадину 35, выполненную в форме цилиндрической расточки, изображено на фиг. 1, 2, 3, 6.
Каждая лобовая грань 30, 31, 32 имеет базовую поверхность в плоскости, расположенной вдоль образующей 36 лобовой поверхности 29 единого полого корпуса 6, а каждый торцевой выступ 33 со стороны размещения режущих пластин 4 имеет базовую поверхность в плоскости 37, расположенной поперек (перпендикулярно) базовой поверхности 38 и 39 лобовой грани, соответственно 30 и 31, изображено на фиг. 1, 2, 3, 6, 7, 8.
Фрезерный инструмент содержит на периферии винтовых лопастей 16 единого полого корпуса 6, в месте формирования проходного фрезера-райбера 2, продольные грани 40, торцевые грани 41, радиально направленные наружу упоры 42 и торцевые упоры 43, при этом каждая продольная грань 40 имеет базовую поверхность в плоскости 44, расположенной вдоль (параллельно) центральной продольной оси 11 единого полого корпуса 6, а каждый радиально направленный наружу упор 42 со стороны размещения режущих пластин 5 имеет базовую (опорную для режущих пластин 5) поверхность в плоскости 45, расположенной поперек (перпендикулярно) базовой поверхности 44 продольной грани 40, каждая торцевая грань 41 имеет базовую поверхность в плоскости 46, расположенной вдоль образующей 47 передней поверхности 48 винтовой лопасти 16, а каждый торцевой упор 43 со стороны размещения режущих пластин 5 имеет базовую поверхность в плоскости 49, расположенной поперек (перпендикулярно) базовой поверхности 46 торцевой грани 41, изображено на фиг. 1, 4, 6, 7, 8.
Режущие пластины 4 скреплены газовой наплавкой крошки твердого сплава 50, который содержит крошку карбида вольфрама размером 1,7÷3,2 мм, при этом расплавленный порошок связки-припоя содержит компоненты в следующем соотношении, мас. %: Ni 32÷47, Fe 2, Cr 7÷14, Si 2, WC - остальное, с боковыми гранями 20, 21, 22, лобовыми гранями 30, 31, 32, радиально направленными наружу выступами 27, торцевыми выступами 33 и торцевой впадиной 35, образующими зарезной фрезер-райбер 1, изображено на фиг. 1, 2, 3, 9.
Режущие пластины 5 скреплены газовой наплавкой крошки твердого сплава 51, 52, который содержит крошку карбида вольфрама размером 1,7÷3,2 мм, при этом расплавленный порошок связки-припоя содержит компоненты в следующем соотношении, мас. %: Ni 32÷47, Fe 2, Cr 7÷14, Si 2, WC - остальное, с продольными гранями 40, торцевыми гранями 41, радиально направленными наружу упорами 42 и торцевыми упорами 43, образующими проходной фрезер-райбер 2, изображено на фиг. 1, 4, 6, 7, 8.
Режущие пластины 5 выполнены в форме половины круга с задним углом, половиной отверстия и стружколомающей канавкой, например, В35-12114-150400 ГОСТ19070-80, из твердого сплава ВК-8, при этом максимальная толщина 53 газовой наплавки крошки твердого сплава 51 на продольных гранях 40 единого полого корпуса 6, в месте формирования проходного фрезера-райбера 2, равна радиусу режущей пластины 5 в форме половины круга, изображено на фиг. 1, 4, 9.
Максимальная толщина 54 газовой наплавки крошки твердого сплава 50 на боковых гранях 20, 21, 22 единого полого корпуса 6, в месте формирования зарезного фрезера-райбера 1, а также на радиально направленных наружу выступах 23 и торцевых выступах 33, равна диаметру 55 режущей пластины 4 в форме круга, изображено на фиг. 1, 2, 3, 9.
Режущие элементы 14 на винтовых лопастях 13 калибрующего фрезера-райбера 3 выполнены в виде газовой наплавки крошки твердого сплава на наружной поверхности 56 винтовых лопастей 13, изображено на фиг. 1, 5.
Наплавка твердого сплава 14, 51, 52 содержит крошку карбида вольфрама размером 1,7÷3,2 мм, при этом расплавленный порошок связки-припоя содержит компоненты в следующем соотношении, мас. %: Ni 32÷47, Fe 2, Cr 7÷14, Si 2, WC - остальное, изображено на фиг. 1, 2, 3, 4, 5.
Кроме того, поз. 57 - переводник для соединения фрезерного инструмента с колонной бурильных труб при помощи резьбы 58 (API Spec 7-2), при этом в едином полом корпусе 6 выполнены каналы 59, а в полом валу 7 выполнены каналы 60 для промывочной жидкости 61 (бурового раствора), в лобовой части 29, на торце выполнены отверстия 62, а также центральное отверстие 63, смещенное от центральной продольной оси 11 единого полого корпуса 6, на боковых гранях 20 зарезного фрезера-райбера 1 выполнены отверстия 64, изображено на фиг. 1, 2, 3, 5, 8.
Фрезерный инструмент для вырезки окна в стальной обсадной колонне скважины используют следующим образом.
Собранные, как изображено на фиг. 1, зарезной и проходной фрезеры-райберы, выполненные в виде единого полого корпуса 6, калибрующий фрезер-райбер, выполненный в виде полого вала 7, единый полый корпус 6 с зарезным фрезером-райбером 1 и проходным фрезером-райбером 2 и полый вал 7 с калибрующим фрезером-райбером 3, жестко соединенные между собой с заданным моментом затяжки при помощи резьбы 8, упорного торца 9 единого полого корпуса 6 и упорного торца 10 полого вала 7, а также отклоняющее устройство 17 для вырезки окна в обсадной колонне 19 скважины, скрепленное при помощи срезного (призонного) болта 18 с зарезным фрезером-райбером 1, в составе бурильной колонны с переводником 47, спускают в колонну из обсадных труб 19 в заданный интервал вырезки бокового окна в обсадной колонне 19.
При спуске бурильной колонны с фрезерным инструментом для вырезки окна в обсадной колонне 19 скважины производят промывку скважины буровым раствором 61, для промывки включают насос буровой установки на ограниченную производительность.
При промывке скважины во время спуска бурильной колонны поток бурового раствора 61 проходит под давлением 11÷15 МПа через переводник 57 для соединения фрезерного инструмента с колонной бурильных труб, каналы 50 полого вала 7, каналы 49 единого полого корпуса 6, отверстия 52 в лобовой части зарезного фрезера-райбера 1, отверстия 53 на боковых гранях 20 зарезного фрезера-райбера 1, изображено на фиг. 1, 2, 3, 5, 8.
После спуска в интервал бурения отклоняющее клиновое устройство 17, содержащее радиально-упорный элемент 30 для установки единого полого корпуса 6 с зарезным фрезером-райбером 1 относительно центральной продольной оси 11 в составе бурильной колонны с переводником 47, ориентируют по азимуту расположением наклонной поверхности в виде желоба в отклоняющем клине 17 при помощи скважинного модуля телеметрической системы MWD с электромагнитным каналом связи, например, E-Pulse XR475, которая имеет особенности: передача данных в реальном времени до 12 бит/с; гамма-каротаж; положение отклонителя; измерение зенитного угла и азимута; инклинометрия в реальном времени и другие данные (www.Slb.Ru "Шлюмберже в России").
После ориентирования системы осуществляют дальнейший спуск (разгрузку) отклоняющего устройства и фрезерного инструмента для вырезки окна в обсадной колонне скважины в компоновке колонны бурильных труб до упора в цементный мост в колонне обсадных труб 19 в скважине.
Далее нагрузку вниз на бурильную колонну увеличивают для срезания призонного болта 18, при помощи которого отклоняющее клиновое устройство 17 скреплено с фрезерным инструментом для вырезки окна в обсадной колонне скважины. Усилие срезания призонного болта 18 равно 12000 кгс.
Производят плавное (без импульсов) вращение компоновки колонны бурильных труб, содержащей фрезерный инструмент для вырезки окна в обсадной колонне скважины, с подачей под давлением промывочной жидкости.
После выхода на заданную частоту вращения плавно прикладывают осевую нагрузку на фрезерный инструмент и производят вырезку окна в обсадной колонне скважины за один рейс бурильного инструмента.
На одной из скважин Родниковского месторождения (Сургутнефть) при вырезке окна в буровой колонне были следующие параметры: буровой раствор - плотность 1,16 г/см3, УВ-36 с, РН-7, ДНС-86. Интервал бурения: 1780 м. Угол отклонения ложки клина - отклонителя 2°45'. Режим бурения: давление 11÷15 МПа. Осевая нагрузка на фрезер-райбер при фрезеровании окна не более 7000 кгс. Расход промывочной жидкости буровым насосом при бурении 10÷14 л/с. Частота вращения роторной компоновки 70÷120 об/мин.
Выполнение фрезерного инструмента для вырезки окна в обсадной колонне скважины таким образом, что он содержит на периферии единого полого корпуса 6, в месте формирования зарезного фрезера-райбера 1, боковые грани 20, 21, 22, а межу ними - радиально направленные наружу выступы 23, каждая боковая грань 20, 21, 22 имеет базовую поверхность 24, 25, 26 в плоскости, расположенной вдоль (параллельно) центральной продольной оси 11 единого полого корпуса 6, а каждый радиально направленный наружу выступ 23 со стороны размещения режущих пластин 4 имеет базовую поверхность 27 в плоскости 28, расположенной поперек (перпендикулярно) базовой поверхности 24 боковой грани 20, а также содержит в лобовой части 29 единого полого корпуса 6, в месте формирования зарезного фрезера-райбера 1, лобовые грани 30, 31, 32, между ними - торцевые выступы 33, а в центральной части 34 единого полого корпуса 6 содержит торцевую впадину 35, выполненную в форме цилиндрической расточки, при этом каждая лобовая грань 30, 31, 32 имеет базовую поверхность в плоскости, расположенной вдоль образующей 36 лобовой поверхности 29 единого полого корпуса 6, а каждый торцевой выступ 33 со стороны размещения режущих пластин 4 имеет базовую поверхность в плоскости 37, расположенной поперек (перпендикулярно) базовой поверхности 38 и 39 лобовой грани, соответственно 30 и 31, при этом он содержит на периферии винтовых лопастей 16 единого полого корпуса 6, в месте формирования проходного фрезера-райбера 2, продольные грани 40, торцевые грани 41, радиально направленные наружу упоры 42 и торцевые упоры 43, при этом каждая продольная грань 40 имеет базовую поверхность в плоскости 44, расположенной вдоль (параллельно) центральной продольной оси 11 единого полого корпуса 6, а каждый радиально направленный наружу упор 42 со стороны размещения режущих пластин 5 имеет базовую (опорную для режущих пластин 5) поверхность в плоскости 45, расположенной поперек (перпендикулярно) базовой поверхности 44 продольной грани 40, каждая торцевая грань 41 имеет базовую поверхность в плоскости 46, расположенной вдоль образующей 47 передней поверхности 48 винтовой лопасти 16, а каждый торцевой упор 43 со стороны размещения режущих пластин 5 имеет базовую поверхность в плоскости 49, расположенной поперек (перпендикулярно) базовой поверхности 46 торцевой грани 41, при этом режущие пластины 4 скреплены газовой наплавкой крошки твердого сплава 50, который содержит крошку карбида вольфрама размером 1,7÷3,2 мм, при этом расплавленный порошок связки-припоя содержит компоненты в следующем соотношении, мас. %: Ni 32÷47, Fe 2, Cr 7÷14, Si 2, WC - остальное, с боковыми гранями 20, 21, 22, с лобовыми гранями 30, 31, 32, радиально направленными наружу выступами 27, торцевыми выступами 33 и торцевой впадиной 35, образующими зарезной фрезер-райбер 1, обеспечивает повышение ресурса и снижение стоимости буровых работ за счет снижения циклических ударных нагрузок, предотвращения сколов и выкрашивания режущих пластин при заходе проходного фрезера-райбера в окно, прорезанное зарезным фрезером-райбером, уменьшения вероятности образования пробок стружки между зубьями фрез, уменьшения истирающего действия стружкой режущих пластин на фрезах, а также снижает стоимость фрезерного инструмента за счет упрощения конструкции, снижения объема фрезерных работ при изготовлении единого полого корпуса и полого вала, а также за счет уменьшения стоимости удаления газовой наплавки крошки твердого сплава и восстановления твердосплавного вооружения фрезерного инструмента.
Способ получения хлорида калия
Способ управления процессом получения хлористого калия
Гидравлический забойный двигатель с алмазной опорой скольжения
Отклоняющее устройство для вырезки окна в обсадной колонне скважины
Стенд для испытаний гидравлических ясов
Способ получения хлористого калия
Видеоэндоскоп для осмотра внутренних поверхностей трубчатых изделий
Фрезерный инструмент для вырезки окна в обсадной колонне скважины
Фрезерный инструмент для вырезки окна в обсадной трубе скважины
Способ получения хлористого калия
Способ получения хлорида калия
Способ управления процессом получения хлористого калия
Гидравлический забойный двигатель с алмазной опорой скольжения
Отклоняющее устройство для вырезки окна в обсадной колонне скважины
Стенд для испытаний гидравлических ясов
Способ получения хлористого калия
Видеоэндоскоп для осмотра внутренних поверхностей трубчатых изделий
Фрезерный инструмент для вырезки окна в обсадной колонне скважины
Фрезерный инструмент для вырезки окна в обсадной трубе скважины
Способ получения хлористого калия

