Результат интеллектуальной деятельности: Способ охлаждения электрода сварочных клещей контактной точечной сварки (КТС) и устройство его реализации
Вид РИД
Изобретение
Изобретение относится к сварочному производству и пригодно в сварочных клещах, используемых для производства арматуры панелей жилых, производственных и др. сооружений.
Известно внутреннее охлаждение электрода путем циркуляции хладагента по полости хвостовика электрода. Также известно и наружное охлаждение его благодаря пористому материалу на его наружной поверхности, к которому подводится хладагент (см. патент РФ 2420378 С2 от 02.03.2009).
Недостаток первого - неэффективность охлаждения, а второго - наличие хладагента в зоне контакта электрода со свариваемой деталью, чем ускоряется его окисление и износ.
Известен и способ охлаждения теплопередачей, от электрода к его хвостовику, от последнего через стенки дна продольного канала держателя к циркулирующему и охлаждающему это дно хладагенту, используемый в сварочных клещах (см. патент US 4544822 А1 01.10.1985).
Его недостаток - малый эффект, и поэтому электроды преждевременно изнашиваются.
Известно и устройство реализации последнего в виде двух расположенных под углом стержней; на конце первого есть хвостовик под другие элементы клещей, а на конце второго с внутренней стороны - средство для крепления сменного электрода; также имеются образованные с их торцов продольные каналы, открытые один в другой, причем в глухом канале второго стержня размещена с зазором трубка под циркулирующий хладагент, охлаждающий через стенки дна канала сплошной хвостовик электрода, размещенного в поперечном гнезде стержня (см. последнее).
Само устройство сложно и нетехнологично и порождает неэффективный способ охлаждения электрода, имеющего из-за этого низкую стойкость.
Задачей предлагаемого решения является повышение стойкости электрода более эффективным способом его охлаждения без усложнения конструкции этих клещей.
Она достигается тем, что в способе охлаждения электрода сварочных клещей КТС путем подвода хладагента к дну продольного канала держателя, охлаждение им через его стенку хвостовика электрода с последующим отводом нагретого хладагента за пределы держателя, новым является то, что часть нагретого хладагента отводят к пористому материалу его поперечного гнезда с хвостовиком электрода, затем по полости хвостовика его подводят в полость электрода, откуда парожидкостная смесь хладагента уходит в атмосферу.
Отводом части нагретого хладагента от дна продольного канала держателя в его поперечное гнездо с пористым материалом и хвостовиком электрода обеспечивается последовательное охлаждение им хвостовика благодаря его полости и электрода, имеющего в задней части свою полость, открытую в предыдущую, и поперечные окна там, через которые парожидкостная смесь хладагента уходит в атмосферу.
Такой последовательностью перемещения хладагента с небольшим расходом его по сравнению с отводимым из держателя обеспечивается накопление его пористым материалом поперечного гнезда и кипение его там от тепла хвостовика и передней части держателя при нагреве электрода в процессе сварки с последующим контактом такого хладагента с поверхностями полостей хвостовика и электрода и превращением его в пар или парожидкостную смесь теплом их. Далее такой хладагент сам уходит оттуда по поперечным каналам электрода в атмосферу.
Отводом парожидкостной смеси в окружающую среду гарантируется установившийся при сварке нагрев хвостовика и электрода в пределах 120-150°С по сравнению с нагревом его прототипа до 200-250°С, чем повышается его стойкость.
В предлагаемом устройстве-электрододержателе сварочных клещей КТС в виде двух расположенных под углом стержней, имеющих на концах первого хвостовика под другие элементы клещей, второе устройство под сменный электрод, а также по продольному каналу под хладагент, открытому один в другой, выполненных с их торцов, причем в канале другого размещена с зазорами трубка, новым является то, что в дне второго канала образовано окно, открытое в поперечное гнездо с пористым материалом и полым хвостовиком электрода с поперечными окнами в задней части, открытыми в его полость. Образованием окна в стенке между дном продольного канала и этим гнездом обеспечивается отвод части нагретого хладагента в полость данного гнезда, свободную от хвостовика электрода, а именно придонную часть ее, где размещен пористый материал.
Применением этого материала обеспечивается аккумуляция подводимого туда хладагента с последующим нагревом его теплом хвостовика электрода и передней частью держателя, нагретой этим хвостовиком.
Перемещением хладагента по полостям хвостовика и электрода обеспечивается его дальнейшее нагревание и кипение с образованием пара теплом стенок этих полостей с охлаждением этих элементов до 120-150°С из-за связи их полостей с атмосферой.
Выполнением поперечных окон в задней части электрода, открытых в его полость, обеспечивается отвод пара или парожидкостной смеси из нее в атмосферу, чем снижается установившийся уровень нагрева электрода, равный 200-250°С, и повышается его стойкость.
Сравнительный анализ предлагаемых СПОСОБА… и УСТРОЙСТВА ЕГО РЕАЛИЗАЦИИ
с известными решениями свидетельствует, что они новы, имеют существенные отличия, промышленно применимы и поэтому соответствуют критерию ИЗОБРЕТЕНИЯ.
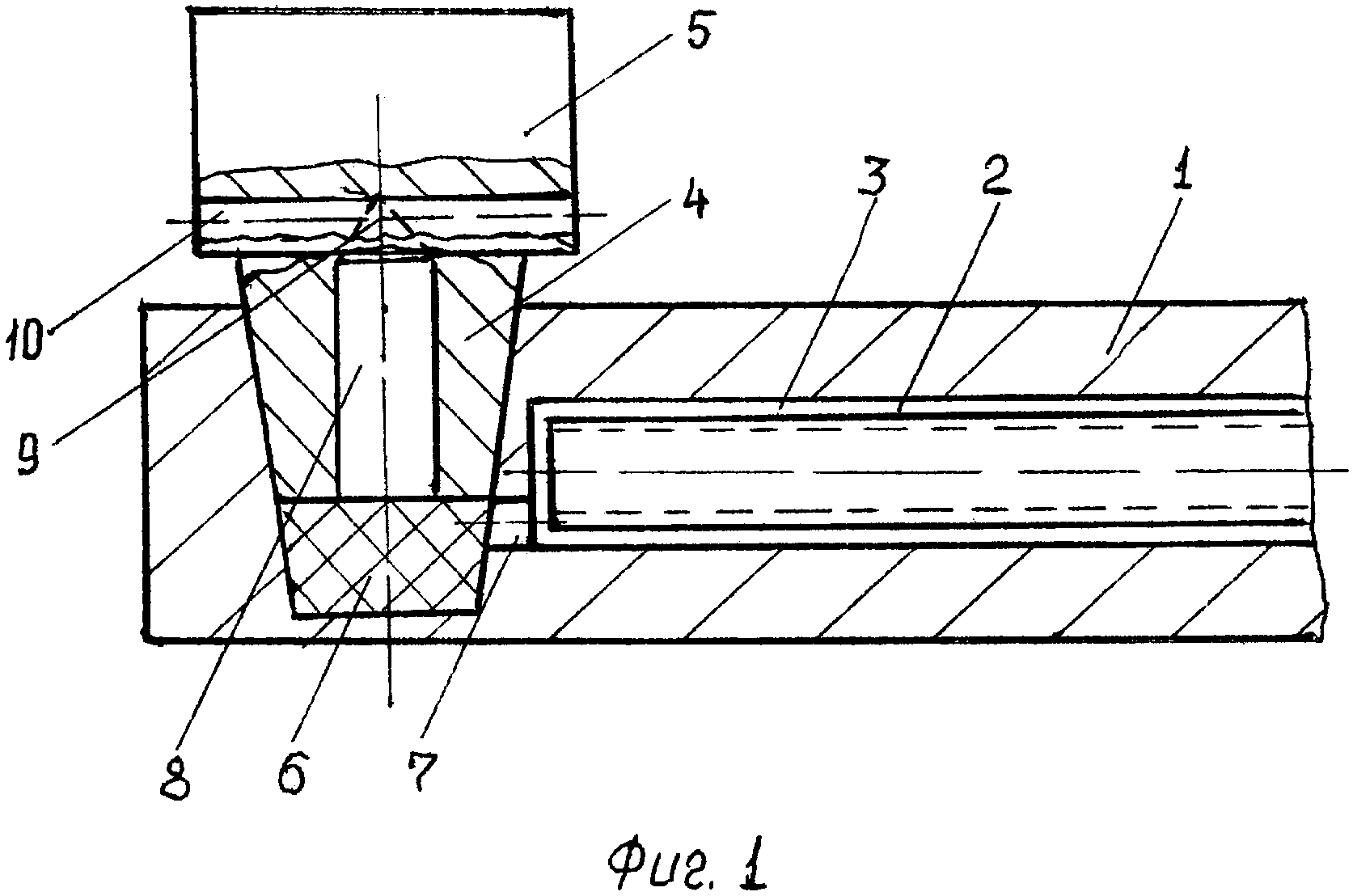
Эти решения поясняются чертежом, где на фиг. 1 представлена передняя часть второго стержня.
Она содержит стержень 1 с продольным глухим каналом 2, в котором с зазорами расположена трубка 3. В его поперечном гнезде расположены хвостовик 4 электрода 5 и пористый материал 6, например асбест, на дне этого гнезда, соединенного окном 7 с продольным каналом 2 стержня 1.
Хвостовик 4 имеет полость 8, переходящую в полость 9 задней части электрода, куда открыты его поперечные окна 10.
Предлагаемый способ реализуется так: по трубке 3 хладагент подводится к дну канала 2, охлаждая его, и через стенку хвостовика 4 электрода 5; нагретый хладагент отводится по зазору между трубкой 3 и каналом 2 за пределы стержня 1; при этом часть его через окно 7, соединяющее канал 2 с поперечным гнездом стержня 1, подводится к пористому материалу 6 и аккумулируется ИМ с начала сварки в течение нескольких циклов.
Количество подводимого к этому материалу хладагента определяется давлением подачи его в канал 2 стержня 1 и проходным сечением окна 7, которое в несколько раз меньше этих сечений зазора канала 2 и трубки 3 и последней. Оно рассчитывается по теплопоступлению в электрод при сварке и допустимой температурой нагрева его, выбираемой из требуемой стойкости его рабочей части. Величина теплопоступления в него определяется, например, диаметром свариваемых между собой прутков и продолжительностью сварки;
при этом с увеличением данных параметров возрастает тепловыделение в зоне сварки и теплопоступление в электрод.
Поэтому в конкретном случае определяется теплопоступление, например, экспериментально,
и по нему рассчитывается расход хладагента на охлаждение электрода проточным
теплосъема без кипения его в канале 2 и с кипением в полостях 8 и 9 хвостовика 4 и электрода 5. При этом единичное теплосодержание хладагента с данными механизмами теплоотвода различаются между собой как минимум в 4 раза (по воде, нагретой до 100°С).
При наличии поперечных окон 10 у электрода его полость 9 соединена с атмосферой и, следовательно, давление в ней и полости 8 близко к атмосферному, при котором
максимальная температура нагрева их поверхностей не более 125°С, при которой пузырьковое кипение переходит в пленочное, приводящее к перегреву охлаждаемых поверхностей хвостовика и электрода (для хладагента - воды).
Величиной расхода хладагента обеспечивается полное превращение его во влажный пар или частичное, при котором пар содержит его капли, нагретые до температуры насыщения.
Снижением нагрева электрода с 250 до 150°С повышается его стойкость как минимум в 1,5 раза.
Таким образом, предлагаемым способом охлаждения уменьшается нагрев электрода как минимум в 1,5 раза с возрастанием его стойкости на эту же величину при незначительном усложнении приведенного выше устройства его реализации.
Клещи для контактной точечной сварки, содержащие охлаждаемый сменный электрод и держатель в виде двух расположенных под углом стержней, на конце первого из которых смонтирован хвостовик для его закрепления, а на конце второго выполнено поперечное гнездо, в котором установлен хвостовик охлаждаемого сменного электрода, при этом упомянутые стержни выполнены с продольными каналами для циркуляции хладагента, охлаждающего электрод через стенку поперечного гнезда, открытые один в другой, отличающиеся тем, что канал второго стержня держателя в зоне его дна соединен окном с упомянутым поперечным гнездом для подачи в него хладагента, на дне которого образована полость с размещенным в ней пористым материалом, при этом хвостовик сменного электрода выполнен с полостью, переходящей с одной стороны в полость задней части электрода, в которую открыты его поперечные окна, связанные с атмосферой, а с другой стороны полость хвостовика открыта в полость поперечного гнезда второго стержня держателя с пористым материалом.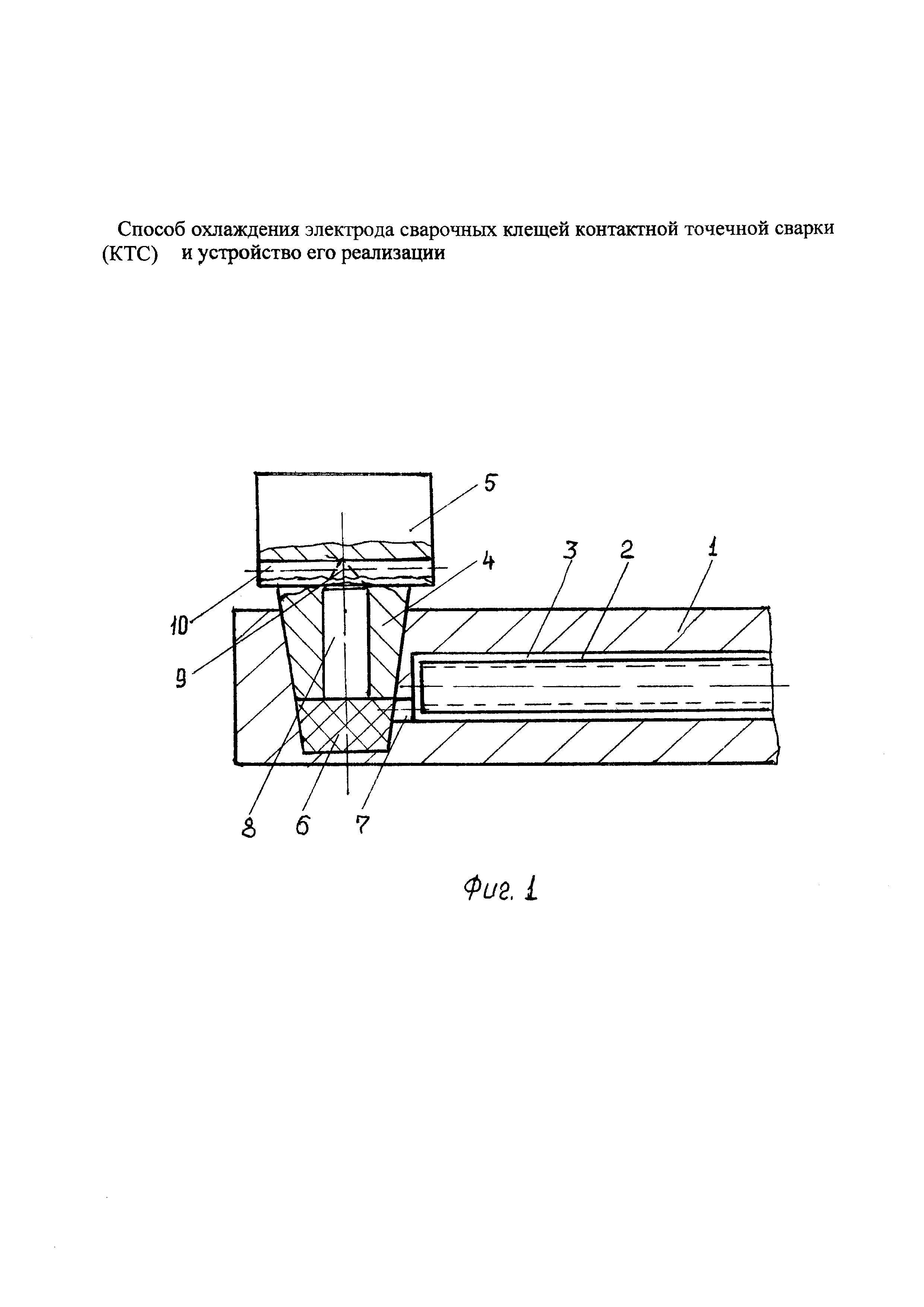
Способ изготовления ствола
Поводковый центр радиально-обжимной машины
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Способ изготовления ствола
Неподвижный держатель-электрод сварочных клещей
Способ изготовления ствола и устройство для его реализации
Способ изготовления ствола
Устройство для охлаждения электрода-колпачка контактной точечной сварки (ктс)
Электрододержатель сварочных клещей для контактной точечной сварки (ктс)
Камера прессования горизонтальной машины литья под давлением (гмлпд)

