Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОЙ ОЧИСТКИ МЕТАЛЛОВ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Способ лазерной очистки металлов относится к области машиностроения, приборостроения, лазерной техники и технологии и может быть использован для лазерной очистки от нежелательных слоев и загрязнений, в частности, для удаления ржавчины, окалины, краски с поверхностей различных металлических объектов, таких как стальные трубы, листы, колесные пары подвижного состава на железнодорожном транспорте, монеты, бронза, оружие и т.д.
Уровень техники
Известны способы поверхностной обработки и очистки металлических поверхностей на основе использования лазерного излучения.
Согласно патенту US №4368080 от 27.10.1980 удаление ржавчины с поверхности металлических предметов осуществляют ее испарением лазерным излучением с длиной волны 10,6 мкм при воздействии импульсами длительностью от 1 до 100 мкс с частотой следования их от 1 до 1000 герц с плотностью мощности в пределах от 47⋅106 Вт/см2. Площадь лазерного пятна на очищаемой поверхности составляет 0,3÷2 см2. Используют перемещение обрабатываемого предмета относительно лазерного пятна. Указано на возможность использования системы поворотных зеркал или сканирующей системы с качающимся зеркалом для быстрого покрытия плоских поверхностей. Недостатком изобретения является невозможность применения волоконно-оптических средств доставки лазерного излучения в зону обработки из-за непрозрачности кварца для данной длины волны излучения и сложность, громоздкость существующих систем доставки данного излучения и относительного перемещения лазерного пучка и детали.
В патенте РФ №2104846 от 21.02.1996 при дезактивации металлических конструкций и трубопроводов АЭС очистку поверхности материалов осуществляют с помощью твердотельного лазера, работающего в импульсно-периодическом режиме с модуляцией добротности, обеспечивающего плотность мощности на обрабатываемой поверхности, достаточную для возникновения процессов испарения наиболее тугоплавких соединений материалов, входящих в состав оксидной пленки. Продукты испарения с обрабатываемой поверхности удаляются потоком газа. Недостатком изобретения является наличие нескольких усилителей лазерного излучения, количество которых зависит от состояния обрабатываемой поверхности и ее размера, что в несколько раз увеличивает стоимость способа очистки поверхности.
В патенте РФ 2538161 от 28.12.2012 очистку корродированной стальной поверхности осуществляют лазерным излучением с длиной волны 1,06 мкм в многоимпульсном режиме на частоте следования импульсов 50-100 кГц с энергией в импульсе 1 мДж и средней мощностью излучения 50 Вт. Диаметр лазерного пятна на очищаемой поверхности составлял 200 мкм. Сканирование поверхности образца лазерным пучком осуществляют с помощью гальванического сканатора. Недостатком изобретения является малая производительность очистки из-за малого размера пятна излучения и ненадежность работы гальванического сканатора в производственных условиях, тем более в мобильном переносимом варианте. Способ более пригоден для целей маркировки металлических деталей, чем для очистки.
В патенте РФ №2297886 от 06.06.2005 очистка поверхности производится сканированием поверхности пучком импульсно-периодического лазерного излучения с частотой повторения импульсов в диапазоне 5-100 Гц и длительностью импульсов 1-20 нс. Лазерный пучок направляют на поверхность с помощью системы зеркал, а перемещение его по поверхности производят посредством изменения положения сканирующего выходного зеркала. Лазерная обработка состоит в последовательном облучении поверхности лазерными импульсами с интенсивностью, достаточной для испарения поверхностного слоя облучаемого материала (пиковая мощность в импульсе - 100⋅106 Вт). При этом в кожух оптико-механической системы подают газовый поток под определенным давлением. Недостатком изобретения является малая глубина снимаемого слоя покрытия при использовании импульсов наносекундной длительности, что не позволяет осуществлять обработку поверхности с высокой производительностью, а также невозможность использования оптоволоконного средства доставки излучения в зону обработки из-за высокой пиковой мощности лазерного излучения, превышающей лучевую стойкость материала волокна.
В патенте РФ №2037342, опубл. 19.06.1995 (патент US №5151134 от 14.09.1990) для удаления загрязняющих веществ с поверхности материалов используют лазер с длиной волны излучения 1,06 мкм, работающий также в режиме модулированной добротности. По мнению авторов обеспечивается эффект улетучивания поверхностных слоев при воздействии коротких высокомощных импульсов, вызывающих на границе раздела материалов детали и внешнего покрытия ударную волну, которая приводит к отслаиванию по меньшей мере части поверхностного слоя покрытия. Обработка ведется лазерными импульсами длительностью от 10 до 30 наносекунд с плотностью мощности в диапазоне значений (22÷53)⋅106 Вт/см2 и частотой следования импульсов 30 Гц. Максимальная энергия в импульсе близка к 0,5 Дж, а средний диаметр лазерного пятна на очищаемой поверхности составляет менее 10 мм. Высокомощные импульсы излучения доставляются в зону обработки посредством оптических волокон несмотря на наличие у последних относительно низкой пороговой величины «пиковой» мощности передаваемого излучения тесно связанной с длительностью лазерных импульсов. Возможность передачи мощного излучения по оптическому волокну в патенте обеспечена разделением исходного лазерного пучка на несколько по энергии примерно равных между собой пучков с меньшей энергией в импульсе и использованием для каждого из них отдельного оптического волокна. То есть лазерное излучение на манипулятор в зоне обработки доставляется с помощью жгута оптических кварцевых волокон. Недостатком является наличие громоздкой оптической системы, состоящей из размещенной в герметичном корпусе в условиях вакуума системы разделения исходного пучка излучения на ряд отдельных менее энергоемких пучков излучения и оптической системы ввода каждого из них в отдельное оптическое волокно. Это создает трудности в создании мобильного варианта способа очистки поверхности. Кроме того, наносекундным длительностям импульса характерна очень малая толщина снимаемого слоя покрытия, что увеличивает время очистки.
Наиболее близким к предлагаемому решению является раскрытый в патенте РФ №2445175 от 28.06.2010 способ поверхностной лазерной обработки, в котором для очистки поверхности, как и в предыдущем патенте, воздействуют на поверхность сканирующим пучком импульсно-периодического лазерного излучения. Однако в отличие от него вместо одного мощного моноимпульса формируют серию из меньших по энергии 10-100 моноимпульсов с частотой их следования 30 кГц, посылаемую с частотой повторения до 100 Гц. Таким пучком сканируют обрабатываемую поверхность в циклическом (прерывистом) режиме с помощью сканирующей системы в виде двух координатного зеркального сканера, представляющего собой два магнитоэлектрических привода с плоскими зеркалами, закрепленными на осях этих приводов. Формирование непрерывной полосы осуществляют за счет частичного пространственного перекрытия лазерных отпечатков на поверхности материала от соседних лазерных импульсов серии. Для последовательного покрытия всей обрабатываемой поверхности обеспечивают смыкание полос, образованных разверткой каждой из периодически повторяющихся серий импульсов, причем ширина полосы воздействия равна поперечному размеру лазерного пучка на обрабатываемой поверхности. К недостаткам способа следует отнести сложность системы формирования лазерного излучения с временной структурой в виде периодически повторяющихся серий импульсов излучения, необходимость строгой синхронизации поворота зеркал сканирующей системы с генерацией периодически повторяющихся серий лазерных импульсов, использование чувствительных магнитоэлектрических приводов, что в значительной степени понижает надежность работы способа в условиях эксплуатации. В частности, в производственных условиях лазерный манипулятор с размещенным внутри гальвано-оптическим сканатором из двух зеркал, закрепленных с приводами на держателях, подвергается вибрациям. Держатели, фиксирующие зеркала под выбранным углом относительно друг друга и задающие направление входящего в сканирующую систему и выходящего из нее лазерного пучка, удалены друг от друга. В результате вибраций они могут смещаться относительно друг друга и тем самым вызывать дополнительные непредсказуемые колебания пучка, а также нарушать эффект от синхронизации поворота зеркал с генерацией лазерных импульсов.
Как видим из анализа предложенных лазерных способов очистки металлической поверхности, все способы используют лазерные источники, работающие в импульсно-периодическом режиме, как правило, в условиях модуляции добротности резонатора. Используются весьма короткие импульсы лазерного излучения, которые обеспечивают термическое разрушение материала покрытия за счет либо механизма испарения, либо механизма сублимации (взрывной механизм разрушения без стадии плавления). Действительно, при непосредственном контакте высокомощных лазерных импульсов с материалом покрытия тепло выделяется в тонком поверхностном слое и вглубь материала распространяется посредством механизма теплопроводности. За счет большой скорости выделения тепла в тонком слое (намного превышающей скорость распространения тепла вглубь материала процессом его теплопроводности) создается большой градиент температуры под поверхностью. Область локализации и величина градиента температуры в приповерхностном слое тесным образом связаны с величиной плотности мощности лазерного излучения: чем больше плотность мощности излучения, тем больше скорость нагрева поверхности материала и тоньше занимаемая градиентом температуры зона. Перемещение импульсов по поверхности производится посредством изменения положения сканирующего зеркала, отражающего лазерное излучение. Импульсы наносекундных длительностей обеспечивают термическое разрушение материала на глубину намного меньше, чем толщина покрытия. Требуются многократные проходы для снятия материала покрытия по всей его толщине. При этом ширина полосы очищаемого слоя в указанных способах равна размеру пятна лазерного излучения на поверхности и при малых его размерах для последовательного покрытия всей обрабатываемой поверхности также необходимо повышенное число проходов. Все это ограничивает производительность очистки. Кроме того, использование высокомощных импульсов в оптических системах формирования и передачи лазерного излучения, близких по интенсивности к значениям лучевой стойкости оптических материалов, уменьшает надежность работы используемых оптических элементов в процессе длительной работы. Применяемые магнитоэлектрические системы сканирования на основе системы отклоняющихся зеркал являются сложными оптическими узлами, требуют особого внимания, бережного отношения при эксплуатации и чувствительны к механическим вибрациям. Для безупречной работы всех оптико-механических систем требуется сложное электронное оборудование (системы формирования лазерных импульсов, системы синхронизации, системы сканирования).
Раскрытие изобретения
Целью изобретения является увеличение производительности лазерной очистки металлических поверхностей за счет увеличения ширины полосы обрабатываемой поверхности и повышение надежности за счет упрощения используемых систем.
Поставленная цель достигается тем, что в известном способе поверхностной лазерной обработки используют непрерывное лазерное излучение, пятно которого на поверхности изделия непрерывно перемещают по замкнутой круговой траектории, центр кривизны которой при этом линейно перемещают по траектории любой конфигурации. Пучок лазерного излучения на очищаемой поверхности формируют в виде полоски. Пучок лазерного излучения в виде полоски шириной (0.1÷1) мм и длиной (3÷10) мм перемещают широкой стороной вперед по круговой траектории радиусом кривизны (30÷60) мм с угловой скоростью (5÷100) об/с, при этом центр кривизны круговой траектории линейно смещают со скоростью (5÷100 мм/с). Выбирают волоконный лазер с мощностью лазерного излучения в диапазоне (1÷10) кВт, а размеры пятна излучения на очищаемой поверхности выбирают из условия получения на ней плотности мощности лазерного излучения в диапазоне (0.1÷2).106 Вт/см2. Непрерывное лазерное излучение в зону обработки доставляют посредством оптического кварцевого волокна и направляют на формирующую оптическую систему с узлом из двух оптических клиньев на конце, которую вращают вокруг своей оси и линейно перемещают по очищаемой поверхности.
Краткое описание чертежей
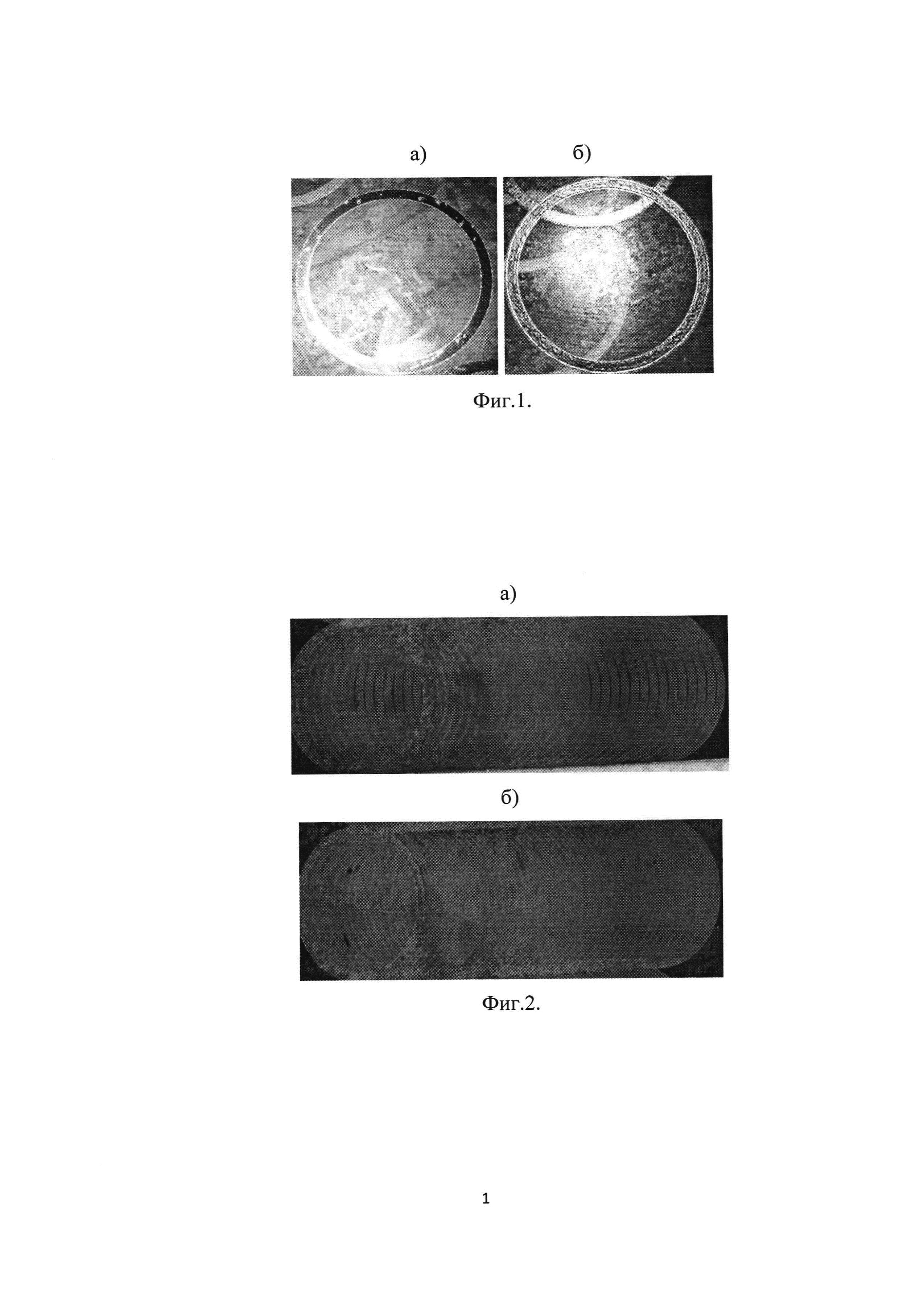
На фиг. 1 приведены фотографии кольцевой траектории снятия ржавчины при оптимальном режиме вращения объектива (фиг. 1а) и при пониженной скорости его вращения (повышенной длительности лазерного воздействия, фиг. 1б).
На фиг. 2 приведены фотографии непрерывной обработанной полосы снятия ржавчины с повышенной скоростью линейного перемещения объектива (фиг. 2а) и с оптимальной скоростью линейного перемещения (фиг. 2б).
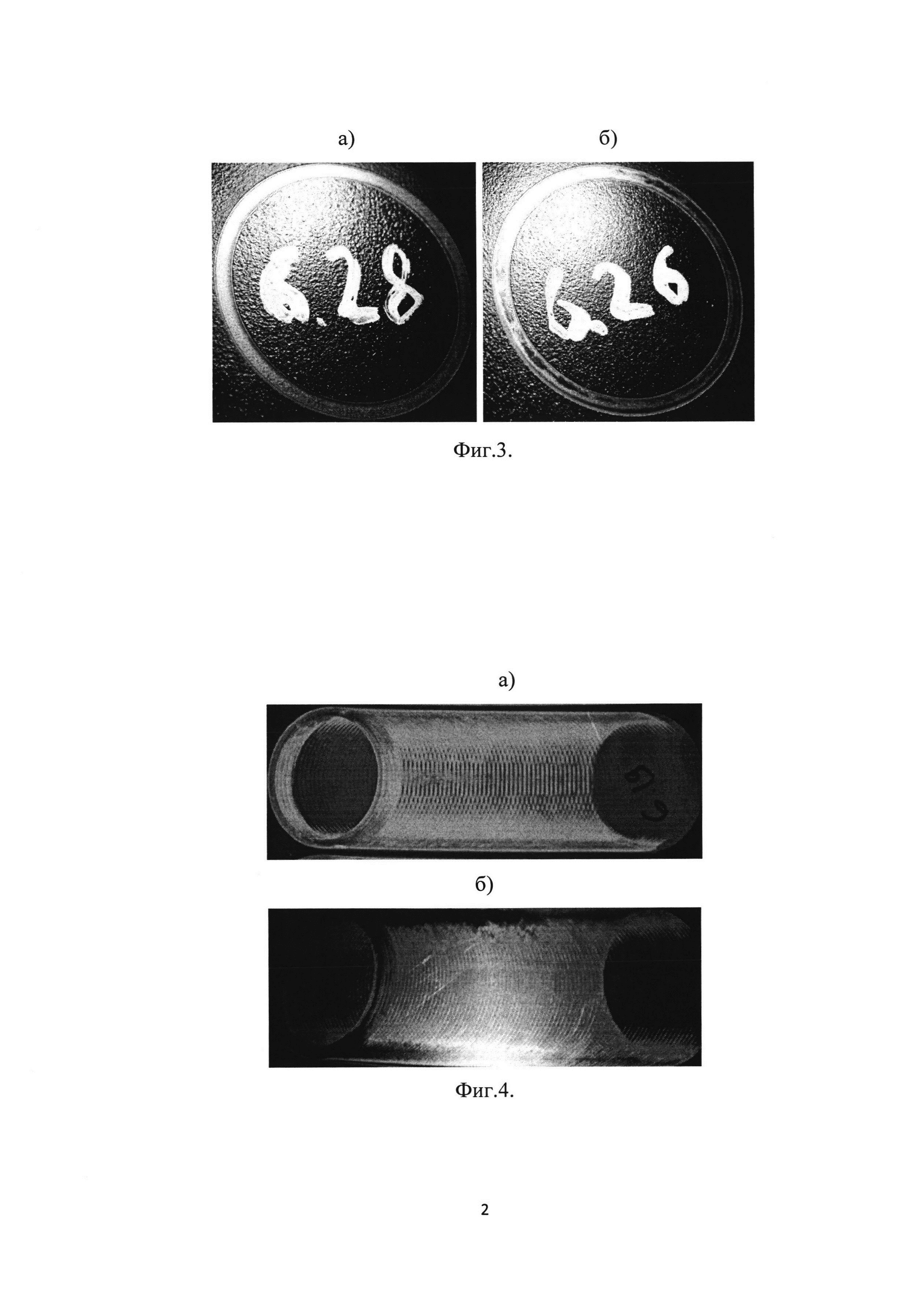
На фиг. 3 приведены фотографии кольцевой траектории снятия черной порошковой краски при оптимальном режиме вращения объектива (фиг. 3а) и при пониженной скорости его вращения (повышенной длительности лазерного воздействия, фиг. 3б).
На фиг. 4 приведены фотографии непрерывной обработанной полосы снятия черной порошковой краски при неоптимальном (фиг. 4а) и оптимальном режимах перемещения объектива (фиг. 4б).
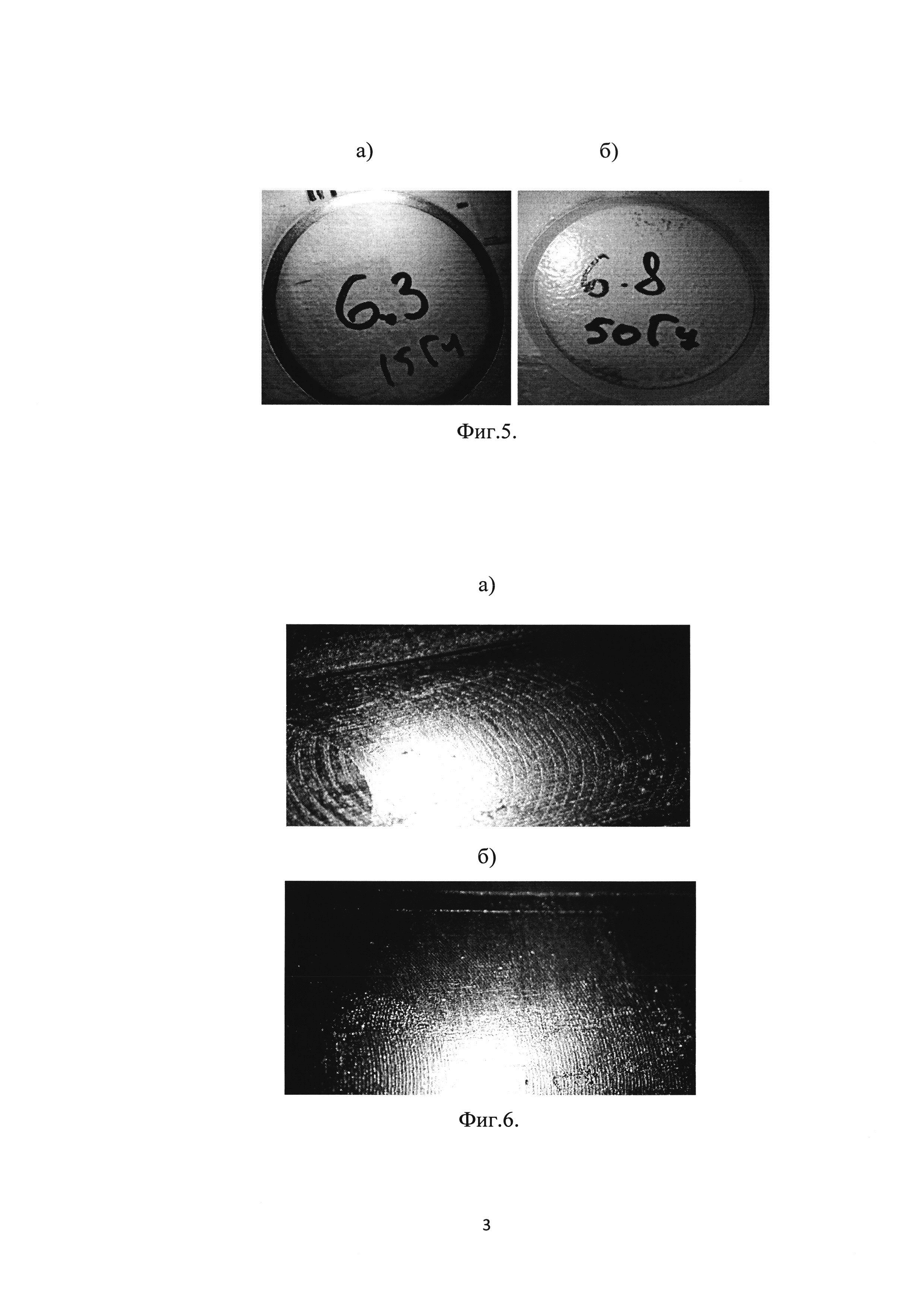
На фиг. 5 приведены фотографии кольцевой траектории снятия белой порошковой краски при оптимальном режиме вращения объектива (фиг. 5а) и при повышенной скорости его вращения (пониженной длительности лазерного воздействия, фиг. 5б).
На фиг. 6 приведены фотографии непрерывной обработанной полосы снятия окалины с повышенной (фиг. 6а) и с пониженной скоростями линейного перемещения объектива (фиг. 6б).
Осуществление изобретения
Для выбора наиболее эффективного способа лазерной очистки металлов необходимо четко представлять возможные механизмы термического разрушения покрытия, происходящие в его материале в процессе лазерного воздействия.
Повышение температуры материала в твердом состоянии сопровождается изменением его оптических и теплофизических свойств, а также структурными перестройками. С увеличением плотности мощности излучения увеличивается скорость локального нагрева поверхности (может достигать значений 1010 град/с). Поверхность резко нагревается и может достигать температуры плавления. Дальнейшее увеличение плотности вызовет повышение температуры до точки кипения поверхности расплавленной ванны и начнется процесс испарения. Нижней границей потоков излучения, при которых начинается процесс испарения металлов, является плотность вблизи ~106 Вт/см2. При этом в зависимости от величины плотности потока реализуются два режима испарения вещества излучением, физически различающиеся характером перехода конденсированного вещества в тонком поглощающем слое на поверхности твердого тела в газовую фазу. Это режим с фазовым переходом и режим сублимации. Когда температура вещества внутри поглощающего слоя много меньше температуры, соответствующей энергии связи в твердом теле, на поверхности твердого тела имеет место фазовый переход. Основную роль в этом режиме играет испарение на поверхности раздела фаз вещества. Из расчетов следует, что необходимая для начала разрушения плотность светового потока минимальна при непрерывном облучении и величина ее зависит от коэффициента теплопроводности материала (меньше теплопроводность - меньше необходимая плотность излучения). С ростом интенсивности излучения глубина прогрева уменьшается, а температура поверхности возрастает. Определяющим процессом в разрушении материала становится процесс форсированного испарения материала. При потоках излучения с плотностями вблизи области ≈108 Вт/см2 температура внутри поглощающего слоя становится сравнимой или превышает критическую температуру. Испарение происходит, минуя фазовый переход (в отсутствии расплава), образуя кратеры микронной глубины. Другими словами, при повышении температуры в твердом теле увеличивается интенсивность теплового движения частиц и производимое ими тепловое давление, которое практически компенсируется в такой же мере возросшим внутренним давлением, обусловленным силами сцепления между частицами, и реализуется устойчивое равновесие. При превышении критической температуры равновесие нарушается, огромное тепловое давление на поверхности освобождается и материал разрушается. Переход вещества из твердого состояния в газообразное, минуя жидкое состояние, называется сублимацией. Таким образом, с укорочением импульса увеличивается максимум температуры, а глубина прогрева уменьшается. Кратеры в этом случае имеют глубину порядка микрон, так как энергия импульсов уходит на нагрев небольшого количества вещества до высокой температуры, поскольку в течение малой длительности воздействия тепло не успевает распространиться на больший объем. Наносекундные импульсы малоэффективны для целей эффективного удаления вещества с мишени.
Материалы покрытий на металлах имеют, как правило, отличные от основы теплофизические параметры. Например, железо во влажном воздухе покрывается рыхлой ржавчиной  При содержании одной молекулы кристаллизационной воды (nH2O) n=1 объем железа за счет коррозии увеличивается более чем в четыре раза. Вследствие своей пористости ржавчина не препятствует доступу кислорода и влаги к металлу и поэтому не предохраняет его от дальнейшего окисления. Различие в коэффициентах термического расширения материалов покрытия и подложки за счет разных поперечных и продольных расширений неизбежно вызывают на границе раздела термомеханические напряжения, могущие приводить к растрескиванию и отслаиванию покрытия. По сравнению с железом ржавчина (Fe2O3+nH2O) обладает более чем в 2 раза меньшей плотностью и в 60 раз меньшей теплопроводностью. Температуропроводность ржавчины в среднем примерно в 25 раз ниже температуропроводности железа. В то же время величина поглощательной способности лазерного излучения с длиной волны 1,06 мкм для них примерно одинакова (≈0,7). Различия в теплофизических свойствах приводят к тому, что температура поверхности ржавчины будет примерно в [(√арж)/λрж]/[(√aж)/λж]≈12 раз выше температуры поверхности железа при воздействии лазерного излучения одинаковой плотности в течение одинаковой длительности. Здесь λрж=1,16 и λж=72,63 Вт/м.град - коэффициенты теплопроводности ржавчины и железа соответственно, арж=0,0078±0,0035 и аж=0,2 см2/с - коэффициенты температуропроводности ржавчины и железа соответственно.
При содержании одной молекулы кристаллизационной воды (nH2O) n=1 объем железа за счет коррозии увеличивается более чем в четыре раза. Вследствие своей пористости ржавчина не препятствует доступу кислорода и влаги к металлу и поэтому не предохраняет его от дальнейшего окисления. Различие в коэффициентах термического расширения материалов покрытия и подложки за счет разных поперечных и продольных расширений неизбежно вызывают на границе раздела термомеханические напряжения, могущие приводить к растрескиванию и отслаиванию покрытия. По сравнению с железом ржавчина (Fe2O3+nH2O) обладает более чем в 2 раза меньшей плотностью и в 60 раз меньшей теплопроводностью. Температуропроводность ржавчины в среднем примерно в 25 раз ниже температуропроводности железа. В то же время величина поглощательной способности лазерного излучения с длиной волны 1,06 мкм для них примерно одинакова (≈0,7). Различия в теплофизических свойствах приводят к тому, что температура поверхности ржавчины будет примерно в [(√арж)/λрж]/[(√aж)/λж]≈12 раз выше температуры поверхности железа при воздействии лазерного излучения одинаковой плотности в течение одинаковой длительности. Здесь λрж=1,16 и λж=72,63 Вт/м.град - коэффициенты теплопроводности ржавчины и железа соответственно, арж=0,0078±0,0035 и аж=0,2 см2/с - коэффициенты температуропроводности ржавчины и железа соответственно.
Выраженное различие теплопроводностей материалов обеспечивает возможность удаления покрытия из низкотеплопроводного материала механизмом его испарения без заметного теплового влияния на качество поверхности высокотеплопроводного материала подложки. Для этого необходимо обеспечить нагрев до температуры испарения слой материала толщиной, не превышающей толщину покрытия.
Оценим толщину этого слоя при воздействии на ржавчину лазерным излучением с плотностью q=0,189⋅106 Вт/см2 в течение t=100 мкс. Толщина прогретого слоя Z=Z* между поверхностью материала и тепловым фронтом с заданной температурой в глубине его, то есть толщина слоя, температура на выходной поверхности которого составляет известную долю от температуры на входной поверхности Δ={T(z*,t)-T0}/{T(0,t)-Т0}, вычисляется из выражения Δ/√π=ierfc{z*/[2√(at)]}. Задаваясь значением Δ получаем величину Δ/√π и на основе этой величины из табличных данных для ierfc находится значение аргумента B при равенстве ierfc{z*/[2√(at)]}=Δ/√π и определяется толщина прогретого слоя между тепловыми фронтами с указанными температурами по формуле z*=B2√(at).
Итак, за 100 мкс температура поверхности ржавчины нагреется до условной температуры T(0,t)=[2(1-R)q√(aржt)]/(λрж√π)≈11368°C (отметим, что согласно расчету возможное воздействие лазерного импульса на подложку из железа после снятия ржавчины приведет к нагреву ее поверхности всего до ≈920°C). По глубине толщину поверхностного слоя ограничим тепловым фронтом с температурой равной температуре плавления материала (примем T(z*,t)=Tпл=1540°C), тогда отношение Δ равно Δ=T(z*,t)/T(0,t)=0,1355, отношение Δ/√π равно Δ/√π=0,07645 и из Таблиц для ierfc находим значение ierfc(0,07645)=0.86. После этого вычисляется толщина прогретого слоя z*=0,86x2x√(0,0078x100⋅10-6)=0,00152 см≈15 мкм. Из проведенной оценки вытекает, что за один такой импульс воздействия испарится слой ржавчины толщиной около 15 мкм. Типичная толщина ржавчины составляет 100 мкм. Следовательно, для удаления слоя данной толщины требуется 7 лазерных воздействий с указанной плотностью мощности излучения при условии их посылки с интервалом, обеспечивающим остывание материала покрытия до исходной температуры. Для определения длительности интервала остывания оценим величину тепловой релаксации покрытия.
За счет повышенной теплопроводности подложка из металла является хорошим теплоотводящим элементом для покрытия. Например, при толщине железного листа H=3 мм относительный коэффициент теплоотвода от покрытия на нем будет равен αотн=λж/H=24210 Вт/м2 град. При толщине покрытия из ржавчины δ=0,1 мм величина безразмерного параметра Bi, характеризующего теплообмен на поверхности раздела с металлом, будет равна Bi=αотнδ/λрж=2,09. Для значения Bi=2,09 величина наименьшего корня характеристического уравнения равна μ=1,0912. Тогда время тепловой релаксации покрытия составит τ=δ2/(μ2арж)≈0,011 с. Через время τ температура на поверхности уменьшится в  раза. Почти полное охлаждение произойдет через время 3τ≈0,0323 с. Эти цифры показывают, что для рассматриваемого случая частота лазерного воздействия на покрытие не должна превышать f=1/3τ≈30 Гц (в этом случае в зоне воздействия не происходит накопления тепла от импульса к импульсу).
раза. Почти полное охлаждение произойдет через время 3τ≈0,0323 с. Эти цифры показывают, что для рассматриваемого случая частота лазерного воздействия на покрытие не должна превышать f=1/3τ≈30 Гц (в этом случае в зоне воздействия не происходит накопления тепла от импульса к импульсу).
В отличие от прототипа в предлагаемом способе тепловые импульсы в материале покрытия создаются с помощью непрерывного лазерного излучения при перемещении лазерного пятна фиксированного размера h по поверхности покрытия с соответствующей скоростью υ (t=h/υ). При этом длительность теплового воздействия на локальный участок поверхности в широких пределах меняется изменением круговой скорости перемещения пятна излучения. Необходимое для полного снятия покрытия число таких тепловых воздействий (тепловых импульсов) регулируется числом повторов прохождения пятна излучения через зону обработки.
В отличие от прототипа в предлагаемом способе такие повторы (частота следования тепловых импульсов) реализуются при использовании круговой траектории перемещения лазерного пятна с соответствующей круговой скоростью N в об/с.
В отличие от прототипа в предлагаемом способе лазерное пятно на обрабатываемой поверхности формируется в виде полоски. Для пятна в виде полоски шириной h и длиной  длительность нагрева th зоны покрытия той же площади при перемещении пятна широкой стороной вперед по круговой траектории диаметром D (мм) с круговой скоростью N (об/с) вычисляется по формуле
длительность нагрева th зоны покрытия той же площади при перемещении пятна широкой стороной вперед по круговой траектории диаметром D (мм) с круговой скоростью N (об/с) вычисляется по формуле

Непрерывная полоса обработки на поверхности покрытия формируется линейным перемещением (по любой траектории) центра круговой траектории с частичным перекрытием соседних полос кольцевых отпечатков, ширина которых равна длине полоскового пятна излучения. При смещении центра кривизны круговой траектории с линейной скоростью V (мм/с) в установившемся режиме число тепловых воздействий на фиксированную зону обработки вычисляется по формуле 
В отличие от прототипа в предлагаемом способе ширина полосы очистки на обрабатываемой поверхности равна не размеру пятна излучения, а равна диаметру круговой траектории перемещения пятна излучения, который во много раз превышает размер лазерного пятна и может превышать даже поперечный размер манипулятора.
В наших экспериментах по очистке металлов использовался волоконный лазер с мощностью непрерывного излучения P=2,8 кВт. На обрабатываемой поверхности формировали пятно в виде полоски шириной h=0,45 мм и длиной  (плотность мощности излучения q=0,189⋅106 Вт/см2), которую перемещали по круговой траектории диаметром D=50mm широкой стороной вперед путем вращения вокруг своей оси с разной угловой скоростью N (об/с) формирующей оптической системы с узлом из двух оптических клиньев на конце, относительным между собой поворотом которых при необходимости изменяется диаметр круговой траектории.
(плотность мощности излучения q=0,189⋅106 Вт/см2), которую перемещали по круговой траектории диаметром D=50mm широкой стороной вперед путем вращения вокруг своей оси с разной угловой скоростью N (об/с) формирующей оптической системы с узлом из двух оптических клиньев на конце, относительным между собой поворотом которых при необходимости изменяется диаметр круговой траектории.
Пример 1. Экспериментально снимали ржавчину с металлического листа из стали ст. 3 толщиной H=3 мм. Толщина слоя ржавчины неизвестна. С целью поиска оптимального режима обработки первоначально производили обработку поверхности в течение T=1 с при разной скорости вращения объектива без его линейного перемещения. Оптимальным оказалось вращение объектива со скоростью N=30 об/с. Из формулы (1) получается длительность теплового воздействия, равная th=95,5 мкс (число воздействий равно n=30). При данных условиях ржавчина была снята полностью, в некоторых местах металл окислен, очищенная поверхность выглядит «полированной» (фиг. 1а). При пониженных оборотах вращения, а именно при N=5 об/с время воздействия увеличивалось до th=573 мкс и хотя ржавчина удаляется полностью, но очищенная поверхность от перегрева имеет следы переплава (фиг. 1б).
Во втором случае при оптимальной скорости вращения N=30 об/с вращающийся объектив перемещался с разной линейной скоростью для получения непрерывной обработанной полосы. При линейной скорости перемещения V=100 мм/c ржавчина удалялась не полностью, а кольцевые полосы не перекрывались (фиг. 2а). При меньшей скорости линейного перемещения V=87,5 мм/с ржавчина удаляется и кольцевые отпечатки перекрываются, образуя замкнутую полосу обработки шириной, равной диаметру круговой траектории перемещения пятна излучения (фиг. 2б).
Пример 2. Экспериментально снимали черную порошковую краску толщиной δ=0,17 мм с металлического листа из стали ст. 3 толщиной 3 мм. Также первоначально производили обработку поверхности в течение T=1 с при разной скорости вращения объектива без его линейного перемещения. Оптимальным оказалось вращение объектива со скоростью N=40 об/с. Из формулы (1) получается длительность теплового воздействия, равная th=71,7 мкс (число воздействий равно n=40). Краска удалялась полностью, очищенная поверхность приобретала блеск. Следы от окисления и переплава металла на поверхности практически отсутствовали (фиг. 3а). При уменьшении скорости вращения до N=20 об/с длительность теплового импульса увеличивалась до t0.45=143,3 мкс, что приводило не только к удалению краски, но и к возникновению следов от переплава (фиг. 3б). Для получения непрерывной полосы обработки вращающийся объектив перемещался с разной линейной скоростью. При скорости вращения объектива v=20 об/с и линейной скорости его смещения V=33,333 мм/с краска удалялась не полностью. При этом кольцевые отпечатки не перекрывались (фиг. 4а). При скорости вращения объектива N=15 об/с и линейной скорости его перемещения V=22,5 мм/c произошло удаление краски и перекрытие кольцевых отпечатков (рис. 4б).
Пример 3. Экспериментально исследовали возможность снятия толщиной δ=0,25 мм с металлического листа из стали ст. 3 толщиной 3 мм. При этом ограничились первым этапом изучения, то есть производили обработку поверхности в течение T=1 с при разной скорости вращения объектива без его линейного перемещения. Оптимальным оказалось вращение объектива со скоростью N=15 об/с. Из формулы (1) получается длительность теплового воздействия, равная th=191 мкс (число воздействий равно n=15). Порошковая краска удалялась полностью. Профиль поверхности сохранялся без следов переплава и окисления (фиг. 5а). При увеличении скорости вращения до N=50 об/с, то есть при уменьшении длительности теплового импульса до t0.45=57,3 мкс краска не удалялась (фиг. 5б).
Пример 4. Экспериментально изучали возможность снятия окалины с металлического листа из стали ст. 3 толщиной 3 мм. Толщина слоя окалины неизвестна. Попытались сразу получить непрерывную полосу обработки, для этого вращающийся со скоростью N=15 об/с (длительность теплового импульса 191 мкс) объектив перемещался с разной линейной скоростью. При линейной скорости его смещения V=33,3 мм/с металл приобретал блеск в зоне обработки, кольцевые отпечатки не перекрывались, окалина удалялась частично (фиг. 6а). При линейной скорости смещения объектива V=6,666 мм/с кольцевые отпечатки перекрывались, металл приобретал блеск, но окалина не была удалена полностью (фиг. 6б). Необходима дальнейшая оптимизация режима обработки.
Эксперименты подтвердили работоспособность предлагаемого способа лазерной очистки металлических поверхностей с большой производительностью. Судя по режиму удаления ржавчины в демонстрационном эксперименте (фиг. 2б) при ширине обрабатываемой полосы 50 мм и линейной скорости перемещения объектива 87,5 мм/с производительность лазерной очистки составляет 0,0875x0.05x3600=15,75 м2⋅час. Данные экспериментов четко указывают на необходимость оптимизации для каждого покрытия не только режимов лазерной обработки, но и размеров пятна лазерного излучения и диаметра круговой траектории его перемещения. Предлагаемый способ из-за широкой полосы очистки эффективен для обработки больших площадей. В отличие от прототипа со сканирующей системой, требующей синхронизации поворота зеркал с генерацией периодически повторяющихся серий лазерных импульсов, в предлагаемом способе очистки для получения непрерывной полосы обработки используется простая комбинация двигателя вращения и механизма линейного перемещения более пригодная для работы в производственных условиях. Используется более простая система управления по сравнению с системами управления гальвано-сканерами. Использованием непрерывного излучения обеспечивается надежная доставка мощного лазерного излучения в зону обработки посредством оптического волокна и повышается надежность работы оптических элементов в системе формирования лазерного излучения.
Способ разработки месторождений нефтей и газов с использованием мощного лазерного излучения для их наиболее полного извлечения
Способ комбинированного лазерно-механического бурения кремнеземсодержащих материалов
Способ лазерно-механического бурения кремнеземсодержащих материалов
Устройство лазерно-механического бурения кремнеземсодержащих материалов
Волоконно-оптический инструмент с изогнутой дистальной рабочей частью
Устройство для флуоресцентной спектроскопии биологической ткани
Устройство для вакуумирования и укупоривания вакуумных пробирок
Лазерный осветитель для коллиматорного авиационного индикатора
Способ подводной лазерной резки металлических конструкций
Способ разработки месторождений нефтей и газов с использованием мощного лазерного излучения для их наиболее полного извлечения
Способ комбинированного лазерно-механического бурения кремнеземсодержащих материалов
Способ лазерно-механического бурения кремнеземсодержащих материалов
Устройство лазерно-механического бурения кремнеземсодержащих материалов
Волоконно-оптический инструмент с изогнутой дистальной рабочей частью
Устройство для флуоресцентной спектроскопии биологической ткани
Устройство для вакуумирования и укупоривания вакуумных пробирок
Способ организации распределенной базы данных на основе единой модели данных
Лазерный осветитель для коллиматорного авиационного индикатора
Способ подводной лазерной резки металлических конструкций

