Результат интеллектуальной деятельности: Способ аддитивной обработки деталей из сплавов системы Al-Si
Вид РИД
Изобретение
Изобретение относится к технологии получения материальных объектов из порошков системы Al-Si с помощью коаксиальной лазерной наплавки и может быть использовано в машиностроительных отраслях для изготовления и восстановления малоразмерных изделий и их конструктивных элементов, преимущественно поперечного размера в субмиллиметровом диапазоне (менее 1 мм).
Из уровня техники известен способ производства изделий из порошковых материалов, в том числе на основе алюминия, состоящий в прессовании порошкового материала в пресс-форме и его последующем спекании (Кипарисов С.С., Либенсон Г.А. Порошковая металлургия. М.: Металлургия, 1980. С. 289).
Недостатком известного способа являются ограничения по геометрии производимых деталей, в частности в отношении минимальной толщины стенки, которая должна составлять более 1 мм. Кроме того, для каждого типоразмера изделия необходимо изготавливать индивидуальную пресс-форму из инструментальных сталей и твердых сплавов, обработка которых представляет собой дорогостоящий и трудоемкий процесс. Указанные недостатки ограничивают технологические возможности известного способа.
Известен также способ получения объемных изделий из сплавов на основе алюминия, заключающийся в последовательном нанесении на технологическую платформу слоев из исходных порошковых материалов и селективном спекании заданной области каждого слоя в камере с защитной атмосферой (Заявка PCT/GB 2013/051405, опубл. 05.12.2013). Минимальный поперечный размер тонкостенного элемента изделия, изготовленного этим способом, может достигать значения 0,3 мм.
Недостатком данного технического решения являются ограничения в отношении геометрии рабочей поверхности и, следовательно, ограничения его использования при нанесении покрытий, модификации поверхности и восстановлении изношенных деталей. Кроме того, создание защитной атмосферы в рабочей камере не позволяет полностью исключить окислительные процессы в расплаве из-за наличия остаточного кислорода в предварительно нанесенном слое порошка с относительно невысокой насыпной плотностью, что приводит к снижению физико-механических свойств изделий. Качество поверхность изделий, полученных известным способом, невысоко: минимальная шероховатость поверхности составляет Ra 6-10 мкм.
Наиболее близким решением по технической сути и достигаемому результату является метод лазерного аддитивного производства изделий из алюминиевых сплавов, заключающийся в послойном выращивании деталей с помощью коаксиальной лазерной наплавки (Mazumber J., Dutta, D., Kikuchi, N., Ghosh, A. Closed loop direct metal deposition: art to part // Optics and Laser in Engineering. 2000. №34. P. 397-414).
Недостатками известного технического решения являются ограниченные технологические возможности, обусловленные предельным минимальным размером образующейся на рабочей поверхности ванны расплава, который составляет от 0,5 мм до нескольких миллиметров, что, в свою очередь, ограничивает минимальный поперечный размер производимого тонкостенного элемента. Кроме того, прототип характеризуется низким качеством поверхности (Ra 36-40 мкм).
Задачей предлагаемого изобретения является обеспечение качественного изготовления и восстановления малоразмерных изделий и их конструктивных элементов поперечного размера в субмиллиметровом диапазоне (менее 1 мм).
Технический результат - расширение технологических возможностей.
Поставленная задача решается, а заявленный технический результат достигается тем, что в способе аддитивной обработки деталей из сплавов системы Al-Si, включающем послойную лазерную наплавку порошкового материала с его подачей в зону обработки совместно с технологическим газом, применяют порошковый материал со средним диаметром частиц 30…40 мкм при концентрации частиц в потоке технологического газа не более 0,275 г/мм3.
Заявленный способ аддитивной обработки деталей из сплавов системы Al-Si поясняется графическими материалами, где:
- на фиг. 1 изображена схема обработки;
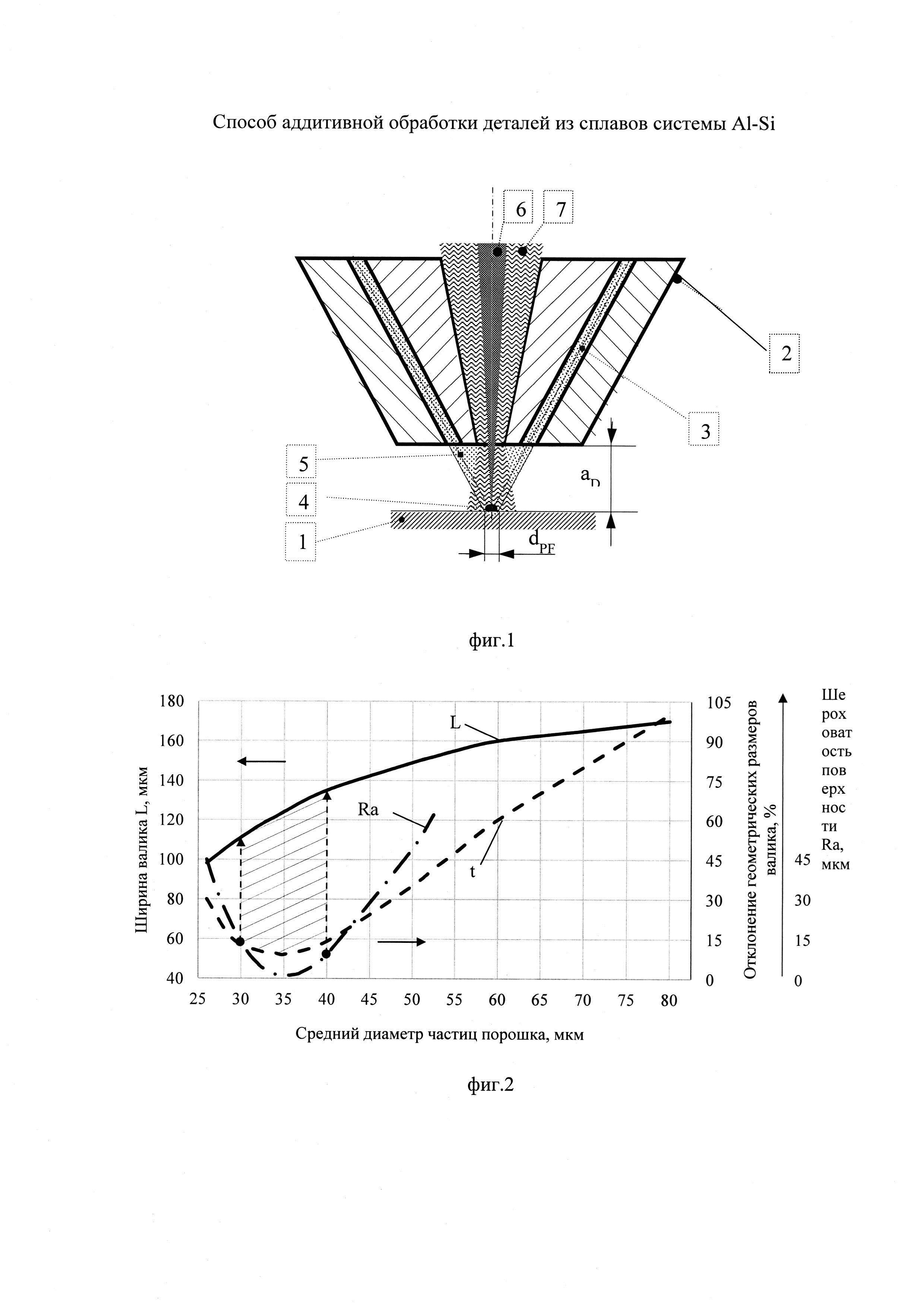
- на фиг. 2 представлены графики зависимости ширины валика (L, мкм), качества поверхности (Ra, мкм) и отклонения геометрических размеров по длине валика (t, %) от среднего диаметра частиц порошка;
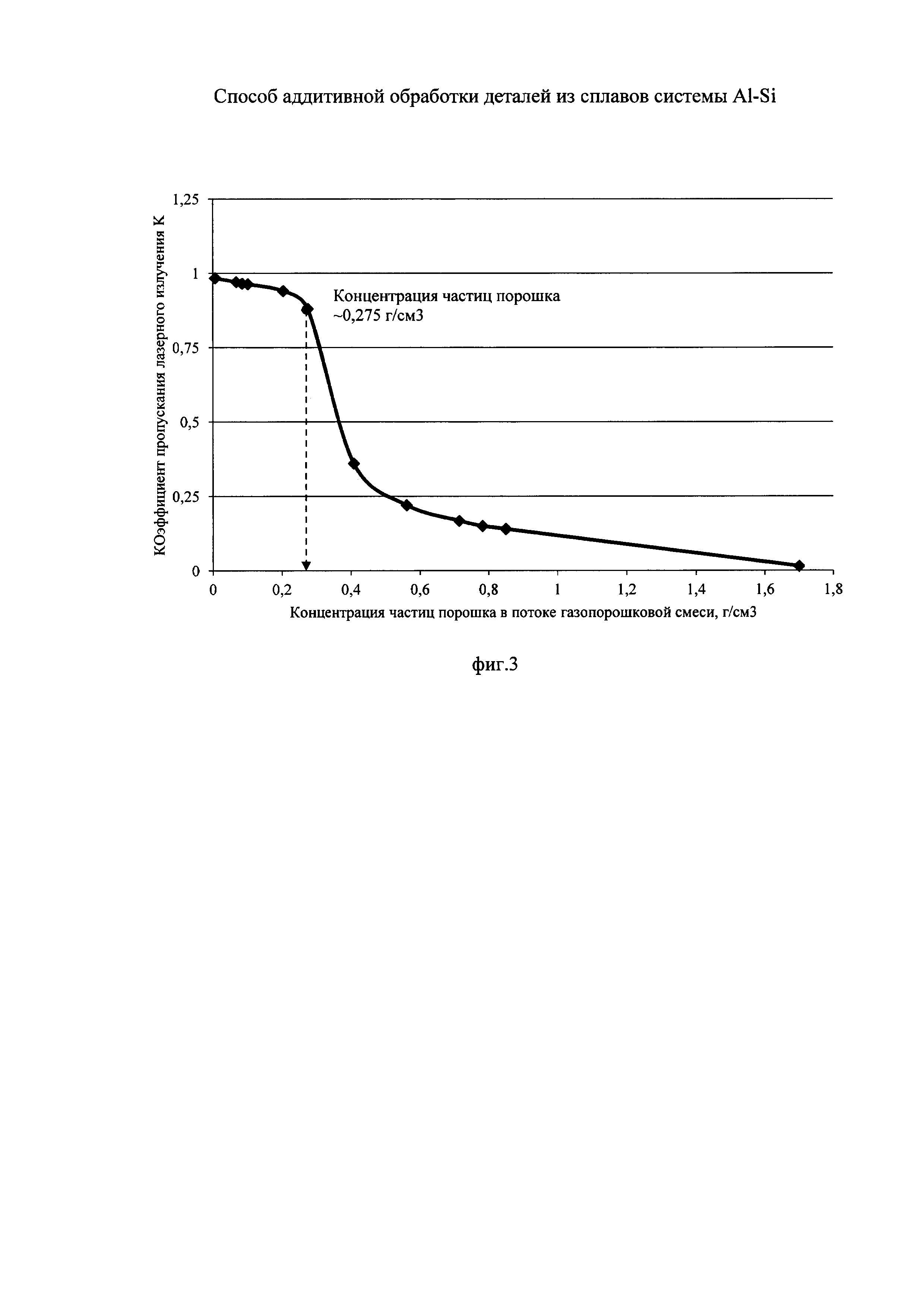
- на фиг. 3 представлен график зависимости коэффициента пропускания лазерного излучения (Т) от концентрации частиц порошка в потоке газопорошковой смеси.
Суть заявленного способа заключается в следующем.
Исходный порошковый материал представляет собой двухфазную смесь кремния и алюминия без взаимной растворимости компонентов с равномерным распределением структурных составляющих в частице. Нагрев порошкового материала при прохождении сквозь лазерное излучение обеспечивает полноценное растворение кристаллов кремния. Регулированием технологических параметров осуществляется управление степенью гомогенизации расплава и, как следствие, структурой наплавки и физико-механическими свойствами изготовленных изделий. Структурно-фазовые превращения, протекающие в ванне расплава при обработке по заявленным режимам, обеспечивают формирование квазиэвтектической структуры, представляющей собой мелкодисперсные (менее 1 мкм) кристаллы кремния, равномерно распределенные в эвтектической смеси пересыщенного твердого раствора Al(Si) и кристаллов Si. Следствием этого являются высокие физико-механические характеристики изделия.
На рабочую поверхность 1 (фиг. 1), которая может представлять собой поверхность обрабатываемой или восстанавливаемой детали, или вспомогательную поверхность для выращивания изделия через коаксиальное сопло 2 с конической щелью 3 наносят валик наплавки 4, сформированный из наплавочного материала системы Al-Si, поступающего в зону обработки в виде конуса газопорошковой смеси 5 одновременно с лазерным излучением 6. Поступающий совместно с лазерным излучением конус защитного газа 7, а также применение в качестве несущего газа для порошкового материала аргона обеспечивают эффективную защиту образующейся ванны расплава от окисления. Формирование трехмерного объекта осуществляется последовательным наложением слоев, каждый из которых получен наложением единичных валиков в плоскости с перекрытием 50%. Для изготовления тонкостенных элементов изделий осуществляют последовательное наложение единичных валиков с отступом в вертикальном направлении.
Как видно из графика L (фиг. 2), с уменьшением среднего диаметра частиц порошкового материала сокращается минимальная ширина валика. Вместе с тем, при попытках (в процессе изготовления тонкостенных изделий) миниатюризации поперечного размера возникающей на рабочей поверхности ванны расплава до 0,1 мм и менее с одновременным уменьшением среднего диаметра частиц порошкового материала системы Al-Si было установлено, что шероховатость поверхности и отклонение геометрических размеров по длине валика падают до минимальных значений при среднем диаметре частиц порядка 40 мкм, но уже при уменьшении среднего диаметра частиц менее 30 мкм наблюдается крутой рост этих показателей. Наблюдаемый эффект резкого ухудшения качества поверхности и стабильности геометрических размеров валика при сокращении среднего диаметра частиц порошка менее 30 мкм объясняется снижением значения коэффициента пропускания лазерного излучения (Т) струей газопорошковой смеси ниже уровня 50%, что не обеспечивает стабильного проплавления нижележащего слоя и формирования качественной наплавки.
Кроме того, установлено (фиг. 3), что графики шероховатости поверхности и отклонения геометрических размеров валика принимают минимальные значения в узкой области значений среднего диаметра частиц порошка при концентрации частиц порошка в потоке газопорошковой смеси не более 0,275 г/мм3. При превышении этого значения для частиц порошка указанного размерного диапазона наблюдается снижение значения коэффициента пропускания лазерного излучения Т струей газопорошковой смеси ниже уровня 50% (выражение 1), что не обеспечивает стабильного проплавления нижележащего слоя и формирования качественной наплавки. Это выражается в смещении положения минимальных значений графиков шероховатости поверхности и отклонения геометрических размеров в противоположных направлениях по горизонтальной оси и увеличении скорости роста указанных критериев (Ra; t) при удалении от положения минимального значения.

где nчаст - концентрация частиц в потоке газопорошковой смеси, г/см3;
А - экспериментальный коэффициент, значение которого зависит от среднего диаметра частиц, см3/г.
Таким образом, исходя из поставленной задачи, был определен заявленный диапазон среднего диаметра частиц порошкового материала системы Al-Si и допустимые значения концентрации частиц порошка в газопорошковой смеси, применение которых гарантирует достижение заявленного технического результата.
Пример реализации способа.
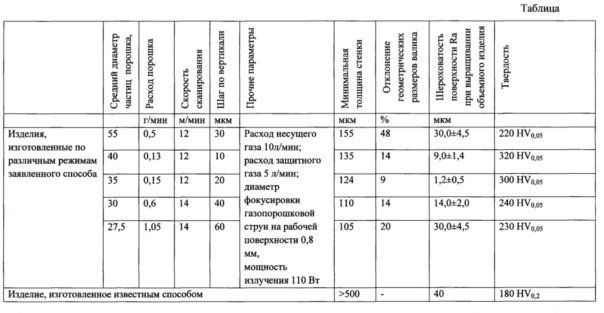
Заявленный способ использовался при выращивании тонкостенных элементов изделий из заэвтектического сплава системы Al-Si (AlSi3О), после чего были проведены экспериментальные исследования структуры, фазового состава и микротвердости материала образцов. Металлографические исследования проводили по стандартной методике в соответствии с ГОСТ 9.302-88. Рентгеноструктурные исследования проводили на дифрактометре ARL X'TRA (Thermo-Fisher Scientific, Швейцария) с помощью дифрактометрического способа регистрации рентгеновских лучей. Для выполнения рентгеноструктурного фазового анализа использовали программу Crystallographica Search-Match 3.10 и базу данных эталонных рентгенограмм ICDD PDF-2 (2010 г.). Количественный фазовый состав и инструментальное уширение линий определяли с помощью программы количественного рентгеноструктурного анализа SIROQUANT V3. Оценку микротвердости материала наплавки проводили на приборе HP Mikromat (Hegewald&Peschke, Германия) при нагрузках 0,5; 0,3; 0,25 Н. Время нагружения 10 с. Для исследования влияния температуры на структуру и свойства материала образцов проводили отжиг на воздухе в течение 2 часов при температурах 150, 200, 250 и 300°С.
Данные исследований сведены в нижеприведенную Таблицу.
Как следует из приведенных данных, заявленный технический результат достигается в заявленном диапазоне и не достигается за его пределами.
Изложенное позволяет сделать вывод о том, что поставленная задача - обеспечение качественного изготовления и восстановления малоразмерных изделий и их конструктивных элементов поперечного размера в субмиллиметровом диапазоне (менее 1 мм) - решена, а заявленный технический результат - расширение технологических возможностей - достигнут.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестных на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- способ, воплощающий заявленное техническое решение, при его осуществлении предназначен для получения материальных объектов из порошков системы Al-Si с помощью коаксиальной лазерной наплавки и может быть использован в машиностроительных отраслях для изготовления и восстановления малоразмерных изделий и их конструктивных элементов, преимущественно, поперечного размера в субмиллиметровом диапазоне (менее 1 мм);
- для заявленного способа в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в заявке и/или известных из уровня техники на дату приоритета средств и методов;
- способ, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный способ соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Способ аддитивной обработки деталей из сплавов системы Al-Si, включающий послойную лазерную наплавку на поверхность детали порошкового материала из смеси кремния и алюминия с одновременной его подачей в зону обработки совместно с технологическим газом, отличающийся тем, что используют порошковый материал со средним диаметром частиц 30…40 мкм при концентрации частиц порошка в потоке технологического газа не более 0,275 г/мм.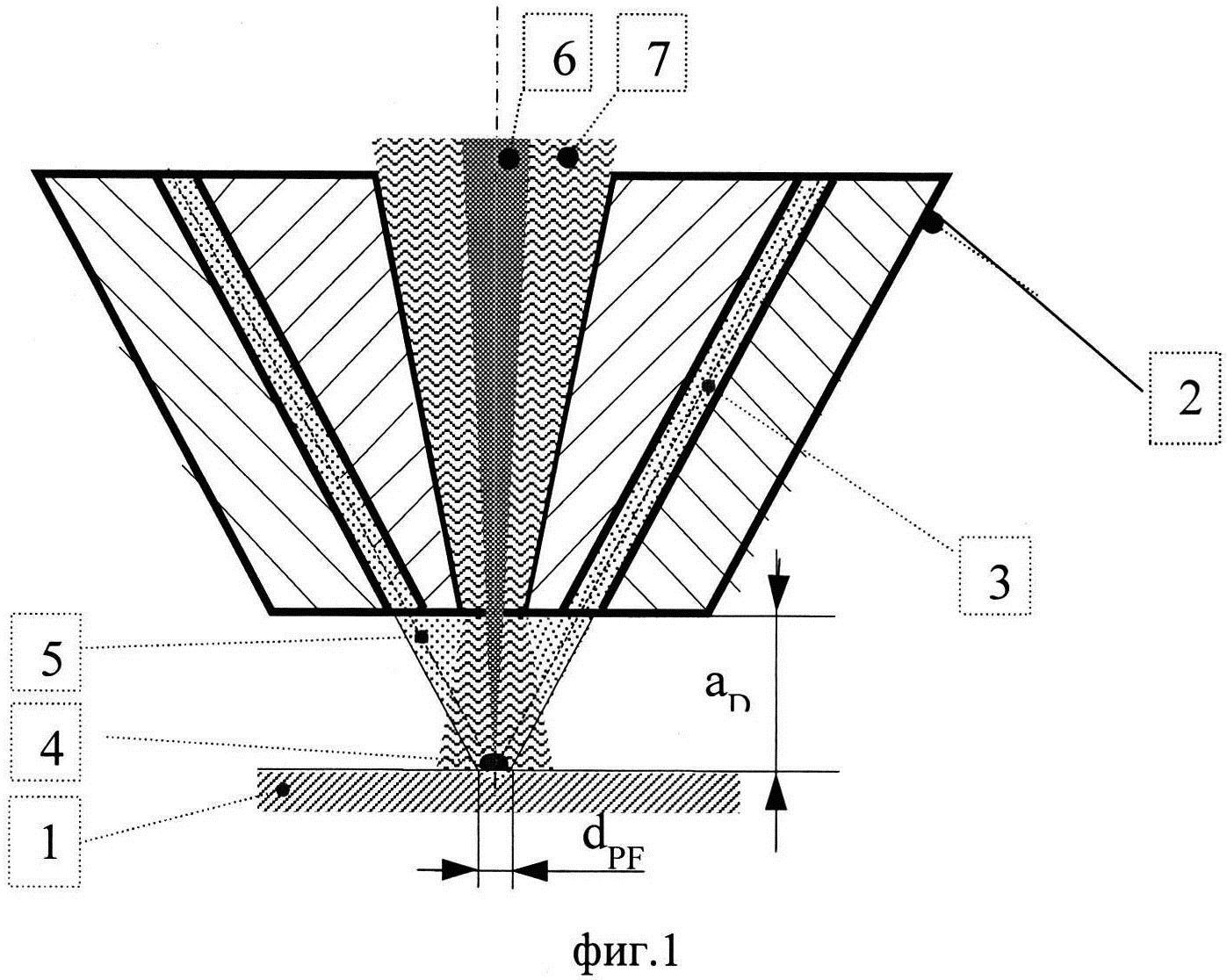
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока
Способ лазерной обработки режущих пластин из оксидно-карбидной керамики
Способ получения полимерных композиционных материалов
Технологическая линия для изготовления композитной арматуры
Способ управления трением в парах трения
Способ вырезной электроэрозионной обработки изделия
Устройство для лазерного спекания изделия из порошкообразных материалов
Способ изготовления проволочных спиралей
Устройство для синтеза и осаждения покрытий
Компаунд для антифрикционных покрытий
Способ оценки массы транспортного средства с электроприводом постоянного тока
Способ лазерной обработки режущих пластин из оксидно-карбидной керамики
Способ получения полимерных композиционных материалов
Технологическая линия для изготовления композитной арматуры
Способ управления трением в парах трения
Способ вырезной электроэрозионной обработки изделия
Устройство для лазерного спекания изделия из порошкообразных материалов

