Результат интеллектуальной деятельности: СИЛОВАЯ РЕШЕТКА ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники
Изобретение относится к технологическим процессам, а именно к изготовлению слоистых изделий из полимерных композиционных материалов, и может быть использовано в машиностроении, космической и авиационной технике, в частности, в силовых элементах конструкции и обшивки планера самолета, кузовов автомобилей и т.д.
Уровень техники
В последнее время широкое распространение получили конструкции силовых решеток из полимерных композиционных материалов, которые получают укладкой высокопрочных искусственных волокон с пропиткой смолами и отверждением. При таких способах изготовления силовых решеток можно получить ячейки решетки заданных размеров, что позволяет резко снизить вес и материалоемкость конструкции при сохранении ее прочности. Однако эти методы сегодня являются трудоемкими и дорогостоящими, так как требуют специального оборудования и оснастки. Поэтому наиболее перспективным направлением создания силовых решеток из полимерных композиционных материалов является их изготовление из волокнистых жгутов, которые настрачивают швейными методами, как правило, зигзагообразной строчкой, не разрушающей волокно при проколах иглой на подложку.
Известны различные технические решения, связанные с производством силовых решеток композиционных материалов. Известен способ изготовления силовых решеток из полимерных композиционных материалов, который включает укладку волокнистого материала в жесткие каналы твердой формы при наличии полимера (см. патент № US 2010/0065717 A1).
Способ позволяет получать многослойные решетчатые конструкции из систем пересекающихся параллельных рядов жгутов. При этом в местах (точках) пересечения жгутов образуются многослойные узлы утолщения конструкции, которые при формовании уплотняются, что ведет к некачественной пропитке и негативно влияет на прочность силовой решетки. Кроме того, в такой решетке отсутствуют связи между слоями решетки, что снижает прочность на расслоение, сдвиг и удар. Недостатком данного технического решения в силу его специфики является невозможность изготовления сухих преформ силовых решеток, что ограничивает область применения. Кроме того способ является трудоемким и требует дорогостоящего оборудования и оснастки.
Ближайшим аналогом к заявляемому изобретению является силовая решетка из композитного материала, которая представляет собой заготовку из настроченных волокон на подложку из растворимого материала или полимерной пленки (см. патент US №4867086, D05B 1/00; B32B 7/08). При этом решетка образована настрачиванием двух пересекающихся под углом систем параллельных рядов жгутов с образованием полупетель в краях решетки. Причем на подложку сначала настрачивают одну систему параллельных рядов жгутов, а затем настрачивают под углом к первой вторую систему параллельных рядов жгутов. После изготовления слои подложки с настроченными армирующими жгутами собирают в пакет и подвергают растворению или пиролизу. Полученную сухую волокнистую заготовку силовой решетки подвергают пропитке и формованию известными методами.
Основным недостатком данного технического решения является неустойчивость решетки к воздействию механических нагрузок при эксплуатации, так как структура ячеек решетки выполнена в виде квадратов или ромбов, способных к деформации. Другим важным недостатком такой решетки является отсутствие структурной связи между слоями и закрепленности краев решетки, образованных полупетлями, которые неустойчивы к растяжению.
Сущность изобретения
Задачей изобретения является разработка конструкции силовой решетки из композиционных материалов, которая позволила бы получить максимально большую механическую прочность при обеспечении качества и технологичности.
Поставленная задача достигается тем, что в силовой решетке из полимерного композиционного материала, содержащей пересекающиеся под углом друг к другу первую, вторую и третью системы параллельно расположенных рядов непрерывных волокнистых жгутов с образованием полупетель в краях решетки, внедренных в жесткое полимерное связующее, первую систему параллельно расположенных рядов непрерывных волокнистых жгутов выполняют проложенной через середины сторон ячеек образованных второй и третьей пересекающимися системами параллельно расположенных рядов непрерывных волокнистых жгутов, при этом углы пересечения параллельно расположенных рядов непрерывных волокнистых жгутов второй и третьей систем с параллельно расположенными рядами непрерывных волокнистых жгутов первой системы выполнены равными от 5° до 85°.
Кроме того, силовая решетка из полимерного композиционного материала может быть снабжена по периметру рамкой из настроченных рядов спирально проложенного по внешнему контуру решетки волокнистого жгута, закрепляющей края решетки.
Способ изготовления силовой решетки из полимерного композиционного материала, содержащей несколько пересекающихся под углом систем параллельно расположенных рядов непрерывных волокнистых жгутов, включающий настрачивание друг на друга строчкой зигзаг на подложку из растворимой ткани или полимерной пленки жгутов.
При этом системы параллельно расположенных рядов непрерывных волокнистых жгутов настрачивают из двух или более нитей жгутов, при этом производят настрачивание первой нити жгутов в каждой системе с шагом между параллельными рядами, равным n шагов между рядами сетки, где n - количество нитей жгутов в системе, в выбранном порядке настрачивания систем, после чего в аналогичном порядке выполняют настрачивание последующих нитей каждой из систем. После чего силовую решетку подвергают пропитке и полимеризации.
Такое выполнение позволяет улучшить качество и прочностные характеристики силовой решетки:
Перечень чертежей
Изобретение иллюстрируется чертежами, на которых:
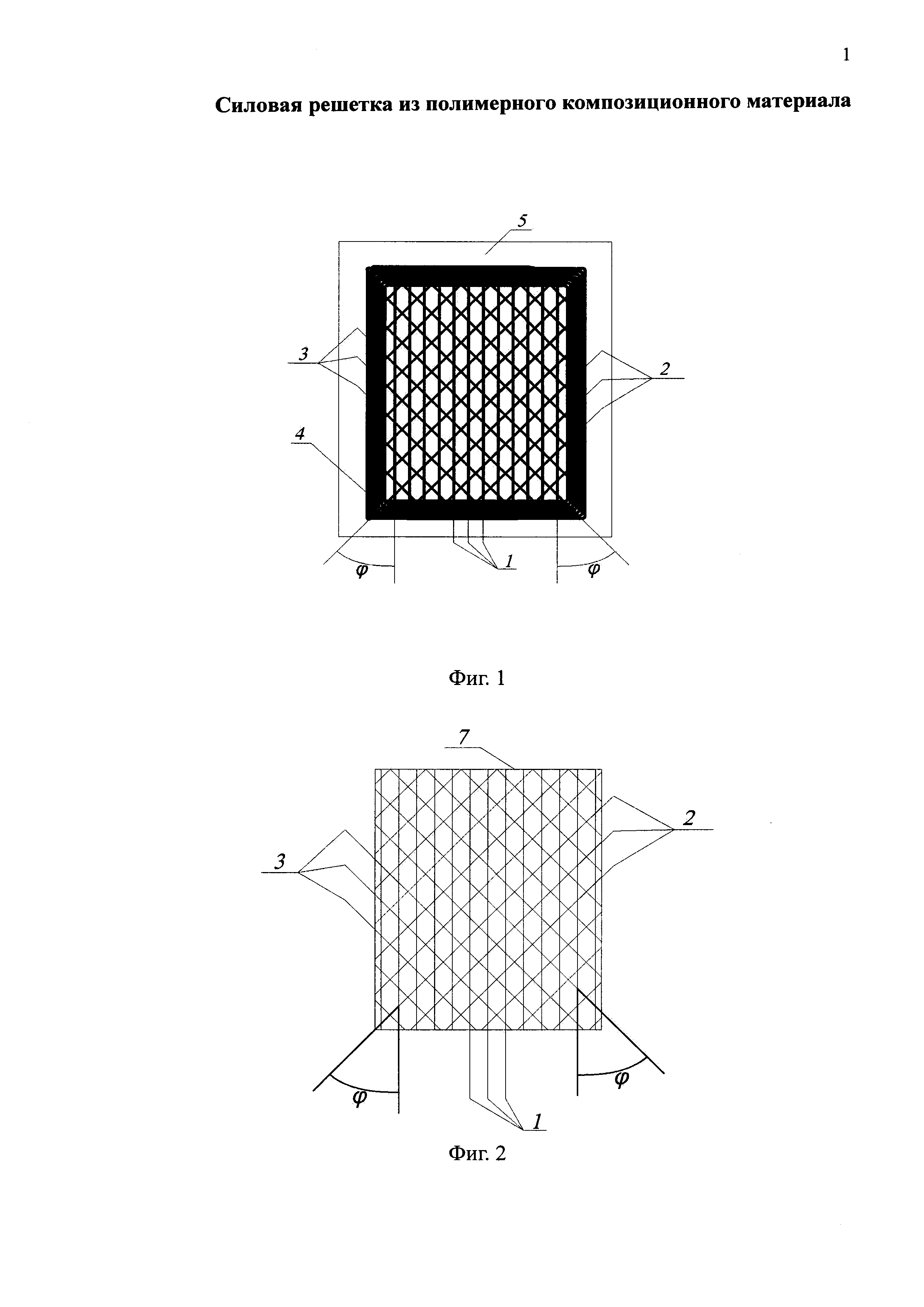
на фиг. 1 показана силовая решетка;
на фиг. 2 изображена схема силовой решетки;
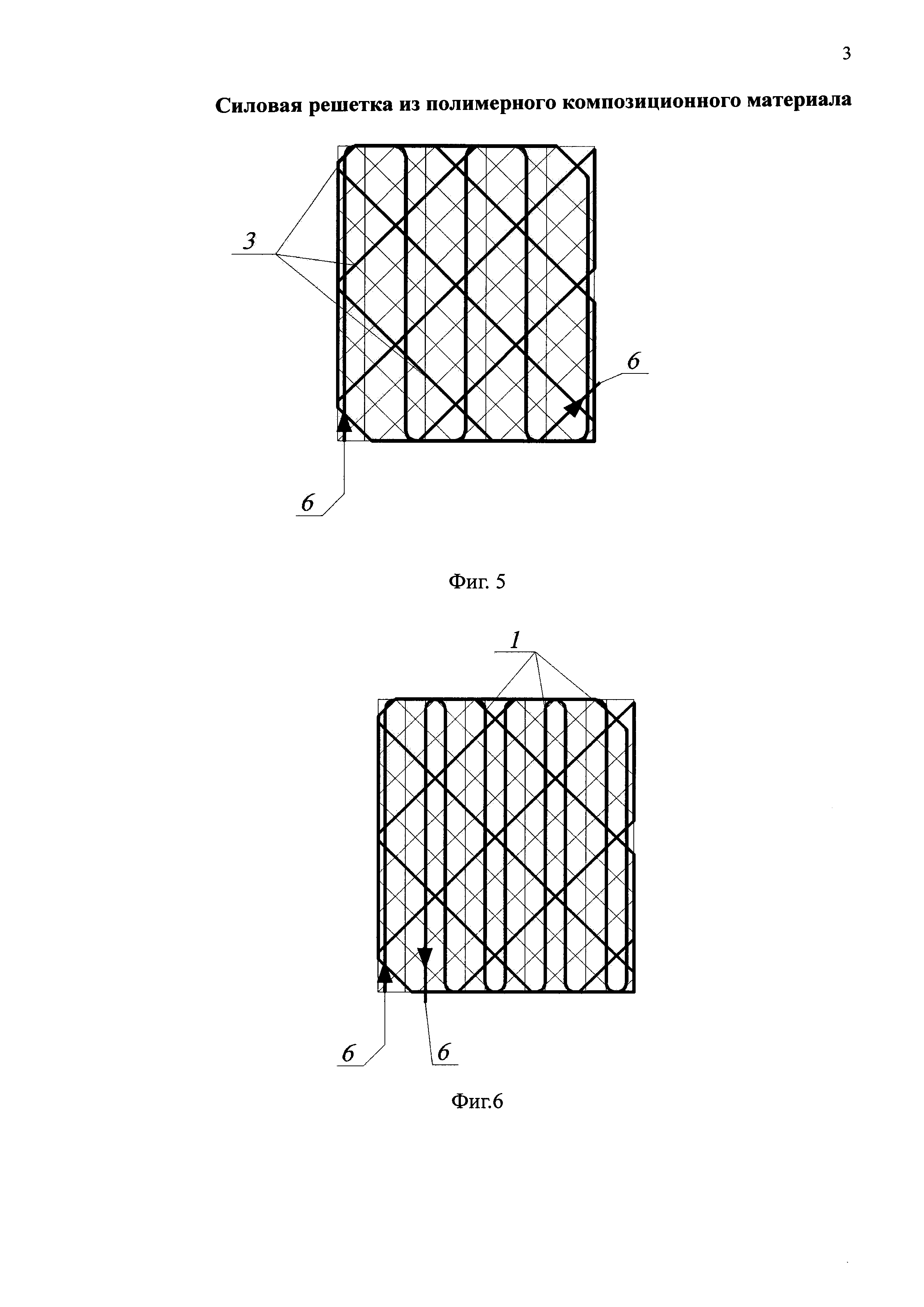
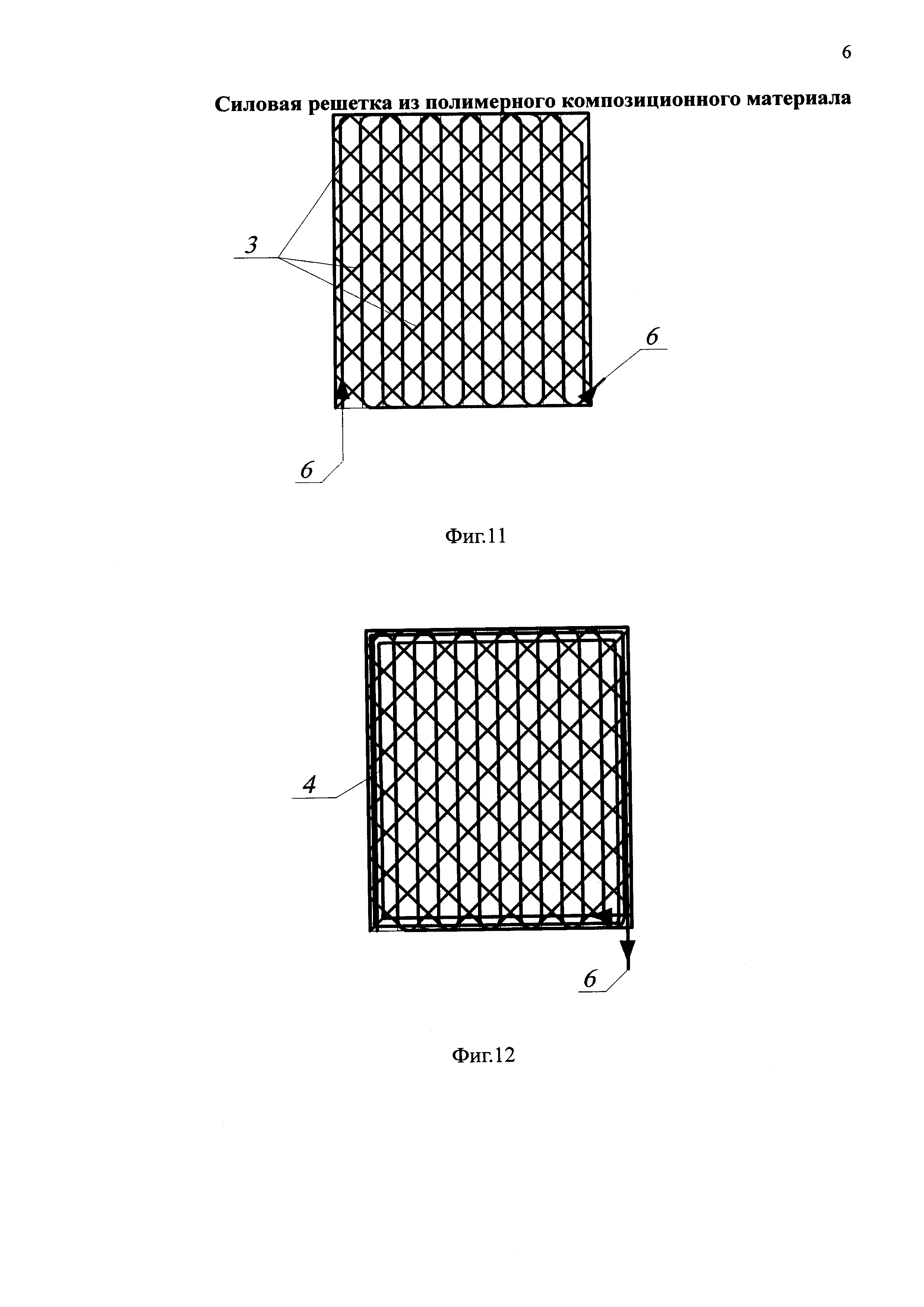
на фиг. 3-12 показана последовательность укладки рядов жгутов силовой решетки.
Осуществление изобретения
Силовая решетка из полимерного композиционного материала, содержащая пересекающиеся под углом друг к другу первую, вторую и третью системы параллельно расположенных рядов непрерывных волокнистых жгутов с образованием полупетель в краях решетки, внедренных в жесткое полимерное связующее.
Первая система параллельно расположенных рядов непрерывных волокнистых жгутов выполнена проложенной через середины сторон ячеек, образованных второй и третьей пересекающимися системами параллельно расположенных рядов непрерывных волокнистых жгутов.
При этом углы пересечения параллельно расположенных рядов непрерывных волокнистых жгутов второй и третьей систем с параллельно расположенными рядами непрерывных волокнистых жгутов первой системы выполнены равными от 5° до 85°.
Силовая решетка из полимерного композиционного материала может быть снабжена по периметру решетки рамкой из настроченных рядов спирально проложенного по внешнему контуру решетки волокнистого жгута, закрепляющей края решетки.
Способ изготовления силовой решетки из полимерного композиционного материала, содержащей несколько пересекающихся под углом систем параллельно расположенных рядов непрерывных волокнистых жгутов, включает настрачивание друг на друга строчкой зигзаг на подложку из растворимой ткани или полимерной пленки жгутов. После чего силовую решетку подвергают пропитке и полимеризации.
Системы параллельно расположенных рядов непрерывных волокнистых жгутов настрачивают из двух или более нитей жгутов, при этом производят настрачивание первой нити жгутов в каждой системе с шагом между параллельными рядами, равным n шагов между рядами сетки, где n - количество нитей жгутов в системе, в выбранном порядке настрачивания систем, после чего в аналогичном порядке выполняют настрачивание последующих нитей каждой из систем.
Пример реализации изобретения
Силовая решетка из полимерных композиционных материалов состоит из трех пересекающихся систем параллельно расположенных рядов жгутов 1, 2, 3 (фиг. 1), связанных между собой в узлах пересечения.
По периметру решетки выполнена монолитная связанная с концами жгутов решетки замкнутая рамка 4 (фиг. 1) в виде параллельных рядов из спирально проложенного по внешнему контуру решетки волокнистого жгута.
Решетка с рамкой выполнены из волокнистых жгутов с пропиткой и отверждением.
2-я и 3-я системы жгутов выполнены из параллельно расположенных на одинаковом расстоянии рядов жгутов, пересекают 1-ю систему под углом от 5° до 85° и от 95° до 185°, так как при углах 0°, 90° и 180° выполнение структуры решетки невозможно из-за наложения жгутов друг на друга.
Пересечение жгутов 2-й и 3-й систем образует четырехугольную ячеистую структуру решетки. 1-я система параллельных рядов жгутов (фиг. 1) проложена через середины прилежащих сторон четырехугольных ячеек решетки, которые получены пересечением 2-й и 3-й систем параллельных рядов жгутов. Расстояние между параллельными рядами жгутов и угол пересечения рядов жгутов 1-й системы 2-й и 3-й системами ϕ выбирают таким образом, чтобы расстояние между рядами параллельных жгутов 1-й, 2-й и 3-й систем оставалось одинаковым исходя из условия: S2,3/S1=sin(180-2ϕ)/sinϕ, где S2,3 - расстояние между рядами жгутов во 2-й и 3-й системе; S1 - расстояние между рядами жгутов в 1-й системе; ϕ - угол пересечения рядов жгутов 2-й и 3-й систем с 1-й. Оптимальными углами пересечения 2-й и 3-й системы жгутов с 1-й являются углы 60° и 120°, так как позволяют добиться равного расстояния между рядами стержней в 1-й, 2-й и 3-й системах, при прокладке жгутов 1-й системы через середины прилежащих сторон четырехугольных ячеек, образованных 2-й и 3-й системами жгутов. При других углах пересечения жгутов систем, например при ϕ=45°, произойдет увеличение плотности укладки жгутов в 1-й системе на 30%, что увеличит прочность решетки в данном направлении. Кроме того, при изменении угла ϕ от 60° до 50° и от 120° до 185° будет увеличиваться плотность укладки жгутов первой системы, а от 60° до 85° и от 120° до 85° уменьшаться.
Таким образом, подбирая расстояния S2,3, S1 между жгутами параллельных рядов решетки и варьируя величину угла пересечения систем жгутов ϕ, можно добиться требуемых структурных параметров и прочностных свойств.
Решетку выполняют следующим образом.
Силовую решетку выполняют на подложке 5 (см. фиг. 1) из растворимой ткани или полимерной пленки. На подложку строчкой зигзаг непрерывно настрачивают волокнистый жгут 6 (см. фиг. 2) по траекториям 7 (см. фиг. 2) решетки схемы.
Причем на подложку сначала настрачивают 1-й жгут 6 (см. фиг. 3) 1-й системы параллельных рядов жгутов. 1-й жгут настрачивают по схеме решетки (см. фиг. 3) с расстоянием n шагов рядов жгутов.
Затем на 1-й жгут 1-й системы настрачивают 1-й жгут 6 (см. фиг. 4) 2-й системы под углом ϕ (от 5° до 85° и от 95° до 185° … или 60° и 120°) к настроченной части 1-й системы жгутов с расстоянием n шагов рядов жгутов.
Далее на 1-е жгуты 1-й и 2-й системы настрачивают 1-й жгут 6 (см. фиг. 6) 3-й системы под углом ϕ (от 5° до 85° и от 95° до 185° ... или 60° и 120°) к настроченной части 1-й системы жгутов с расстоянием n шагов рядов жгутов.
Затем на 1-е жгуты 1-й, 2-й и 3-й системы настрачивают 2-й жгут 6 (см. фиг. 6) 1-й системы параллельных жгутов с расстоянием n шагов рядов жгутов.
Далее на 1-е жгуты 1-й, 2-й, 3-й системы и 2-й жгут 1-й системы настрачивают 2-й жгут 6 (см. фиг. 7) 2-й системы под углом ϕ (от 5° до 85° и от 95° до 185° … или 60° и 120°) к настроченной части 1-й системы жгутов с расстоянием n шагов рядов жгутов.
Затем на 1-е жгуты 1-й, 2-й и 3-й системы и на вторые жгуты 1-й, 2-й - системы настрачивают 2-й жгут 6 (см. фиг. 8) 3-й системы под углом ϕ (от 5° до 85° и от 95° до 185° … или 60° и 120°) к настроченной части 1-й системы жгутов с расстоянием n шагов рядов жгутов.
Далее на 1-е и 2-е жгуты 1-й, 2-й, 3-й системы настрачивают 3-й жгут 6 (см. фиг. 9) 1-й системы рядов с расстоянием n шагов рядов жгутов.
Затем на 1-е и 2-е жгуты 1-й, 2-й, 3-й системы и 3-й жгут 1-й системы настрачивают 3-й жгут 6 (см. фиг. 10) 2-й системы под углом ϕ (от 5° до 85° и от 95° до 185° … или 60° и 120°) к настроченной части 1-й системы жгутов с расстоянием n шагов рядов жгутов.
Далее на 1-е и 2-е жгуты 1-й, 2-й, 3-й системы и на 3-е жгуты 1-й и 2-й системы настрачивают 3-й жгут 6 (см. фиг. 11) 3-й системы под углом ϕ (от 5° до 85° и от 95° до 185° … или 60° и 120°) к настроченной части 1-й системы жгутов с расстоянием n шагов рядов жгутов.
Такое исполнение структуры решетки приводит к образованию переплетения жгутов между слоями решетки, что увеличивает ее прочность на сдвиг, удар и расслоение.
По периметру решетки по спиральной траектории с параллельно расположенными на равном расстоянии линиями настрачивают жгут в виде закрепляющей рамки 4 (см. фиг. 12), расположенной по краям структуры решетки.
Выполнение рамки, закрепляющей края структуры решетки, повышает ее устойчивость к силовым нагрузкам.
Для получения многослойной силовой решетки после настрачивания трех систем параллельных систем жгутов и закрепляющей рамки операцию настрачивания следующего слоя повторяют.
Жгут от начала до конца изготовления решетки настрачивают непрерывно без обрезки, располагая его при переходе из одного ряда в другой по контуру периметра решетки (см. фиг. 2-10), что также увеличивает прочность решетки.
В качестве жгута используют: ровинг, нить или ленту из углеродных, стеклянных, базальтовых, арамидных и других видов волокон.
Операцию настрачивания жгута производят не повреждающей волокно жгута зигзагообразной строчкой на швейном оборудовании для технической вышивки в автоматическом режиме по заданной компьютерной программе.
Для настрачивания используют тонкие швейные иглы и нитки из химических волокон или мононити.
После изготовления подложку удаляют растворением или пиролизом, а сухую заготовку силовой решетки подвергают пропитке и полимеризации известными способами формования.
Технический результат, достигаемый при реализации заявляемого изобретения, обеспечивает следующие преимущества.
1. Повышаются эксплуатационные характеристики силовой решетки за счет образования структурной связи между слоями решетки, которая увеличивает ее прочность на сдвиг, удар и расслоение.
2. Повышается устойчивость формы решетки из-за образования в структуре силовой решетки ячеек треугольной формы, которые более устойчивы к деформации по сравнению с ячейками квадратной или ромбической формы.
3. Повышается прочность армирующего каркаса силовой решетки за счет закрепления краев решетки, в результате конструкция обладает жесткостью и прочностью, что облегчает ее установку в изделие.
4. Обеспечивается качество силовой решетки за счет уменьшения утолщений в местах пересечения настрачиваемых жгутов и выравнивания толщины решетки за счет прокладки одной системы жгутов через середину прилежащих сторон ячеек решетки.
5. Снижается время и себестоимость изготовления за счет автоматизации процесса изготовления.
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Стапель для сборки воздухозаборника двигателя летательного аппарата
Устройство для усиления строительных конструкций с помощью композиционной напрягаемой арматуры
Плетеная преформа для изготовления композиционных изделий сложной формы
Кессон крыла, армированный полимерным композиционным материалом
Способ изготовления корпусных деталей из композиционных материалов и композиционная окантовка иллюминатора, полученная таким способом
Стапель для сборки воздухозаборника двигателя летательного аппарата
Устройство для усиления строительных конструкций с помощью композиционной напрягаемой арматуры
Плетеная преформа для изготовления композиционных изделий сложной формы
Кессон крыла, армированный полимерным композиционным материалом

