Результат интеллектуальной деятельности: КОНТАКТ-ДЕТАЛЬ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Уровень техники
Настоящее изобретение относится к контакт-детали для контактирования с электрической контактной площадкой на корпусе, прежде всего на керамическом чувствительном элементе газового датчика, согласно ограничительной части п. 1 формулы изобретения.
Одно из известных электрических соединений чувствительного элемента газового датчика или газового измерительного преобразователя с электрическими проводами соединительного кабеля (DE 19638208 С2) имеет по меньшей мере одну контакт-деталь, которая с силовым замыканием прижимается к контактной площадке на расположенном с присоединительной стороны участке чувствительного элемента. Контакт-деталь имеет расположенный со стороны чувствительного элемента или контактной площадки участок, который под действием силы собственной упругости прилегает к контактной площадке, расположенный с присоединительной стороны участок, который соединен с электрическим проводом соединительного кабеля, и дугообразный промежуточный участок, который служит для компенсации тепловых расширений и/или механических удлинений и перемещений контакт-детали. Контакт-деталь выполнена из никеля или никелевого сплава, а контактная площадка выполнена из спеченного металлокерамического материала на основе платины с ее содержанием по меньшей мере 95%.
Краткое изложение сущности изобретения
Преимущество предлагаемой в изобретении контакт-детали с отличительными признаками, представленными в п. 1 формулы изобретения, состоит в том, что она уже при ее поставке и установке, например, в газовый датчик имеет подразделенные по их функциональному назначению участки, которые удовлетворяют предъявляемым к ним при эксплуатации контакт-детали требованиям. Благодаря этому сокращаются издержки и улучшается и упрощается сборка. Так, в частности, применение дорогого жаропрочного материала можно ограничить расположенным со стороны контактной площадки участком контакт-детали, а ее расположенный с присоединительной стороны участок можно выполнять с меньшей прочностью, что в свою очередь облегчает процесс обжатия при присоединении электрического провода соединительного кабеля к контакт-детали и снижает износ обжимного инструмента. Цельная контакт-деталь представляет собой готовый конструктивный элемент, и поэтому при последующем монтаже контакт-детали для создания электрического соединения, например в газовом датчике, как то при сборке датчика и монтаже жгута проводов, исключаются сложные процессы соединения отдельных участков контакт-детали.
Благодаря приведенным в зависимых пп. 2-7 формулы изобретения мерам возможны предпочтительные варианты выполнения контакт-детали, заявленной в п. 1 формулы изобретения.
В одном из таких предпочтительных вариантов осуществления изобретения расположенный со стороны контактной площадки участок контакт-детали выполнен из жаропрочного сплава согласно стандарту DIN 10269. Благодаря применению такого жаропрочного или высокожаропрочного сплава на основе никеля обеспечивается высокое контактное усилие или контактное давление при высоком сроке службы контакт-детали.
В еще одном предпочтительном варианте осуществления изобретения расположенный с присоединительной стороны участок контакт-детали выполнен из коррозионно-стойкой стали марки из семейства 1.43хх согласно стандарту DIN 10088, например из стали марки 1.4303. Такой материал обладает достаточно высоким показателем относительного удлинения при разрыве и низкой склонностью к наклепу. Он обладает хорошей деформируемостью и поэтому особо пригоден для обжатия в целях соединения расположенного с присоединительной стороны участка контакт-детали с электрическим проводом соединительного кабеля, а также исключает слишком высокий износ обжимного инструмента, который благодаря этому имеет высокий ресурс. Для обеспечения достаточной деформируемости, соответственно пластичности расположенного с присоединительной стороны участка контакт-детали подобный материал в еще одном варианте осуществления изобретения используют в подвергнутом отжигу в области твердого раствора состоянии.
В еще одном предпочтительном варианте осуществления изобретения промежуточный участок контакт-детали выполнен из наклепанной, коррозионно-стойкой стали марки из семейства 1.43хх согласно стандарту DIN 10088, например из стали марки 1.4310. Благодаря выбору такого материала, предпочтительно также в сочетании с приданием промежуточному участку соответствующей геометрической формы, например формы дугового компенсатора, промежуточному участку удается придать такую способность удлиняться, т.е. придать ему осевую упругость с такой характеристикой, что компенсируются различные тепловые расширения других деталей, например, газового датчика. У газового датчика контакт-деталь электрическим проводом соединительного кабеля и эластомерной вводной трубкой соединена с металлической защитной втулкой, которая при повышении температуры претерпевает явно большее расширение, соответственно удлинение, чем чувствительный элемент. Благодаря обеспечиваемой промежуточным участком компенсации такого удлинения отсутствует относительное перемещение между контактной площадкой на чувствительном элементе и контакт-деталью, и поэтому предотвращается повышение переходного сопротивления вследствие коррозионной эрозии. Состояние наклепа, приводящее к высокому пределу текучести промежуточного участка, обладает, кроме того, тем преимуществом, что характеристика деформации остается в области упругих деформаций, а циклично возникающая деформация является тем самым обратимой. Равным образом в области упругих деформаций остается и поэтому является обратимой циклическая деформация на промежуточном участке, вызываемая вибрацией лишь частично расположенной в контактодержателе контакт-детали, благодаря чему контакт-деталь, а тем самым и газовый датчик способны выдерживать повышенную циклическую, соответственно вибрационную нагрузку.
В пп. 8, 9 и 10 формулы изобретения заявлены предлагаемые в изобретении способы изготовления контакт-детали с различными ее участками, с функциональным назначением которых согласованы свойства используемых для их выполнения материалов.
Преимущество предлагаемого в изобретении способа с отличительными признаками, представленными в п. 8 формулы изобретения, состоит в возможности технологически оптимального подразделения контакт-детали на ее отдельные участки с учетом соответствующих, предъявляемых к ним функциональных требований. Выполнение промежуточного участка контакт-детали частично за одно целое с ее расположенным со стороны контактной площадки участком и расположенным с присоединительной стороны участком сокращает количество собираемых друг с другом отдельных элементов без сколько-нибудь существенного отрицательного влияния на согласование промежуточного участка с его функциональным назначением, состоящем в компенсации разных величин теплового расширения. После сборки друг с другом обоих отдельных элементов и их неразъемного соединения между собой получают цельную контакт-деталь, готовую для последующего процесса сборки, например, газового датчика, благодаря чему исключаются сложные сборочные операции, например, при сборке датчика и монтаже жгута проводов и существенно снижается стоимость монтажа.
Преимущество предлагаемого в изобретении способа с отличительными признаками, представленными в п. 10 формулы изобретения, состоит в возможности изготовления контакт-детали за один технологический переход путем простой гибки в штампе благодаря выполнению мультиметаллической полосы из трех разных металлических лент. В отличие от выполнения контакт-детали составной из образующих разные ее участки отдельных элементов в данном случае удается упростить технологический процесс, что приводит к значительному снижению производственных расходов. Однако необходимость предварительного изготовления трех металлических лент из разных материалов и необходимость неразъемного соединения трех таких металлических лент вдоль их примыкающих друг к другу продольных стыковых кромок не позволяет снизить производственные расходы настолько существенно, насколько это было бы желательно.
Преимущество предлагаемого в изобретении способа с отличительными признаками, представленными в п. 9 формулы изобретения, состоит в том, что благодаря объединению между собой расположенного с присоединительной стороны концевого участка контакт-детали и ее промежуточного участка касательно выбора материала для их выполнения изготовление биметаллической полосы возможно путем единственного неразъемного соединения обеих, выполненных из разных материалов металлических лент вдоль их стыковых кромок, что обеспечивает дальнейшее снижение производственных расходов. Выполнение промежуточного участка из одного с расположенным с присоединительной стороны участком материала хотя и приводит к некоторому нежелательному смещению характеристики осевой упругости промежуточного участка от оптимальной и к ухудшению вибропрочности, однако позволяет компенсировать оба этих отрицательных последствия путем придания промежуточному участку согласованной геометрической формы. В качестве метода соединения аналогично изготовлению многофункциональной мультиметаллической полосы из трех металлических лент можно использовать электронно-лучевую или лазерную сварку. Требования к вырубному и гибочному штампу, так называемому штампу последовательного действия для разнородных переходов, остаются при этом неизменными.
Краткое описание чертежей
Ниже изобретение более подробно рассмотрено на примере некоторых вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
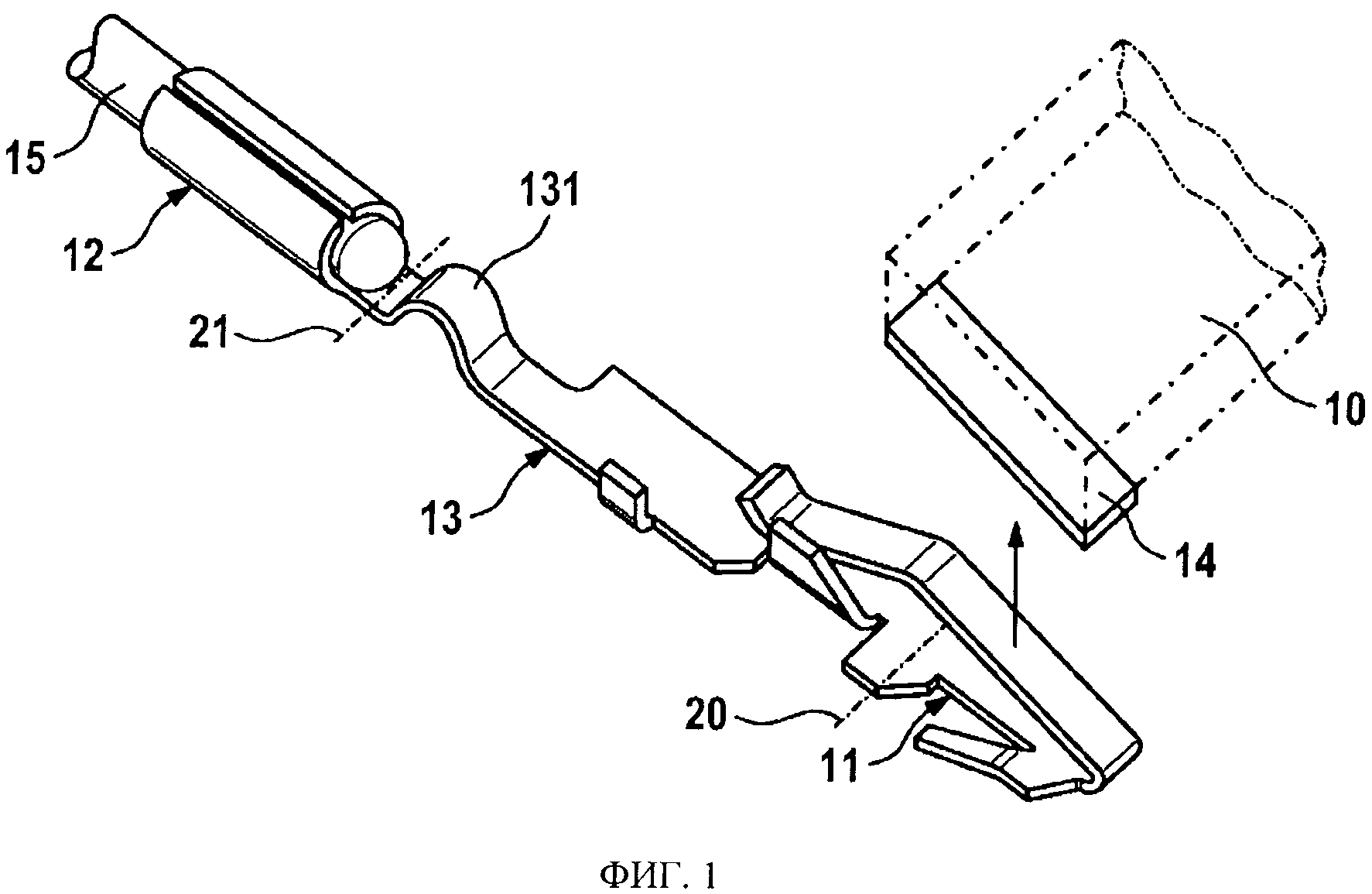
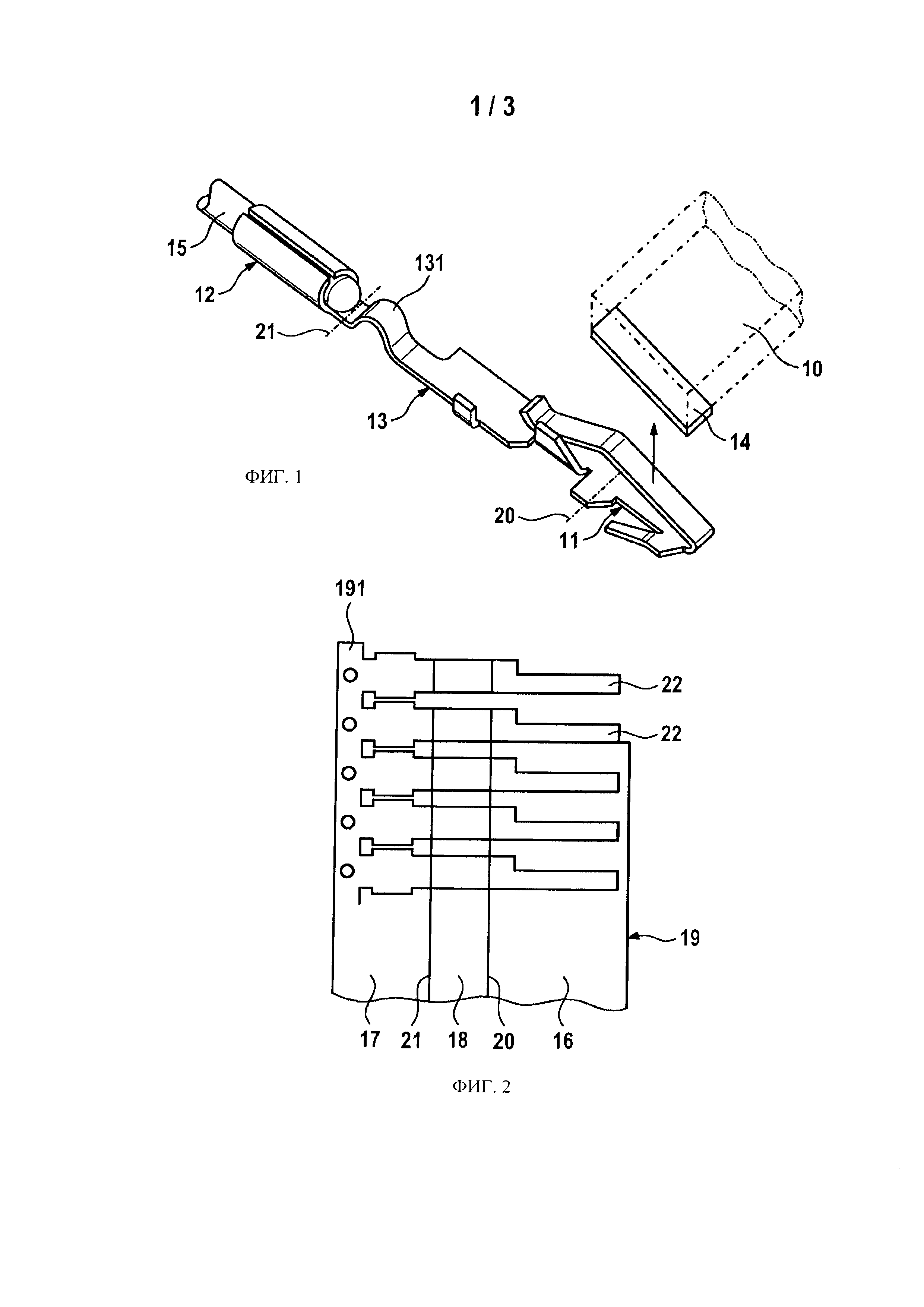
на фиг. 1 - вид в аксонометрии контакт-детали, выполненной по первому варианту,
на фиг. 2 - вид в плане фрагмента состоящей из трех металлических лент мультиметаллической полосы для изготовления изображенной на фиг. 1 контакт-детали, гибкой в штампе,
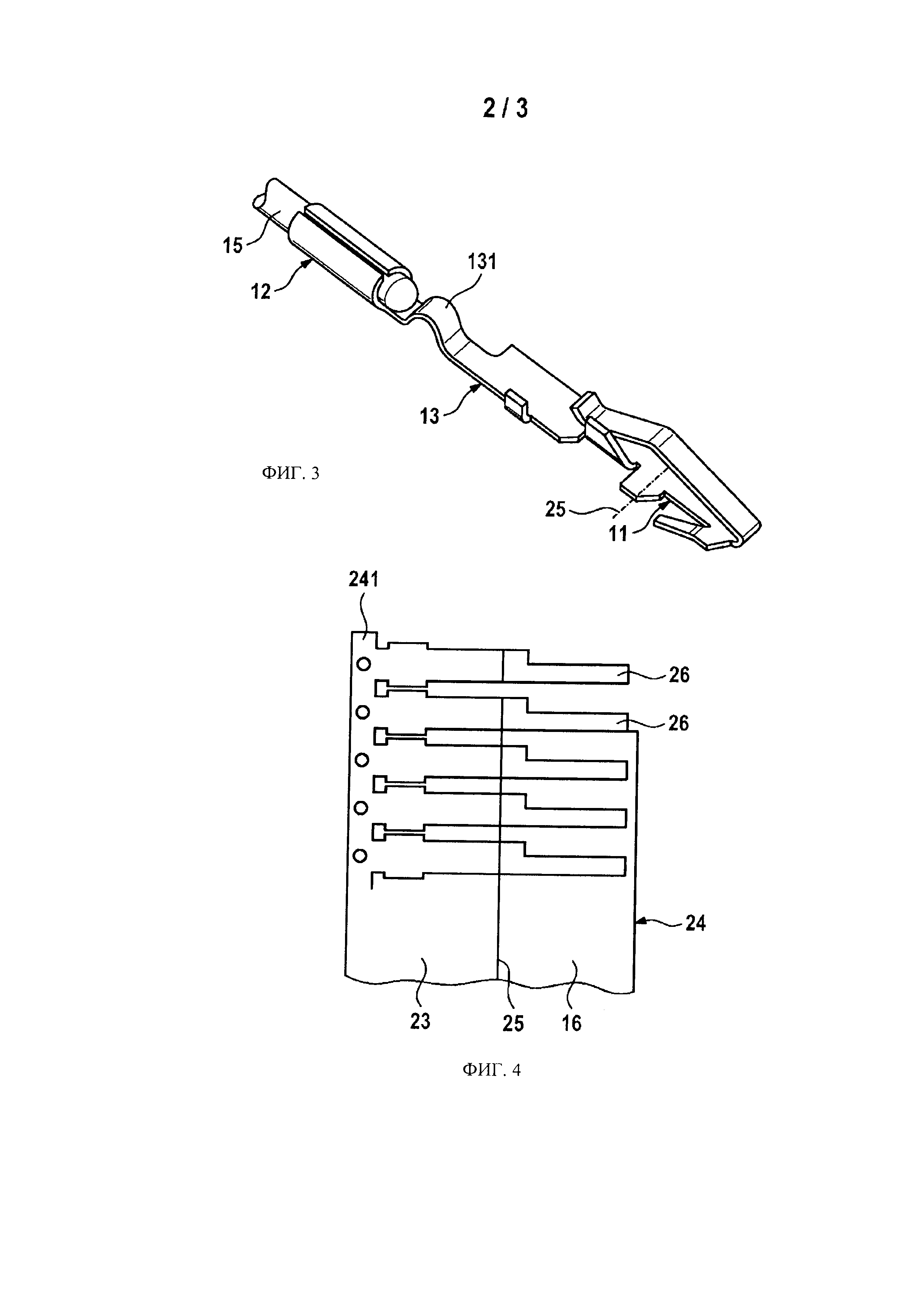
на фиг. 3 - вид в аксонометрии контакт-детали, выполненной по второму варианту,
на фиг. 4 - вид в плане фрагмента состоящей из двух металлических лент биметаллической полосы для изготовления изображенной на фиг. 3 контакт-детали, гибкой в штампе,
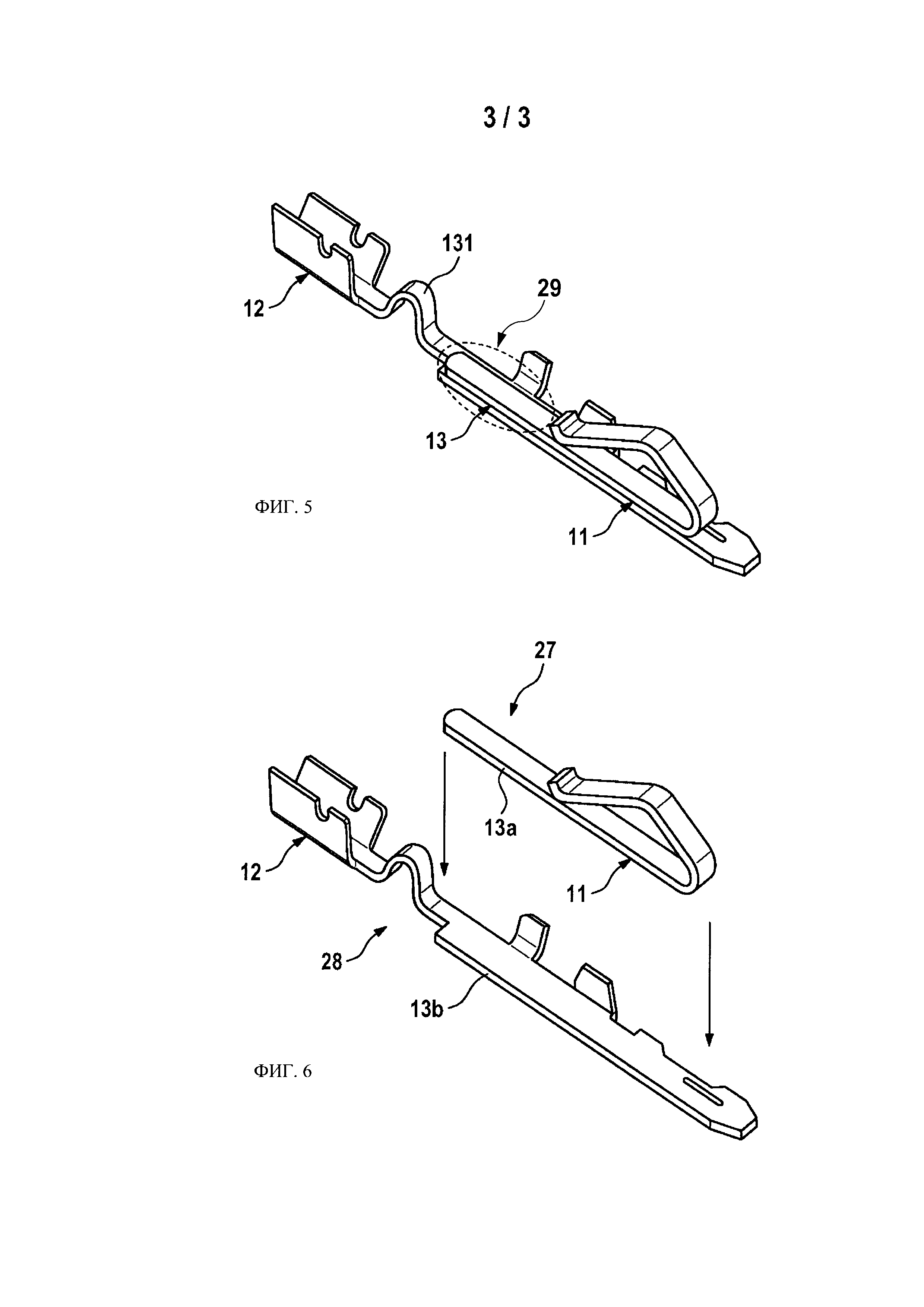
на фиг. 5 - вид в аксонометрии контакт-детали, выполненной по третьему варианту, и
на фиг. 6 - вид в аксонометрии отдельных элементов изображенной на фиг. 5 контакт-детали перед их сборкой.
Показанная на фиг. 1 в аксонометрии контакт-деталь для контактирования с выполненной на корпусе электрической контактной площадкой служит, например, для контактирования с выполненной на поверхности керамического чувствительного элемента газового датчика плоской контактной площадкой. При этом такая контакт-деталь соединяет контактную площадку чувствительного элемента с электрическим проводом ведущего к газовому датчику соединительного кабеля. Подобный газовый датчик с чувствительным элементом, соединительным кабелем и контакт-деталью описан, например, в упомянутой в начале описания публикации DE 19638208 С2.
Контакт-деталь имеет три участка, а именно: расположенный со стороны контактной площадки участок 11 для прилегания с силовым замыканием к контактной площадке корпуса, расположенный с присоединительной стороны участок 12 для соединения с электрическим соединительным проводом и соединяющий между собой оба эти участка 11, 12 промежуточный участок для компенсации тепловых расширений. На фиг. 1 для полноты изображения схематично показаны выполненная на корпусе 10 плоская контактная площадка 14, к которой упруго прилегает расположенный со стороны нее участок 11 контакт-детали, и электрический провод 15, с которым электрически соединен, например обжатием, расположенный с присоединительной стороны участок 12 контакт-детали.
Расположенный со стороны контактной площадки участок 11, расположенный с присоединительной стороны участок 12 и промежуточный участок 13 выполнены из разных, неразъемно соединенных между собой материалов, каждый из которых обладает свойствами, согласованными с функциональным назначением каждого этого участка контакт-детали. Так, в частности, расположенный со стороны контактной площадки участок 11 контакт-детали выполнен из жаропрочного сплава согласно стандарту DIN 10269. Подобный жаропрочный или высокожаропрочный сплав на основе никеля обеспечивает при требуемых для газовых датчиков высоких температурах свыше 400°С достаточно высокое контактное усилие или контактное давление на протяжении всего срока службы контакт-детали. Расположенный с присоединительной стороны участок 12 контакт-детали выполнен из коррозионно-стойкой стали марки из семейства 1.43хх согласно стандарту DIN 10088, например из коррозионно-стойкой стали марки 1.4303. Подобная сталь обладает достаточно высоким показателем относительного удлинения при разрыве и низкой склонностью к наклепу, благодаря чему она при обжатии с целью соединения расположенного с присоединительной стороны участка 12 контакт-детали с электрическим соединительным проводом 15 обладает хорошей деформируемостью и не приводит к высокому износу обжимного инструмента. С целью дополнительно повысить деформируемость коррозионно-стойкой стали она используется в подвергнутом отжигу в области твердого раствора состоянии (подвергнутом диффузионному отжигу состоянии). Отжиг в области твердого раствора возвращает материал в его исходное состояние, вследствие чего наряду с равномерным распределением легирующих добавок происходит разупрочнение материала, который благодаря этому становится мягким, соответственно пластичным и хорошо деформируемым. Промежуточный участок 13 выполнен из наклепанной, коррозионно-стойкой стали марки из семейства 1.43хх согласно стандарту DIN 10088, например из коррозионно-стойкой стали марки 1.4310. Для обеспечения линейной характеристики удлинения промежуточного участка 13 и вибропрочности контакт-детали материал этого участка подвергают деформационному упрочнению (наклепу). Дополнительно к выбору материала промежуточного участка 13 его в целях повышения его способности удлиняться выполняют с соответствующей геометрической формой, например придают форму показанной на фиг. 1 дуги 131.
Для изготовления контакт-детали сначала три металлические ленты 16, 17, 18, выполненные из указанных выше материалов расположенного со стороны контактной площадки участка 11, промежуточного участка 13 и расположенного с присоединительной стороны участка 12, располагают их продольными кромками вплотную рядом друг с другом и встык неразъемно соединяют между собой в мультиметаллическую полосу 19 (фиг. 2). Неразъемное соединение можно при этом выполнять электронно-лучевой или лазерной сваркой. На фиг. 2 такая мультиметаллическая полоса 19, состоящая из трех металлических лент 16, 17, 18, фрагментарно показана в виде в плане. Обе стыковые кромки, по которым металлические ленты 16, 17, 18 сварены между собой, обозначены позициями 20 и 21, при этом стыковая кромка 20 проходит между металлическими лентами 16 и 18, а стыковая кромка 21 - между металлическими лентами 17 и 18. Из такой мультиметаллической полосы 19 в последующем вырубают штампованные детали 22 с ориентированной поперечно стыковой кромке продольной протяженностью таким образом, что из металлической ленты 16 образуется расположенный со стороны контактной площадки концевой участок 11, из металлической ленты 18 образуется промежуточный участок 13, а из металлической ленты 17 образуется расположенный с присоединительной стороны участок 12.
На фиг. 2 вверху показана штампованная деталь 22, вырубленная из мультиметаллической полосы 19, тогда как последующие штампованные детали 22 обозначены лишь своими контурами на мультиметаллической полосе 19, но еще не вырублены из нее. Все штампованные детали 22 по технологическим причинам сначала еще удерживаются вместе проходящей по левому краю мультиметаллической полосы 19 перфорированной полоской (перемычкой) 191, однако в последующем их отделяют друг от друга. В предпочтительном варианте в процессе такой штамповки на каждой штампованной детали 22 формируют расположенный со стороны контактной площадки участок 11 контакт-детали, ее расположенный с присоединительной стороны участок 12 и промежуточный участок 13 с получением показанной на фиг. 1 контакт-детали. На фиг. 2 штампованные детали 22 показаны лишь схематично и не соответствуют геометрической форме контакт-детали, изображенной на фиг. 1. Стыковая кромка 20 между расположенным со стороны контактной площадки участком 11 и промежуточным участком 13 и стыковая кромка 21 между промежуточным участком 13 и расположенным с присоединительной стороны участком 12 обозначены на фиг. 1 штрихпунктирными линиями.
У показанной на фиг. 3 упругой (или пружинящей) контакт-детали, выполненной по второму варианту, ее расположенный со стороны контактной площадки участок 11 и расположенный с присоединительной стороны участок 12 выполнены из разных, неразъемно соединенных между собой материалов, свойства каждого из которых и в данном случае согласованы с функциональным назначением участка 11, соответственно 12. Расположенный со стороны контактной площадки участок 11, как и тот же участок на фиг. 1, также выполнен из жаропрочного сплава согласно стандарту DIN 10269. Расположенный с присоединительной стороны участок 12 аналогично описанному со ссылкой на фиг. 1 варианту выполнен из коррозионно-стойкой стали марки из семейства 1.43хх согласно стандарту DIN 10088. Однако в отличие от показанной на фиг. 1 контакт-детали промежуточный участок 13 выполнен из того же материала, что и расположенный с присоединительной стороны участок 12, т.е. из коррозионно-стойкой стали марки из семейства 1.43хх согласно стандарту DIN 10088.
Для изготовления показанной на фиг. 3 контакт-детали сначала две металлические ленты 16 и 23, выполненные из указанных выше материалов расположенного со стороны контактной площадки участка 11 и расположенного с присоединительной стороны участка 12, располагают их продольными кромками вплотную рядом друг с другом и встык неразъемно соединяют между собой в биметаллическую полосу 24 (фиг. 4). Неразъемное соединение можно и в данном случае выполнять электронно-лучевой или лазерной сваркой. На фиг. 4 изготовленная таким путем биметаллическая полоса 24 фрагментарно показана в виде в плане. Стыковая кромка, вдоль которой в биметаллической полосе 24 обе металлические ленты 16 и 23 сварены между собой, обозначена на фиг. 4 позицией 25.
Из такой биметаллической полосы 24 в последующем вырубают штампованную деталь 22 с ориентированной поперечно стыковой кромке 25 продольной протяженностью таким образом, что из металлической ленты 16 образуется расположенный со стороны контактной площадки концевой участок 11, а из другой металлической ленты 23 образуются расположенный с присоединительной стороны участок 12 вместе с промежуточным участком 13. Полностью вырубленная из биметаллической полосы 24 штампованная деталь 26 показана на фиг. 4 на верхнем крае биметаллической полосы 24. Последующие, еще не вырубленные штампованные детали 26 обозначены на биметаллической полосе 24 своими контурами и в зависимости от исполнения штампа вырубаются из нее по одной либо группами. Путем последующего отделения перфорированной полоски 241, проходящей по левому краю биметаллической полосы 24, штампованные детали 26 отделяют друг от друга. В предпочтительном варианте в процессе такой вырубки штампованных деталей 22 на каждой из них формируют расположенный со стороны контактной площадки участок 11 контакт-детали, с одной стороны, и ее расположенный с присоединительной стороны участок 12 вместе с промежуточным участком 13, с другой стороны, с получением в результате контакт-детали показанной на фиг. 3 формы. В данном случае штампованные детали 26 также показаны лишь схематично и по своим очертаниям не соответствуют контурам отдельной отштампованной упругой контакт-детали, показанной на фиг. 3. Проходящая через упругую контакт-деталь стыковая кромка 25, вдоль которой разные материалы неразъемно соединены между собой, обозначена на фиг. 3 штрихпунктирной линией.
Показанная на фиг. 5 контакт-деталь, выполненная по третьему варианту, также имеет расположенный со стороны контактной площадки участок 11, расположенный с присоединительной стороны участок 12 и промежуточный участок 13. Однако в отличие от предыдущих вариантов расположенный со стороны контактной площадки участок 11 и расположенный с присоединительной стороны участок 12 образованы отдельными элементами 27, соответственно 28 (фиг. 6). Промежуточный участок 13 по меньшей мере частично выполнен за одно целое с по меньшей мере одним из обоих участков 11, 12, т.е. выполнен из того же материала, что и они. Оба отдельных элемента 27, 28 контакт-детали неразъемно соединены между собой в зоне 29 промежуточного участка 13 в предварительно собранный, цельный конструктивный элемент. Зона 29 соединения обоих отдельных элементов контакт-детали схематично обозначена на фиг. 5 штриховой линией.
Аналогично показанным на фиг. 1 и 2 вариантам участки 11, 12 контакт-детали выполнены из разных материалов, свойства каждого из которых согласованы с функциональным назначением расположенного со стороны контактной площадки участка 11, соответственно расположенного с присоединительной стороны участка 12. Расположенный со стороны контактной площадки участок 11 также выполнен из жаропрочного сплава согласно стандарту DIN 10269, а расположенный с присоединительной стороны участок 12 выполнен из коррозионно-стойкой стали марки из семейства 1.43хх согласно стандарту DIN 10088. Промежуточный участок 13 частично выполнен из того же материала, что и расположенный со стороны контактной площадки участок 11, а частично из того же материала, что и расположенный с присоединительной стороны участок 12. Такие части 13а и 13b промежуточного участка 13 неразъемно соединены между собой в зоне 29, при этом такое неразъемное соединение выполняют электронно-лучевой или лазерной сваркой.
Для изготовления расположенного со стороны контактной площадки участка 11 контакт-детали, показанной на фиг. 5, сначала в виде отдельных элементов 27, 28 (фиг. 6) вырубают и изгибают расположенный со стороны контактной площадки участок 11, с одной стороны, и расположенный с присоединительной стороны участок 12, с другой стороны, в каждом случае вместе с частью 13а, соответственно 13b промежуточного участка 13. Затем оба отдельных элемента 27, 28 собирают друг с другом, как это обозначено стрелками на фиг. 6, и неразъемно соединяют между собой в зоне 29 промежуточного участка 13.
Технологическая машина
Способ безопасной передачи данных и система связи для его осуществления
Переходное приспособление для крепления щетки стеклоочистителя к ее рычагу
Переносная технологическая машина
Способ и устройство намотки обмотки на шихтованный пакет для электродвигателя
Стеклоочиститель, прежде всего автомобильный стеклоочиститель
Ударное устройство для ручной машины
Стеклоочиститель с по меньшей мере одним рычагом его щетки и с по меньшей мере одним распылительным элементом
Устройство для обработки заготовки
Устройство щетки стеклоочистителя
Детектор элементов каркаса со схемой регулирования
Угольная щетка с отключающим устройством
Способ и устройство для повышения надежности передачи при последовательной передаче данных с гибким размером сообщений
Тормозное устройство ручной машины
Клапан для дозирования текучей среды
Стеклоочиститель, прежде всего автомобильный стеклоочиститель
Стеклоочистительное устройство с по меньшей мере двумя элементами щетки стеклоочистителя, соединенными между собой прессовым соединением в результате усадки
Тормозное устройство ручной машины
Топливный распределитель
Устройство щетки стеклоочистителя и способ изготовления такого устройства

