Результат интеллектуальной деятельности: ВХОДНАЯ СЕКЦИЯ ТРАВИЛЬНОЙ ЛИНИИ НЕПРЕРЫВНОГО СТАН-ТАНДЕМА ХОЛОДНОЙ ПРОКАТКИ ИЛИ ТРАВИЛЬНОЙ ЛИНИИ, СОЕДИНЕННОЙ С УСТАНОВКОЙ СТАН-ТАНДЕМА ХОЛОДНОЙ ПРОКАТКИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
[0001] Предлагаемое изобретение относится к области непрерывных процессов в сталелитейной промышленности и обеспечивает улучшение с точки зрения производительности, выработки и экономии затрат. Такие непрерывные процессы представляют собой, например, процессы, выполняемые на травильных линиях, при необходимости соединенных с прокатными станами холодной прокатки, или выполняемые на прокатных станах непрерывной прокатки.
УРОВЕНЬ ТЕХНИКИ
[0002] Известной технической проблемой вышеуказанных линий является то, что входная секция, в которой две последовательные полосы сваривают друг с другом, представляет собой одно из основных узких мест линии. По этой причине временные параметры функционирования входной части линии очень важны для выполнения годовой выработки. Это тем более справедливо, когда катушки передают короткие отрезки полосы.
[0003] Для процесса сварки необходимо создание петли перед сварочной установкой. Существующие решения, как, например, стол предварительной загрузки на непрерывной линии отжига (НЛО) или на непрерывной линии цинкования (НЛЦ) не применимы для обработки горячекатаных полос. Вследствие высокой толщины и большой массы петли для данных горячекатаных полос нужна другая конструкция входной части для обеспечения безопасного создания петли и центровки.
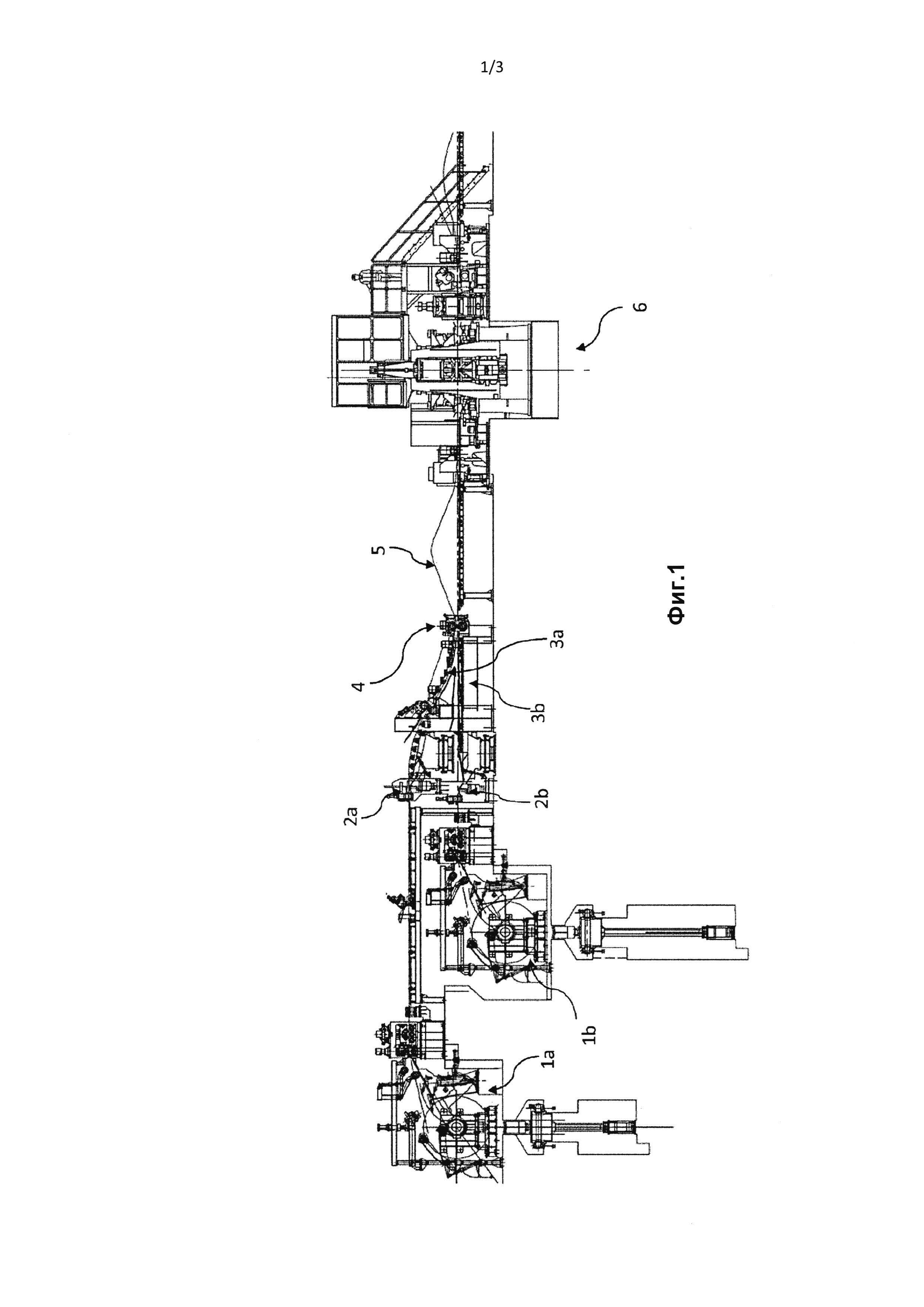
[0004] Типичная схема подобной входной секции представлена на фиг. 1.
[0005] Цикл входа представляет собой время, в течение которого задним концом рулона и передним концом следующего рулона оперируют с меньшей скоростью, чем скорость процесса травления или проката.
[0006] В цикле входа в общем случае предусмотрены следующие этапы:
- уменьшают скорость со скорости обработки до скорости ввода;
- передают задний конец первого рулона с первой разматывающей катушки 1а на первые разделительные ножницы 2а,
- разрезают на первых ножницах 2а,
- передают задний конец первого рулона на общий протяжный ролик 4 посредством первого передаточного стола За,
- передают задний конец первого рулона с общего протяжного ролика 4 на сварочную машину 6.
[0007] Параллельно данным первым этапам выполняют следующие этапы таким образом, что задний конец первого рулона и передний конец второго рулона можно было сварить встык без потери времени:
- передают передний конец второго рулона (следующего рулона) со второй разматывающей катушки 1b в на вторые разделительные ножницы 2b,
- разрезают на вторых ножницах 2b,
- передают передний конец рулона на общий протяжный ролик 4 посредством второго передаточного стола 3b,
- передают передний конец второго рулона с общего протяжного ролика 4 на сварочную машину 6 и создают петлю на петлевом столе 5, необходимую для центровки рулона на сварочной установке,
- сваривают два конца рулонов друг с другом,
- повторно ускоряют до максимальной скорости входа.
[0008] Во время данных операций промежуточная секция обработки травлением или прокатыванием по-прежнему работает с номинальной скоростью за счет накопительной вместимости петлевого устройства.
[0009] Таким образом, если уменьшить цикл входа, это даст возможность ускорения работы в секции травления при той же вместимости петлевого устройства.
ЗАДАЧИ ИЗОБРЕТЕНИЯ
[0010] Предлагаемое изобретение направлено на уменьшение времени цикла входа в непрерывных линиях, применяемых в сталелитейной промышленности, для уменьшения, таким образом, времени производства на вышеуказанных линиях.
[0011] Другая задача предлагаемого изобретения состоит в упрощении входной секции травильной линии/тандема холодной прокатки.
[0012] Еще одной другой задачей является сведение к нулю или уменьшение времени передачи с общего протяжного ролика на сварочную машину.
[0013] Изобретение направлено также на улучшение создания петли и улучшение центровки полос крупного калибра.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
[0014] Первым объектом изобретения является непрерывное промышленное оборудование, имеющее входную секцию, содержащую два разматывающих устройства для разматывания и выдачи подлежащих обработке полосовых материалов, режущее устройство и передаточный стол для каждой полосы, а также соединительное устройство, причем передаточные столы выполнены с возможностью доставки указанных полос к соединительному устройству, обеспечивающему соединение задней рулонной полосы и передней рулонной полосы, по меньшей мере петлевой стол для центровки полосы и сварочную машину, обеспечивающую стыковую сварку указанных задней рулонной полосы и передней рулонной полосы, отличающееся тем, что каждый из передаточных столов является также петлевым столом, так что на непосредственно на указанных передаточных столах обеспечена возможность выполнения петель для центровки полосы, при этом предусмотрена возможность подачи соединенных полос на соединительном устройстве непосредственно к сварочной машине, без дополнительного петлеобразования (п. 1 формулы изобретения).
[0015] В соответствии с примерными вариантами предлагаемого изобретения, возможно предпочтительными вариантами осуществления, непрерывное промышленное оборудование, имеющее входную секцию, дополнительно характеризуется одним из перечисленных ниже признаков или подходящей комбинацией этих признаков (п.п. 2-10 формулы изобретения):
- передаточные столы содержат верхний стол, определяющий верхний входной уровень и накладываемый на нижний стол, определяющий нижний входной уровень; оборудование снабжено средствами, предназначенными сначала отводить, а затем поднимать верхний стол;
- каждое разматывающее устройство содержит разматывающую катушку;
- каждое режущее устройство содержит ножницы;
- соединительное устройство содержит общий протяжный ролик;
- указанные средства, предназначенные сначала отводить, а затем поднимать верхний стол, содержат по меньшей мере один гидравлический или пневматический цилиндр для отведения верхнего стола и по меньшей мере один гидравлический или пневматический цилиндр для подъема верхнего стола, причем последние цилиндры расположены возле соединительного устройства,
- указанные гидравлические или пневматические цилиндры частично или полностью заменены винтами, приводимыми в действие электрическими или гидравлическими двигателями;
- оборудование содержит бесконтактные датчиковые средства для управления высотой петли на нижнем столе и предотвращения столкновения указанной петли с верхним столом;
- бесконтактные датчиковые средства представляют собой световой барьер;
- оборудование содержит поворотное колесо центрировки полосы, выполненное с возможностью перемещения к полосе посредством гидравлического или пневматического цилиндра.
[0016] Вторым объектом изобретения является способ соединения, центровки и стыковой сварки двух полос во входной секции непрерывного промышленного оборудования, охарактеризованного признаками п.п. 1-7 формулы, отличающийся, по меньшей мере, следующими этапами (п. 11 формулы изобретения):
- движущийся рулон N обрабатывают на протяжении нижнего входного уровня;
- вводят, подготавливают и обрезают на верхнем входном уровне следующий рулон N+1, причем передний его конец размещают перед общим протяжным роликом в положении ожидания;
- обеспечивают выход заднего конца рулона N последовательно из оправки разматывающей катушки, нижнего входного уровня и общего протяжного ролика, создают петлю на выходной стороне сварочной машины для центровки заднего конца;
- непосредственно после того, как освободился общий протяжный ролик, передний конец рулона N+1 на верхнем входном уровне проводят посредством общего протяжного ролика к входной стороне сварочной машины;
- в соответствии с разницей скоростей между верхним входным уровнем и общим протяжным роликом создают петлю на верхнем передаточном столе;
- после создания данной петли отводят верхний ролик общего протяжного ролика для обеспечения возможности перемещения полосы в процессе центровки;
- задний конец рулона N и передний конец рулона N+1 сваривают встык в сварочной установке;
- подают затем новый рулон N+1 на линию через верхний входной уровень;
- вводят, подготавливают и обрезают на нижнем входном уровне следующий рулон N+2, причем передний его конец размещают перед общим протяжным роликом в положении ожидания;
- обеспечивают выход заднего конца рулона N+1 из оправки разматывающей катушки, верхнего входного уровня и общего протяжного ролика, создают петлю на выходной стороне сварочной машины для центровки заднего конца;
- непосредственно после того, как освободился общий протяжный ролик, передний конец рулона N+2 на нижнем уровне проводят посредством общего протяжного ролика к входной стороне сварочной машины;
- чтобы обеспечить возможность создания высокой петли для выполнения функции безопасной центровки, верхний передаточный стол отводят и поднимают вверх посредством гидравлических или пневматических цилиндров и/или приведенных в действие винтов;
- в соответствии с разницей скоростей между входным уровнем и общим протяжным роликом создают петлю на нижнем передаточном столе;
- после создания данной петли отводят верхний ролик общего протяжного ролика для обеспечения возможности перемещения полосы во время процесса центровки;
- задний конец рулона N+1 и передний конец рулона N+2 сваривают встык в сварочной установке;
- подают затем новый рулон N+2 на линию через нижний входной уровень.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] На фиг. 1 представлена типовая конфигурация входной секции, выполненной в соответствии с существующим уровнем техники в области горячего проката.
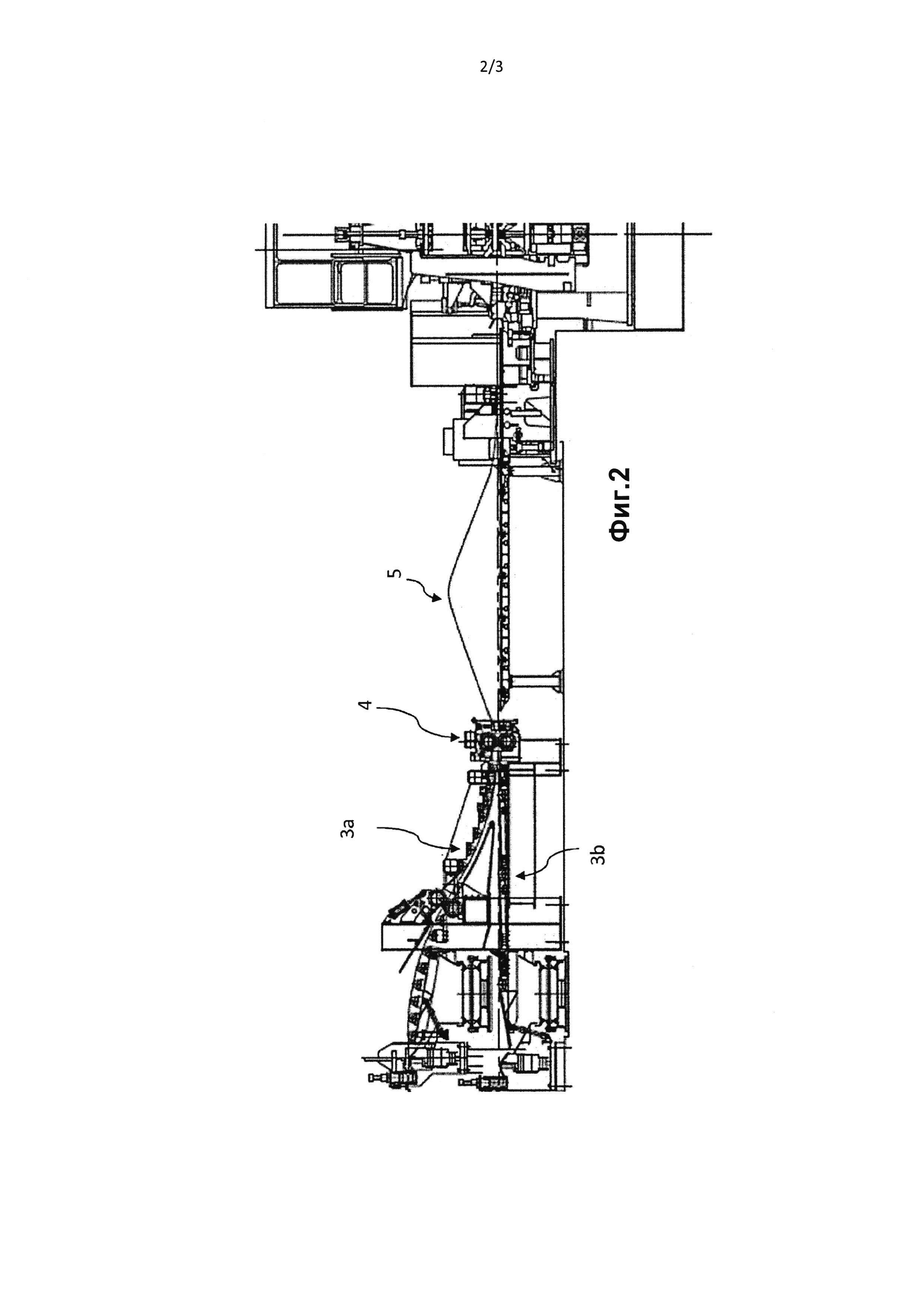
[0018] На фиг. 2 представлен подробный вид конфигурации с фиг. 1.
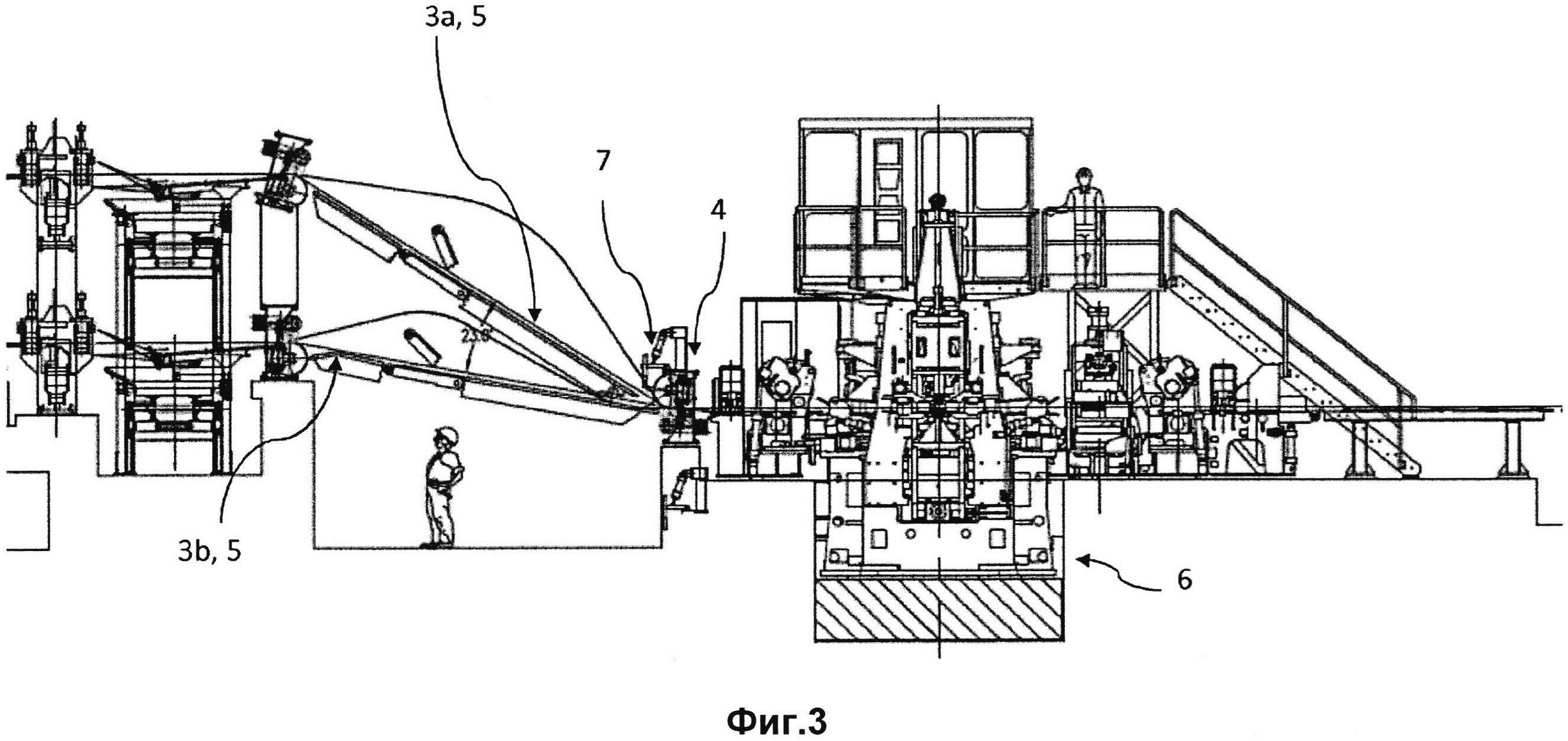
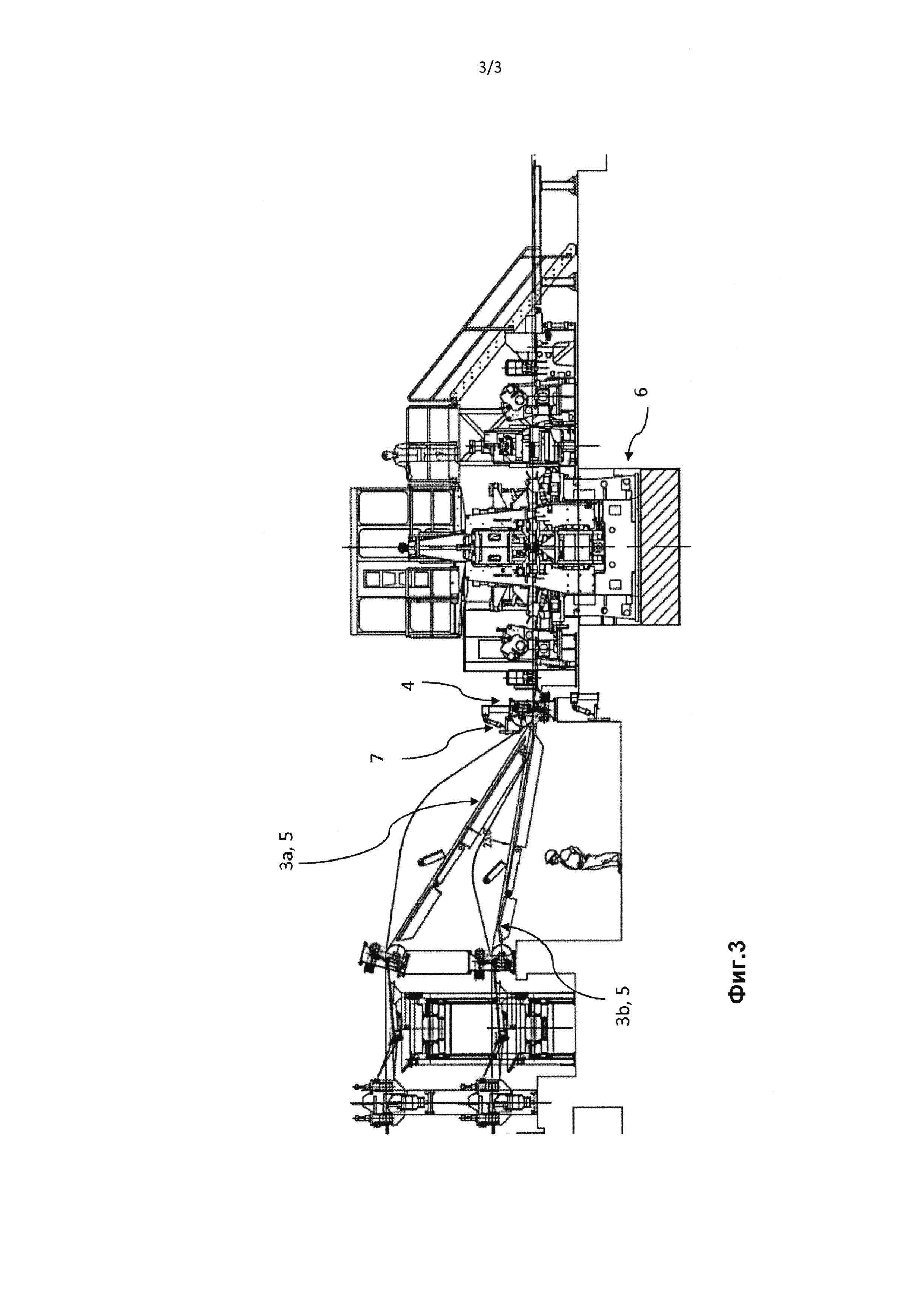
[0019] На фиг. 3 представлен предпочтительный вариант схемы входной секции в соответствии с предлагаемым изобретением.
ОСУЩЕСТВЛЕНИЕ ИЗОБРЕТЕНИЯ
[0020] В соответствии с предлагаемым изобретением для сокращения цикла входа, как описано выше, разработана новая концепция петлевого стола. Конструкция с двумя передаточными столами 3а, 3b (по одному для каждой проходной линии), общим протяжным роликом 4 и петлевым столом 5 (как на фиг. 2) заменена конструкцией лишь с двумя передаточными столами 3а, 3b, обеспечивающими функцию 5 петлеобразования и общий протяжный ролик 4. Соответственно, петли для центровки полосы выполнены непосредственно на указанных передаточных столах. Новое решение схематично представлено на фиг. 3. Изобретение относится к установке, содержащей любую подходящую сварочную машину 6. Следует отметить, что сварочная машина, изображенная на фиг. 3, является примером имеющейся в продаже сварочной машины.
[0021] В соответствии с предпочтительным вариантом осуществления предлагаемого изобретения и для того, чтобы обеспечить наличие пространства, достаточного для создания петли на нижней проходной линии, верхний петлевой стол можно отвести и поднять. Когда на нижней проходной линии необходимо создать петлю, то верхний стол предпочтительно сначала отвести, используя гидравлический или пневматический цилиндр, а затем поднять, используя два гидравлических или пневматических цилиндра, расположенных возле общего протяжного ролика.
[0022] Таким образом, когда верхний стол поднят, можно создать нижнюю петлю.
[0023] Более подробно, способ соединения, центровки и стыковой сварки двух полос выполняется следующим образом.
[0024]Движущийся рулон Ν (N - целое число >0) обрабатывают на протяжении находящегося внизу или нижнего входного уровня, содержащего нижний стол. Следующий рулон N+1 вводят, подготавливают и обрезают на ножницах на находящемся наверху или верхнем входном уровне, содержащем верхний стол. Новый передний конец рулона N+1 размещают перед общим протяжным роликом в положении ожидания. Когда задний конец рулона N выходит последовательно из оправки разматывающей катушки, нижнего входного уровня и общего протяжного ролика, создают петлю на выходной стороне сварочной машины посредством двух петлевых роликов (не изображены) для центровки заднего конца.
[0025] Новый признак предлагаемого изобретения, верхний заправочный стол, сочетает три функции. Первая функция состоит в размещении переднего конца следующей катушки N+1, уже находящейся вблизи общего протяжного ролика сварочной машины. Вторая функция состоит в создании петли на данном столе. Третья функция состоит в обеспечении возможности подачи полосы N+2 в общий протяжный ролик во время создания петли и сварки полосы N+1 на теневой стадии сварочного процесса.
[0026] Непосредственно после того, как освободился общий протяжный ролик, новый передний конец рулона N+1 на верхнем входном уровне проводят посредством общего протяжного ролика к входной стороне сварочной машины. В соответствии с разницей скоростей между верхним входным уровнем и общим протяжным роликом создают петлю на верхнем передаточном столе. После создания данной петли верхний ролик общего протяжного ролика отводят посредством цилиндров (не изображены) длинного хода для обеспечения возможности перемещения полосы в процессе центровки.
[0027] Для дальнейшего улучшения процесса центровки и предотвращения блокирования полосы (в частности, из толстых и твердых материалов) на верхнем общем протяжном ролике, к полосе подводят, посредством гидравлического или пневматического цилиндра, специальное поворотное колесо 7 центровки. Это позволяет улучшить движение петли в процессе центровки с интегрированным центрирующим устройством сварочной машины. Благодаря данному оборудованию может быть повышена точность центровки сварного шва для уменьшения других проблем во время сопровождения полосы, обрезания боковой кромки и холодного проката. После центровки поворотное колесо 7 центровки отводят, так чтобы дать возможность транспортировки полосы во время последующей сварки и ступенчатых ускорений.
[0028] Затем задний конец рулона N и передний конец рулона N+1 сваривают встык на сварочной установке.
[0029] Затем новый рулон N+1 подают на линию через верхний входной уровень. Следующий рулон N+2 вводят, подготавливают и обрезают на ножницах на нижнем входном уровне. Новый передний конец рулона N+2 размещают перед общим протяжным роликом в положении ожидания. Задний конец рулона N+1 выходит последовательно из оправки разматывающей катушки, верхнего входного уровня и общего протяжного ролика, и создают петлю на выходной стороне сварочной машины посредством двух петлевых роликов (не изображены) для центровки заднего конца. Непосредственно после того, как освободился общий протяжный ролик, новый передний конец рулона N+2 на нижнем уровне проводят, посредством общего протяжного ролика, к входной стороне сварочной машины. При этом необходимо обеспечить возможность создания высокой петли для выполнения функции безопасной центровки. Для этого верхний передаточный стол отводят и поднимают вверх посредством гидравлических или пневматических цилиндров. Для предотвращения столкновения петли с верхним заправочным столом высоту петли предпочтительно контролировать, используя световой барьер. В соответствии с разницей скоростей между входным уровнем и общим протяжным роликом создают петлю на нижнем передаточном столе. После создания данной петли верхний ролик общего протяжного ролика отводят посредством цилиндров длинного хода, чтобы дать возможность перемещать полосу в процессе центровки. В данном случае также применимы соображения, приведенные в параграфе [0027].
[0030] Затем задний конец рулона N+1 и передний конец рулона N+2 сваривают встык на сварочной установке. Далее новый рулон N+2 подают на линию через нижний входной уровень.
[0031] Последующие новые рулоны обрабатывают поочередно в нижней и верхней входных секциях, причем последующие петли создают поочередно на верхнем и нижнем входных столах.
[0032] В отличие от других линий по обработке полос, например, НЛО и НЛЦ, предлагаемая линия позволяет обрабатывать также и толстые горячекатаные полосы.
[0033] Предложенные в изобретении принципы позволяют обходиться без петлевого стола, используемого в известных решениях, и, таким образом, сэкономить также время на передачу полосы из общего протяжного ролика в сварочную машину. В зависимости от толщины полосы выигрыш во времени составляет, как правило, от 5 до 7 секунд на каждый цикл входа. Так, например, рассматриваемая новая конструкция входа позволяет уменьшить время производства (т.е. увеличение производительности) приблизительно на 2% для травильной линии или/тандема холодной прокатки производительностью 2 миллиона тонн в зависимости, однако, от входящих рулонов и конфигурации линии.
[0034] Кроме этого, данное изобретение позволяет улучшить создание петли. Благодаря тому, что дополнительно предусмотрен отводимый верхний стол и колесо центровки, обеспечена возможность улучшенной центровки крупного калибра.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
1а - разматывающая катушка;
1b - разматывающая катушка;
2а - ножницы;
2b - ножницы;
3а - передаточный стол;
3d - передаточный стол;
4 - общий протяжный ролик;
5 - петлевой стол/столы;
6 - сварочная машина;
7 - поворотное колесо центровки.
Система для уменьшения потребления отжимающего газа в воздушном ноже
Способ и устройство для намотки металлической полосы с выявлением дефектов в линии непрерывной прокатки
Способ и установка для намотки металлической полосы с проверкой наличия дефектов на линии непрерывной прокатки
Устройство и способ контроля и проверки ручного смазывания
Горизонтальный накопитель полосы с тонкими поддерживающими полосу каретками и пассивной центральной прицепляющей системой
Система предварительного охлаждения с управляемым внутренним регулированием
Способ и устройство для управления реакцией
Конденсационный паровой котел-утилизатор
Низкотемпературная многоподовая печь
Система для уменьшения потребления отжимающего газа в воздушном ноже
Способ и устройство для намотки металлической полосы с выявлением дефектов в линии непрерывной прокатки
Способ и установка для намотки металлической полосы с проверкой наличия дефектов на линии непрерывной прокатки
Устройство и способ контроля и проверки ручного смазывания
Горизонтальный накопитель полосы с тонкими поддерживающими полосу каретками и пассивной центральной прицепляющей системой

