Результат интеллектуальной деятельности: Способ импрегнирования абразивных инструментов
Вид РИД
Изобретение
Предлагаемое изобретение относится к производству и эксплуатации абразивного инструмента на керамической связке, а именно абразивных кругов, и может быть использовано в различных отраслях машиностроения.
Известны способы импрегнирования абразивного инструмента, включающие предварительную стадию обработки поверхности и пор инструмента водным раствором поверхностно-активных веществ (ПАВ) в течение определенного промежутка времени и последующую стадию сушки (см. авт. св. СССР №1248779; авт св. СССР №1604590). Признаки совпадающие – пропитка абразивного инструмента водным раствором ПАВ в течение определенного времени, последующая стадия сушки.
Причины, препятствующие поставленной задаче, – стадии пропитки абразивного инструмента водным раствором ПАВ и его сушка занимают продолжительное время; слабая сцепляемость импрегнатора с кристаллами абразивных зерен.
Известен способ импрегнирования абразивного инструмента, при котором применяемый импрегнатор повышенной адгезионной способности (ПАВ) растворяется в водной среде, в нее для пропитки импрегнатором помещается абразивный инструмент, который затем подвергается длительной сушке (см. авт. св. СССР №1726222).
Признаки совпадающие – пропитка абразивного инструмента водным раствором ПАВ повышенной адгезионной способности, последующая сушка инструмента.
Причины, препятствующие поставленной задаче – сложность процесса импрегнирования из-за постоянного изменения состава водного раствора ПАВ; операция пропитки инструмента водным раствором ПАВ и последующая его сушка требует большого промежутка времени.
За прототип принят известный способ импрегнирования абразивного инструмента, включающий пропитку последнего водным раствором, содержащим 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10 – 15 минут в емкости при ее периодическом встряхивании для фиксации дийодида хрома в паровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента в течение 1,5 – 2 часов при температуре 40 – 50оС и при вращении импрегнированного инструмента с угловой скоростью 0,3 – 0,5 с-1 (см. патент РФ №2532660).
Признаки совпадающие – пропитка абразивного инструмента водным раствором, содержащим 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10 – 15 минут в емкости при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективная сушка абразивного инструмента в течение 1,5 – 2 часов при температуре 40 – 50оС и при вращении импрегнированного инструмента с угловой скоростью 0,3 – 0,5 с-1.
Признаки, препятствующие поставленной задаче, – невысокая эффективность импрегнированных дийодидом хрома абразивных инструментов из-за слабой сцепляемости дийодида хрома с кристаллами абразивных зерен.
Задачей предлагаемого изобретения является повышение эффективности импрегнированных дийодидом хрома абразивных инструментов.
Технический результат достигается тем, что предварительно импрегнируемый абразивный инструмент подвергают электролитической обработке в 10%-ном растворе железного купороса в течение 2 – 3 мин при комнатной температуре и силе тока, определяемой по формуле I=i⋅V, где i – объемная плотность тока, А/дм3, принимаемая в зависимости от характеристики абразивного инструмента, V – объем абразивного инструмента, дм3.
Для достижения технического результата в предлагаемом способе импрегнирования абразивного инструмента, включающем пропитку последнего водным раствором, содержащим 20-25 г дийодида хрома на литр воды, при комнатной температуре в течение 10 – 15 минут в емкости при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента в течение 1,5 – 2 часов при температуре 40 – 50оС и при вращении импрегнированного инструмента с угловой скоростью 0,3 – 0,5 с-1, предварительно импрегнируемый абразивный инструмент подвергают электролитической об-
работке в 10%-ном растворе железного купороса в течение 2 – 3 мин при комнатной температуре и силе тока, определяемой по формуле I=i⋅V, где i – объемная плотность тока, А/дм3, принимаемая в зависимости от характеристики абразивного инструмента, V – объем абразивного инструмента, дм3.
Реализация предлагаемого способа импрегнирования абразивного инструмента включает выполнение следующих операций:
- приготовление в специальной емкости (например, баке) водного раствора дийодида хрома, содержащего 20 – 25 г дийодида хрома на литр воды;
- окунание абразивного инструмента в емкость, содержащую водный раствор железного купороса;
- электролитическая обработка абразивного инструмента в водном растворе железного купороса;
- окунание в водный раствор дийодида хрома абразивного инструмента;
- выдержка в течение 10 – 15 мин абразивного инструмента в емкости с водным раствором дийодида хрома при ее периодическом встряхивании;
- вынимание абразивного инструмента из емкости с водным раствором дийодида хрома;
- конвективная сушка абразивного инструмента путем обдува его вентилятором, подающим нагретый до температуры 40 – 50оС воздух в течение 1,5 – 2 часов при вращении инструмента с угловой скоростью 0,3 – 0,5 с-1;
- визуальный контроль импрегнированного абразивного инструмента.
Электролитическая обработка абразивного инструмента в водном растворе железного купороса повышает сцепляемость дийодида хрома с кристаллами абразивных зерен и способствует более активному образованию на них в процессе обработки поверхностного слоя деталей йодидов железа, имеющих слоистую структуру и обладающих свойствами твердых смазок (см. Бутенко В.И. «Наукоемкие технологии в процессах создания многокомпонентных функциональных слоев на рабочих поверхностях деталей» /Наукоемкие технологии в машиностроении. – 2013, №9. – С. 35 – 39).
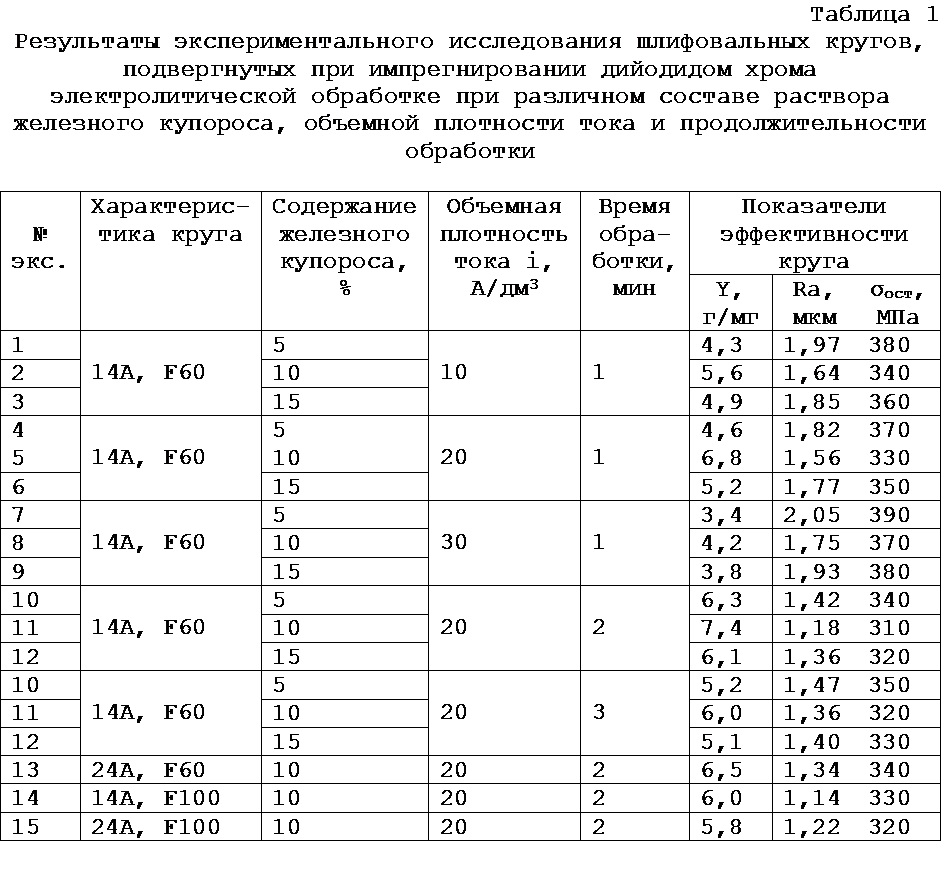
Для определения процентного состава раствора железного купороса, продолжительности электролитической обработки и объемной плотности тока i были проведены экспериментальные исследования эффективности импрегнирования абразивных инструментов дийодидом хрома, в качестве которой были приняты: удельная интенсивность съема металла Y=Мм/U, г/мг, где Мм – масса снятого с обрабатываемой поверхности металла за определенный промежуток времени, г; U – износ абразивного инструмента за этот промежуток времени, мг; параметр шероховатости обработанной поверхности детали Ra, мкм, и величина технологических остаточных напряжений в материале поверхностного слоя σост, МПа. Был использован метод планирования эксперимента типа 2к (см. Адлер Ю.П., Маркова Е.В., Грановский Ю.В. Планирование эксперимента при поиске оптимальных условий. – М.: Наука, 1971. – 283 с.). Испытаниям подвергались шлифовальные круги ПП 400х60х127 (ГОСТ 2424-83) из электрокорунда нормального 14А и 24А, зернистости F60 и F100, на керамической связке V (cм. ГОСТ Р 52781-2006, ГОСТ Р 52781-2007, а также книгу Островского В.И. «Теоретические основы шлифования». М.: Машиностроение, 2010, 284 с.). Электролитическая обработка шлифовальных кругов осуществлялась в специальной ванне (анод) с установкой их на кольцевую оправку (катод) при полном погружении кругов в раствор железного купороса. Для определения эффективности импрегнированных кругов на круглошлифовальном станке мод. 3М151 обрабатывались валики из стали 35ХГСА диаметром 30 мм и длиной 320 мм. Были приняты следующие режимы шлифования образцов: скорость резания Vкр=35 м/с; скорость вращения детали Vд=0,314 м/с; продольная подача Sпр=0,02 м/с; подача врезания Sвр=0,01 мм/дв.ход; число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол–1.
Результаты исследования приведены в таблице 1, из анализа которой видно, что наилучшие результаты по эффективности наблюдаются у тех импрегнированных дийодидом хрома шлифовальных кругов, которые предварительно прошли электролитическую обработку 10%-ным раствором железного купороса в течение 2-х мин; при этом объемная плотность тока i зависит от таких характеристик круга, как тип абразива круга и его зернистость.
Проведены сравнительные испытания эффективности предлагаемого способа импрегнирования абразивного инструмента и известного способа импрегнирования по прототипу (см. патент РФ №2532660). Испытаниям подвергались абразивные круги ПП 400х60х127 14А F60 K7V 35 м/c. ГОСТ Р 52781-2007. Шлифовались образцы из сталей 35ХГСА, 20ХН2МА и сплава ХН62МВКЮ диаметром 30 мм и длиной 320 мм. Шлифование осуществлялось на круглошлифовальном станке мод. 3М151 на следующих режимах: скорость резания Vкр=35 м/с, скорость вращения шлифуемого образца Vд=0,5 м/с, продольная подача инструмента Sпр=0,02 м/с, подача врезания Sвр=0,01 мм/дв.ход, число двойных ходов круга m=3. В качестве смазочно-охлаждающей жидкости использовался 5%-ный водный раствор эмульсола Укринол-1.
Оценка эффективности предлагаемого способа импрегнирования абразивных инструментов по сравнению с прототипом (см. патент РФ №2532660) осуществлялась по следующим показателям: удельная интенсивность съема металла Y; шероховатость обработанной поверхности Ra; относительная площадь прижогов S; величина технологических остаточных напряжений в материале поверхностного слоя σост.

Результаты испытаний приведены в таблице 2, из анализа которой следует, что применение предлагаемого способа импрегнирования абразивного инструмента по сравнению с прототипом (см. патент РФ №2532660) позволяет на 20 – 25% повысить удельную интенсивность съема металла Y, уменьшить шероховатость обработанной поверхности детали по параметру Ra, на 20 – 40% снизить относительную площадь прижогов S и почти на 10% уменьшить величину технологических остаточных напряжений в материале поверхностного слоя детали σост.
Таким образом, использование предлагаемого способа импрегнирования абразивных инструментов позволяет существенно повысить эффективность импрегнирования их дийодидом хрома.
Способ импрегнирования абразивного инструмента, включающий пропитку последнего водным раствором, содержащим 20-25г дийодида хрома на литр воды, при комнатной температуре в течение 10–15 минут в емкости при ее периодическом встряхивании для фиксации дийодида хрома в поровом пространстве абразивного инструмента и конвективную сушку абразивного инструмента в течение 1,5–2 часов при температуре 40–50С и при вращении импрегнированного инструмента с угловой скоростью 0,3–0,5 с, отличающийся тем, что предварительно импрегнируемый абразивный инструмент подвергают электролитической обработке в 10%-ном растворе железного купороса в течение 2–3 мин при комнатной температуре и силе тока, определяемой по формуле I=i⋅V, где i – объемная плотность тока, А/дм, принимаемая в зависимости от характеристики абразива инструмента, V – объем абразивного инструмента, дм.Масса для изготовления абразивного инструмента
Двухскоростная система управления однофазного асинхронного двигателя
Устройство для определения концентрации компонентов смеси сильных электролитов
Конструкция усиления железобетонной многопустотной плиты перекрытия
Способ определения упругих податливостей s11е, s12е, s13е, s33е и пьезоэлектрических модулей d31,d33 на одном образце в виде диска
Способ обработки сварных соединений и фреза для его осуществления (варианты)
Способ измерения полного набора модулей пьезоэлектрической керамики на одном образце
Способ импрегнирования абразивных инструментов
Устройство индукционного нагрева для обработки поверхностей резанием
Устройство для поверхностной отделочно-упрочняющей обработки деталей

