Результат интеллектуальной деятельности: Пресс для глубокой вытяжки листовых деталей
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением и может быть использовано для изготовления полых деталей из листовых материалов.
Известен пресс для глубокой вытяжки полых деталей [1], содержащий гидроцилиндры пуансона и прижима, шток поршня гидроцилиндра прижима совершает возвратно-поступательное движение в результате поочередной подачи жидкости в поршневую и штоковую полости. Созданный по данному изобретению промышленный пресс модели ПГВ-1 используется для глубокой однопереходной вытяжки полых деталей с преднамеренным и неоднократным образованием и разглаживанием гофров на фланце заготовки при чередовании возвратно-поступательных (пульсирующих) движений прижима с частотой до 30 ходов/мин и амплитудой до 15 мм и прерывистых рабочих ходов пуансона величиной до 2 мм.
Процесс пульсирующей вытяжки, реализуемый на данном прессе, отличают широкие технологические возможности, особенно при изготовлении коробчатых деталей, так как сопротивление гофрообразованию значительно меньше сопротивления пластическому деформированию фланца заготовки при вытяжке без гофрообразования. Широкие технологические возможности процесса сочетаются с низкой производительностью, связанные с многократным чередованием рабочих ходов пуансона и прижима (от 40 до 170 циклов на деталь) и остановками пуансона в момент разглаживания гофров, а также высокими силовыми параметрами процесса при разглаживании гофров по всей поверхности фланца заготовки. Процесс внедрен на предприятиях с мелкосерийным характером производства.
Для повышения производительности процесса вытяжки с преднамеренным гофрообразованием и снижения силовых параметров разработаны процессы и конструкции прессов с непрерывными рабочими ходами пуансона и прижима штампа. При этом прижим совершает круговые колебательные движения с углом колебания, достаточным для создания свободной зоны между матрицей и прижимом для гофрообразования и непрерывного разглаживания гофров.
Известен пресс для глубокой вытяжки листовых деталей [2], в котором механизм колебания прижима включает водило, с установленным прижимом штампа, гидропривод водила, выполненный, по меньше мере из трех гидроцилиндров, равнорасположенных по окружности относительно оси пресса и поочередно включающихся в работу, обеспечивая колебательные движения при непрерывном рабочем ходе пуансона.
Известен пресс с устройством для создания круговых колебательных движений прижима [3], в котором приводная плита прижима, выполненная в виде усеченного конуса, получает вращение от электродвигателя, а усилие на которую передается через специальные упорные роликовые подшипники, поверхности которых эквидистантны соответствующим поверхностям приводной плиты. Опыт внедрения пресса модели ПГКВ-1 с данным устройством показал, что производительность процесса колебательной вытяжкой в 4-5 раз повышается по сравнению с пульсирующей вытяжкой, а силовые параметры при разглаживании гофров снижаются в 6-8 раз.
Основной недостаток конструкции прессов с колебательным движением прижима - ограниченные размеры вытягиваемых деталей. Прессы используются преимущественно для вытяжки деталей цилиндрических и коробчатых форм с соотношением сторон, близких 1:1. При вытяжке прямоугольных деталей внутренний размер (диаметр) механизмов колебаний определяется размерами диагонали детали в плане. В таком случае зона приложения усилия разглаживания гофров на прямых длинных сторонах детали может выйти за пределы заготовки, что приведет к существенному увеличению толщины приводных плит, передающих усилие разглаживания гофров.
В конструкции гидравлического пресса двойного действия [4], принятой за прототип, механизм колебания выполнен в виде группы стержней, установленных по одну сторону от оси пресса и шарнирно связанных с приводной плитой и прижимом, и группы гидроцилиндров, размещенных по другую сторону от оси пресса, штоки и корпуса которых так же связаны с приводной плитой и прижимом. Сообщая приводной плите пульсирующие движения с заданной амплитудой обеспечивают преобразование пульсирующих движений в качательные движения плиты водила с прижимом. Конструкция пресса позволит изготавливать детали различных форм, в том числе крупногабаритных, прямоугольных. Конструкция пресса имеет и ряд недостатков: сложность регулирования усилия разглаживания гофров, так как оно задается при разглаживании гофров со стороны стержней - усилием гидроцилиндров приводной плиты, при разглаживании гофров с противоположной стороны - усилием гидроцилиндров привода плиты - водила прижима. Другим недостатком является невозможность регулирования амплитуды качания водила, так как она зависит от длины жестких стержней. Кроме того, ограничены технологические возможности пресса вследствие наличия только одной плоскости качания, а так же недостаточная жесткость узла механизма колебания от действия боковых нагрузок при разглаживании гофров.
Основной задачей заявляемого изобретения является создание конструкции пресса для глубокой вытяжки полых листовых деталей с повышенной надежностью работы и расширенными технологическими возможностями.
Техническим результатом заявляемого изобретения является повышение надежности работы и расширение технологических возможностей пресса.
Указанный технический результат достигается тем, что в прессе для глубокой вытяжки полых листовых деталей, содержащем станину и траверсу, соединенные между собой колоннами, пуансон, размещенный на траверсе, гидропривод перемещения пуансона, ползун, установленный с возможностью перемещения по колоннам, гидропривод перемещения ползуна, прижим, установленный с возможностью качательного движения и узел качательного движения прижима, согласно предложенному техническому решению,
узел качательного движения прижима выполнен в виде по меньшей мере четырех гидроцилиндров, размещенных на верхней поверхности ползуна, приводной плиты, выполненной со сферической поверхностью и связанной посредством шаровых опор со штоками упомянутых гидроцилиндров, и центральной втулки со сферической опорной поверхностью, установленной на нижней поверхности ползуна с обеспечением взаимодействия упомянутых сферических поверхностей центральной втулки и приводной плиты, при этом прижим закреплен на приводной плите, а гидроцилиндры расположены на равном расстоянии от оси пресса с возможностью обеспечения качательных движений приводной плиты;
гидроцилиндры расположены по обе стороны относительно оси пресса с возможностью обеспечения качательного движения приводной плиты в двух плоскостях, совпадающих с наибольшей и наименьшей осями симметрии пресса.
Сопоставительный анализ с прототипом и другими техническими решениями показывают, что механизм привода, состоящий из гидроцилиндров, штоки которых поочередно совершают возвратно-поступательные движения, передавая их приводной плите прижима, известен. Новизна заявленного пресса состоит в том, что при размещении гидроцилиндров (не менее четырех) привода качательных движений прижима на ползуне пресса по обе стороны относительно оси, пресс имеет две плоскости качания. Дополнительным критерием новизны является обеспечение более жесткой и надежной конструкции от действия боковых нагрузок при разглаживании гофров в результате размещения гидроцилиндров качания на ползуне пресса, сцентрированного и перемещаемого по колоннам пресса.
Кроме того, в результате разделения гидроцилиндров прижима заготовки и качания прижима штампа на независимые друг от друга, имеется возможность более точной настройки параметров процесса (давление, амплитуда качания).
Указанные отличия позволили придать прессу новые свойства, повышая надежность и расширяя технологические возможности.
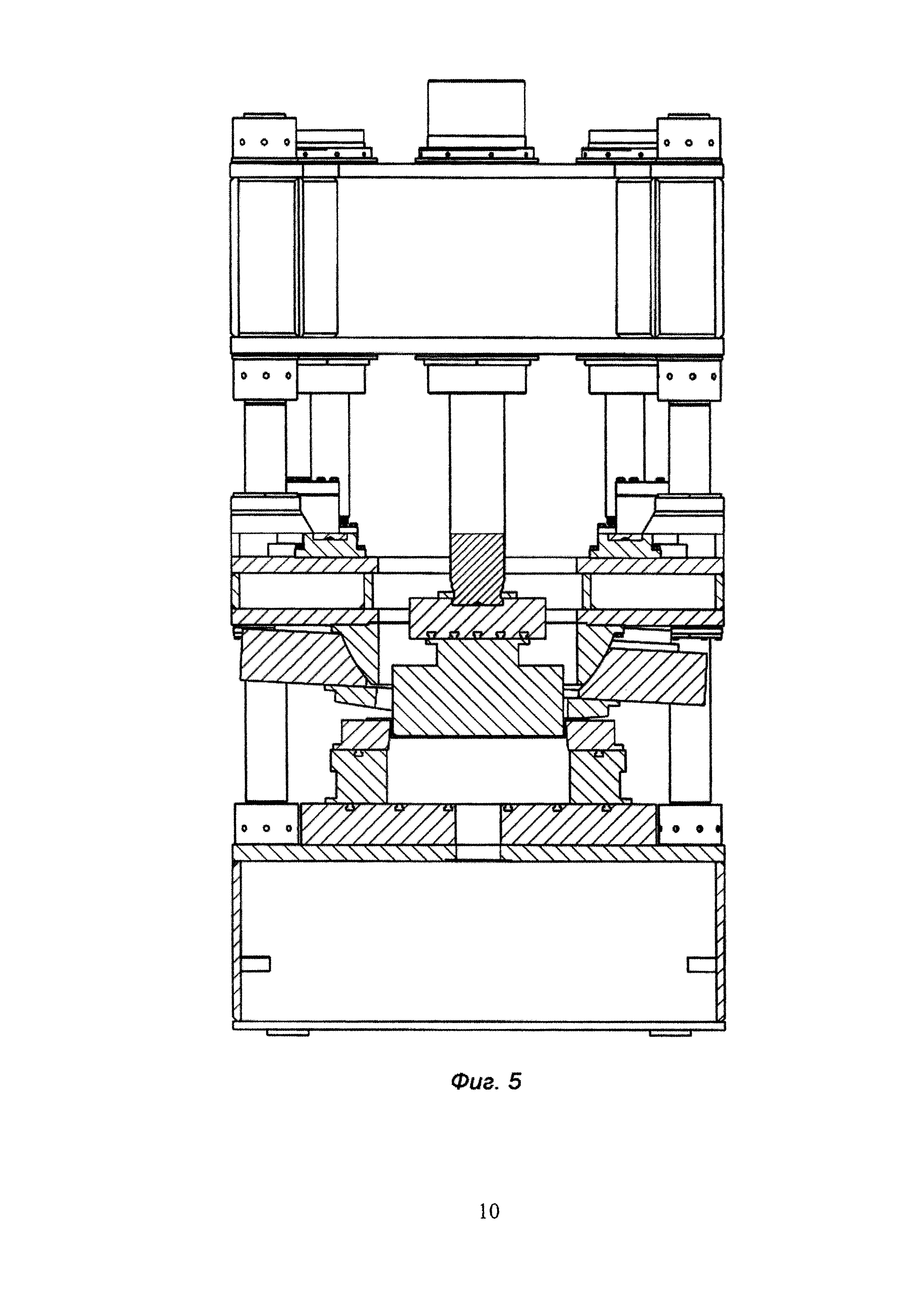
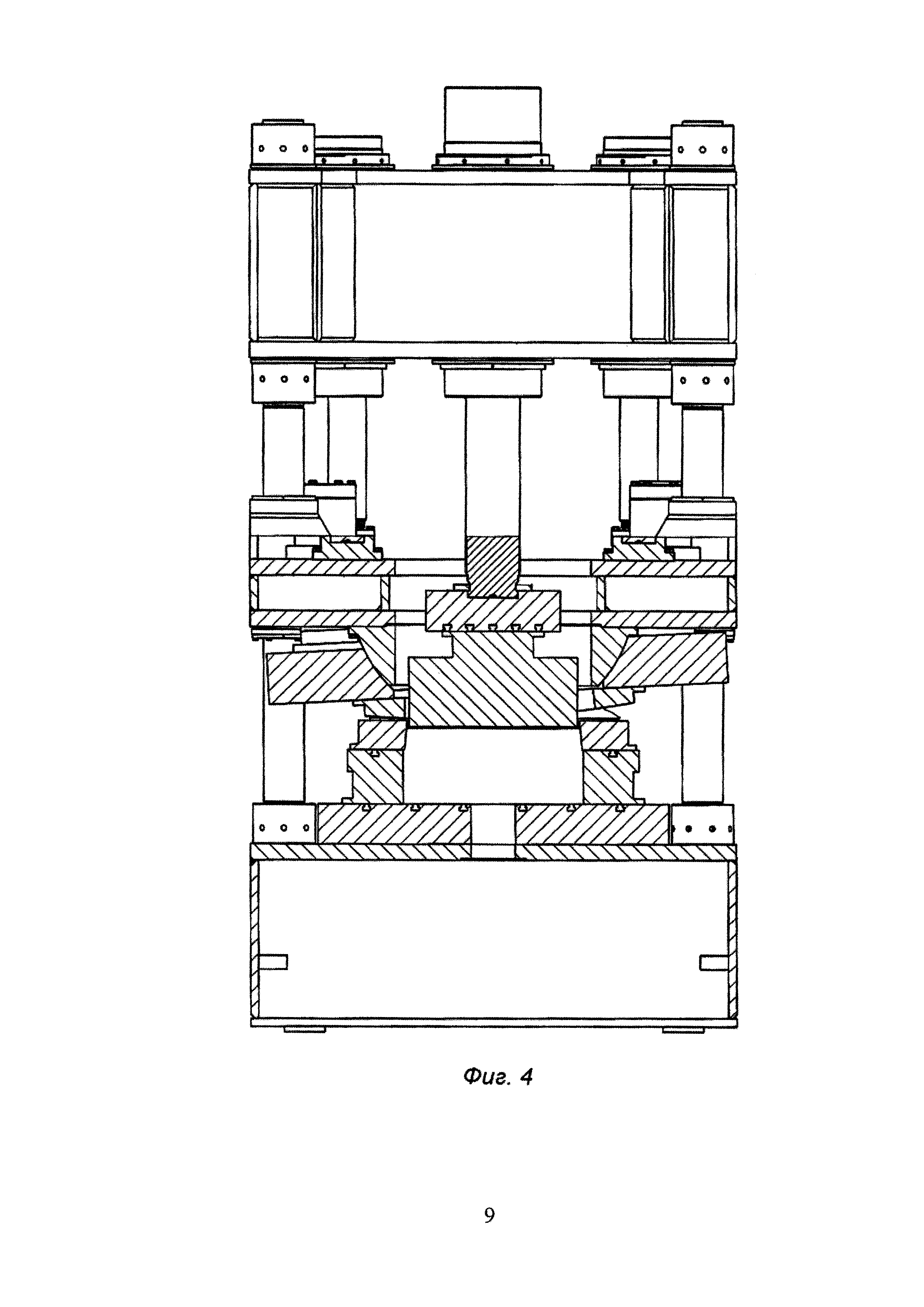
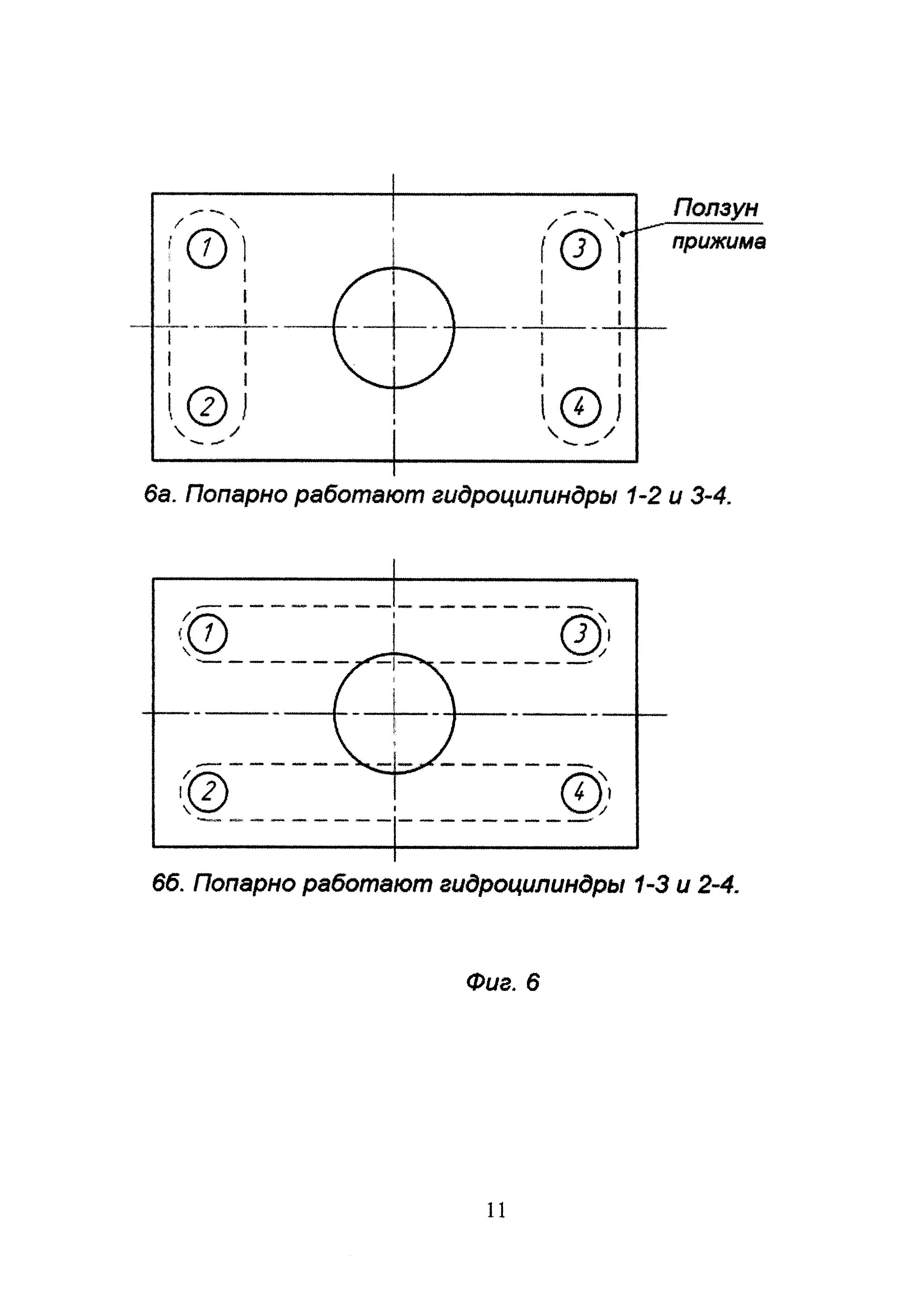
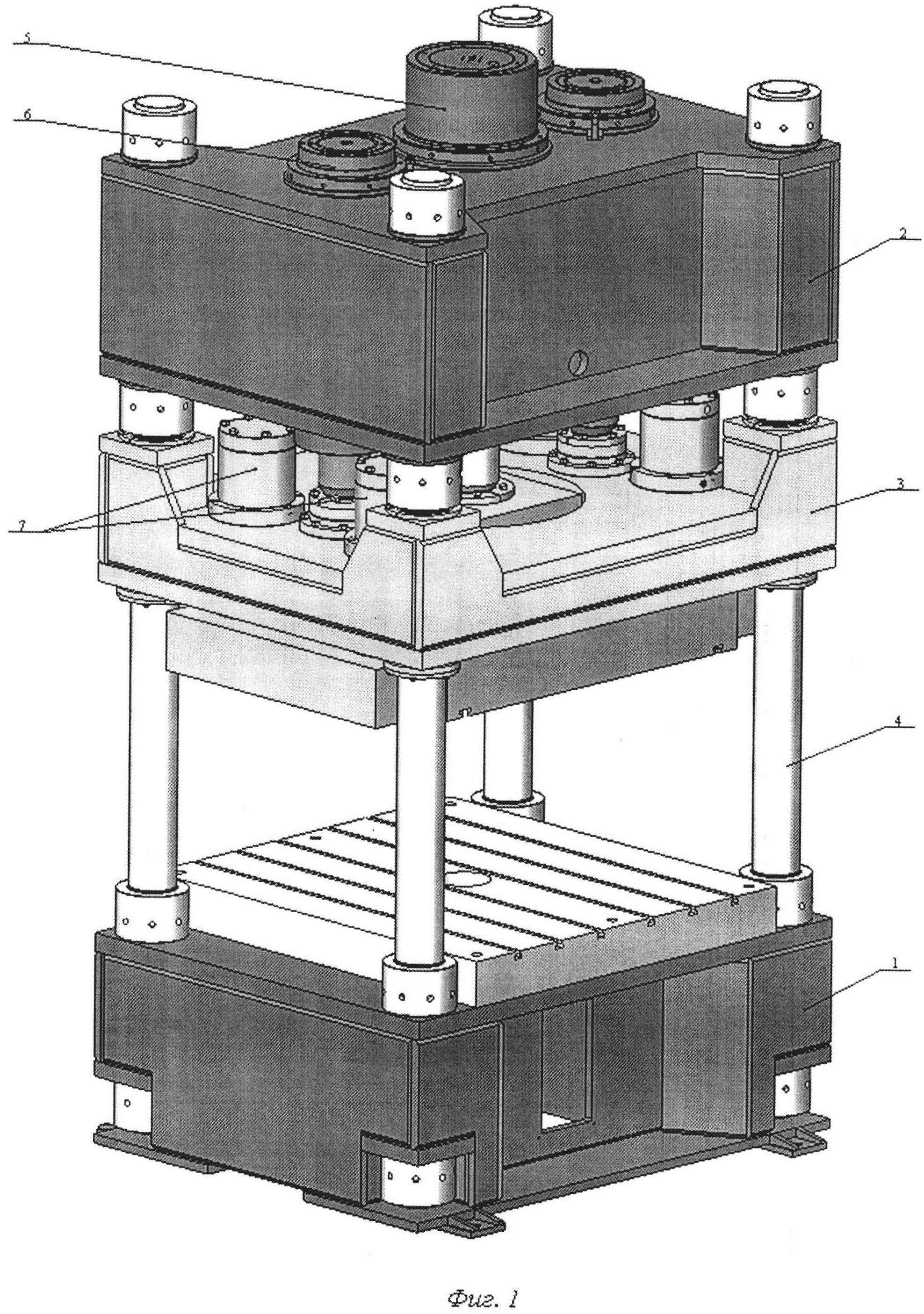
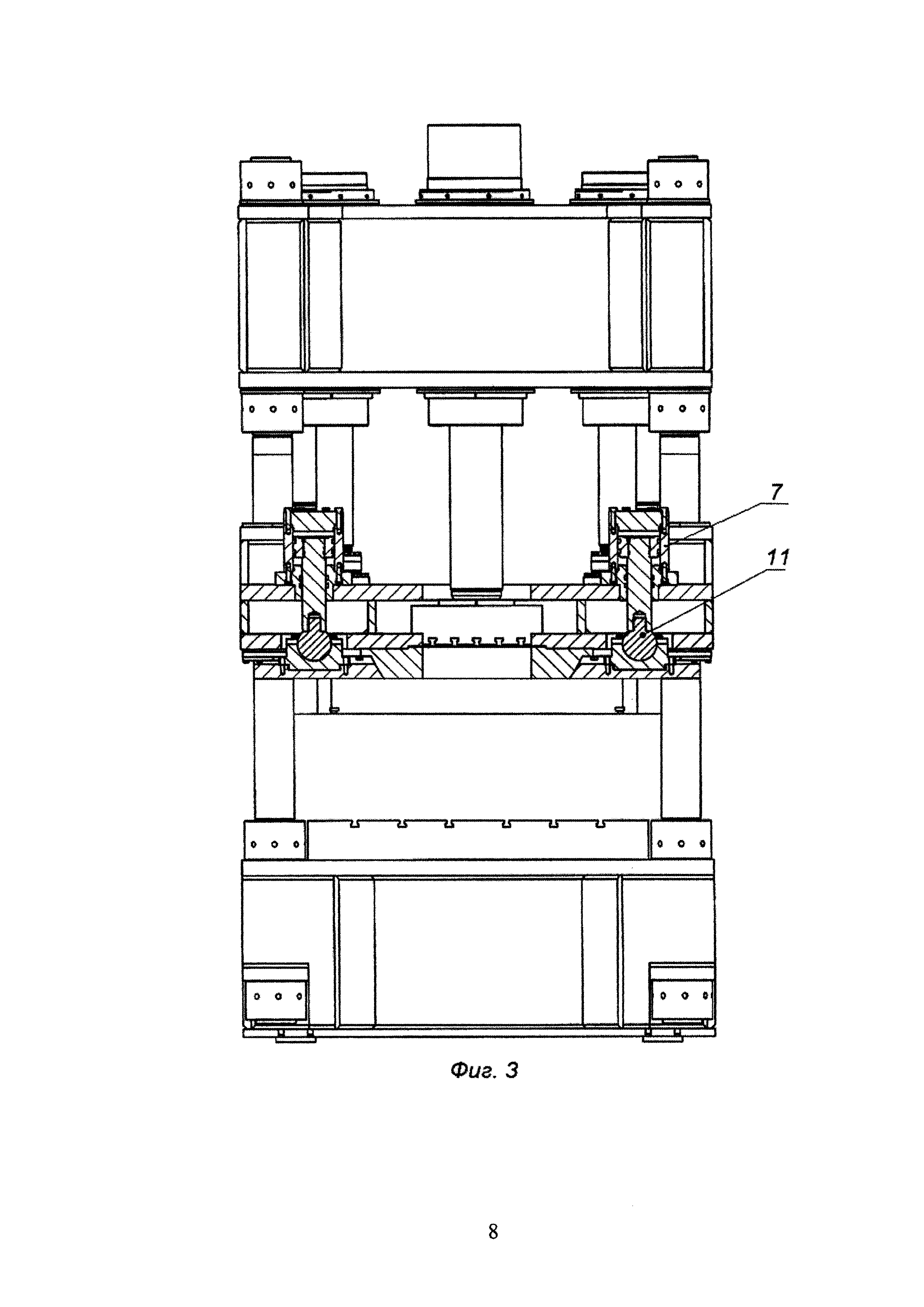
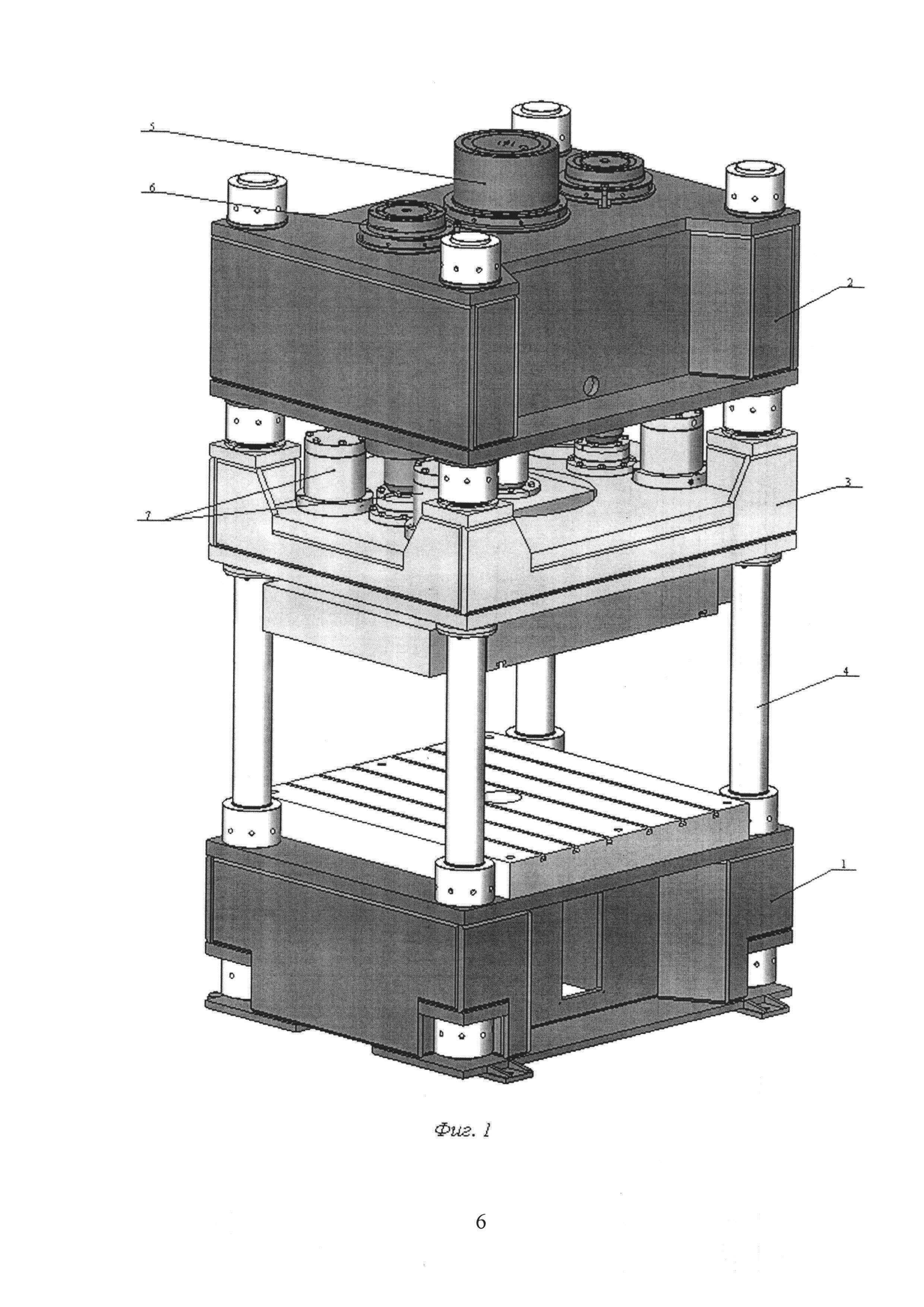
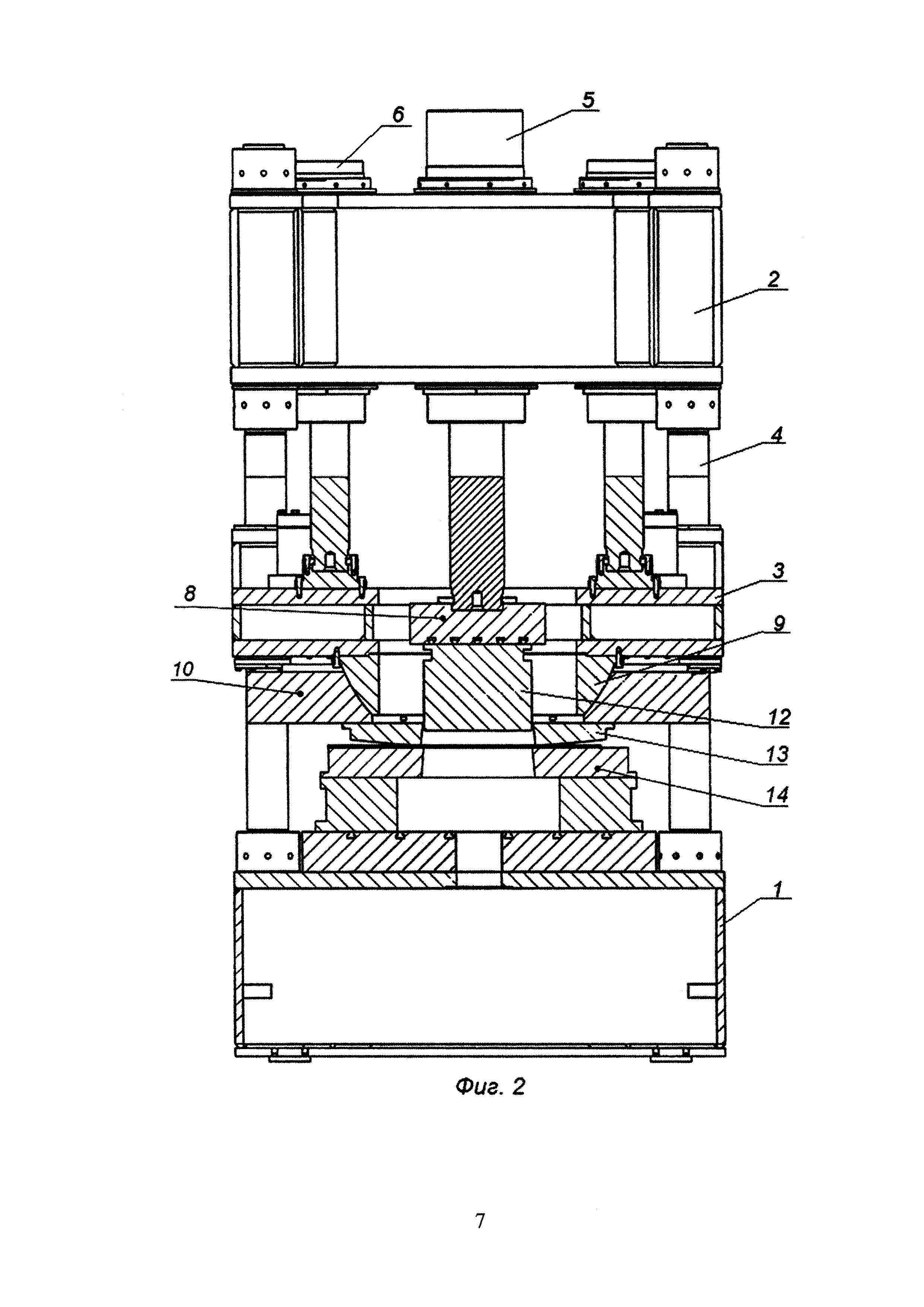
На фиг. 1 показан общий вид пресса; на фиг. 2 изображено продольное сечение пресса в исходном положении перед вытяжкой; на фиг. 3 изображено сечение пресса по гидроцилиндрам привода качательных движений прижима; на фиг. 4 - то же, при разглаживании гофров слева; на фиг. 5 - то же, при разглаживании гофров справа; на фиг. 6 показана схема подключения в работу гидроцилиндров привода качательных движений прижима.
Основные узлы и детали пресса:
- силовая рама, включающая станину 1, траверсу 2, ползун 3, соединенные между собой колоннами 4 (фиг. 1; 2);
- гидропривод перемещения пуансона, состоящий из гидроцилиндра 5, размещенного на траверсе 2. К хвостовой части штока крепится ползун 8 пуансона 12 (фиг. 1; 2);
- гидропривод перемещения ползуна, состоящий из двух гидроцилиндров 6, размещенных на траверсе 2 (фиг. 1; 2);
- узел качательных движений прижима, включающий гидроцилиндры 7 (фиг. 3), размещенные на верхней поверхности ползуна, на нижней поверхности установлена центральная втулка 9 со сферической опорной поверхностью (фиг. 2);
- приводная плита 10 с ответной сферической поверхностью взаимодействует с центральной втулкой 9. Штоки гидроцилиндров 7 через шаровые опоры 11 связаны с приводной плитой, обеспечивая ей качательные движения (фиг. 3). На приводной плите закреплен прижим штампа 13.
На фиг. 6 показаны схемы подключения четырех гидроцилиндров привода качательных движений прижима, на схеме 6а плоскость качания совпадает с наибольшей осью симметрии пресса, на схеме 6б - с наименьшей осью симметрии пресса.
Выбор схемы при штамповке-вытяжке с качательным прижимом штампа определяются номенклатурой деталей, программой выпуска детали. При вытяжке деталей из высокопрочных материалов предпочтителен вариант 6а. В этом случае при тех силовых параметрах достигаются большие удельные давления разглаживания гофров вследствие меньшей линии контакта прижима с заготовкой. При вытяжке деталей, при небольших усилиях разглаживания гофров, используется схема 6б подключения гидроцилиндров, так как в этом случае повышается производительность процесса вследствие уменьшения длины линии перекрывания прижима по заготовке.
Реализация той или иной схемы работы гидроцилиндров качания прижима определяется гидравлической системой пресса.
Пресс работает следующим образом.
На стол пресса, фиг. 2, устанавливают матрицу 14, прижим 13 крепится к приводной плите 10, пуансон 12 крепится к ползуну 8 штока гидроцилиндра пуансона. На матрицу устанавливают заготовку (не показана).
В режиме «Наладка» на холостом (ускоренном) ходу до соприкосновения с заготовкой подводятся пуансон 12 и прижим 13. Устанавливаются рабочие параметры процесса: давление в гидроцилиндрах пуансона 5, прижима 6 и качания 7 прижима, скорость рабочего хода пуансона, частота и амплитуда качательных движений прижима.
При переключении на режим «Автоматическая вытяжка» дается команда на одновременное включение в работу гидроцилиндров 5 и 7 привода пуансона и качательных движений прижима. Выполняется рабочий непрерывный ход пуансона, формируя деталь, и сопровождаемый образованием гофров на фланцевой части заготовки в свободной от прижима части заготовки. Одновременно выполняются возвратно-поступательные ходы штоков гидроцилиндров привода качательныхх движений прижима, при которых прижим перекатывается по заготовке, разглаживая гофры. Прижим находится в постоянном контакте с заготовкой в локальной зоне контакта при непрерывном перемещении зоны контакта по заготовке. Гидроцилиндры 6 поддерживают постоянным необходимое давление и усилие прижима заготовки.
Технико-экономический эффект от использования изобретения обусловлен расширением номенклатуры деталей, переводимых на вытяжку с гофрообразованием. В промышленности процесс однопереходной вытяжки с гофрообразованием внедрен при изготовлении деталей размером до 200 мм (пресс пульсирующей вытяжки модели ПГВ-1) [5]. Из анализа номенклатуры полых деталей предприятий авиационной промышленности порядка 25% крупногабаритных деталей с размером в плане до 700 мм изготавливаются многопереходной вытяжкой, гибкой - сваркой, штамповкой на падающих молотах при высокой трудоемкости, себестоимости и низкого качества.
Источники информации
1. АС. 183709 СССР, кл. 7с, 15, МПК В21D. Гидравлический пресс двойного действия / Е.С. Сизов, A.M. Струнин, В.Д. Разумилов, И.В. Козлов, К.Г. Сизова. Заявлено 25.03.63 (№826698/25-27). Опубл. 09.07.65, Бюл. №14.
2. АС. 1127143 СССР, М.Кл.2 В21D 22/02. Пресс для глубокой вытяжки листовых деталей / Е.С. Сизов, В.Р. Алавердов, С.А. Дорохин, А.Г. Хлебников, Ш.Р. Зиганшин, Б.З. Богусловский, Л.С. Смольников, Н.И. Лашунов, Г.П. Кульчитский. Заявлено 05.09.79 (№2816161/25-27).
3. АС. 1771127. Устройство к прессам для глубокой вытяжки / Дорохин С.А. Заявлено 22.05.1990 (4828041/27).
4. Патент 2013165, МПК В21D 22/20. Гидравлический пресс двойного действия / Е.С. Сизов, В.Р. Алавердов, Б.З. Богусловский, С.А. Дорохин. Заявлено 09.04.1991. Опубликовано 30.05.1994 (прототип).
5. Отраслевой стандарт ОСТ1. 76626-78. Прессы пульсирующие. Типы, основные параметры и размеры. М.НИАТ, 1979. - 32 с.
Способ перекачки газа (варианты) и компрессорная станция для его осуществления (варианты)

